煤油渗透试验表
(完整word版)煤油渗透试验方法
第三章、煤油渗透试验方法一、术语解释煤油渗漏试验利用煤油的浸润特性进行的渗漏试验。
试验时,将待检焊缝便于检查面涂以石灰粉浆,另一面涂以煤油,经规定时间后检查石灰有无油渍的试验方法。
三、试验原理对焊接件、铸造件中一些穿透性的微小缺陷,如气孔、砂眼、裂辽宁大唐国际阜新煤制天然气项目公用工程Ⅱ厂区给排水-煤油渗透试验方案 3 纹等,可以用煤油试验的方法进行检验。
煤油试验通常使用纯煤油。
利用煤油对微小缝隙的渗透,使被涂敷在背面的白垩粉吸附出来并产生油斑来发现缺陷。
煤油的渗透力很强,能够渗小的毛细孔。
如果煤油喷涂浸润以后过12h,在涂白色焊缝的表面没有出现斑点,焊缝就符合要求;如果环境气温低于0℃,则需在24h后不应出现斑点。
冬天为了加快检查速度,允许用事先加热至60~70℃的煤油来喷涂浸润焊缝。
此时,在1h内不应出现斑点。
四、试验准1、材料准备根据煤油渗透试验要求,所需的材料如下表所示:2、人员准备石灰乳液涂抹人员三人、安全看护人员2人、检查人员一人(班长)3、实验前的检查3.1参加实验的管道系统施工结束,流程贯通,按照图纸形成完善的检测系统。
3.2所有焊口施焊完毕,外表检测循环水管内外侧无气孔、砂眼、裂纹等可视问题,如无这类明显问题,结果符合规范要求。
3.3所有焊接接头及其他相应检查的部分,尚未涂防腐漆。
3.4所有设计修改部分按设计变更完成施工。
3.5所有焊口已进行编号。
五、煤油渗透试验操作流程1、外表检测循环水管内外侧是否有气孔、砂眼、裂纹等可视问题,如无这类明显问题,可对循环水管进行煤油渗透试验。
2、对循环水管对接焊缝内外侧附着的赃物和铁锈进行清理。
3、调制石灰粉乳液,将其均匀涂抹在循环水管外侧对接焊缝处80mm宽位置。
4、石灰粉乳液干燥后在循环水管内侧焊缝处涂抹上煤油,10分钟后再次在循环水管内侧焊缝处涂抹上一次煤油。
5、煤油浸润以后过12小时,检测循环水管外侧焊缝处表面是否出现斑点。
6、如发现干燥石灰乳液涂抹带出现油渍,使用记号笔对该部分进行标记,待该段管线焊口全部检测完后方可对标记处进行处理。
焊缝煤油渗透试验报告

焊缝煤油渗透试验报告宝钢股份烧结系统节能环保改造工单位工程名称单位工程编号 090016-2009 程脱硫系统机、电、管安装工程分部工程名称脱硫系统机械设备安装工程分项工程名称 4A吸收塔安装施工单位中冶天工上海十三冶建设有限公司施工标准名称及编GB50128-2005 立式圆筒形焊接油罐施工及验收规范号施工图名称及编号 CA082.00.00设备名称及尺寸吸收塔Φ7.4*53.5序号试验项目试验方法检测长度试验结果试验日期备注下部方圆节煤油渗透合格 1 235 m文丘里段煤油渗透合格 2 287m锥形段煤油渗透合格 3 185 m直管段(一) 煤油渗透合格 4 194 m直管段(二) 煤油渗透合格 5 200 m见附图直管段(三) 煤油渗透合格 6 122 m上部方圆节煤油渗透合格 7 214 m进口段煤油渗透合格 8 678 m顶部方形段煤油渗透合格 9 437 m出口扩大段煤油渗透合格 10 234 m 说明:监理(建设)单位施工单位监理工程师(建设单位项目负责人): 施工单位项目技术负责人:专业质量检查员:工长:年月日年月日顶部方形段上部方圆节出口扩大段直管段锥形段文丘里段下部方圆节进口段焊缝煤油渗透试验报告宝钢股份烧结系统节能环保改造工程脱硫系统机、电、管安装工090016-2009 单位工程名称单位工程编号程分部工程名称脱硫系统机械设备安装工程分项工程名称 4A吸收塔安装施工单位中冶天工上海十三冶建设有限公司施工标准名称及编号 GB50128-2005 立式圆筒形焊接油罐施工及验收规范施工图名称及编号 AB046.01 生石灰仓 AB046.02 消石灰灰仓设备名称及尺寸生、消石灰仓Φ4序号试验项目试验方法试验长度试验结果试验日期备注生石灰仓锥形段煤油渗透合格 1 126生石灰仓直管段煤油渗透合格 2 217见附图消石灰仓锥形段煤油渗透合格 3 120消石灰仓直管段煤油渗透合格 4 210说明:监理(建设)单位施工单位监理工程师(建设单位项目负责人): 施工单位项目技术负责人:专业质量检查员:工长:年月日年月日焊缝煤油渗透试验报告宝钢股份烧结系统节能环保改造工单位工程名称单位工程编号 090016-2009 程脱硫系统机、电、管安装工程分部工程名称脱硫系统机械设备安装工程分项工程名称 4A吸收塔安装施工单位中冶天工上海十三冶建设有限公司施工标准名称及编GB50128-2005 立式圆筒形焊接油罐施工及验收规范号施工图名称及编号 HK046.00 脱硫灰仓设备名称及尺寸脱硫灰仓Φ6.5m序号试验项目试验方法试验长度试验结果试验日期备注脱硫灰仓直段(一) 煤油渗透合格 1 100 m脱硫灰仓锥形段煤油渗透合格见附图 2 124 m脱硫仓直管段(二) 煤油渗透合格 3 98 m说明:监理(建设)单位施工单位监理工程师(建设单位项目负责人): 施工单位项目技术负责人:专业质量检查员:工长:年月日年月日焊缝煤油渗透试验报告宝钢股份烧结系统节能环保改造工单位工程名称单位工程编号 090016-2009 程脱硫系统机、电、管安装工程分部工程名称脱硫系统机械设备安装工程分项工程名称 4A吸收塔安装施工单位中冶天工上海十三冶建设有限公司施工标准名称及编号 GB50128-2005 立式圆筒形焊接油罐施工及验收规范施工图名称及编号 CA082.03设备名称及尺寸锥形段序号试验项目试验方法试验长度试验结果试验日期备注脱硫灰仓锥形段煤油渗透合格见附图 1 45 m说明:监理(建设)单位施工单位监理工程师(建设单位项目负责人): 施工单位项目技术负责人:专业质量检查员:工长:年月日年月日5500×5500进口烟道45004500一烧结进口烟道平面示意图焊缝煤油渗透试验报告宝钢股份烧结系统节能环保改造单位工程名称单位工程编号 090016-2009 工程脱硫系统机、电、管安装工程分部工程名称脱硫系统机械设备安装工程分项工程名称 4A吸收塔安装施工单位中冶天工上海十三冶建设有限公司施工标准名称及编号 GB50128-2005 立式圆筒形焊接油罐施工及验收规范施工图名称及编号 HK046.00 脱硫灰仓设备名称及尺寸脱硫灰仓Φ6.5m序号试验项目试验方法试验长度试验结果试验日期备注脱硫灰仓直段(一) 煤油渗透合格 1 100 m脱硫灰仓锥形段煤油渗透合格见附图 2 124 m脱硫仓直管段(二) 煤油渗透合格 3 98 m说明:监理(建设)单位施工单位监理工程师(建设单位项目负责人): 施工单位项目技术负责人:专业质量检查员:工长:年月日年月日循环烟道出口烟道。
煤油渗漏试验作业指导书

管理文件煤油试漏作业指导书受控号:版本: A编制:张辉审核:批准:1.试验检查Array范围部件有密封性要求焊缝,包括纵缝、环缝、角焊缝等。
2.试验标准依据NB/T47003.1-2009《钢制焊接常压容器》3.试验原理对焊接件中一些穿透性的微小缺陷,如气孔、砂眼、裂纹等,可以用煤油试验的方法进行检验。
煤油试验通常使用纯煤油。
煤油的渗透力很强,能够渗过极小的毛细孔。
利用煤油对微小缝隙的渗透,使被涂敷在背面的白融粉吸附出来并产生油斑来发现缺陷。
管理文件4.试验准备除需具备石灰溶液、煤油涂抹人员及现场检验员各1人,还需具备以下材料:5.安全及注意事项措施5.1进入筒体内涂抹煤油时需先检测受限空间环境方可进入。
5.2密闭筒体内作业时专人看护,必要时携带救生索进入。
5.3受限空间作业需在5米左右位置架设抽风机,促进空气流动。
5.4煤油渗透区域严禁烟火。
6.煤油渗透试验操作流程6.1外表检测是否有气孔、砂眼、裂纹等可视问题。
6.2对焊缝内外侧附着的赃物和铁锈进行清理。
6.3调制石灰溶液,将其均匀涂抹在焊缝处80mm宽位置。
管理文件6.4石灰溶液干燥后,焊缝的内壁喷或涂以煤油2-3次,每次间隔10分钟,使表面得到足够的浸润。
经30分钟后,以白粉上没有油渍为合格。
气温低于0℃时,为了加快检查速度,允许用事先加热至60~70℃的煤油来喷涂浸润焊缝。
此时,在1h内不应出现斑点。
6.5如发现干燥石灰溶液涂抹带出现油渍,使用记号笔对该部分进行标记,待该焊口全部检测完后方可对标记处进行处理。
6.6及时填写煤油渗透试验记录表,保证资料与施工同步。
7.出现异常渗漏修复方法7.1焊缝表面的气孔、夹渣及焊瘤等缺陷,应本着焊缝打磨后不低于母材的原则,用砂轮磨掉缺陷。
如磨除缺陷后,焊缝低于母材,需要进行焊补,焊补工艺与正式焊缝焊接时相同。
焊缝表面缺陷当只需打磨时,应打磨平缓或加工成具有1:3及以下坡度的斜坡。
7.2焊缝两侧的咬边和焊趾裂纹必须采用砂轮磨除,并打磨平缓或加工成具有1:3及以下坡度的斜坡,打磨深度不得超过0.5mm,且磨除后容器的实际厚度不得小于设计厚度。
煤油渗透试验方法终审稿)

煤油渗透试验方法文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-第三章、煤油渗透试验方法一、术语解释煤油渗漏试验利用煤油的浸润特性进行的渗漏试验。
试验时,将待检焊缝便于检查面涂以石灰粉浆,另一面涂以煤油,经规定时间后检查石灰有无油渍的试验方法。
三、试验原理对焊接件、铸造件中一些穿透性的微小缺陷,如气孔、砂眼、裂辽宁大唐国际阜新煤制天然气项目公用工程Ⅱ厂区给排水-煤油渗透试验方案3?纹等,可以用煤油试验的方法进行检验。
煤油试验通常使用纯煤油。
利用煤油对微小缝隙的渗透,使被涂敷在背面的白垩粉吸附出来并产生油斑来发现缺陷。
煤油的渗透力很强,能够渗小的毛细孔。
如果煤油喷涂浸润以后过12h,在涂白色焊缝的表面没有出现斑点,焊缝就符合要求;如果环境气温低于0℃,则需在24h后不应出现斑点。
冬天为了加快检查速度,允许用事先加热至60~70℃的煤油来喷涂浸润焊缝。
此时,在1h内不应出现斑点。
四、试验准1、材料准备根据煤油渗透试验要求,所需的材料如下表所示:2、人员准备石灰乳液涂抹人员三人、安全看护人员2人、检查人员一人(班长)3、实验前的检查3.1参加实验的管道系统施工结束,流程贯通,按照图纸形成完善的检测系统。
3.2所有焊口施焊完毕,外表检测循环水管内外侧无气孔、砂眼、裂纹等可视问题,如无这类明显问题,结果符合规范要求。
3.3所有焊接接头及其他相应检查的部分,尚未涂防腐漆。
3.4所有设计修改部分按设计变更完成施工。
3.5所有焊口已进行编号。
五、煤油渗透试验操作流程1、外表检测循环水管内外侧是否有气孔、砂眼、裂纹等可视问题,如无这类明显问题,可对循环水管进行煤油渗透试验。
2、对循环水管对接焊缝内外侧附着的赃物和铁锈进行清理。
3、调制石灰粉乳液,将其均匀涂抹在循环水管外侧对接焊缝处80mm宽位置。
4、石灰粉乳液干燥后在循环水管内侧焊缝处涂抹上煤油,10分钟后再次在循环水管内侧焊缝处涂抹上一次煤油。
煤油渗漏试验作业指导书

煤油渗漏试验作业指导书关键信息项:1、试验目的2、试验设备与材料3、试验准备工作4、试验操作步骤5、渗漏判定标准6、试验后的处理7、安全注意事项1、试验目的11 本煤油渗漏试验旨在检测待测试件的密封性,以确保其在实际使用中不会发生泄漏现象。
12 通过煤油的渗透特性,及时发现潜在的微小孔隙、裂纹等缺陷,保证产品质量和安全性。
2、试验设备与材料21 试验所需设备包括:盛装煤油的容器、毛刷、照明设备等。
22 材料主要有煤油、白粉或其他显示剂。
3、试验准备工作31 对待测试件进行表面清洁,去除油污、锈迹和杂物,确保表面干净、干燥。
32 在待测试件的容易观察部位,涂刷一层白粉或显示剂,以便更好地观察煤油渗透情况。
4、试验操作步骤41 将试件浸入盛有煤油的容器中,使试件全部浸没,浸泡时间不少于 30 分钟。
42 从煤油中取出试件,清除表面多余的煤油。
43 用干净的布擦干试件表面,然后立即在涂有白粉或显示剂的部位进行观察。
44 观察时间应持续15 分钟以上,仔细检查是否有煤油渗出的痕迹。
5、渗漏判定标准51 若在观察期间,白粉或显示剂上未出现明显的油斑或油渍,则判定试件密封性良好。
52 若发现有连续的油斑或油渍,表示试件存在渗漏缺陷,需要进行标记和记录。
6、试验后的处理61 对于试验合格的试件,进行妥善存放,避免受到污染和损伤。
62 对于不合格的试件,应进行进一步的检测和分析,确定缺陷的位置和性质,并采取相应的修复措施。
63 修复后的试件需要重新进行煤油渗漏试验,直至合格为止。
7、安全注意事项71 煤油属于易燃液体,试验现场应严禁烟火,并配备必要的消防器材。
72 操作人员应佩戴防护手套和眼镜,避免煤油接触皮肤和眼睛。
73 试验后的煤油应妥善回收和处理,不得随意倾倒,以免造成环境污染。
8、附则81 本作业指导书应定期进行审查和更新,以适应技术发展和实际操作的需要。
82 在试验过程中,如遇特殊情况或发现问题,应及时停止试验,并向上级报告。
煤油渗漏试验
湖南麓南脱硫脱硝科技有限公司
试验编号
检验日期检验标准源自JB/4735-2005《钢制焊接常压容器》
检验目的
塔体密封性
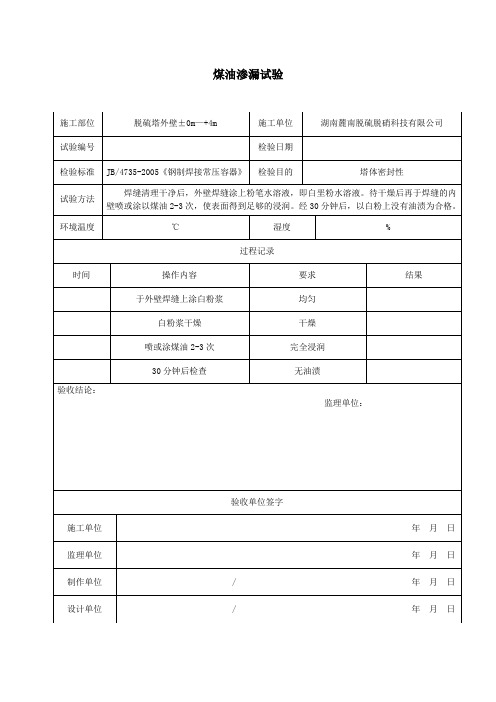
试验方法
焊缝清理干净后,外壁焊缝涂上粉笔水溶液,即白垩粉水溶液。待干燥后再于焊缝的内壁喷或涂以煤油2-3次,使表面得到足够的浸润。经30分钟后,以白粉上没有油渍为合格。
环境温度
℃
施工单位
湖南麓南脱硫脱硝科技有限公司
试验编号
检验日期
检验标准
JB/4735-2005《钢制焊接常压容器》
检验目的
塔体密封性
试验方法
焊缝清理干净后,外壁焊缝涂上粉笔水溶液,即白垩粉水溶液。待干燥后再于焊缝的内壁喷或涂以煤油2-3次,使表面得到足够的浸润。经30分钟后,以白粉上没有油渍为合格。
环境温度
℃
湿度
%
过程记录
时间
操作内容
要求
结果
于外壁焊缝上涂白粉浆
均匀
白粉浆干燥
干燥
喷或涂煤油2-3次
完全浸润
30分钟后检查
无油渍
验收结论:
监理单位:
验收单位签字
施工单位
年 月 日
监理单位
年 月 日
制作单位
/ 年 月 日
设计单位
/ 年 月 日
建设单位
/ 年 月 日
煤油渗漏试验
施工部位
脱硫塔烟囱+65.7m—+84m
湿度
%
过程记录
时间
操作内容
要求
结果
于外壁焊缝上涂白粉浆
均匀
白粉浆干燥
干燥
喷或涂煤油2-3次
完全浸润
30分钟后检查
煤油渗透试验方法

第二章、煤油渗透试验方法一、术语解释煤油渗漏试验利用煤油的浸润特性进行的渗漏试验。
试验时,将待检焊缝便于检查面涂以石灰粉浆,另一面涂以煤油,经规定时间后检查石灰有无油渍的试验方法。
三、试验原理对焊接件、铸造件中一些穿透性的微小缺陷,如气孔、砂眼、裂辽宁大唐国际阜新煤制天然气项目公用工程H厂区给排水-煤油渗透试验方案3纹等,可以用煤油试验的方法进行检验。
煤油试验通常使用纯煤油。
利用煤油对微小缝隙的渗透,使被涂敷在背面的白垩粉吸附出来并产生油斑来发现缺陷。
煤油的渗透力很强,能够渗小的毛细孔。
如果煤油喷涂浸润以后过12h,在涂白色焊缝的表面没有出现斑点,焊缝就符合要求;如果环境气温低于0C ,则需在24h后不应出现斑点。
冬天为了加快检查速度,允许用事先加热至60〜70 C的煤油来喷涂浸润焊缝。
此时,在1h内不应出现斑点。
四、试验准1、材料准备根据煤油渗透试验要求,所需的材料如下表所示:2、人员准备石灰乳液涂抹人员三人、安全看护人员2人、检查人员一人(班长)3、实验前的检查3.1参加实验的管道系统施工结束,流程贯通,按照图纸形成完善的检测系统。
3.2所有焊口施焊完毕,外表检测循环水管内外侧无气孔、砂眼、裂纹等可视问题,如无这类明显问题,结果符合规范要求。
3.3所有焊接接头及其他相应检查的部分,尚未涂防腐漆。
3.4所有设计修改部分按设计变更完成施工。
3.5所有焊口已进行编号。
五、煤油渗透试验操作流程1、外表检测循环水管内外侧是否有气孔、砂眼、裂纹等可视问题,如无这类明显问题,可对循环水管进行煤油渗透试验。
2、对循环水管对接焊缝内外侧附着的赃物和铁锈进行清理。
3、调制石灰粉乳液,将其均匀涂抹在循环水管外侧对接焊缝处80mn宽位置。
4、石灰粉乳液干燥后在循环水管内侧焊缝处涂抹上煤油,10分钟后再次在循环水管内侧焊缝处涂抹上一次煤油。
5、煤油浸润以后过12小时,检测循环水管外侧焊缝处表面是否出现斑点。
6、如发现干燥石灰乳液涂抹带出现油渍,使用记号笔对该部分进行标记,待该段管线焊口全部检测完后方可对标记处进行处理。
煤油渗透检验方案

武安市西区水源置换工程钢管焊接煤油渗透检验方案编制:审核:批准:邢台市政建设集团股份有限公司2015.6目录一、编制依据 (1)二、工程概况 (1)三、管道煤油渗透试验方案 (1)四、安全及注意事项 (3)一、编制依据1、《武安市西区水源置换工程(二标段)》招标文件2、《给水排水管道施工及验收规范》GB50268——20083、邯郸市水利水电勘测设计研究院图纸《武安市西区水源工程设计图(二标段)》。
4、总施工组织设计5、监理会议纪要二、工程概况1、工程名称:武安市西区水源置换工程(二标段)2、建设地点:武安市206县道及南二环3、建设单位:武安市水利局4、设计单位:邯郸市水利水电勘测设计研究院5、监理单位:武安市工程建设监理有限公司6、施工单位:邢台市政建设集团股份有限公司7、适用范围:煤油渗透试验主要适本标段内所有过路、过地段的钢管直顶及钢管连接部位。
参与煤油渗透试验的钢管管道桩号如下:A05+10~A05+40 钢管直顶A15+48~A17+03 水泥套管B06+00~B07+00 钢管直顶三、煤油渗透试验方案1、术语解释煤油渗漏试验利用煤油的浸润特性进行的渗漏试验。
试验时,将待检焊缝的钢管内壁涂以石灰粉浆,外壁涂以煤油,经规定时间后检查石灰有无油渍的试验方法。
2、试验原理对焊接件、铸造件中一些穿透性的微小缺陷,如气孔、砂眼、裂纹等,可以用煤油试验的方法进行检验。
煤油试验,通常使用纯煤油。
利用煤油对微小缝隙的渗透,使被涂敷在背面的白垩粉吸附出来并产生油斑来发现缺陷。
煤油的渗透力很强,能够渗过极小的毛细孔。
如果煤油喷涂浸润以后过12h,在涂白色焊缝的表面没有出现斑点,焊缝就符合要求。
为了加快检查速度,允许用事先加热至60~70℃的煤油来喷涂浸润焊缝。
此时,在1h内不应出现斑点。
3、试验准备3.1、材料准备根据煤油渗透试验要求,所需的材料如下表所示:石灰乳液涂抹人员1人、煤油涂抹人员1人、安全看护人员1人、检查人员一人。
煤油实验
煤油渗漏试验:设备焊缝用煤油渗透法检查,设备焊缝外涂白垩粉浆,晾干后内刷煤油,经过半小时后检查,无煤油渗漏斑点为合格。
储罐容器煤油渗漏试验和水密(气密)性试验试验对象:有焊缝的金属储罐容器、塑料储罐容器。
煤油渗漏试验:设备焊缝用煤油渗透法检查,设备焊缝外涂白垩粉浆,晾干后内刷煤油,经过半小时后检查,无煤油渗漏斑点为合格。
水密性试验:储罐密封,灌满水常压24小时,或加压2公斤2小时。
观察接口、罐体四周,有无渗漏。
规定应无任何渗漏。
本方法适应于小中体积储罐。
气密性试验:储罐密封,加压缩空气1公斤保压,24小时下降压力不能多于0.1公斤。
煤油渗透试验表

煤油渗透试验表(总3页)
--本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小--
锅炉烟风道焊缝渗透试验要求
1.试验检查范围
烟道所有密封性焊缝,包括纵缝、环缝、角焊缝等。
2.标准依据
JB/4735-2005《钢制焊接常压容器》
3.试验要求
焊缝外观内外用钢丝轮清理干净,无任何杂质。
4.试验方法
清理干净后,外壁焊缝涂上粉笔水溶液,即白垩粉水溶液。
待干燥后再于焊缝的内壁喷或涂以煤油2-3次,使表面得到足够的浸润。
经30分钟后,以白粉上没有油渍为合格。
5.试验过程及报告
试验过程记录准确、真实,填写专门表格,最终出具试验合格报告。
2018/08/20
渗透检验记录表
编号:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锅炉烟风道焊缝渗透试验要求
1.试验检查范围
烟道所有密封性焊缝,包括纵缝、环缝、角焊缝等。
2.标准依据
JB/4735-2005《钢制焊接常压容器》
3.试验要求
焊缝外观内外用钢丝轮清理干净,无任何杂质。
4.试验方法
清理干净后,外壁焊缝涂上粉笔水溶液,即白垩粉水溶液。
待干燥后再于焊缝的内壁喷或涂以煤油2-3次,使表面得到足够的浸润。
经30分钟后,以白粉上没有油渍为合格。
5.试验过程及报告
试验过程记录准确、真实,填写专门表格,最终出具试验合格报告。
2018/08/20
渗透检验记录表。