旋转轴中心测量方法
中心偏差测量

OTS 500 中文操作手册
版本:2010/05
关于我们
北京宝御德科技有限公司在中国独家代理并技术支持:
德国 Moller-Wedel Optical GmbH 自准直仪、激光干涉仪、球径仪、测角仪 焦距/曲率半径/角度组合测量仪、相机镜头测试仪
软件 测量功能 有效焦距-EFL 后截距 BFL/法兰焦距 FFL 曲率半径的测量 MTF 测量 中心偏测量 中心偏测量-测量 调整 维护模式(Service Mode) 调整-总则 调整-测量仪器及步骤 调整-马达控制窗口 调整-马达控制初始化 调整-视频控制(Video control) 视频-工具 OTS 的导轨修正功能 文件(File)菜单 报告模板(Record templates) 总则 在测量报告模板中使用通配符 测量文件窗口中的编辑测量报告命令 测量报告(Measuring record)菜单 编辑测量报告(Edit measuring record)菜单 编辑(Edit)菜单
PCI 接口,440,000 像素,256 级灰度,真彩色 实时数字化图像处理
32 位软件,用于图像采集、评估及步进马达控制
仅供参考
第 4 页,共 54 页
2. OTS 定义
下面将介绍利用 OTS 可以测量光学系统的哪些指标,包括这些指标的定义和测量过程。
2.1 测量焦距 2.1.1 焦距的定义
(3)
此处 T(R') 是 MTF ,(R')是相位传递函数。
MTF (T(R ')) 即为线扩展函数的傅立叶变换的数值。
仅供参考
第 10 页,共 54 页
2.5 测量中心偏 2.5.1 中心偏的定义
大型旋转机械零件同轴度的不同测量方法
大型旋转机械零件同轴度的不同测量方法摘要:大型旋转机械领域,在使用三坐标测量机测量同轴度时, 基准轴线的选取、测量方法不同, 对同轴度评价影响很大。
本文将阐述指定基准法、公共轴线法、绝对坐标法三种测量方法基准选取的差异、优缺点及适用场景,以便反映零件真实的同轴度误差,避免由于误判造成不必要的经济损失。
关键词:同轴度;指定基准法;公共轴线法;绝对坐标法Different Measuring Methods for Coaxiality of Large Rotating Machinery PartsNan Jiang,RuiXing ZhongGREE Electric Appliances Inc., Zhuhai,Zhuhai Guangdong,519070Abstract:In the field of large rotating machinery, when using CMM to measure coaxiality, the selection of reference axis and measurement methods are different, which have a great impact on the evaluation of coaxiality. This paper will describe the differences, advantages and disadvantages, and applicable scenarios of three measurement methods, namely, designated datum method, common axis method, and absolute coordinate method . In order to reflect the true coaxiality error of parts and avoid unnecessary economic losses due to misjudgment.Keywords:coaxiality ; designated datum method ; common axis method ; absolute coordinate method0引言在大型旋转机械领域,不管是哪类机床生产的零件,实物与图纸,总会由于各种各样的原因,产生一定的偏差。
五坐标数控机床旋转轴定位精度的校正方法

2019年 第5期图1 绕X 轴坐标的转动图中,C -P 1这一段以C 为中心绕X 坐标旋转了一个角度a ,这样C -P 1的末端从P 1移到了P 2。
当把这种概念用于机床时(可以认为C 点是转动主轴头的中心,P 1是刀具的中心),可以看到转动一个坐标的结果是使刀具中心在XYZ 坐标系中产生位移。
如果有RTCP 功能,数控系统将使刀具中心始终保持在一个固图2 无RTCP图3 有RTCP5.影响RTCP 精度的因素RT C P 精度是一个综合的空间精度,从RTCP 的运行状态,可以看到,RTCP 精度的好与差受到多种因素的影响。
这些因素包括机床的几何精度(如C 轴画圆精度等)、定位精度和重复定位精度、RTCP 的中心点长度、RTCP 机械偏心的补偿及回转坐标的绝对零点位置等。
图 4由于线性轴在RTCP 角度旋转时,如果角度旋转不大,如5 º,则移动距离只有40m m ,而机床的线性轴定位精度一般可以达到0.015mm/2 000mm ,所以线性轴的定位精度误差在旋转角度较小时对RTCP 精度的影响可以忽略不计(见图5)。
图 5在微小角度条件下,弧可以认为是垂直于一条边,并是一直线,由此我们可以得到:tan α=y /x α=arctan y /x由此,由于X (旋转轴旋转中心到刀具中心的距离)一般在700m m 以上,而Y (RT C P 精度值)一般很小,在0.1m m 以下,经计算,可以得到如果RTCP 变化2019年冷加工图 6图 7图 8图 9图 10图 11图 12成大先.机械设计手册[M]. 6版.北京:化学工业出版社,2016.(截稿日期:20190301)。
发电机对中
显示器
与 TD 单元的通讯 计算结果 将结果以图形方式显示
30
安全
Fixturlaser 轴对中系统是二级激光器应防范未成年人:
决不能盯着看激光器. 决不能将激光射入人眼.
31
保养与维护
除探测器表面外,用湿布沾中性肥皂 水清洁.
用用酒精清洁探测器表面. 不要用棉纸,它会擦伤探测器表面.
水平轴对中调整 激光为基础对中调整仪器
3.1 激光技术 3.2 Fixturlaser 轴对中系统 3.3 实施: 时钟法 3.4 实施: 三点法 3.5 基础和螺栓受约束的状况 3.6 实施: 固定地脚
28
3.2 Fixturlaser 轴对中测量调整系统 显示器 安全, 维护 安装 输入尺寸 设定 – 应用设置 过程-对准激光-测量 评测结果 实施调整
Acceptable 0.05 0.1 0.15 0.2
Negative values mean the machine is low and must be shimmed.
Positive values mean the machine is high. Therefore,
shims will be
44
程序的设定
设定屏幕筛选器.
这个系统将混合新、老读数使显示值慢下来。 0 时没有 屏幕过滤,10 为最大。已记录的测量数值不会受到影响 。
45
程序的设定
选择测量方法.
时钟法要求你放置 TD’s 于 9:00, 3:00, & 12:00位置. 三点法(TriPoint )使你在旋转不小于60度得到测量结果
发电机对中
1.1 轴对中基础
旋转中心 同心(共线性) 不对中 测量不对中 不对中的类型 不对中的的允许量
旋转电机振动测定方法及限值振动测定方法

中华人民共和国国家标准旋转电机振动测定方法及限值GB 10068.1-88振动测定方法代替GB 2807-81Measurement evaluation and limits of the vibration severity of rotating electrical machinery Measurement of mechanical vibration中华人民共和国机械电子工业部1988-08-31 批准1989-07-01实施本标准参照采用下列国际标准:IEC34—14(1986)《中心高为56mm及以上旋转电机的振动——振动烈度的测量,评定及限值》ISO2372(1974)《转速从10~200r/s机器的机械振动——评定标准的基础》ISO2954(1975)《往复式和旋转式机器的机器振动——对测量振动烈度仪器的要求》ISO3945(1985)《转速从10~200r/s大型旋转式机器的机械振动——在运行地点对振动烈度的测量和评定》1 主题内容与适用范围本标准规定了测量电机振动时有关测量仪器精度,试品的安装与测定时的运行状态,测点配置,测量程序及试验报告等要求。
本标准适用于轴中心高为45~630mm、转速为600~3600r/min以及轴中心高为630mm以上、转速为150~3600r/min的单台卧式安装的电机。
对立式安装的电机亦可参照执行,但应在该电机的标准中规定具体要求。
注:无底脚电机、上脚式电机或任何立式电机,是以同一机座带底脚卧式电机(IMB3) 的中心高作为其中心高。
2 引用标准GB2298 机械振动冲击名词术语3 测量值对转速为600~3600r/min的电机,稳态运行时采用振动速度有效值表示,其单位为mm/s;对转速低于600r/min的电机,则采用位移振幅值(双幅值)表示,其单位为mm。
4 测量仪器4.1 仪器的检定仪器应经过国家计量部门定期检定,检定范围包括测量系统的各个单元(传感器、振动测量仪等)。
联轴器对中原理及常用测量调整方法介绍
联轴器对中原理及常用测量调整方法在传动设备安装和检修过程中,对于采用联轴器传动的机器,联轴器两轴的对中调整是一个极为关键的工序。
而目前使用的安装标准规范中,关于机组轴系对中调节的内容,特别是对中调整的原理部分叙述比较简略。
本文总结现场安装施工经验,较为完整的论述了机组轴系对中原理及其测量调整方法。
在传动设备的安装和检修中,对于两个或两个以上的用联轴器连接的旋转设备(如泵、汽轮机等),影响其正常运行的因素有很多。
如基础问题、各旋转设备的内件安装等,都会影响到机组的正常运行。
其中机组联轴器对中调节工作的好坏,也是影响机组运行的一个重要因素。
在机组运行过程中,往往会因联轴器对中调节工作的误差而产生旋转轴振动和轴承过热等现象,有时甚至会出现传动轴折断等重大事故。
为了保证机组联轴器的安装质量,确保机组的正常运行,有必要针对机组联轴器对中的原理及其常用的测量调整方法进行深入细致的探讨。
2机组轴系联轴器对中(即定心)原理2.1 轴系对中的相关概念解释2.1.1 定心任何一个独立的旋转设备,都有它自己的旋转中心线(以下称轴心线)。
把两个以上的轴连接起来,让它们的轴心线同在一条线上(这条线是包含在一个垂直平面上带有挠曲的自然挠度曲钱)的工作就叫做定心。
2.1.2 挠度和自然挠度线任何一个设备的水平轴的轴心线,由于转动部分的重量,实际上都不是一条直线,而是一条向重力方向挠曲的线,下挠部分和水平线的距离就是该轴的挠度。
对于大型设备,如大型电机、它的轴心线由于设备的自重大,就明显地呈现挠曲状,由转动体自重形成的轴心线挠曲叫自然挠度线。
在定心时绝对不能把它当成直线,必须按照它的自然挠度线定心,才能保证定心上作的质量。
在透平机精找正后,各转子的中心线,包括电机中心线和增速器中心线,应形成一条连续的挠曲线,机组各段转子或轴的自重挠度,通常在工厂制造时已经要求限定在一个范围内,通过定心时的测量,也可以计算出来。
2.1.3 机组调整定心基准的确定机组就位前,必须合理确定供机组找平找正的基准机器。
旋转轴中心测量方法和5轴功能参数设定
β
B90°
Z2 计算
(Z2; C轴中心的Z 机械坐标值 (B90°)) 测量 ”δ”, 再计算 Z2
Z2 = Z1-δ-γ
Z1 Z2
δ γ
B90°
如何计算B轴中心位置
B 轴中心位置通过使用三角函数可以很方便的计算.
B0°
(X1、 Z1)
45deg
B90°
(X2、Z 2)
B 轴中心
NO.19701 B轴中心的Y机械坐标值
NO.19702 B轴中心的Z机械坐标值
NO.19703 X方向上B轴与C轴的中心距
NO.19704 Y方向上B轴与C轴的中心距
(V33-5XB、V22-5XB:setting value=0)
NO.19705 B轴中心到卡盘顶端的距离
C axis
B axis
2.哪些位置需要测量?
卡盘顶部
Z1 Z2
h a
X2 h a X1
B 轴中心
Y
测量位置
1.当B轴为0°时C轴中心位置. →(X1,Y,Z1) 2.当B轴为90°时C轴中心位置 →(X2,Z2)
Ⅱ.哪些位置需要测量?
卡盘顶端
Z1 Z2
h a
Y
X2 h a X1
B 轴中心
测量位置(工作坐标系值)
X1 :C轴中心 (B0°) X2 :卡盘顶部(B90°) Z1 :卡盘顶部 (B0°) Z2 :C轴中心(B90°) Y :C 轴中心
旋转角度轴坐标位置设定与计算功能 更改5轴功能 NC 参数后O9798需要编辑.
O9798 #141=-90 #146=2 #142=-175.0094 #143=-485.0569 #144=-149.994 #145=-485.0673 M99
一种联轴器找中心快速计算方法[整理版]
![一种联轴器找中心快速计算方法[整理版]](https://img.taocdn.com/s3/m/1dc51a5dce84b9d528ea81c758f5f61fb73628a5.png)
一种联轴器找中心快速计算方法林志勇(大唐保定热电厂,河北保定071051)[摘要]介绍了一种联轴器找中心的快速计算方法,推出了联轴器找中心计算公式,阐述了需要注意的问题。
[关键词]联轴器,计算方法,调整转动设备在安装和检修工作中,轴系按联轴器找中心是一个必不可少的重要环节。
两轴中心偏差愈小,对中愈精确,转动设备的运转情况愈好,使用寿命愈长。
如果中心不好,超过允许值可能造成设备的轴承温度偏高、振动、轴瓦磨损等现象,严重威胁设备的安全稳定运行。
水泵、风机、减速机、破碎机、搅拌机、真空干燥机、汽轮机、燃气轮机等需要联轴器连接的转动机械都需要找中心。
在实际应用中,找中心的计算由于数据比较多,在加上方向的考虑,稍一疏忽,就可能出错,这里介绍一种简单的计算方法。
1.轴系找中心的目1.1.中心不正,使机组产生振动转子找中心,就是使转子中心线连成一条光滑的曲线,在转子当中没有折点。
转子不对中,转子连接后将对轴承产生周期性交变作用力,引起振动和噪音。
1.2.改变机组负荷分配以两转子,四轴承支撑结构为例,中心符合标准的情况下,两转子的质量均匀的被四个轴承承担。
中心不正会对轴承负荷分配产生影响,如图一,图二两种情况:图一图二图一,存在圆周差,用联轴器螺栓连接后,1、3瓦负荷减少,2、4瓦负荷加大。
图二,存在下张口,用联轴器螺栓连接后,2、3瓦负荷减少,1、4瓦负荷加大。
2.用百分表的测量方法2.1.测量方法转子找中心,一种是用直尺和塞尺测量方法,一般直接用直尺,角尺或塞尺分别测量出两半联轴器外缘的圆周差(也叫径向偏差)和两端面处的端面差(轴向间隙差),适用于转速较低,负载轻,带弹性块的对中心要求不严格的联轴器。
这种方法比较简单,这里不做介绍。
另一种是采用采用百分表测量法。
两半联轴器按组合记号对准,并用临时销子松连接,使用专用卡子将一个测量圆周值的百分表和两个测量端面值的百分表(用两个测量端面值的百分表,是为了消除在转动过程中轴向位移的影响)固定好,测量圆周值的百分表固定在外圆周上,测量杆与另一半联轴器外圆周面接触。
五轴联动数控机床旋转轴中心坐标的自动测量程序设计

量次数 n < 10, 否则停止测量, 给出错误报警。流程图
如图 4所示。
( 下转第 79页 )
2010年第 4期
片的轮廓。调用 sobel算子: [ g, t] = edge( ,f sobe l ) 其 中 f 为输入的刀具图像, g 为输出的逻辑类图像, 它在检 测到的边缘时显示为 1其它位置为 0。 t 为系统自动返 回的阈值。这个阈值为初始值。得到单张照片的刀具 轮廓如图 3所示。
收稿日期: 2009- 10 - 26 作者简介: 李光友 ( 1978 ), 男, 山东定陶人, 大连大森数控技术发展中心有限公司, 5轴项目担当, 硕士, ( E- m ail) liguangyou201@ s ina. com。
! 75!
! 控制与检测 !
组合机床与自动化加工技术
P2: 测量方向向量, 比如, 如果测量方向为 Z 轴负 方向, 则使用 ( 0, 0, - 1)。
( 上接第 76页 )
图 4 所有照片叠加后得到的刀具实际轮廓
[参考文 献 ] [ 1] 杨勇生. 数控加工编程中刀具干涉的研究现状及存 在问题
[ J]. 计算机辅助工程, 1999( 4): 41- 47. [ 2] 李 壮, 汪 文 彬, 李 应 勇. 基 于 M ATLA B 的 图 像 压 缩 处 理
由于测量头距离 B 轴旋转中心有一个固定长度的 旋转半径 R, 所以要实现自动测量必须对 B 轴由于旋转 而造成的测量头偏移进行补偿, 测量分如下 2个过程:
( 1)初步计算出 B 轴的旋转中心和旋转半径。 如图所示, B 轴旋转一个小角度, 由旋转造成的偏 差也比较小, 利用这个特点, 对 B 轴在 B = 0∃, B = 1∃, B = 2∃分别进行 测量, 使用 宏指令 P rbSphere 可以测 出 P 0, P 1, P 2三点坐标矢量。根据宏指令 GetCentO ri( P0 P1 P2 R Pbd) 计算出 B 轴旋转中心坐标矢量 Pb、旋转 半径 R 和旋转轴心方向矢量 P bd。 ( 2)逐 步对 B 轴的 旋转 中心和 旋转半 径进行 校 正。 根据步骤 1中的 B 轴旋转中心坐标矢量 P b 和旋 转半径 R, 对 X 轴和 Z 轴进行补偿移动 ( Y 轴偏移量很 小, 不用补偿 ), 补偿公式如下:
转子测量工艺及联轴器找中心

5
转子晃度测量的注意事项
①
②
③ ④ ⑤
在转子等分处作标记时,习惯逆着转子转动的方 向顺序编号。 晃度的最大值不一定在标记处,所以应记下晃度 最大值及其具体位置.并打上明显的标记,以便 检修时核对。 打表时,将表的指针打到中间位置,以防止因出 现负数造成计算的失误。 百分表应安装牢固。 测量晃度时必须保证转子不反转。
9
2、转子瓢偏度的测量步骤
(4) 瓢偏值的计算:先算出两表在同一位置读 数的平均值然后,求出同一直径上两数之差(如 图),即为该直径上瓢偏度的绝对值,其中最大 值为最大瓢偏值,即为该直径上瓢偏度的绝对值, 其中最大值为最大瓢偏值。为便于记录和计算, 可参照表3-1的格式, (5)检修中,发现推力瓦块有不均匀的摩擦现象, 以及推力盘在检修中做了修正以后,叶轮出现动 静摩擦,特别是单侧磨擦;联轴器在找中心过程 中,发现端面同一直径相对两点之差较大等情况, 更应进行仔细的检查和测量。
15
六、轴弯曲的测量和直轴方法
2、轴弯曲的测量 P49 图 (1)测量轴颈的不圆度,其值应小于0.02mm。沿轴 向确定待测转子的测点,将测点位置清理干净。 (2)将转子放在专门的支架上。测量前应限制转子 的轴向位移在0.10mm以内。 (3)将转子沿圆周若干等分,可以按转子联轴器的 螺栓孔等分转子,在各测点架好百分表,测量杆 中心线应通过转子的轴心并垂直于转子轴线,百 分表的大、小针通常调到中间位置。
11
四、晃动和瓢偏对转体的影响
(1)转体晃动要影响转体的平衡,尤其是大直径、高转速 的转体其影响程度更为严重。 (2)对动静间隙有严格要求的转体,晃动、瓢偏过大会造 成动静部件的摩擦。 (3)以端面为工作面的旋转部件,如推力盘、平衡盘的工 作面,要求在运行中与静止部件有良好的动态配合。若瓢 偏度过大,则将破坏这种配合,导致盘面受力不匀并破坏 油膜(或水膜)的形成,造成配合面磨损或烧瓦事故。 (4)转体的连接件,如联轴器的对轮,若晃动度、瓢偏度 超标,就将影响轴系找中心及联轴器的装配精度,导致机 组的振动超常。 (5)传动部件,如齿轮其晃动的大小直接关系着轮齿的啮 合优劣,又如三角带轮的瓢偏与晃动会造成三角皮带的超 常磨损。
三表找正法在旋转机械轴对中的应用分析

三表找正法在旋转机械轴对中的应用分析摘要:本文针对三表找正法在旋转机械轴对中的应用,重点就操作、轴系位置及支脚调整量的计算进行了详细分析,并结合实际推导出了在两种情况下支脚调整量的近似计算公式。
关键词:三表找正法轴系位置调整量一、前言旋转机械轴对中是旋转机械安装及检修过程中保证质量的关键环节,其目的是设备在运行时主动轴和从动轴两轴中心线能在同一直线上,即热态对中。
经验证明,相当多的机械损坏是由于轴对中不良造成。
良好的轴对中是减少旋转机械损坏、防止和排除突发故障及缩短维修时间必不可少的环节。
常见的旋转机械轴对中采用的方法是双表法、三表法,单表法和激光对中仪近几年在我厂才开始应用,对于大型机组的轴对中所采用的方法依然以三表法为主。
二、轴对中方法及轴系位置分析1.轴对中方法双表法就是在两轴系间通过读取一径向百分表和同一位置上的轴向百分表在不同的四个位置上的读数来判断两轴的位置关系,并经过计算进行调整设备位置的一种找正方法。
对于轴系有窜动的不宜采用。
由于采用两块百分表测定,所以称为双表法。
三表法就是在两轴系间不但有一径向百分表,而且在径向百分表相邻和相对位置上布置两块轴向百分表,通过读取三个百分表在不同的四个位置上的读数来判断两旋转机械间的位置关系,并通过计算进行调整设备位置的一种找正方法,对轴向有窜动的旋转机械不受影响。
单表法就是在两轴系间仅有一块径向百分表,只测定联轴器轮毂外圆的径向读数,不测量端面的轴向读数。
激光对中仪简单的说就是在两轴系间架设一固定靶(激光束)和一移动靶(接收器),在不同的三个位置通过接收器获取激光束的偏移并计算得出调整量的方法。
在以上四种方法中,双表法在一般的机泵轴对中过程中应用广泛;激光对中仪多采用轴间距较大场合,而且操作者仅能熟练操作即可计算出加减垫片的厚度;单表法不但要求操作者要熟练掌握方法,而且还要有计算和图解能力;三表法是我厂进行大型关键设备轴对中常用的方法。
2.两轴系位置情况常见相关联的旋转机械有机泵与电机、气压机与汽轮机,压缩机与增速器,烟机与主风机,增速器与电机等,它们在进行轴对中调整时总是选择以机泵、汽轮机、增速器等设备的轴系作为基准来调整其他设备,使之两轴中心线在设备运行时能在同一直线上,即热态对中。
汽轮机找中心
浅谈联轴器找正之我见摘要:旋转设备在安装或维修后始终存在轴对中的问题,是机组安装检修过程中一个极其重要的环节,对中精度的高低对设备运行周期及运行效率有着直接的影响,找正的目的是保证旋转设备各转子的中心线连成一条连续光滑的曲线,各轴承负荷分配符合设计要求,使旋转设备的静止部件与转子部件基本保持同心,将轴系的扬度调整到设计要求,找正的精度关系到设备是否能正常运转,对高速运转的设备尤其重要。
因此在每次检修中必须进行转动机械设备轴中心找正工作,使两轴的中心偏差不超过规定数值。
在我厂化工设备〔不包括厂家给出冷态与热态的中心数据〕,其中心标准基本上都在0.05mm(即5丝)以内。
现就对联轴器找中心的原理、步骤并对联轴器找中心在实际工作作中常见的一些方法、注意事项以及找正在实践中的应用作简单的介绍。
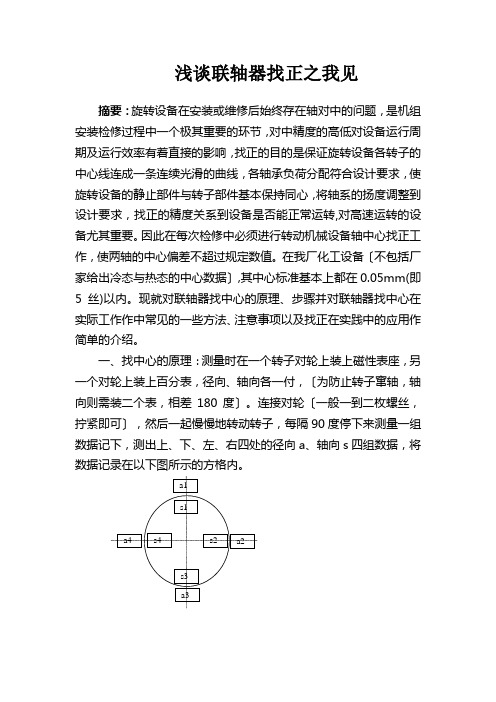
一、找中心的原理:测量时在一个转子对轮上装上磁性表座,另一个对轮上装上百分表,径向、轴向各一付,〔为防止转子窜轴,轴向则需装二个表,相差180度〕。
连接对轮〔一般一到二枚螺丝,拧紧即可〕,然后一起慢慢地转动转子,每隔90度停下来测量一组数据记下,测出上、下、左、右四处的径向a、轴向s四组数据,将数据记录在以下图所示的方格内。
一般圆里面的为轴向数据s,外面的为径向数据a,在测得的数值中,假设a1=a2=a3=a4,则说明两对轮同心;假设s1=s2=s3=s4,说明两对轮的端面平行。
假设同时满足上述两个条件,则说明两轴的中心线重合;假设所测数据不等,根据计算结果是否在标准范围内,超出标准则需对两轴进行找中心。
二、找中心步骤1、检查并消除可能影响对轮找中心的各种因素。
如清理对轮上油污、锈斑及电机底脚、基础。
2、连接对轮,保证两对轮距离在标准范围内。
3、用塞尺检查电机的底脚是否平整,有无虚脚,如果有用塞尺测出数值,用铜皮垫实。
4、先用直尺初步找正。
主要是左右径向,相差太大用百分表测量误差太大,并容易读错数据。
5、安装磁性表座及百分表。
转台的回转中心测量方法-概述说明以及解释
转台的回转中心测量方法-概述说明以及解释1.引言1.1 概述概述转台的回转中心是一种重要的参数,它用于描述转台的旋转轴的准确位置。
在许多工程领域,如机械制造、材料测试和航天工程等,准确测量转台的回转中心是非常关键的。
这是因为准确的回转中心测量可以确保设备在测试或生产过程中的稳定性和精确性。
然而,传统的回转中心测量方法存在一些局限性和挑战。
传统方法通常依赖于复杂的实验装置和仪器,需要大量的人力和时间来完成测量过程。
此外,由于实验条件的限制,有时很难获得准确和可重复的结果。
为了克服传统方法的不足,我们提出了一种新的回转中心测量方法。
这种方法基于先进的观测技术和数据处理算法,能够更精确地确定转台的回转中心位置。
通过利用高精度的传感器和先进的图像处理技术,我们可以实时监测和记录转台的运动轨迹,并利用数学模型对数据进行分析和处理。
我们的新方法具有许多优点。
首先,它可以大大缩短测量时间,提高测量效率。
其次,它减少了实验装置和仪器的复杂性,降低了测量成本。
此外,我们的方法能够提供更准确和可靠的测量结果,从而提高了测试和生产过程的稳定性和产品质量。
本文将详细介绍传统的回转中心测量方法的原理和局限性,并详细描述我们提出的新的回转中心测量方法的步骤和算法。
通过比较传统方法和新方法的特点和优势,我们将阐明新方法在测量转台回转中心方面的潜在应用和前景。
最后,我们总结并讨论了这项研究的潜在局限性和未来发展方向。
通过本文的研究和讨论,我们希望能够为转台回转中心的测量提供新的思路和方法,为相关工程领域的技术发展和应用提供有力支持。
1.2 文章结构文章结构本文主要分为引言、正文和结论三个部分。
引言部分主要从概述、文章结构和目的三个方面介绍了本文的研究背景和研究目的。
正文部分包括两个小节:转台的回转中心定义和重要性以及传统的回转中心测量方法。
在第一小节中,将对转台的回转中心进行定义,并重点强调了回转中心的重要性。
在第二小节中,将介绍一些传统的回转中心测量方法,分析其优缺点和适用范围。
一种旋转轴回转中心方向及空间位置测量方法
一种旋转轴回转中心方向及空间位置测量方法旋转轴回转中心方向及空间位置的测量方法是指用于确定旋转轴回转中心方向及其在空间中的位置的技术与方法。
以下是一种常用的测量方法及相关参考内容。
1. 光学测量方法:光学测量方法是利用光学原理进行测量的方法,主要包括全站仪、激光测距仪、摄像测量系统等。
全站仪可以通过跟踪测量测量点的位置,从而确定旋转轴的位置。
激光测距仪可以通过测量激光在空间中的传播时间来计算被测点距离激光头的距离,从而得到旋转轴的位置。
2. 机械测量方法:机械测量方法是利用机械原理进行测量的方法,主要包括坐标测量、加工测量、测量仪器等。
坐标测量通过在被测点处确定坐标系,利用坐标系上的坐标表示旋转轴的位置。
加工测量通过在旋转轴回转中心附近进行切割、铣削等加工操作,通过测量加工后的尺寸来推算旋转轴的位置。
3. 电子测量方法:电子测量方法是利用电子器件进行测量的方法,主要包括电子测量仪器、电子变量移位仪、位移传感器等。
电子测量仪器可以通过测量旋转轴回转中心处的电压、电流等物理量来推算其空间位置。
电子变量移位仪可以通过测量被测点相对于基准点的位移大小来确定旋转轴的位置。
位移传感器可以通过测量被测点的位移来计算旋转轴的位置。
4. 数学计算方法:数学计算方法是利用数学原理进行计算的方法,主要包括三角学、矩阵运算、最小二乘法等。
通过测量旋转轴回转中心附近的多个点的位置坐标,可以利用三角学计算方法计算旋转轴的位置。
利用矩阵运算可以精确计算旋转轴的位置。
最小二乘法可以通过拟合被测点的位置,得到旋转轴的位置。
总结起来,旋转轴回转中心方向及空间位置的测量方法包括光学测量方法、机械测量方法、电子测量方法和数学计算方法等多种方法。
不同的方法适用于不同的测量需求,通过综合应用这些方法可以得到较为准确的测量结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
#143=-485.0569
#144=-149.994 #145=-485.0673 M99
B轴中心位置的Y机械坐标值
[#145=Z2+(2×a)]
Chapter 11-1 17/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
Chapter 11-1 8/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
5axis training for Makino AE
Ⅱ‐3 C中心位置测量(X1,Y)
工作倾斜面指令 (NC 参数)
Rak rak Five (NC 参数)
Chapter 11-1 4/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
5axis training for Makino AE
对专用校具分中, 旋转 C 轴 (180°) 再进行一次.计算中心位置. 机械坐标值 X1, Y.
Movet/2 Movement/2
Y X
②
Z X
Chapter 11-1 9/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
5axis training for Makino AE
(Z2; C轴中心的Z 机械坐标值 (B90°)) 测量 ”δ”, 再计算 Z2 Z2 = Z1-δ-γ
Z2 计算
Z1 Z2 δ γ
B90°
Chapter 11-1 12/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
C axis
5axis training for Makino AE
“a”的意义
“a”; B轴到C轴的中心距 FANUC参数; 从B轴到C轴的中心距 MAKINO 参数; B轴和C轴的中心距
B轴中心位置与C轴中心位置
C 轴中 心 B轴 90° 旋转 C 轴中 心
B 轴中心
B轴 90° 旋转
B 中心
旋转角度轴坐标位置设定与计算功能 更改5轴功能 NC 参数后O9798需要编辑.
O9798
#141=-90 #146=2 #142=-175.0094 B轴中心位置的X机械坐标值 B轴中心位置的Z机械坐标值 固定不变
4.(2) O9798 设定
5axis training for Makino AE
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
5axis training for Makino AE
附录
Chapter 11-1 19/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
C 轴中心低于B轴中心
C 轴中心高于B 轴中心
Fanuc→N19703=负 “a” Makino panel→正 “a”
Fanuc→N19703=正 “a” Makino panel→正 “a”
DMATC | 2008.09.24
Chapter 11-1 15/29
Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
(old type; ITS-2104.00)
5axis training for Makino AE
2.(2)测量方法
①测量 Z1 值
测量平行高度;α (机内测量) α 块规 测量刀具长度 (机内测量) α
刀具长 度 机械坐标 值 刀长
Z1
块规
通过块规来测量台面顶部Z位置. (Z1) Z1= 机械坐标值-刀长-块规高度-α
B axis
“a”=NO.19703
NO.19705 B轴中心到卡盘顶端的距离
Chapter 11-1 14/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
NO.19705
确认旋转工作台静态精度
基本前提
②
5axis training for Makino AE
旋转工作台平行度和 台面转换调整 ①
工作面与Y轴平行. 工作面与X轴平行.
测量与Y轴平行 的工作面
Z Z
测量与Z轴平行的工作 面
X
X
如果不平行与Y轴, B 轴在Z方向不与Y轴 平行
如果不平行与Z轴, B 轴在X方向不与Y轴 平行.
5axis training for Makino AE
Ⅱ‐4 测量距离 ( C 对 标准面)
通过千分表测量标准面, 再计算误差值.
Z X
β
标准面到C中心距
γ
β
磁力块.
计算C中心到标准面的公差范围. Γ= (C中心距)-β Chapter 11-1 10/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
4.(1) NC 参数设定
以下NC参数可以通过这些功能使用
◆ 刀具中心控制 ◆ 工作倾斜面指令 ◆ Rak rak five
B axis center to table top
NO.19700 B轴中心的X机械坐标值
NO.19701 B轴中心的Y机械坐标值
NO.19702 B轴中心的Z机械坐标值 NO.19703 X方向上B轴与C轴的中心距 NO.19704 Y方向上B轴与C轴的中心距 (V33-5XB、V22-5XB:setting value=0)
③
在测量BC轴中心之前,请确认旋转工作台静态精 度!
测量4点 EROWA(3R) 卡盘顶 面☞C轴旋转(0,90,180,270°)
Chapter 11-1 2/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
2.哪些位置需要测量?
Y
卡盘顶部
X2
Z1 Z2
h
a
X1
测量位置
h
1.当B轴为0°时C轴中心位置. →(X1,Y,Z1)
B 轴中心
a
2.当B轴为90°时C轴中心位置 →(X2,Z2)
Chapter 11-1 5/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
5axis training for Makino AE
5. 参数安全设定
用AWM测量, 所有参数自动设定. 手动 O9798 手动测量,然后通过宏程式或者Excel进行计算 Excel文档 宏程式范例
人为失误 手动计算, ± 值错误, 如“a” 值等等
Chapter 11-1 18/29
5axis training for Makino AE
要点
1.为什么旋转轴中心需要测量? 2.如何对其进行测量? (1).准备工作 (2).测量方法 3.B轴中心位置计算 4.参数设定 5.宏程序计算范例
Chapter 11-1 3/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
5axis training for Makino AE
1.为什么必须要测量BC轴中心?
由于环境因素导致机床的变化. B,C 轴中心位置会变化. 机床运行之前, 应以必要的机床精度结果而定, 旋转轴位置必须要以相 对应的参数设定来确认核实.
B,C 轴中心位置以以下功能来运用
旋转角度轴坐标位置设定与计算功能 (主程序O9798) 刀具中心输出 (NC 参数)
5axis training for Makino AE
Ⅱ.哪些位置需要测量?
Y
卡盘顶端
X2
Z1 Z2
h
a
X1
测量位置(工作坐标系值)
X1 :C轴中心 (B0°) X2 :卡盘顶部(B90°)
Z1 :卡盘顶部 (B0°)
h a
B 轴中心
Z2 :C轴中心(B90°) Y :C 轴中心
计算
a :B轴与C轴之间的距离
h :B轴与台面顶部的距离 Chapter 11-1 6/29
DMATC | 2008.09.24 Copyright @ 2008 Makino Milling Machine Co.,Ltd. All Rights Reserved
5axis training for Makino AE
2-(1)