铸造工艺图实例
精密铸造(熔模铸造 失蜡铸造)详细图解

精密铸造(熔模铸造/失蜡铸造)工艺流程
模具设计-----磨具制造----压蜡-----修蜡-----组树-------制壳(沾浆)-----脱蜡----型壳焙烧------化性分析---浇注----清理-----热处理-------机加工-----成品入库。
名词解释:
压蜡(射蜡制蜡模)---修蜡----蜡检----组树(腊模组树)---制壳(先沾浆、淋沙、再沾浆、最后模壳风干)---脱蜡(蒸汽脱蜡)-------模壳焙烧--化性分析--浇注(在模壳内浇注钢水)----震动脱壳---铸件与浇棒切割分离----磨浇口---初检(毛胚检)---抛丸清理-----机加工-----抛光---成品检---入库
压蜡包括(压蜡、修蜡、组树)
压蜡---利用压蜡机进行制作腊模
修蜡---对腊模进行修正
组树---将腊模进行组树
制壳包括(挂沙、挂浆、风干)
后处理包括(修正、抛丸、喷砂、酸洗、)
浇注包括(焙烧、化性分析也叫打光谱、浇注、震壳、切浇口、磨浇口)后处理包括(喷砂、抛丸、修正、酸洗)
检验包括(蜡检、初检、中检、成品检)。
典型铸铁件铸造工艺设计与实例

典型铸铁件铸造工艺设计与实例叙述铸造生产中典型铸铁件一一气缸类铸件、圆筒形铸件、环形铸件、球墨铸铁曲轴、盖类铸件、箱体及壳体类铸件、阀体及管件、轮形铸件、锅形铸件及平板类铸件的铸造实践。
内容涉及材质选用、铸造工艺过程的主要设计、常见主要铸造缺陷及对策等。
第1章气缸类铸件1.1低速柴油机气缸体1.1.1 一般结构及铸造工艺性分析1.1.2 主要技术要求1.1.3 铸造工艺过程的主要设计1.1.4 常见主要铸造缺陷及对策1.1.5 铸造缺陷的修复1.2中速柴油机气缸体1.2.1 一般结构及铸造工艺性分析1.2.2 主要技术要求1.2.3 铸造工艺过程的主要设计1.3空气压缩机气缸体1.3.1 主要技术要求1.3.2 铸造工艺过程的主要设计第2章圆筒形铸件2.1 气缸套2.1.1 一般结构及铸造工艺性分析2.1.2 工作条件2.1.3 主要技术要求2.1.4 铸造工艺过程的主要设计2.1.5 常见主要铸造缺陷及对策2.1.6 大型气缸套的低压铸造2.1.7 气缸套的离心铸造2.2冷却水套2.2.1 一般结构及铸造工艺性分析2.2.2 主要技术要求2.2.3 铸造工艺过程的主要设计2.2.4 常见主要铸造缺陷及对策2.3烘缸2.3.1 结构特点2.3.2 主要技术要求2.3.3 铸造工艺过程的主要设计2.4活塞2.4.1 结构特点2.4.2 主要技术要求2.4.3 铸造工艺过程的主要设计2.4.4 砂衬金属型铸造第3章环形铸件3.1活塞环3.1.1 概述3.1.2 材质3.1.3 铸造工艺过程的主要设计3.2 L形环3.2.1 L形环的单体铸造3.2.2 L形环的筒形铸造第4章球墨铸铁曲轴4.1 主要结构特点4.1.1曲臂与轴颈的连接结构4.1.2 组合式曲轴4.2主要技术要求4.2.1 材质4.2.2 铸造缺陷4.2.3 质量检验4.2.4 热处理4.3铸造工艺过程的主要设计4.3.1 浇注位置4.3.2 模样4.3.3 型砂及造型4.3.4 浇冒口系统4.3.5 冷却速度4.3.6 熔炼、球化处理及浇注4.4 热处理4.4.1 退火处理4.4.2 正火、回火处理4.4.3 调质(淬火与回火)处理4.4.4 等温淬火4.5常见主要铸造缺陷及对策4.5.1 球化不良及球化衰退4.5.2 缩孔及缩松4.5.3 夹渣4.5.4 石墨漂浮4.5.5 皮下气孔4.6大型球墨铸铁曲轴的低压铸造第5章盖类铸件5.1柴油机气缸盖5.1.1 一般结构及铸造工艺性分析5.1.2 主要技术要求5.1.3铸造工艺过程的主要设计5.2空气压缩机气缸盖5.2.1 一般结构及铸造工艺性分析5.2.2 主要技术要求5.2.3 铸造工艺过程的主要设计5.3其他形式气缸盖5.3.1 一般结构5.3.2 主要技术要求5.3.3铸造工艺过程的主要设计第6章箱体及壳体类铸件6.1大型链轮箱体6.2增压器进气涡壳体6.3排气阀壳体6.4球墨铸铁机端壳体6.5球墨铸铁水泵壳体6.6球墨铸铁分配器壳体第7章阀体及管件7.1灰铸铁大型阀体7.2灰铸铁大型阀盖7.3球墨铸铁阀体7.4管件7.5球墨铸铁螺纹管件7.6球墨铸铁管卡箍7.6.1 主要技术要求7.6.2 铸造工艺过程的主要设计7.6.3 常见主要铸造缺陷及对策第8章轮形铸件8.1 飞轮8.2调频轮8.3中小型轮形铸件8.4球墨铸铁轮盘第9章锅形铸件9.1大型碱锅9.2中小型锅形铸件第10章平板类铸件10.1大型龙门铳床落地工作台10.2大型立式车床工作台10.3大型床身中段10.4 大型底座中国机械工业出版社精装16开定价:299元。
铸造工艺介绍ppt课件.ppt

2014-8-28
9
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
铸造简介
《考工记》是中国战国时期记述官营手工业各工种规范和制造工艺的文献。 这部著作记述了齐国关于手工业各个工种的设计规范和制造工艺。
《考工记》中记载了六种器物的不同含锡量,称之为“六齐”。
合金名称 钟鼎之齐 斧斤之齐 戈戬之齐 大刃之齐 削杀矢之齐 鉴燧之齐
含铜比例 5╱6 4╱5 3╱4 2╱3 3╱5 1╱2
14
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
浇注位置的选择原则
①铸件的重要加工面应朝下或位于侧面 ②铸件宽大平面应朝下 ③面积较大的薄壁部分应置于铸型下部或垂直 ④易形成缩孔的铸件,较厚部分置于上部或侧面 ⑤应尽量减少型芯的数量 ⑥要便于安放型芯、固定和排气
在高压作用下,使液态或半液态金属以较高的速度充填压铸 型(压铸模具)型腔,并在压力下成型和凝固而获得铸件的方法。 2.4离心铸造
离心铸造是将液体金属注入高速旋转的铸型内,使金属液在 离心力的作用下充满铸型和形成铸件的技术和方法。
2014-8-28
10
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
铸造工艺(附图)
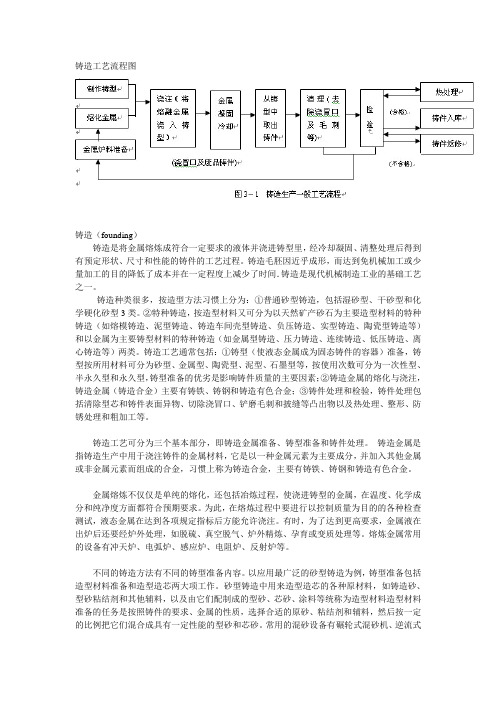
铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。
铸造工艺图及设计实例
铸件图( 毛坯图) 铸件图( 毛坯图)
铸件图的画法及尺寸标注: 铸件图的画法及尺寸标注: 细实线画出分型面在铸件上的痕迹, 画出分型面在铸件上的痕迹 (7)用细实线画出分型面在铸件上的痕迹, 并注明“ ”“下 字样, 以说明浇注位置。 并注明 “ 上 ”“ 下 ” 字样 , 以说明浇注位置 。 浇冒口残余的表示方法为 的表示方法为, (8)浇冒口残余的表示方法为,用细双点划 线画出内浇道、 冒口根的位置和形状, 线画出内浇道 、 冒口根的位置和形状 , 再用 引出线引出加以文字说明, 引出线引出加以文字说明 , 如 “ 内浇道残余 不应大于x毫米” 不应大于x毫米”等。 铸件上特殊部位允许,并加以文字说明。 图形上相应部位示清,并加以文字说明。
铸件图( 毛坯图) 铸件图( 毛坯图)
铸件图的画法及尺寸标注: 铸件图的画法及尺寸标注: 尺寸标注方法。 (6)尺寸标注方法。生产中有两种尺寸标注 第一种方法是以零件尺寸为基础, 法:第一种方法是以零件尺寸为基础,即标注 零件尺寸, 加工余量( 拔模斜度的尺寸界限) 零件尺寸 , 加工余量 ( 拔模斜度的尺寸界限 ) 等则在零件尺寸线上向外标注( 如图例所示) 等则在零件尺寸线上向外标注 ( 如图例所示 ) 。 第二种方法是以铸件尺寸为基础, 第二种方法是以铸件尺寸为基础 , 即标注铸 件尺寸, 件尺寸 , 加工余量等则由铸件外廓尺寸线向 内标注尺寸。 内标注尺寸 。 这种方法在个别大量生产工厂 应用, 而大多数工厂应用前种方法。 应用 , 而大多数工厂应用前种方法 。 无论种 方法,不铸孔和沟槽等均不标注尺寸。 方法,不铸孔和沟槽等均不标注尺寸。
铸件图( 毛坯图) 铸件图( 毛坯图)
铸件图的用途: 铸件图的用途: (1)是铸件验收的依据。 )是铸件验收的依据。 (2)是冷加工车间进行铸件加工工装设计的 ) 重要依据
铁在烧,技艺如水在沸腾——失蜡法铸造工艺简图

PAGE24泽州铁货多是手工制作,用料为生铁。
经蜡模制作回收、熔铁、浇筑、打磨、后续加工等前后共68道工序,才能制作完成。
每一个产品从模具的设计到零件的铸造,再到成壶的修整,要经过62道冶制工序。
生产中,不仅要将本土传统文化以艺术的手法表现出来,还要融入现代工业设计理念和健康环保的生活理念,使产品附加值得到大幅度提升。
◆一把真正的铁壶,首先要经过设计师们绘铁在烧,技艺如水在沸腾——失蜡法铸造工艺简图图,讨论,定稿;然后需要经过工艺美术师的制模,雕花。
铁壶的胎模,一般都是以油蜡为原材料做成的。
一把壶,一般要经过几天、几周甚至几个月的时间来精雕细琢。
◆胎模做好之后,会被运到加工铸造车间进行下一步的加工,即在胎模的基础上进行第一次翻模。
模一般会被分成两块,然后进行拼合。
两个模具合并在一起固定之后,下一个环节便是“涮设计画图半成品铁壶铁水浇铸PAGE25科学之友 2016.08蜡”。
溶解后的蜡液,具有一定的流动性,必须在短时间内把它们充分地摇匀。
◆蜡模做好之后,便需要做铸件用的沙壳。
制沙壳,需要裹灰浆、沾沙粒等一系列连续工序,依旧需要熟练工的操作才行。
◆化蜡是注浆前的另一道工序,然后便是开炉、铸铁。
铁壶的铁水,是用铁锭来做原料的。
烧铁水的炉内温度可以达到1 800 ℃。
挑去铁炉里可以看到的渣滓,两个工人师傅分别从两边抬起烧热的坩埚,抬一锅铁水,分别注入放在沙堆里的模具里。
这时,沙做的模具需要加热到和铁水几乎一样的温度。
◆铁水缓缓流淌,散发出滚烫的热量,再经过一些时间冷却,一把铁壶就算成型了,但这远远不够,抛光、打磨、包装等一系列的后续工作依旧要许多人来做,一样不可少。
制模、雕花后期打磨修整手工雕刻制作沙壳修复蜡膜。
成形工艺基础-砂型铸造 ppt课件

13
1.单件、小批生产
图示件属大尺寸、回转体,可采用刮板-地 坑造型。
2.成批生产
当批量 大,但又无机械化生产条件时,可 采用模样两箱造型。
四、机器造型(造芯)
手工造型中的摏箱、起模两工序不仅效率低, 劳动条件差,而且铸件尺寸不准确等不足。
ppt课件
14
机器造型能较好的改变上述缺点。
用机器代替手工进行造型(芯),称机器造型(芯).
活块造型:铸件侧面有局部凸起,妨碍起 模,可将凸台做成活块。适用侧面有凸台、肋条 的结构。
三箱造型:铸件中间小,两端大。须两个分 型面。
ppt课件
36
ppt课件
37
砂箱
刮砂板 底板
砂舂
通气针 起模针
皮老虎
镘刀
镘勺
提勾
ppt课件
38
ppt课件
39
ppt课件
40
ppt课件
41
ppt课件
42
ppt课件
19
造型机发展,它的最大特点是:在负压状态下完 成加砂和压实,所以,加砂均匀,并有一定的预 紧实作用再加上压实作用,铸型强度高且均匀。
2)多触头高压造型 机
由许多可单独动作的触头组成,可分为主动 伸缩的主动式触头和浮动式触头。如图示。
4.抛砂造型 5.射芯机
(1)基本形式模板两箱 (2)运用环芯顶替三箱
砂型铸造
ppt课件
1
掌握砂型铸造是合理选用铸造方法,正确设 计铸件的基础和关键,金工课的核心内容。
铸造工艺图—在零件图上用各种工艺符号及 参数表示出铸造工艺方案的图形。
其中有:浇注位置、铸型分型面、芯(非
“蕊”也)子的数量、形状、尺寸及固定方法、
第五章铸造工艺图与设计实例
用蓝色线 表示,圆 钢冷铁涂 淡蓝色, 成型冷铁 打叉。
18.拉肋、收
用细实线 表示,注 明各部尺 寸并写出 “拉肋” 或“收缩 肋”字样。
19.
用细实线 表示,圆 钢冷铁涂 淡黑色, 成型冷锣 打叉。
20.浇注系统
用红色线或红色双线表示, 用细实线或细实双线表示并
并注明各部尺寸。
注明各部尺寸。
补贴 用红色线 表示并注 明各部尺 寸。
9.冒口切割
用虚线表 示,注明 切割余量 数值。
10.
用细实线 表示并注 明各部尺 寸。
11. 出气孔
用红色线表示,注明各部 用细实线表示,注明各部
尺寸。
尺寸。
11.砂芯编号、边界符号及芯头边界
芯头边界用细实线表示、砂芯编 芯头边界用蓝色线表示、砂芯编 号用阿拉伯数字1#、2#等标注。边 号用阿拉伯数字1#、2#等标注。边 界符号一般只在芯头及砂芯交界 界符号一般只在芯头及砂芯交界 处用与砂芯编号相同的小号数字 处用与砂芯编号相同的小号数字 表示。铁芯须写出“铁芯”字样。 表示。铁芯须写出“铁芯”字样。
附近注明加工余量数值。
示零件形状,并注明加工余量数
b.在工艺说明中写出上、侧、 值。
下字样,注明加工余量数值。b.粗实线表示零件轮廓,在工艺说明特Fra bibliotek要求的加工余量可将
中写出上、侧、下字样,注明加
数
工
值标在加工符号附近。
余量数值。(凡带斜度的加工余
量
应注明斜度)。
用红色 线打叉
6.不铸出的孔和槽
不铸出的 孔和槽在 铸件图中 不画出
⑩模样的分型负数,分模面及活块形状,反变形量 的大小和位置、形状及非加工壁厚的负余量,工 艺补正量的加设位置和尺寸等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造工艺图实例
分型面的选取至关重要
衬套的零件图、铸造工艺图、铸件图内腔设计少用芯,安芯排气与清理,事先考虑想仔细
改进前→改进后
结构应使工艺简化
思考题:
为防止铸件缺陷产生,试修改图示铸钢机架的
结构。
(孔的尺寸、形状不能变)
便于起模实例
凸肋设计避活块
焊缝的布置
焊缝分散布置的设计焊缝对称布置的设计
焊缝避开最大应力集中位置的设计焊缝远离机械加工表面的的设计
焊缝位置便于手弧焊的设计便于自动焊的设计
便于点焊及缝隙焊的设计
铣削零件结构工艺性
减少走刀次数
加工面在同一高度上
改进前改进后
键槽同
向,减少
二次装夹
定位
问题:材料为碳素钢的圆柱销轴如图所示,试将Φ35、Φ55圆柱面及键槽的最终加工方法及设备?
Φ35圆柱面:磨
削,磨床;
Φ55圆柱面:车
削,车床;
键槽:铣削,铣
床
减少换刀次数和内孔沟槽的加工
改进前:加
工退刀槽、
过渡圆弧、
锥面和键槽
时需要多把
刀具,并增
加了换刀和
对刀次数。
改进后:即
可减少刀具
的种类,又
可节省换刀
和对刀等的
辅助时间。
同类结构参数尽量统一留有足够的退刀槽、空刀槽和越程槽
避免砂轮与工件相碰
磨孔的越程槽
为了避免刀具或砂轮与工
件的某个部分相碰,有时
要留出退刀槽、空刀槽和
越程槽等。
尽量减少加工余量
减少加工面积
即可减少加工面积,又能保证装配时零件间很好地接合。
减少加工面积。