外发加工作业指导书Operation instruction for outward processing
外发作业指导书
显示技术有限公司文件编号:JC-WI-PA-023外发作业指导版本/次: A/0页码: 第1页共5页生效日期:外发作业指导版次修订说明撰写日期撰写人审查人备注A/0 撰写文件撰写生产品质营销部管理者代表会审日期生效日期:一、目的为了规范外发加工作业流程,使外发加工作业按程序合理进行,并确保能保质保量满足供货方需求。
二、适用范围适用于本公司所有外协厂加工制造。
三、职责3.1仓储部:负责对外发加工品所需的资料及物料的收发管理。
3.2采购部:负责发出外发订单,与外协厂商联络、询价、签订合同并跟进交期;开发新的外协厂商并组织品质部对外协加工厂商进行评估。
3.3品质部:参与对外发加工厂商进行评估,负责对回厂后的外发加工品之检验工作。
四、定义外发加工:是指本厂内没有设备或生产能力所不能做某产品或某产品的部分工序,而向外发加工以达到要求的一种生产流程。
五、内容5.1 PCB贴片焊接作业要求和标准:P CB板上的元器件不能有缺件、贴反、贴错等不良现象;P CB板上元件贴片时不能两端高低不平,必须贴平在PCB板上;I C元件贴片时要注意方向不可贴反,并且IC脚不可有错位偏移现象;所焊接元件不可偏移焊盘≥1/3;P CB板过回流焊后各焊盘锡点要饱满圆滑,各锡点不能有没上锡和不满锡现象;P CB板上各焊接点焊接时用锡不能过多而导致焊点过大、焊点雍肿,同时各焊点焊接要圆滑不能有梭角、倒角及缺口,同时各焊点焊接必须牢固,不能有裂锡等不良现象;P CB板不能有氧化、脱焊、焊盘松脱、铜皮翘起、断路、短路等不良现象;焊点表面必须有金属光泽,焊盘和元件的焊锡成45度角度爬锡面,焊锡覆面率为80%以上,并且焊点无指纹、无松香、无冷焊等不良现象;加工好的PCB板必须要用洗板水或酒精将板上的松香及其它杂质清洗干净,保持PCB板的干净整洁;外协厂必须向我司提供每款产品生产时的焊接回流图<回流焊七温区图>予我司品质部。
生效日期:5.2邦定工艺要求邦定过程中需轻拿轻放,且严禁污染COB上焊盘。
外发加工单流程说明

外发加工单流程说明英文回答:Outbound Processing Order Flow.1. Initiation.The outbound processing order (OPO) process isinitiated when a customer places an order for a product or service that is to be manufactured or fulfilled by an external supplier.The customer provides the supplier with the necessary specifications and requirements for the product or service.2. Order Creation.The supplier creates an OPO in their system based on the customer's order.The OPO contains all the relevant information, such as the customer's name, address, contact information, order details, and delivery instructions.3. Production Planning.The supplier prepares a production plan to determine the resources and capacity required to fulfill the order.This includes scheduling the production process, allocating materials, and assigning workers.4. Materials Procurement.The supplier procures the necessary materials and components from vendors or other suppliers.The materials are inspected and verified to meet the required specifications.5. Production.The product or service is manufactured or fulfilled according to the specified requirements.Quality control measures are implemented to ensurethat the product or service meets the customer's expectations.6. Packaging and Shipping.The finished product or service is packaged and prepared for shipment.The supplier arranges for the shipment to be delivered to the customer's specified address.7. Documentation.The supplier prepares all the necessary documentation, such as invoices, packing slips, and certificates of compliance.This documentation is provided to the customer alongwith the shipment.8. Delivery.The shipment is delivered to the customer's address by the designated carrier.The customer inspects the shipment and verifies that the product or service meets their requirements.9. Payment.The customer makes payment to the supplier according to the agreed-upon terms.The supplier processes the payment and completes the OPO process.中文回答:外发加工单流程说明。
外发加工产品检验作业指导书
外发加工产品检验作业指导书1.0目的为来料检验人员明确来料品质质量要求,特制定此通用标准作为来料检验的标准,同时提供给供应商了解本公司的品质水平要求,加强品质管理。
2. 适用范围适用于本厂所有外发加工产品(电镀件、导电漆、喷油件、镭雕件、移印件、丝印件)入厂时的检验。
3.权责单位3.1检验规范由品保单位制定,品保单位经理核准后发行。
3.2所制定之规格,如有修改时,须经原核准单位同意后修改之。
4.0检验依据4.1依据工程提供产品图纸进行检验。
4.2依据工程提供的产品样板进行检验。
4.3依据制定的检验标准以及相关的资料进行检验。
5.0检验标准5.1检验工具卡尺、工具显微镜、投影仪、点卡、刀片、3M600胶纸、RAC耐耐磨仪、硬度测试仪、酒精、棉布等。
5.2允收标准a. 外观按照MIL-STD-105E一般检验水准II抽样,AQL定为CRI=0、MAJ=0.65、MIN=1.0;b. 性能测试按照MIL-STD-105E特殊检验水准S-1抽样,AQL定为C=0;c. 尺寸按照MIL-STD-105E特殊检验水准S-3抽样,AQL定为C=0.5.3缺陷定义a. 缺陷(CRI):产品功能完全失常或会导致使用者或操作者生命安全之缺陷。
b. 缺陷(MAJ):产品部分功能、结构失常或严重的外观不良会导致客户拒收或抱怨的缺陷。
c. 缺陷(MIN):产品明显的外观不良可能会导致客户抱怨或包装方面的缺陷。
5.4检验条件a. 光源:标准光源灯光;b. 检物表面与眼睛距离:30~40cm;c. 视线与被检物表面角度: 45±15º;d. 检验时间:≤10S;e. 视力:裸视或矫正视力在1.0以上且无色盲。
6.0检验内容①电镀件。
外协加工作业指导书

外协加工作业指导书一、概述外协加工是指企业将产品或零部件的生产加工任务外包给其他企业进行加工的一种方式。
外协加工能够帮助企业降低成本、提高生产效率和灵活性,但也需要注意一些关键的操作步骤和要求。
本作业指导书旨在为外协加工作业提供详细的指导,确保外协加工过程顺利进行。
二、作业流程1. 任务分配:由生产计划部门根据生产需求,将需要外协加工的产品或零部件的相关信息提供给外协加工部门。
2. 选择外协加工企业:外协加工部门根据产品特性、加工能力和信誉度等因素,选择合适的外协加工企业进行合作。
3. 协商合同:外协加工部门与外协加工企业进行合同谈判,明确加工内容、质量要求、交货期限、价格等细节,并签订正式合同。
4. 交付样品:将样品交付给外协加工企业,以便他们了解产品的外观、尺寸和质量要求。
5. 加工准备:外协加工企业根据样品和合同要求,准备加工所需的设备、工具和材料,并组织生产人员进行培训。
6. 加工生产:外协加工企业按照合同要求,进行产品的加工生产,包括原材料的采购、加工工艺的执行、质量控制等。
7. 质量检验:外协加工企业在加工过程中进行质量控制,确保产品符合要求,并进行必要的检验和测试。
8. 成品交付:外协加工企业将加工完成的产品交付给企业,包括产品的数量、质量和交货期的确认。
9. 质量验收:企业对外协加工企业交付的产品进行质量验收,确保产品符合合同要求。
10. 付款结算:企业根据合同约定,按时支付外协加工企业的加工费用。
三、关键要求1. 合同管理:确保与外协加工企业签订正式合同,明确双方的权益和责任,包括加工内容、质量要求、交货期限、价格等。
2. 供应链管理:与外协加工企业建立良好的合作关系,加强沟通和协调,确保供应链的顺畅运作。
3. 质量控制:外协加工企业应建立完善的质量控制体系,包括质量管理人员的培训、质量检验设备的使用和维护等。
4. 交货期控制:外协加工企业应按照合同要求,严格控制交货期限,确保按时交付产品。
外发作业指导书及质量控制程序
6.9 外发QC有权要求外协加工商对不符合质量要求的产品进行改善,若外协加工商不进行改善的,QC须立即通知本公司品质部,并保留不良样板以便追究加工商责任。外协供应商遗失或损坏样品的,按样品重制的复杂程度扣加工款项500-1000元/套。
5.4物控部应提前安排仓库备料,将需外发货物清点数量(以一定数量的标记码板扎好或隔纸),方便外发点收,产品外发前,IPQC负责确认产品数量及放板后的稳固性,确保运输途中不会造成倒坍,撞坏。
5.5外发监控产品质量的人由品质,工程,物控部协商决定,原则上品质部负责。
5.6外发加工回厂的产品必须有标示卡,标示卡必须有产品名称,数量,外协加工商名称等相关信息,且必须有明确的数量间隔,方便清点数量;外发回厂后,将送货单交于仓库,并将货物放置于待检区域,等待检验。
6.2 外协上应在加工前估算本公司提供的损耗数是否合理,有异议即时通知,本公司正常损耗标准暂定为0.5%;加工商由于技术或其它原因,导致加工产品的品质不符合本公司要求,或者超过正常损耗范围的一切品质损失由加工商承担。
6.3 确实是加工商因加工过程造成的品质缺陷,需要返工,修补的,品质部有权进行退货或根据公司MRB制度特采处理;要求在4小时内必须到厂处理,逾期不至者,本公司安排内部人员返工挑选或返修,额外费用按每小时每人20元人民币计算,从加工费中扣除。
6.4 加工商来厂取货或本公司送货至外协供应商时,加工商相关人员需与本公司负责外发人员当面交接数量,若有异议当场提出,若加工后才反映供货少数,类似情况本公司一律视为Байду номын сангаас效投诉不予受理,当做加工商超损耗处理。
模具外发管理作业指导书
模具外发管理作业指导书模具外发管理作业指导书1.0 [目的] 对模具的配置申请、发外加工、验收、使用和维护保养,检修和报废等过程进行控制,确保模具加工的产品能符合规定要求。
2.0 [适用范围] 适用本公司所有模具。
3.0 [定义] 无4.0 [职责]4.1 模具商:负责模具的设计、制图及制作。
4.2 采购部:负责组织进行供方的选择及模具的发外加工。
4.3 开发部:部门模具的验收。
4.4 使用单位:负责模具的正常使用、维护及保养。
5.0 [运作办法]5.1 模具的配置申请、制图:5.1.1 新产品鉴定合格后,需开模具之物料,由采购部提出书面申请。
5.1.2 新产品负责开发部门,根据设计要求,绘制模具图纸,或提供样品给采购部。
5.1.3 采购部门根据相关技术要求,通过与同类模具供访的质量、价格进行比较,选择合适的合格供应商。
并与合格供应商签定《模具合约书》,《模具合约书》必须经经理批准。
5.1.4 采购部门选择合适的模具供方后,按照签定的《模具合约书》的要求由采购部跟进进度。
5.2 模具的制作:5.2.1 供方根据我司提供的模具图柢、样品、模具实物等对其结构进行分析,并按标准进行模具制作。
5.2.2 模具开好后,试啤样品。
5.3 模具的验收:5.3.1 模具制造厂提交模具和试啤样品的给采购部,由采购交负责开发部门确认。
5.3.2 负责开发部门相据图纸、样品和技术等对模具和试制样品进行验收。
5.3 模具的管理:5.3.1 经验收的模具由采购进行编号,并建立《模具管理卡》予以登记管理。
5.3.2 模具须发外的,由采购与供应商签定《发外模具合约书》,采购部将发外之登记于《模具去向登记表》进行管理。
5.4 模具的使用保养:5.4.1 使用单位根据工作安排选择相应的模具进行生产。
5.4.2 模具应由使用厂商予以清洁、上油、防尘、防潮等维护,并作定期保养,以确保模具及产品质量。
6.0 [流程图]:无7.0 [记录]:《模具合约书》、《发外模具合约书》、《模具去向登记表》8.0 [相关文件]:无。
晒纹精雕外发加工作业指导书[模板]
![晒纹精雕外发加工作业指导书[模板]](https://img.taocdn.com/s3/m/306879db0b4c2e3f56276360.png)
晒纹精雕外发加工作业指导书
对应的流程/规范
1. 目的
为满足客户产品需求,对产品表面纹理处理前,信息及标准确认进行规范,防止出现纹理异常。
2. 概述
2.1范围:
2.1.1此文件适用于产品外观需要晒纹、精雕及拉丝的模具表面外发处理。
2.1.2组织权责:对本公司的模具晒纹、精雕及拉丝外发处理进行有效的控制,以防止出现不合格模具纹理,导致模具
异常报废或降面,确保产品及模具质量。
3. 术语
4. 操作说明
4.1 岗位名称与职责说明
4.2作业流程图
4.2.1 研发模具精雕晒纹规则
4.2.2生产修模精雕晒纹规则
4.3活动说明
4.3.1研发模具精雕晒纹活动详细说明
4.3.2生产修模精雕晒纹活动详细说明
5.相关文件
6.记录的保存
7. 文件拟制/修订记录。
关务作业指导书(标准SOP)
关务作业指导书(标准SOP)保税料件委外加工作业程序Procedure for bonded material outsourcing1. 目的 purpose使保税料件外发加工符合海关监管要求,并满足企业外发加工的相关需要。
In order to make the bonded materials outsourcing processing is compliance with the SIP customs’ laws andregulations, so do the satisfied to our manufacturing requests.2. 适用范围 scope公司所有保税料件、保税半成品等的外发加工。
All the outsourcing processing goods with bonded materials and semi-finished products3. 职责 Responsibility3.1计划负责提供材料的预计外发量,并填写外发加工申请相关备案资料Planner will be responsible for offering the planned outsourcings list, and filling in the relevant register form.3.2保税管理人员审核外发备案资料并至海关完成备案手续,负责外发加工保证金的申请和退还.The customs specialist is responsible for the process from the documents checking to customs registering, so do the applying for guarantee deposit on the outsourcing process and the returning.3.3仓库负责实际外发加工进出数量的登记和统计Warehouse is responsible for the issuing of materials and does the record and calculation for materials issuing and returning.4. 工作程序 procedure4.1外发加工厂商的确认。
外协加工作业指导书
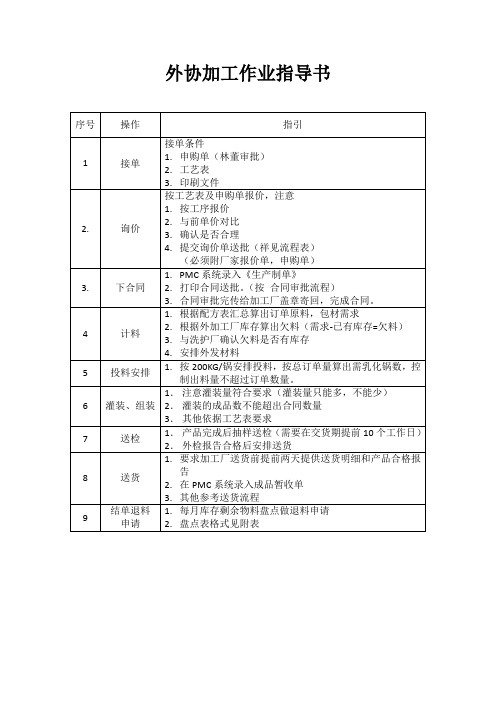
4
计料
1.根据配方表汇总算出订单原料,包材需求
2.根据外加工厂库存算出欠料(需求-已有库存=欠料)
3.与洗护厂确认欠料是否有库存
4.安排外发材料
5
投料安排
1.按200KG/锅安排投料,按总订单量算出需乳化锅数,控制出料量不超过订单数量。
6
灌装、组装
1.注意灌装量符合要求(灌装量只能多,不能少)
2.灌装的成品数不能超出合同数量
3.其他依据工艺表要求
7
送检
1.产品完成后抽样送检(需要在交货期提前10个工作日)
2.外检报告合格后安排送货
8
送货
1.要求加工厂送货前提前两天提供送货明细和产品合格报告
2.在PMC系统录入成品暂收单
3.其他参考送货流程
9
结单退料
申请
1.每月库存剩余物料盘点做退料申请
2.盘点表格式见附表
外协加工作业指导书
序号
操作
指引
1
接单
接ห้องสมุดไป่ตู้条件
1.申购单(林董审批)
2.工艺表
3.印刷文件
2.
询价
按工艺表及申购单报价,注意
1.按工序报价
2.与前单价对比
3.确认是否合理
4.提交询价单送批(祥见流程表)
(必须附厂家报价单,申购单)
3.
下合同
1.PMC系统录入《生产制单》
2.打印合同送批。(按合同审批流程)
模切刀版外发制作作业指导书(WI-PE-03)
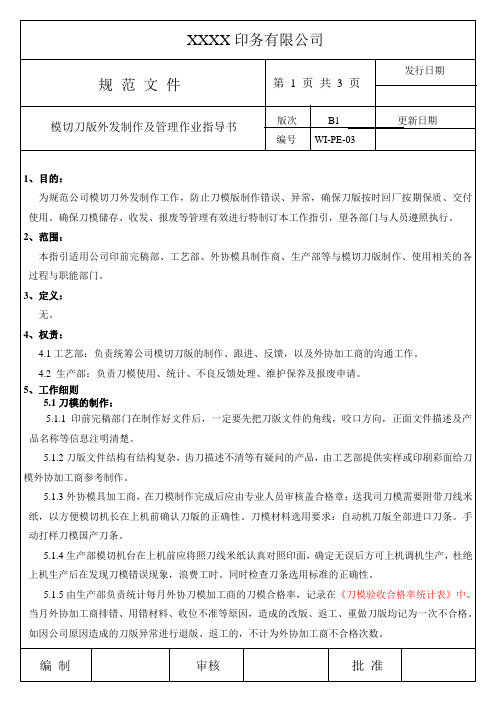
版次 B1 更新日期编号 WI-PE-03 模切刀版外发制作及管理作业指导书 规 范 文 件第 1 页 共 1 页1、目的:为规范公司模切刀外发制作工作,防止刀模版制作错误、异常,确保刀版按时回厂按期保质、交付使用。
确保刀模储存、收发、报废等管理有效进行特制订本工作指引,望各部门与人员遵照执行。
2、范围:本指引适用公司印前完稿部、工艺部、外协模具制作商、生产部等与模切刀版制作、使用相关的各过程与职能部门。
3、定义:无。
4、权责:4.1工艺部:负责统筹公司模切刀版的制作、跟进、反馈,以及外协加工商的沟通工作。
4.2 生产部:负责刀模使用、统计、不良反馈处理、维护保养及报废申请。
5、工作细则5.1刀模的制作:5.1.1印前完稿部门在制作好文件后,一定要先把刀版文件的角线,咬口方向,正面文件描述及产品名称等信息注明清楚。
5.1.2刀版文件结构有结构复杂,齿刀描述不清等有疑问的产品,由工艺部提供实样或印刷彩面给刀模外协加工商参考制作。
5.1.3外协模具加工商,在刀模制作完成后应由专业人员审核盖合格章;送我司刀模需要附带刀线米纸,以方便模切机长在上机前确认刀版的正确性。
刀模材料选用要求:自动机刀版全部进口刀条。
手动打样刀模国产刀条。
5.1.4生产部模切机台在上机前应将照刀线米纸认真对照印面,确定无误后方可上机调机生产,杜绝上机生产后在发现刀模错误现象,浪费工时。
同时检查刀条选用标准的正确性。
5.1.5由生产部负责统计每月外协刀模加工商的刀模合格率,记录在《刀模验收合格率统计表》中。
当月外协加工商排错、用错材料、收位不准等原因,造成的改版、返工、重做刀版均记为一次不合格。
如因公司原因造成的刀版异常进行退版、返工的,不计为外协加工商不合格次数。
版次 B1 更新日期编号 WI-PE-03 模切刀版外发制作及管理作业指导书 规 范 文 件第 2 页 共 2 页 5.1.6外协加工商制作的刀模,当月一次送版合格率应大于97%,并由工艺工程部负责对外协加工商每一个月进行考核一次,如当月刀版合格率低于97%,则扣除一次性扣除异常的刀版费用的50%,作为经济处罚。
外发加工作业指导书
外发加工作业指导书1.0 [目的]本公司委外加工作业流程,确保外发产品的质量、数量、准时回厂。
2.0 [适用范围]适用于公司所有外发加工项目:底板加工、电木喷油、五金电镀、喷油。
3.0 [定义]无4.0 [职责]4.1 采购:负责编制《采购订单合同》,与供应商确认交期,并登打《委外加工出库单》,交给仓库。
4.2仓库: 负责与供应商进行产品移交和数据的统计。
4.3 品质:负责外发加工产品及材料进厂之验收。
5.0 [参考文件]5.1《采购管理程序》5.2《生产计划管理程序》5.3《供货商评估及认可程序》6.0 [内容]6.1 PMC接到市场部的《生产通知单》,在ERP系统中根据生产排期结合产品《BOM》运算MPR,执行“模拟转正式制令”,自动生成委外制令。
6.2采购在开出《采购订单合同》前,对已加工过的物料材料价格有变动时,应先进行询价作业,询价应以原来供应本公司且有能力,有信誉,有经验之合格加工商作为优先询价对象,如外发加工产品为新机种或新产品的,需进行多家比价、议价。
先择以质量、价格、交期等条件符合本公司要求之加工商,呈物流经理审核、物流总监批准,传真给加工商。
6.3采购按确定OK的价格,根据PMC运算MRP生成的委外制令,确认及修改加工商信息后制定《采购订单合同》,以确保外发材料的数量、损耗、质量、交期和包装材料等外发加工的相关事项的更好管控,并将《采购订单合同》打印交物流经理及物流总监审核。
6.4待外发加工半成品合格入库后,在ERP系统中登打《委外加工出库单》。
6.5《委外加工出库单》经PMC权责人员签字后,交仓库主管。
6.6仓库接到《委外加工出库单》后,根据采购注明的供应商到厂时间提前备料并开好放行条。
6.7供应商到厂后,仓库将所需要外发的物料及周转箱给供货商点收,同时要求供货商在《委外加工出库单》签名。
仓库须当天做好相应的记录并入帐。
6.8 采购依《委外物料对数表》跟踪其进度,确保外发加工产品准时到位。
模具外发管理作业指导书
1.目的:对模具外发加工进行有效管理,确保外发模具能满足公司及客户要求。
2.范围:适用于所有需外发加工的模具,包括压铸模和冲压模等等。
3.职责3.1.总经理:负责模具外发加工的批准。
3.2.营销中心:3.2.1.负责主导模具订单评审,负责在收到客户确认的SER后副本给财务部。
3.2.2.负责将模具表面强化处理(氮化、涂层等)的相关内容和客人沟通;3.2.3.负责在模具报价时将模具表面强化处理(氮化、涂层等)费用计入成本中。
3.3.采购课:3.3.1.负责外发模具供应商的选择和导入;3.3.2.负责外发供应商模具制作询价、比价、议价与合同的签订;3.3.3.负责外发模具有偿改模及制样的确定;3.3.4.负责外发模具订单的发出;3.3.5.负责外发模具进度的跟进。
3.4.设计课:3.4.1.负责供应商模具设计图纸的评审、确认及外发模具图档的验收;3.4.2.负责供应商模图设计问题的指导和技朮支持。
3.4.3.模具的编码;3.4.4.负责对蚀纹、模具表面强化处理(氮化、涂层等)等的相关内容进行可行性评估;3.4.5.负责将模具外发过程的相关技术要求向供应商交待清楚。
3.4.6.协助跟进使用效果确认,如有异常,及时反馈并通知供应商来检讨。
3.5.技术部:3.5.1.外发模具制作申请的提出3.5.2.负责模具外发前图纸及工程技朮资料的确认及移交。
3.5.3.负责模具外发的过程跟进、主导和统筹以及外发模具的验收;3.5.4.负责外发模具铸件2D、3D的确认;3.5.5.负责外发模具的试产评估,以及产品问题分析和反馈到供应商,最终确认结构。
3.6.模具部:3.6.1.负责外发模具制作的技术支持及模具验收确认后的设变和维护。
3.6.2.模具验收确认相关物料;3.6.3.模具初步验收。
3.7.品质部:外发模具试样产品的检验与尺寸确认。
3.8.ISO事务所:外发模具图纸资料的受控发行。
4.定义:4.1.模具表面强化处理是指模具在确认后采用某种特定工艺对模芯进行表面处理,以增强模芯表面硬度、消除模芯应力,延缓模具老化程度,提高模具寿命。
外协加工作业指导书
标题:外协加工作业指导书文件编号:
1. 目的
规范外协加工作业及操作流程。
2. 适用范围
本作业指导书适用本厂部分工序、半成品委外加工管理。
3. 主要职责
产部:根据公司现有人力、设备、场地等资源和客户交货时间,确认公司内部没有该生产能力时,及时填写书面的《外包申请单》,以保证交货时间;
责提供图纸等资料,并协助采购部对外协厂家的生产技术能力的评估;
责选择加工单位、询价、评估等一切商务事项,报价单由主管审核,副总或以上领导
可生效;
:负责外协加工件出厂和进厂的产品质量,并做好相关记录;
3.5仓储:负责外协加工件的出入厂的收发记录,及回厂报检;
4.工作流程
4.1工艺流程图
4 标题:外协加工作业流程指导书
3 文件
编号版本
2 类型受控文件
1 制订共3 页第2页
次数更改标记签名日期XXXX机械模具有限公司
标题:数控操作作业流程指导书文件编号:
申请:生产部根据公司现有人力、设备、场地等资源和客户交货时间,确认公司内部没有该生产能力时,及时。
003外发作业指导书

2.产品材料清单
3.产品的丝印图和包装等
一.是否需要现场评审
1.首次外发
2.停止支付超过12个月
3.其它
二.成立评审小组
1.由采购部联络和安、采购。
3.评审/考察内容是产品开发能力、工艺制造
相关文件记录
产品外发
工作计划
《会议记录》
新供应商
5.1 外发需求的提出
营业部根据生产发展的需要,对生产能力,生产技术无法完成产品或工作提出采取外发形式.由相关部门填写(外发加工单)经部门经理审批后执行
5.2 采购部外发员根据(采购管理程序)进行请示、(供应商管理程序)选择合作供应商。
5.3 产品外发作业指导书
5.3.1 产品的外发批准后由采购部外发员负责统筹、执行、跟进
开发资料
相关设计文件
资料
相关文件记录
6.1相关表单
《外发加工单》
编制
审核
生效日期
3.1 外发商:本公司所指的外发加工厂、外注厂概念等同。均指由于各种原因而委托在外加工的第三方。对它们的管理均适用于(供应商管理程序)。
3.2将模具、产品部份或全部加工过程委托供厂商进行加工而得以满足客户要求行为。
模具、产品全部由供应商加工而成,本公司称为外注;模具、产品部分由供应商加工,本公司称为外发。
4.1 营业部、工程部、PMC负责外发需求的提出(抱括模具,产品等所有的外发);
4.2采购部负责有关产品的服务外发作业统筹、执行及跟进、由部门主管审批,总经理批准。
4.3采购部外发员及工程部、品质部负责供应商的选择。
4.4工程部负责外发产品相关资料和技术供提
4.5仓促负责外发产品的收、发、存管理
4.6品保部负责外发产品质量要求提供,以及外发回来产品检验;
模具外发管理作业指导书
1.目的:对模具外发加工进行有效管理,确保外发模具能满足公司及客户要求。
2.范围:适用于所有需外发加工的模具,包括压铸模和冲压模等等。
3.职责3.1.总经理:负责模具外发加工的批准。
3.2.营销中心:3.2.1.负责主导模具订单评审,负责在收到客户确认的SER后副本给财务部。
3.2.2.负责将模具表面强化处理(氮化、涂层等)的相关内容和客人沟通;3.2.3.负责在模具报价时将模具表面强化处理(氮化、涂层等)费用计入成本中。
3.3.采购课:3.3.1.负责外发模具供应商的选择和导入;3.3.2.负责外发供应商模具制作询价、比价、议价与合同的签订;3.3.3.负责外发模具有偿改模及制样的确定;3.3.4.负责外发模具订单的发出;3.3.5.负责外发模具进度的跟进。
3.4.设计课:3.4.1.负责供应商模具设计图纸的评审、确认及外发模具图档的验收;3.4.2.负责供应商模图设计问题的指导和技朮支持。
3.4.3.模具的编码;3.4.4.负责对蚀纹、模具表面强化处理(氮化、涂层等)等的相关内容进行可行性评估;3.4.5.负责将模具外发过程的相关技术要求向供应商交待清楚。
3.4.6.协助跟进使用效果确认,如有异常,及时反馈并通知供应商来检讨。
3.5.技术部:3.5.1.外发模具制作申请的提出3.5.2.负责模具外发前图纸及工程技朮资料的确认及移交。
3.5.3.负责模具外发的过程跟进、主导和统筹以及外发模具的验收;3.5.4.负责外发模具铸件2D、3D的确认;3.5.5.负责外发模具的试产评估,以及产品问题分析和反馈到供应商,最终确认结构。
3.6.模具部:3.6.1.负责外发模具制作的技术支持及模具验收确认后的设变和维护。
3.6.2.模具验收确认相关物料;3.6.3.模具初步验收。
3.7.品质部:外发模具试样产品的检验与尺寸确认。
3.8.ISO事务所:外发模具图纸资料的受控发行。
4.定义:4.1.模具表面强化处理是指模具在确认后采用某种特定工艺对模芯进行表面处理,以增强模芯表面硬度、消除模芯应力,延缓模具老化程度,提高模具寿命。
作业指导书(Workinstruction)

作业指导书(Work instruction)Carbon dioxide protection welding operation instruction1. purposeStandardize welding process parameters and ensure the quality of welding products.2. scope of applicationSuitable for welding of thin steel pipe.3. use equipmentSemi automatic welding machine, CO2 gas4. working procedure4.1 preparation before welding4.1.1 check the polarity of the power: when welding the general material, adopt the DC reverse connection; in the high speed welding, surfacing welding and cast iron repair welding, should use the DC Positive connection.4.1.2 inspection wire feeding system: pushing wire feeding mechanism requires feeding wire hose should not be too long (2 ~ 4m), to ensure wire feeding without resistance.4.1.3 inspection of welding torch: check whether the conductive nozzle is worn, if it exceeds the standard, replace it. Whetherthe vent is unobstructed or not.4.1.4 check the gas supply system: preheater, dryer, pressure reducer and flow meter is working normally, the solenoid valve is flexible and reliable.Check: check the 4.1.5 welding wire, to ensure the smooth appearance, no rust, dirt and wear, the wire diameter should be consistent with the requirements of process parameters. Check the purity of CO2 gas (should be greater than 99.5%, moisture content and nitrogen content are not more than 0.1%), when the pressure drops to 0.98Mpa, prohibit the use of.4.1.6 check the welding environment: ensure that the welding wind speed is less than 2.0m/s.4.2 welding operation4.2.1 selects the suitable welding voltage and welding current according to the diameter of wire.The 4.2.2 lead arc adopts the direct short circuit method to contact the arc. Before the arc is started, the distance between the welding wire end and the weldment is kept from 5 to 10mm, and if the wire head is spherical, then it is removed.During the 4.2.3 welding process, the welding speed can be controlled flexibly, and the defects such as incomplete penetration, blowhole and undercut can be prevented.Ban suddenly cut off the power supply 4.2.4 arc, must stop inthe crater, to fill the crater after the arc to prevent cracks and pores.4.2.5 welding joint is welded by back welding method.4.2.6 use left welding method as far as possible.4.2.7 swing and non sway can be determined according to the thickness of the weldment and the heat input of the material.4.2.8 of T type joint horizontal fillet welding, the arc plate side should be biased, the correct adjustment of gun angle to prevent undercut, lack of penetration, weld sag and maintain welding. 4.2.9 correctly selects welding sequence to reduce welding deformation and residual stress after welding.After 4.2.10 welding, the power of the equipment is closed, and the defects of the weld surface, such as blowhole, crack and undercut, are observed.4.3 welding parameter regulation4.3.1 wire diameter: according to the thickness of the weldment, welding position and production schedule requirements comprehensive consideration, you can press the table to choose.Carbon dioxide shielded welding wire diameter selection table (mm)Base metal thicknessLess than or equal to 4>4welding wire0.5 - 1.21.O to 1.64.3.2 welding current and welding voltage: according to the thickness of the weldment, groove type, wire diameter and the required droplet transfer form.Welding current and welding voltage of carbon dioxide gas shielded arc welding:welding wire0.8, 1One point twoOne point sixTypical workerArt parameterArc voltage (V)EighteenNineteenTwentyWelding current (A) 100-110120-130140-180Used in production process parameters Arc voltage (V)18~2418~2620~28Welding current (A) 80~180120~260160~3104.3.3 welding wire extension length: usually take 8 times of wire diameter, and not more than 15mm.4.3.4 CO2 gas flow rate: 8 ~ 15L/min for fine wire welding and 15 ~ 25L/min for coarse wire welding.4.3.5 loop inductance: usually with the wire diameter increases, but in principle, should strive to make the welding process stable, small splash, can be determined by test welding.4.3.6 welding speed: semi-automatic welding according to the protection effect, weld formation and prevent welding defects and material heat input requirements, generally in the range of 15 ~ 40m/h regulation.Four4 matters needing attention4.4.1 carbon dioxide gas bottles should be placed in the shade, and should be placed firmly, not close to the heat source.4.4.2 welding operation and personnel must wear protective equipment according to the regulations.If the 4.4.3 welding machine is installed outdoors, it should be equipped with rainproof, moisture-proof and sun proof shed, and the corresponding fire fighting equipment should beinstalled.The panel saw work instructionobjectiveBy standardizing the operation procedure, the workpiece can meet the quality requirements and avoid accidents due to nonstandard operation.2 applicable scope of plate cutting process operation guidance.3. homework preparation(1) clean the machine table and work place.(2) check the saw blade is not sharp, adjust the gear plate according to the processing requirements.(3) test machine. Check whether the machine is running properly.(4) prepare wood and accessories (pad, etc.).4. operation procedure(1) first let the machine idle for 1-2 minutes, and then the saw blade starts to feed at full speed.(2) the side of the wood is straight. The left hand is about 400mm away from the end of the timber, and the timber is pressedfirmly. The right hand grasps the end of the wood and moves forward at a constant speed. When sawing out around 300mm, the front end is connected with material part hold operation material. Slowly pulled forward, until the wood was cut.(3) when the workpiece is less than 400mm, the feed is pressed by a small stick and evenly fed.(4) when two people cooperate, they should keep in step and don't move too fast.(5) each piece of work must be made first self-test.(6) finish the operation, turn off the power supply and clean up the scene.5. matters needing attention(1) the spirit of the operator must be highly concentrated, and the person should stand on the side of the saw blade.(2) the hand of the feeder should keep a certain distance from the saw blade.(3) it is forbidden to remove wood residue and other debris on the table by hand, but should be pulled out with small sticks.(4) if the saw blade is stuck by the hard wood during the operation, the motor should be turned off immediately and the wood will be removed when the motor stops turning. Restart normal and start homework again.(5) the edges, corners and leftover materials should be put into the dustbin, and should not be lost.This article is from: special equipment network () reprinted, please specify/jishu/show.php? Itemid=1167Cutting operation instruction Abstract: the use of cutting machine must be operated by special personnel, strictly implement the operating procedures, strictly prohibit illegal operations, maintenance, strict implementation of "construction machinery use and maintenance work instructions"More resources from the real estate E network1. purposeStrengthen the management of cutting operation, control the pollution of noise to the environment, prevent the occurrence of fire.2. operation requirements2.1 control with grinding wheel saw and non toothed saw cutting2.1.1 grinding wheel saw and toothless saw must be placed in the enclosed working shed. The ground should be hardened to prevent the iron and mortar from polluting the soil.2.1.2 cutting machine must be equipped with safety protectivecover to reduce the harm of metal dust and mortar to human health.The use of 2.1.3 for cutting machines must be operated by special personnel, strictly implement the operating procedures, strictly prohibit illegal operations, repair and maintenance, strictly implement the instructions for the use and maintenance of construction machinery2.1.4 no use of circular, crack or damp saw blade is prohibited. No machine running in spite of illness.2.1.5 of two times by cutting down the material should be fully rational, can not be used to waste materials must be promptly removed to the garbage tank, live at the foot of the Qing.2.1.6 is not allowed to cut at night.2.2 oxygen, acetylene gas cutting2.2.1 oxygen and acetylene table must be tested and qualified before use,2.2.2 oxygen bottles, acetylene bottles should be stored in the rain, sun, fire place, prohibited explosion, inversion, flat, oil and other phenomena occur.2.2.3 gas cutting work surface and good ventilation, away from flammable and explosive materials. The working distance of oxygen bottle and acetylene bottle is not less than 5 meters. Two bottles of the same solder joint spacing is not less than10 meters,And in the construction department has corresponding fire prevention measures.2.2.4 operators should be certified and strictly abide by the operating procedures.2.2.5 construction must be completed in time to oxygen bottles, acetylene bottles back to the warehouse, proper custody.2.2.6 oxygen cylinders and acetylene bottles must be moved lightly and transported by special vehicles. No rolling anywhere and explosion prevention are prohibited.。
外包过程作业指导书(中英文)
外包过程作业指导书1.Purpose目的Establish the instruction to manage subcontract process, including subcontractor selection, assessment, and control. Ensure all subcontract processes in VICTOR within control condition.建立外包过程控制指导书来指导对公司的外包方进行选择,评价与管理控制, 确保外包过程具有满足本公司规定要求的能力。
2.Scope-适用范围This instruction applicable all subcontract process: a.Plastic&Casting Parts Painting Process; b.AM2000:2008 Dental Unit Assembly Process.适用于公司所有外包过程.本公司的外包过程包括: 塑料件与机加工件的喷漆过程与AM2000:2008牙科治疗机的整机装配过程. 3.Responsibility-职责Purchase Department: Research, collect and provided potential qualified subcontractor, conduct subcontractor assessment and audit activities.采购部:收集,搜寻,提供潜在的合格外包方信息,主导外包商的评价与审核过程.Quality Department: Participating subcontractor audit process, leading subcontractor quality system evaluation and subcontract parts quality inspection and verification.质量部:参与外包商的审核,主导外包商的品质保障评价,外包产品质量的检验与验证.Technical Department: Participating subcontractor audit process, leading subcontractor technical aspect including equipment evaluation. Providing technical support to subcontractor, if necessary.技术部:参与外包商的审核,主导外包商的技术能力与设备的评价.必要时,提供技术支持给予外包商Production Department: Participating subcontractor audit process, leading subcontractor production capability, material management, production management生产部:参与外包商的审核,主导外包商的生产能力评价,包括物料管理,生产管理评定等.Management Representative: Coordinate and planning subcontractor assessment process, summarize audit result and report to GM.管理者代表:协调与策划外包商的评价,汇总评价结果,汇报至总经理4.Terms and Definitions-术语与定义Potential Subcontractor: Subcontractor which have the potential qualify to provided subcontract service to our company, but not do business with us momently候选外包方:欲向本公司提供服务,本企业尚未使用的供方Qualified subcontractor: Subcontractor which with the competence to provided subcontract service to our company via our systematical investigation and evaluation合格外包方:经本公司调查、评价和选择,具有向本企业提供满意服务能力的外包方5.Procedure-程序5.1 Subcontractor selection and evaluation外包方的评价和选择5.1.1 Principle of subcontractor selection外包方的选择原则(a) Have a satisfied performance. Efficient production capability and process capability具有使用满意的历史业绩.充足的生产能力与工艺要求;(b) Solid credit background Including quality management level, service, resources, or quality certification proof etc.良好的企业信用等级.包括质量管理能力、服务、资源配备,或相关的体系认证等;(c) Similar servicing history to other customer对比类似服务的历史情况或对比其他使用者的使用经历.(d) For dental unit subcontractor, must be obtained SFDA license and guarantee follow the SFDA regulations strictly对于整机的外包商,其必需获得国家药监局的相关许可证,并保证严格遵照国家医疗行业相关的法规来运作.5.1.2 Regular evaluation of exist subcontractor现有外包商定期评价和确认(a) In principle, VICTOR should do regular assessment of exist subcontractor once a year.原则上,每年应进行至少一次对现有外包商的整体评价(b) Purchase department evaluate the service aspect of the subcontractor, give a score base its on time delivery,(total 40’) cost down performance etc.Fill in “Supplier Regular Assessment Record”.采购部负责对外包商的服务业绩及配合度进行评价,并根据其到料准时,价格因素等方面赋予分值,总分40分,填入《供方定期评定表》(c) QC department evaluate the quality aspect of the subcontractor, give a score base on its quality performance and complaints responding (total 60’Fill in “Supplier Regular Assessment Record”:质检部根据外包商的质量业绩及市场反馈,整改回复进行评价,总分60分,填入《供方定期评定表》(d) WARNING subcontractor if the regular appraisal score lower than 75;STOP order to subcontractor immediately if the regular appraisal score low than 70.当年度评定总分值小于75分时,警告该外包商,并提出整改要求;当年度评定总分值小于70分时,停止与该外包商合作.(e)After complete the evaluation, pass the records to Operational Director or Management Representative to give approval comments. Purchase department shall keep the record for traceability.评价完成后,将《供方定期评定表》传至运营总监或管理者代表提出审批意见.采购部应保存该文档,以便追溯.5.1.3 Evaluation of potential subcontractor候选外包商评价和纳入(a) Purchase department supervise the questionnaires or onsite evaluation of potential subcontractor, get the roughly information of the subcontractor and complete an “supplier evaluation record” or “supplier onsite audit record”由采购部负责进行书面问卷调查或组织现场考查,对该候选外包商作概略性的了解,完成《供应商评审记录》或《供应商现场考察表》.(b) QC department verify the first article and give a conclusion in “FIRST ATRTICAL INSPECTION SUMMARY”.质检部对候选外包商首次加工进行样件确认,完成《供应商样件评价表》,以确保产品质量符合公司要求.(C) If necessary, sign a “Quality Contract” with the subcontractor. The contract usually including:必要时,与其签订质量保证协议,协议一般可以包括以下内容:(1) Quality assurance system requirements;对外包商质量保障体系提出要求;(2) Product quality and inspection criteria对外包商加工产品质量和检验标准提出要求;(3) Quality information communicates or conflict solution.质量信息交换处理和争端处理办法5.2 Subcontract Process Control外协加工控制5.2.1 Technical department prepare technical specification of subcontract process including criteria and processing requirements.技术部制订外包加工所需的技术文件,如产品标准、技术要求等5.2.2 Subcontract shall provide evidence to proof its comply with the quality assurance system; aperiodicity onsite audit should be conducted to ensure its processing under control.外包商应能提供符合质量保证体系要求的证据,必要时不定期至外包工厂现场进行检查,以确认外包过程是在协议规定的条件下进行5.3 Verification of subcontract外协加工验证5.3.1 QC inspector check the product according our inspection instruction, or verify the quality report attached.Document Type :Working Instruction由检验员按照《产品检验指导书》、对照相应检验标准对外协加工产品进行检验或对产品的附属检验报告进行验证;5.3.2 If we need do inspection in subcontract’s site, shall indicate in purchase order or quality contract, verification in subcontract do not means relieve the quality responsibility of subcontract.当需要对某些产品在供方处验证时,须采购合同中对验证活动(标准和方法)明确;但顾客验证不免除本企业向顾客提供合格产品的责任。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Operation instruction for outward processing
外发加工作业指导书
Due to the production capacity and production level of our company can’t meet the requirement, we should entrust an outside processing enterprise which has strong processing capability to produce in accordance with the requirement of Purchase Dept., Logistics Dept. needs to go through the relevant formalities with the competent Customs.
由于企业的技术、工艺达不到产品要求,经采购部门提出要求,委托区外企业进行某项工序的加工,物流部根据海关的审批要求办理相关手续:
1、Apply to the competent customs for outward processing and provide the declaring documents as follow: 向海关申请外发加工,并提供以下单据:
a. The written application of outward processing (situation statement)
书面的外发加工的申请(外发加工情况说明)
b. Fill out the application form for outward processing.
填写《外发加工申请表》
c. Entrusted processing contract
委托区外企业生产加工的合同
d. Business license/ Licensed in department of tax/ Certification for production capacity of the
enterprise beyond the EPZ.
区外企业的营业执照、税务登记证明、生产能力证明
e. Fill out the shipping list for outward processing
填写《加工贸易外发加工货物外发清单》
f. Fill out the return list for outward processing
填写《加工贸易外发加工货物运回清单》
2、After get the approval of the competent Customs, fill out the below documents: 经主管海关同意办理外发加工业务后,填写以下资料:
a、The Approval Form for outward processing.
《加工贸易货物外发加工申请审批表》
b、The Operation Form for outward processing.
《加工贸易保税货物外发加工审批作业单》
3、The enterprise beyond the EPZ pays the security deposit to Customs (the security deposit contains import tax and import value-added tax). 区外加工企业向海关缴纳一定的保证金 (保证金金额为进口关税与进口增值税的总额)。
4、After the outward processing goods reached the Customs Supervision Warehouse, Logistics Dept. shall go through the declaration formalities with the competent Customs for the outward processing goods out of EPZ upon the strength of the tally sheet which is issued by the workers of the Warehouse. 当外发加工货物到达海关监管仓库并制作理货单,物流部凭此出区理货单办理外发加工货物运回报关手续。
5、The outward processing goods come back to the EPZ, Logistics Dept. shall handle the declaration formalities with the competent Customs for the returning goods upon the strength of the below documents: 外发加工货物运回海关出口加工区内,物流部凭以下单据办理海关运回放行手续:
a、The tally sheet for out of EPZ
出区理货单
b、The Approval Form for outward processing
《加工贸易货物外发加工申请审批表》
c、The Operation Form for outward processing
《加工贸易保税货物外发加工审批作业单》。