pcb微切片制作与不良分析
PCB微切片制作与分析报告

微切片制作与分析报告经过一段时间对微对片的制作与分析观察,从中收获很多.微切片是我们用于分析问题﹑认证问题和解决问题的一个重要手段和工具.尤其对我们制程工程师来说,对于问题的分析确认和以及条件变更,起着相当重要的作用.因此,对于我们制程工程师来说,学会制作分析微切片是我们的一项基本技能。
微切片的制作标准是﹔抛光完美﹑织纹清晰可见﹐无明显刮痕。
按照一般的流程﹐要想制作一个好的微切片﹐主要分为以下几个步骤﹒1﹒取样把样品从板内或测试coupon上取下﹒公司化验室有两种用于提取样品的机台一种是切割机﹐主要用于切割较薄的板子﹐或是板边取样另一种是捞床﹐主要用于捞取较厚的板子﹐或离板边较远处取样﹒2﹒烘烤(1).热应力切片必须经过121℃-149℃烘烤至少6小时.(2).烘烤后将样品放入干燥器内的陶瓷板上冷却至室温.3﹒热应力试验(1).样品从干燥器中取出后涂上助焊剂.(2).热应力条件依客户规格4. 灌胶灌胶的目的是为了固定试片﹐方便研磨.(1)将样品用适当溶剂清洗干净.(2)将切下的样本放置压克力中﹒然后将固化剂和树脂粉混合均匀后倒入模子中﹐烘烤加速硬化或在常温下使溶剂挥发硬化起到固定样品的作用﹒在该步骤中﹐注意在灌胶前需要将试样放正﹐胶要调得黏稠适度﹐太稀会影响胶凝固的时间﹐太浓胶不易灌到孔内﹐且容易产生气泡另外要注意的是要尽量减少灌胶时产生的气泡胶﹒5﹒研磨研磨是在高速转盘上利用砂纸的切削力﹐将样本磨至我们所需要观察的地方﹒这是制作一个好的微切片的关键步骤﹐是制作微切片技术的精华所在﹐往往一个微切片制作的好坏在很大程度上就取决于研磨过程质量的好坏﹒(1).用180#,1200#,2400#砂纸磨到孔中心.(2).用4000#砂纸去除切片表面刮痕,使之光滑平整.研磨的要点是:对孔壁而言其截面必须落在孔心平面之附近,必须要两壁平行﹐必须要消除大多数砂痕﹒6﹒抛光为了便于观察﹐我们将微切片研磨后还要经过几个动作﹐来加以保证微切片的制作质量﹒(1)抛光时应加0.3um氧化铝膏作抛光助剂.(2)抛光时要不断改变方向,使之产生均匀的抛光效果直至刮痕完全消除,切片表面光亮如镜.一般抛光1~3min.7﹒微蚀(1)用微蚀液在切片表面擦约2~3秒,使电镀界面显现,必要时重新微蚀2~3秒.(2)用清水或纯水将微蚀液冲掉后吹干.备注:两种典型微蚀液NH4.H2O,H2O2微蚀液K2Cr2O7微蚀液8﹒判读(1)在放大100X明视下观察并判读所有要求之内容.(2)除非另有说明,一般以放大200X为最终判定倍数经过上面几个步骤﹐一个切片的制作就基本完成了﹐下面我就KS组常用到的一些微切片作一个基本介绍﹒1﹒孔未堵满孔未堵满也是KE站内常见的不良之一﹒对于内层的堵孔﹐如果孔未堵满﹐在后续制程中易残留药水﹐从而产生重大的报废等不良后果﹒而对于外层堵孔﹐如果未堵满容易产生孔发黄﹐出现假性露铜的不良﹐客户也是不能接受的当然﹐不同的客户对孔未堵满各有不同的管控标准﹐如果在客户标准范围内的孔未堵满﹐还是可以接受的﹒究其原因﹐常见的有﹔(1)网版未对准(2)印刷时油墨有气泡(3)刮刀压力不足﹒(4)油墨粘度不够(5)研磨过度(6)底座粘板﹒2.油墨起泡油墨起泡是KE站主要不良之一,其主要原因及对策有如下几点油墨厚度是KE印刷时经常提到的一个控制参数﹒如果控制不好﹐会对产品质量产生较大的影响﹒按照IPC规范﹐拒焊油墨厚度的规格为﹔(1)原板厚度﹔>=0﹒4mil;(2)拐角厚度﹔>=0﹒2mil (3)线路和铜面厚度﹔>=0﹒2mil﹒导电油墨的规格是﹔基材厚度﹔0﹒6~2﹒0mil拐角厚度﹔0﹒2~2﹒0mil铜面厚度﹔0﹒4~2﹒0mil﹒油墨太薄﹐则影响线路的阻抗﹐外观等﹒而且易引起油墨起泡等不良﹐进而造成板子报废等后果﹒油墨太厚﹐同样会影响线路的阻抗﹐而且对生产成本也会有较大的影响﹒就本站来说﹐影响油墨厚度的原因﹐常见的有﹔(1)网版目数(2)网版间距(3)刮刀压力(4)刮刀角度(5)刮刀厚度(6)印刷速度(7)印刷次数(8)油墨粘度等﹒。
PCB微切片制作及缺点判读简介

3. 切片判断
3.13 回蚀(Etc back) 针对孔璧内层铜环上下对其介电层加以移除而退回之部分,铜孔壁与突 出内层孔环形成三面包夹结合, 但如过度回蚀造成孔壁粗糙也会导致应 力断裂可能
20 of 26
3. 切片判断
3.11 金属层与通孔孔壁的介电层间距
IPC:金属层自孔壁退后形成导体 间距>0.1mm或优于采购文件
21 of 26
3. 切片判断
3.12 灯芯效应(Wicking)
通常是结合力不好或者是钻孔等导致玻纤之间结合不 好,电镀时,药水渗入,形成灯芯状。
IPC:渗铜未超过0.1mm
15 of 26
3. 切片判断
3.6 孔铜完整性 有否镀瘤(Nodule), 夹杂物(Inclusion)孔口铜层结晶情形
IPC:不影响孔径
16 of 26
3. 切片判断
3.7 破洞(孔破)
一个切片只允许有三个破洞出现,破洞是焊锡时吹孔(Blow Hole) 最大原因,另外,会导致产品导致严重的失效。
IPC:1. 不可超过3个破洞 2. 大小未超过总板厚5% 3. 内层孔环与孔璧互连 接口不可出现镀层破洞 4. 破洞</=1/4圆周
NG
OK
17 of 26
3. 切片判断
3.8 钻孔品质 孔壁是否有孔壁粗糙及挖破情形
厂规:<1.4mil IPC:粗糙未降低孔铜 且孔径符合规格
18 of 26
3. 切片判断
9 of 26
2. 切片制作技巧
2.5 微蚀(micro-etch) 空板通孔直切切片一般可看到现象有 to layer registration)、孔环(Annular板材结构、孔铜厚度、孔铜 完整情形、破洞(VOID)、流锡情形、钻孔对准及层间对准(layer ring)、蚀刻情形、胶渣(Smear)情形、叠构及钻孔情形等
pcb制程常见不良及分析技术
印刷电路板(P.C.B)制程的常见问题及解决方法
资料整理:袁斌
特别说明:本教程内容基本上来自己本人的工作经验总结及网站网友提供的技术援助,适用於PCB行业培训及各位PCB同行借鉴之用。
在此特别感谢。
对本资料有任何意见和建议请和本人联系。
联系方式:E_MAIL:&Y
目录:
(一)图形转移工艺 (2)
(二)线路油墨工艺 (4)
(三)感光绿油工艺 (5)
(四)碳膜工艺 (7)
(五)银浆贯孔工艺 (8)
(六)沉铜(PTH)工艺 (9)
(七)电铜工艺 (11)
(八)电镍工艺 (12)
(九)电金工艺 (13)
(十)电锡工艺 (14)
(十一)蚀刻工艺 (15)
(十二)有机保焊膜工艺 (15)
(十三)喷锡(热风整平)艺 (16)
(十四)压合工艺 (17)
(十五)图形转移工艺流程及原理 (20)
(十六)图形转移过程的控制 (24)
(十七)破孔问题的探讨 (28)
(十八)软性电路板基础 (33)
(十九)渗镀问题的解决方法 (38)。
浅析PCB线路各种缺陷及切片观察

浅析PCB线路各种缺陷及切片观察PCB线路是电子产品中非常重要的组成部分,它连接了各个电子元件,传递电信号和电能。
然而,在PCB线路制造过程中,往往会出现各种缺陷,这些缺陷会影响电路的性能,甚至导致故障。
本文将对几种常见的PCB线路缺陷进行浅析,并介绍如何通过切片观察来判断线路的质量。
1.走线缺陷:走线缺陷是指PCB线路板上电信号走线存在问题。
常见的走线缺陷包括走线间距不合适、走线过窄、走线断裂等。
这些问题都会导致电路的可靠性降低,信号传输效果不理想。
可以通过切片观察走线的质量以及是否存在缺陷。
2.焊盘缺陷:焊盘是连接电子元件和PCB线路板的关键部分,它们直接影响元件和线路板之间的连接质量。
常见的焊盘缺陷包括焊盘孔径不合适、焊盘冷焊、焊盘开裂等。
通过切片观察焊盘的质量,可以判断焊盘是否存在缺陷,并及时采取措施修复。
3.绝缘层缺陷:绝缘层是PCB线路板上各个线路之间的隔离层,防止线路之间短路发生。
绝缘层缺陷可能导致线路之间的电路短路,造成电路故障。
通过切片观察绝缘层的厚度、均匀性,以及是否存在气泡、裂纹等缺陷,可以判断绝缘层的质量。
4.阻抗不匹配:PCB线路上的信号传输需要符合一定的阻抗匹配要求,以保证信号传输的质量。
当连接线路的阻抗不匹配时,会引起信号反射、衰减等问题。
切片观察可以通过测量线路的宽度和距离来判断阻抗是否匹配。
在切片观察PCB线路时,可以使用显微镜等仪器来观察和测试PCB线路的质量。
首先,将PCB线路切片,然后使用显微镜观察切片的表面和内部结构。
可以通过观察线路的走向、良好的焊接、焊盘是否光滑、绝缘层是否均匀、阻抗是否匹配等来判断线路的质量。
总而言之,PCB线路在制造过程中可能会出现各种缺陷,这些缺陷会影响电路的性能和可靠性。
通过切片观察可以及早发现并解决这些问题,提高PCB线路的质量和可靠性。
PCB切片制作及分析

切片制作及分析切片(Mircosection)分析是PCB行業中最基礎也是最重要的分析方法之一﹐通常被用作品質判定和品質異常分析。
對於外層品質或者外觀不良,我們可以通過AOI或者目檢進行判定;但對於壓合後的內層或者孔的品質確認,則須要通過切片進行分析判定。
因此﹐制作出好的切片對於產品品質判定和分析是非常重要的。
通過這段時間的學習﹐我已經熟練掌握了切片的制作﹐也學會了通過切片進行品質判定和對不良的原因作出初步分析。
一、切片分類:1.縱切片:沿垂直於板面的方向切開,研磨並觀察剖面狀況的切片稱為縱切片。
通常用來觀察孔在鍍銅後的品質、疊構以及內部結合面的狀況,如孔銅厚度確認,物性確認,有無內斷、內連異常等品質問題。
除此以外,像電鍍下陷、銅顆粒等不良我們也會做縱切片加以分析。
縱切片也是我們切片分析中最常用的方式。
2.水平切片:水平切片是順著板子疊合方向一層層向下研磨,用來觀察每一層面的狀況。
通常用來輔助縱切片進行品質異常的分析判定,如內連異常,我們可以在縱切片的基礎上加做水平切片觀察內連異常的范圍;此外,還可以用來確認內O內S等。
二、切片的制作步驟﹕1.取樣:取樣是指將板子上需要分析確認的部分切割下來。
取樣時首先要確認好切片位置:如確認孔銅厚度,通常選擇密集最小孔取樣;如果是確認物性,則通常選擇密集孔區域取樣,取樣大小為5cm*5cm;若是確認品質問題,則取樣位置為出現品質異常的區域。
選定好取樣位置後,先用小撈機撈下略大的一塊,再用切割機切成剛好可以放入壓克力模的大小。
待觀察區域應与切片邊緣相距2mm左右﹐過大則研磨費時﹔過小則切割時的應力容易導致孔壁失真﹒如果是確認物性,則應該在做完熱應力後再用切割機切成小塊。
2.灌膠:灌膠的目的是利用樹脂的固化使切片緊固于壓克力模中,以便于研磨,并且將孔內填滿以防止出現研磨時孔銅翹起而造成的失真。
灌膠前,要保証切片垂直并緊貼于壓克力中,以保証切片的美觀並便于研磨。
配膠時應把握好樹脂粉與固化劑的用量,以免造成浪費。
PCB板微切片制作钉头问题分析

PCB板微切片制作钉头问题分析PCB板微切片制作钉头问题分析"Nail Heading钉头"在早期规范与品质观念中,被认为是一项必须检查的重点。
例如MIL-P-55110E中即规定,多层板内环之钉头宽度不可超过该铜箔厚度的1.5倍。
钉头的起因是出于钻针的过度损耗,或钻孔作业管理不良,使得钻针在穿孔过程中,并未对铜箔做正常的切削,而是用不利的钻针在强迫切削穿过之际,同时也对铜箔产生侧向推挤的动作,致使所形成孔环的侧壁,于瞬间高温及强压下被挤扁变宽而成为钉头。
看到钉头时几可立刻判断是钻孔制程管理不善所致,并成为容易被客户所发现与挑剔的缺失,表示钻孔的其他品质也颇有问题。
但自从SMT与起后,大部份零件已改为板面贴装,只有少数仍采用通孔插焊。
因而排除引脚焊脚而只用于导通互连的通孔,其品质已不如早期那么关键与受到重视。
虽然大环境已发生上述的变化,但许多客户对"钉头"仍然进行检验,尤其是过度的钉头,仍然是钻孔不良的一种表徵,也一定是出自钻针切削前缘的不利,崩刃、刃角变圆等问题,而这些问题也一定会引发出孔壁其他品质的不良。
此等纰漏一旦被发现时自不免又要大伤脑筋,要面对应如何搪塞客户如何改善缺失的窘境了。
当钻针情况最好时,其所切削过的孔环侧缘并未受到不当的挤压,因而铜箔截面宽度应如上左画面一般,不应有任何增宽才对。
上右图即为受到高温推挤变形而造成的钉头。
钻孔动作中高速旋转的钻针最后与孔壁接触者为"刃角"(Corner),当其呈现900时切削效果最好,一旦变圆后即容易出现钉头。
出现钉头的孔壁其他品质也好不到那里去,上左100X之八层板孔环已出现钉头,孔壁同时也有被挖破的创伤。
左200X画面轻微的钉头也带来Wedge Void的明显趋势(幸亏被化学铜良好电度所罩住,若PTH是其他直接电镀施工时,八成逃不了成为楔形孔破的可能。
注意:凡有玻织渗铜者多半是出自化学铜制程)。
PCB不良缺陷分析

PCB不良缺陷分析PCB(Printed Circuit Board,印刷电路板)是现代电子设备中必不可少的一部分。
然而,由于制造过程中的各种因素,PCB可能会遇到不良缺陷。
在这篇文章中,我将讨论几种常见的PCB不良缺陷,并提供分析和解决方法。
首先,最常见的PCB不良缺陷之一是焊接不良。
焊接不良可能是由于焊料不足、焊点冷焊、焊点开路或短路等原因造成的。
焊接不良会导致电子元件之间的连接不稳定,从而影响电路的正常运行。
要解决这个问题,可以采取以下措施:1.检查焊接设备的温度和时间。
确保焊接设备的温度和时间控制在适当的范围内,以确保焊接质量。
2.使用高质量的焊料和焊接剂。
选择质量好的焊料和焊接剂可以提高焊接质量。
3.加强焊接工人的培训。
提供适当的培训,以确保焊接工人具备良好的焊接技巧和经验。
另一个常见的PCB不良缺陷是短路。
短路通常是由于电路中的导线之间发生接触而导致的。
要解决短路问题,可以考虑以下方法:1.检查电路设计。
仔细检查电路设计,确保不会存在导线之间的接触。
2.使用绝缘材料。
在PCB上使用绝缘材料,以防止导线之间的接触。
3.加强检验程序。
建立有效的检验程序,以确保在生产过程中发现并纠正潜在的短路问题。
此外,还有可能出现导线断路的不良缺陷。
导线断路会导致电路中断,从而影响电子设备的正常运行。
以下是一些解决导线断路问题的方法:1.加强导线的连接。
确保导线的连接牢固可靠,以增加导线的稳定性。
2.检查导线的质量。
使用高质量的导线,以减少导线断裂的风险。
3.加强检验程序。
在生产过程中使用有效的检验程序,以确保导线质量符合标准。
最后,由于PCB设计和制造中的各种因素,可能还存在其他不良缺陷,例如电路板上的故障连接、电子元件的错误安装等。
解决这些问题的方法取决于具体情况,但可以考虑以下几点:1.检查PCB设计。
确保PCB设计符合要求,并在设计阶段尽可能检查和纠正潜在的问题。
2.加强制造过程的监控。
确保制造过程中的每一步都按照要求进行,并建立有效的质量控制体系。
电路板(PCB)制造出现各种问题及改善方法Word版
电路板(PCB)制造出现各种问题及改善方法(一)一、电路板工程设计制作1.1CAM制作的基本步骤每一个PCB 板基本上都是由孔径孔位层、DRILL 层、线路层、阻焊层、字符层所组成的,在CAM350 中,每载入一层都会以不同的颜色区分开,以便于我们操作。
1.1.导入文件首先自动导入文件(File-->Import-->Autoimport),检查资料是否齐全,对齐各层(Edit-->Layers-->Align)并设定原点位置(Edit-->Change-->Origin-->Datum Coordinate),按一定的顺序进行层排列(Edit-->Layers-->Reorder),将没用的层删除(Edit-->Layers-->Reorder)。
1.2.处理钻孔当客户没有提供钻孔文件时,可以用孔径孔位转成Flash(Utilities-->Draw-->Custom,Utilities-->Draw-->Flash-->Interactive)后再转成钻孔(钻孔编辑状态下,Utilities-->Gerber to Drill);如果有提供钻孔文件则直接按制作要求加大。
接着检查最小钻孔孔径规格、孔边与孔边(或槽孔)最小间距(Analysis-->Check Drill)、孔边与成型边最小距离(Info-->Measure-->Object-Object)是否满足制程能力。
1.3.线路处理首先测量最小线径、线距(Analysis-->DRC),看其是否满足制程能力。
接着根据PC 板类型和基板的铜箔厚度进行线径补偿(Edit-->Change-->Dcode),检查线路PAD 相对于钻孔有无偏移(如果PAD 有偏,用Edit-->Layers-->Snap Pad to Drill 命令;如果钻孔有偏,则用Edit-->Layers-->Snap Drill to Pad 命令),线路PAD 的Ring 是否够大(Analysis-->DRC),线路与NPTH 孔边、槽边、成型边距离是否满足制作要求。
PCB电路板制作常见的问题及改善方法汇总
电路板制作常见的问题及改善方法汇总一、前言什么叫PCB,PCB是电路板的英文缩写, 什么叫FPC,FPC是绕性电路板(柔性电路板)的英文缩写,以下是电路板的发展史和目前我司所生产的电路板常见的不良问题、问题原因分析和解决方法.在此与大家一起分享,在此希望能帮到你,能让你的技能得到提升!二: PCB发展史1.早於1903年Mr. Albert Hanson首創利用“線路”(Circuit)觀念應用於電話交換機系統。
它是用金屬箔予以切割成線路導體,將之黏著於石蠟紙上,上面同樣貼上一層石蠟紙,成了現今PCB的機構雛型。
2. 至1936年,Dr Paul Eisner真正發明了PCB的製作技術,也發表多項專利。
而今日之print-etch(photoimage transfer)的技術,就是沿襲其發明而來的。
三、PCB种类1、以材質分: 1)有机材质:酚醛樹脂、玻璃纖維、環氧樹脂、聚酰亚胺等2)无机材质:鋁、陶瓷,无胶等皆屬之。
主要起散熱功能2、以成品軟硬區分1)硬板Rigid PCB 2)軟板Flexible PCB 3)軟硬板Rigid-Flex PCB3:电路板结构:1. A、单面板B、双面板C、多层板2: 依用途分:通信/耗用性電子/軍用/電腦/半導體/電測板/汽车....等产品领域4: PCB生产工艺流程简介1、双面喷锡板正片简易生产工艺流程图工程开料图开料磨边/倒角叠板钻孔QC检验沉铜板电QC检验涂布湿墨/干膜图电退膜/墨蚀刻EQC检验裸测绿油印字符喷锡成型/CNC外形成测FQC FQA 包装入库出货以上只是其中一个工艺流程,不同的工艺要求,就出现不同的工艺制作流程四: 钻孔制程目的4.1单面或双面板的制作都是在下料之后直接进行非导通孔或导通孔的钻孔, 多层板则是在完成压板之后才去钻孔。
传统孔的种类除以导通与否简单的区分外,以功能的不同尚可分:零件孔,工具孔,通孔(Via),盲孔(Blind hole),埋孔(Buried hole)(后二者亦为via hole的一种).近年电子产品'轻.薄.短.小.快.'的发展趋势,使得钻孔技术一日千里,机钻,雷射烧孔,感光成孔等.4.2流程:上PIN→钻孔→检查全流程线路板厂,都会有钻孔这麽一道工序。
PCB制程问题的分析与改善对策
PCB製程問題的分析與改善對策
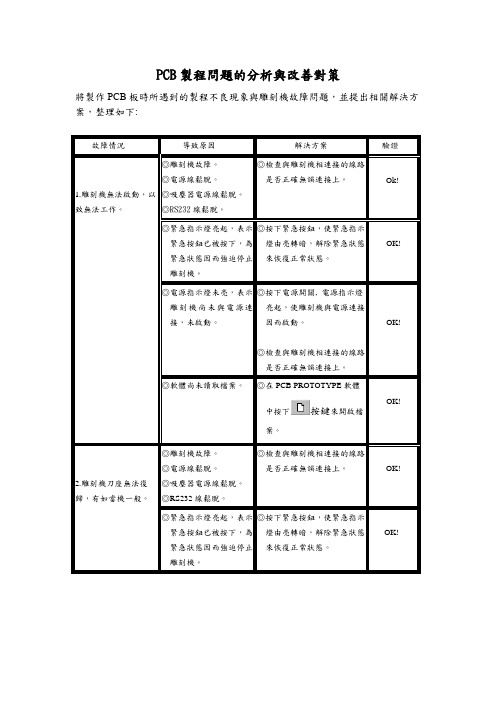
將製作PCB板時所遇到的製程不良現象與雕刻機故障問題,並提出相關解決方案,整理如下:
故障情況導致原因解決方案驗證
1.雕刻機無法啟動,以致無法工作。
◎雕刻機故障。
◎電源線鬆脫。
◎吸塵器電源線鬆脫。
◎RS232線鬆脫。
◎檢查與雕刻機相連接的線路
是否正確無誤連接上。
Ok!
◎緊急指示燈亮起,表示
緊急按鈕已被按下,為
緊急狀態因而強迫停止
雕刻機。
◎按下緊急按鈕,使緊急指示
燈由亮轉暗,解除緊急狀態
來恢復正常狀態。
OK!
◎電源指示燈未亮,表示
雕刻機尚未與電源連
接,未啟動。
◎按下電源開關,電源指示燈
亮起,使雕刻機與電源連接
因而啟動。
◎檢查與雕刻機相連接的線路
是否正確無誤連接上。
OK!
◎軟體尚未讀取檔案。
◎在PCB PROTOTYPE軟體
中按下按鍵來開啟檔
案。
OK!
2.雕刻機刀座無法復歸,有如當機一般。
◎雕刻機故障。
◎電源線鬆脫。
◎吸塵器電源線鬆脫。
◎RS232線鬆脫。
◎檢查與雕刻機相連接的線路
是否正確無誤連接上。
OK!
◎緊急指示燈亮起,表示
緊急按鈕已被按下,為
緊急狀態因而強迫停止
雕刻機。
◎按下緊急按鈕,使緊急指示
燈由亮轉暗,解除緊急狀態
來恢復正常狀態。
OK!。
PCB缺点及产生原因介绍-蚀刻等的缺陷及成因

3.桀液温度太高
4.桀液渡度太高
虑理分法:
如果在铜箔显域,有一黑占触刻谩度可以谩, 像PAD,^路上触刻谩度就幸艮屡
但
缺黠名箝洌谶和身
缺黠圄片:
缺黠特征:
▲ 1E
由於电测测就PIN或者异物等造成的懿像
jkJra
规格:
不允言午
造成的可能原因:
虑理分法:
洌情式嚏十屋像、粤曲波弹性
率荃微可谩,殿重幸艮座
缺黠名耦:'冲床屋像
造成的可能原因:
虑理分法:
1.人卷疏忽
2.”聘
3.尺寸设定错误
缺黠名耦:未V-CUT
缺黠圃片:
缺黠特征:
鹰V-CUT的地方没有V-CUT
V-CUT的地方本愿凹陷下去的,现在雨面都是 平的
规格:
不允言午
造成的可能原因:
人卷疏忽
虑理分法:
可以重新V-CUT
缺黠名耦"中斜
缺黠特征:
板子冲斜掉了,有可能曾露出铜
缺黠圈片:
烧格:
不允言午
造成的可能原因:
1.人卷疏忽
2.定位Pin嚏十偏移
3.机台不稳
虑理分法:
«
7
造成的可能原因:
虑理分法:
1.铳刀断掉
2.程式^言吴
可以退回重^
缺黠圈片:
缺黠特征:
\
本来板子有可能由好黑他PCS g且成,而现在由
于人卷因素不小心撇断了,撇新的遏上是很粗糙的
加格:
1
不允言午
1■、上
造成的可能原因:
虑理分法:所有制程的人卷疏忽 Nhomakorabea成«
2
缺黠名耦:触刻谩度
PCB不良缺陷分析

PCB不良缺陷分析PCB(Printed Circuit Board)是电子设备中必不可少的组成部分,用于支持和连接电子元件。
由于PCB在电子设备中扮演着重要的角色,因此质量控制和缺陷分析对于确保产品质量和稳定性至关重要。
本文将重点介绍PCB的不良缺陷分析,并探讨如何预防和解决这些问题。
PCB的不良缺陷通常可以分为以下几类:制造工艺问题、材料问题、设计问题和组装问题。
首先,制造工艺问题可能是导致PCB不良缺陷的主要原因之一、制造过程中不当的焊接、探针测试、覆铜等操作可能导致PCB上的缺陷。
例如,不正确的焊接参数和工艺可能导致焊点开裂、电路通断不良等问题。
针对这些问题,制造商可以通过优化焊接工艺参数、加强员工培训和监督等方式来预防和解决。
其次,材料问题也是导致PCB不良缺陷的重要因素之一、不合格的材料可能会导致电路不良连接、短路和漏电等问题。
例如,使用过期的胶水、不合格的电子元件可能会降低PCB的质量。
制造商可以选择合格的供应商、进行严格的材料检验和审查来解决这些问题。
设计问题也是导致PCB不良缺陷的一个重要方面。
不合理的电路布局、不良的阻抗控制、信号干扰等问题可能会导致电路功能不正常。
为了解决这些问题,设计人员可以通过合理的布局设计、精确的阻抗控制和适当的信号层分离来提高PCB的质量。
最后,组装问题也是PCB不良缺陷的一个主要原因。
芯片和电子元件的安装不当可能导致焊接不良、引脚对焊等问题。
为了解决这些问题,制造商可以采用自动化组装技术、严格的质量控制流程和检查来确保组装质量。
为了解决PCB的不良缺陷问题,制造商可以采用以下几种方法。
首先,制定明确的质量标准和验收标准,确保产品质量可控。
其次,加强质量控制和检查流程,通过严格的检查和测试来发现和解决问题。
此外,合理的培训和技术支持也是解决问题的关键,制造商应该为员工提供必要的培训和技术指导。
总之,PCB不良缺陷对于产品质量和稳定性具有重要影响。
制造商应该重视质量控制和缺陷分析工作,通过合理的制造工艺、合格的材料和合理的设计来预防和解决PCB的不良缺陷问题。
PCB常见缺陷原因与措施分析[文字可编辑]
![PCB常见缺陷原因与措施分析[文字可编辑]](https://img.taocdn.com/s3/m/c3ad87a52f60ddccdb38a086.png)
阻焊与正常生产板阻焊颜色产生色差。
导致阻焊颜色出现变异,产生阻焊色差。
客户对阻焊颜色没有提出特别要求,由于绿色及黄色阻焊本身的 1、若客户对阻焊颜色有特别要求,建议客户在制作说明中进行备注。2、由
特性,在制程中控制较大很大,易出现色差,故终检在检验时, 于绿色及黄色油墨本身的特性,在制程中控制难度大,建议客户提供阻焊颜
与顾客沟通针对超公司生产能力的处理规则 ,加入到该顾客的特殊要求中
顾客设计的阻焊桥宽度满足做生产做阻焊桥要求,但 CAM人员在处理 对制作完成的文件进行检查时,使用矩形图查看 Pad to Pad spacing 信息,检查阻焊制
时,误将其做成阻焊开通窗。
作是否与顾客要求一致。
阻显焊影印时刷 底时 层, 油板墨面 受油Na墨2C印O3得或太K2厚CO,3 溶曝液光的时浸底蚀层,的造油成墨阻光焊聚桥合脱反落应。未完全,要 度 厚求 等 度工 进 要序 行 求在 调 后印 节 再刷 , 进阻 印 行焊 刷 其时 时 它, 进 厚必 行 的须 首 印依 板 刷据 制 。作ER,P并指且示油要墨求厚之度阻规焊进厚行度厚来度对测印量刷,之符刮合刀角度ER及P指力示
未作管控,按正常板出货。
色差异接收标准,终检在出货时依标准进行出货管控。
不良原因及改善措施
5、阻焊颜色做错
预审错误,由于顾客信息提供了两种阻焊颜色,未与顾客确认; 当顾客提供不同信息冲突时在预审表中记录与顾客确认;
NOPE更改时,顾客要求更改阻焊,CAM制作人员忘记更改ERP 制作更改单时,制作人员按《产品资料更改作业标准步骤》进行更改,防止
阻焊入孔较多且孔径较小,显影时未显影干净。
印刷,确认印刷时阻焊不入孔或进入极少油墨,避免显影不净。
pcba生产不良质量分析报告

pcba生产不良质量分析报告【不良质量分析报告】一. 引言PCBA(Printed Circuit Board Assembly)生产是电子产品生产过程中的一个重要环节,质量问题会直接影响产品性能和可靠性。
本报告旨在分析PCBA生产过程中的不良质量问题,为提高生产效率和产品质量提供参考。
二. 不良质量问题分类及原因分析1.焊接不良焊接是PCBA生产中最关键的工艺环节之一,焊接不良主要表现为焊接点未完全松动、焊盘上存在焊球、焊盘断裂等问题。
其主要原因包括:- 操作不当:操作人员不熟悉焊接工艺和设备操作规范;- 温度控制不当:焊接温度过高或过低,导致焊盘或焊点熔化不足或过量;- 焊锡质量问题:焊锡纯度低、含杂质多,导致焊接点质量不稳定;2.元件装配不良元件装配不良指的是元件安装到PCB板上存在问题,比如元件偏位、焊盘锡膏过多或过少等。
原因主要包括:- 元件质量问题:元件本身存在尺寸偏差、引脚弯曲等问题;- 设备问题:装配设备的准确度不高,导致元件安装位置偏差;- 工艺参数控制不当:锡膏喷涂过多或过少,导致焊接异常。
3.软件问题PCBA生产中软件问题主要是指程序烧录或配置不正确导致的产品无法正常工作。
原因包括:- 程序烧录错误:烧录的程序版本错误、程序参数设置错误等;- 配置错误:配置文件错误、参数设置错误等;- 测试不充分:未经过充分的测试,导致软件问题无法及时发现和解决。
三. 不良质量问题解决方案1.加强员工培训通过培训提升员工的专业技能和工艺操作规范意识,减少人为因素对质量的影响。
2.优化设备及工艺参数采购高精度的设备,减少设备因素对质量的影响。
同时,通过对工艺参数的合理调整,确保焊接温度、锡膏喷涂量等参数的准确控制。
3.加强质量检验加强对焊接点质量、元件位置和焊盘锡膏量等关键指标的检验,及时发现并解决不良问题。
4.完善软件测试流程建立完善的软件测试流程,确保每一个程序都经过严格的测试,避免程序烧录和配置错误导致的问题。
微切片制作及缺陷分析

分层/起泡(Delamination/Blister)
IPC-A-600G对分层/起泡的要求:
允收-2、3级: 无分层或起泡。
拒收-2、3级: 有分层或起泡。
共127页
31
互连后分离
多层板各内层孔环与后来之铜孔壁完成互连后,大功即 告成一半,但这些介面的“互连”(Interconnecting)还要 耐得住后续各种高温考验而不分离才算合格。通常模拟 方法即“288℃十秒钟之漂锡”,称为热应力试验或漂锡 试验(Thermo-Stress Test or Solder Floating Test)。经过此 严苛试验而不出现分离的板件才能允收。IPC-6012只要求 一次漂锡,但部分日本客户却要求连做五次才行 。 按IPC-6012B 3.6.2.1节“镀层完整性”规定,镀覆层的镀 层完整性应符合表3-6所列述的要求。对于2级和3级产品, 不应有镀层分离(除表3-6中注明外)或镀层裂缝,且内层 互连处不应有镀覆孔孔壁与内层间的分离或污染。
共127页
16
IPC-A-600F对孔壁粗糙的要求
允收-1、2、3级
拒收-1、2、3级 粗糙或节瘤已使镀层厚度或 孔径减少到低于最小的规定 要求。
粗糙或节瘤没有使镀层厚度 或孔径减少到低于最小的规 定要求。
共127页
17
孔壁粗糙
过度去钻污造成的孔壁 粗糙。
轻微的撞破。
钻孔的机械挖破(Gouging)与过度除钻污(De-smear)所造成 的孔壁粗糙,两者从不清楚的切片上有时是很难分辨的 。
共127页 11
图电前后判读标准
共127页
12
孔无铜
特点:孔口边缘断
铜,断铜面较整齐;
原因:基本可断定
PCB各制程不良分析手册

3.板弯板曲或V-CUT刀具运转不稳
不允许
77
V-CUT
过
反
1.未按进料方向放板过V-CUT
2.程式错误
不允许
78
V-CUT
伤
铜
1.V-CUT两边挡板不平行
2.板子外型有偏差
3. V-CUT间距过小
4. V-CUT刀角度偏大或刀片磨损过重
不允收
79
V-CUT
过
穿
1.调刀过深或铣刀不水平
4.显影、水洗喷压过大或显影速度过慢
不允许
61
板
面
沾
污
1.板面沾胶/沾油垢等不良物
不允许
62
干
膜
脱
落
1.干膜挈性不足,较脆
2.CU板板面杂物或巴厘过高
3.贴膜后静置时间过长或显影速度过慢
不允许
63
干
膜
沾
膜
1.棕片之暗区被刮伤
2.显影不尽或显影时残膜反沾
大铜每面不超过2个点,每点小于10mil,其它部位不允收
干
膜
站
64
线
路
突
出
1.贴膜后沾有脏点或底片上沾有脏点
2.操作刮伤干膜
不超过原稿线径的20%
65
干
膜
断
路
1.底片之暗区被刮伤
2.显影不尽或显影时残膜反沾
不允许
66
干
膜
短
路
1.棕片上沾有点状杂物或贴膜前板面沾点状油污
2.贴膜或曝光后因人为操作不当将铜面干膜刮伤
不允许
67
干
膜
对
偏
1.干膜站对底片时未保证孔环之ring各方向宽度相等(前提为孔正),
pcb微切片制作与不良分析

pcb微切片制作与不良分析微切片制作(一)一、概述电路板品质的好坏、问题的发生与解决、制程改进的评估,在都需要微切片做为客观检查、研究与判断的根据(Microsectioning此字才是名词,一般人常说的Microsection是动词,当成名词并不正确)。
微切片做的好不好真不真,与研判的正确与否大有关系焉。
一般生产线为监视(Monitoring)制程的变异,或出货时之品质保证,常需制作多量的切片。
次等常规作品多半是在匆忙几经验不足情况下所赶出来的,故顶多只能看到真相的七、八成而已。
甚至更多缺乏正确指导与客观比较不足下,连一半的实情都看不到。
其等含糊不清的影像中,到底能看出什么来?这样的切片又有什么意义?若只是为了应付公事当然不在话下。
然而若确想改善品质彻底找出症结解决问题者,则必须仔细做好切取、研磨、抛光及微蚀,甚至摄影等功夫,才会有清晰可看的微切片画面,也才不致误导误判。
二、分类电路板解剖式的破坏性微切法,大体上可分为三类:1、微切片系指通孔区或其他板材区,经截取切样灌满封胶后,封垂直于板面方向所做的纵断面切片(Vertical Section),或对通孔做横断面之水平切片(Horizontal section),都是一般常见的微切片。
图1.左为200X之通孔直立纵断面切片,右为100X通孔横断面水平切片。
若以孔与环之对准度而言,纵断面上只能看到一点,但横断面却只可看到全貌的破环。
2、微切孔是小心用钻石锯片将一排待件通孔自正中央直立剖成两半,或用砂纸将一排通孔垂直纵向磨去一般,将此等不封胶直接切到的半壁的通孔,置于20X~40X的立体显微镜下(或称实体显微镜),在全视野下观察剩余半壁的整体情况。
此时若另将通孔的背后板材也磨到很薄时,则其半透明底材的半孔,还可进行背光法(Back Light)检查其最初孔铜层的敷盖情形。
图2.为求检验与改善行动之效率与迅速全盘了解起见,最方便的方法就是强光之下以性能良好的立体显微镜(40X~60X)直接观察孔壁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
微切片制作(一)一、概述电路板品质的好坏、问题的发生与解决、制程改进的评估,在都需要微切片做为客观检查、研究与判断的根据(Microsectioning此字才是名词,一般人常说的Microsection是动词,当成名词并不正确)。
微切片做的好不好真不真,与研判的正确与否大有关系焉。
一般生产线为监视(Monitoring)制程的变异,或出货时之品质保证,常需制作多量的切片。
次等常规作品多半是在匆忙几经验不足情况下所赶出来的,故顶多只能看到真相的七、八成而已。
甚至更多缺乏正确指导与客观比较不足下,连一半的实情都看不到。
其等含糊不清的影像中,到底能看出什么来?这样的切片又有什么意义?若只是为了应付公事当然不在话下。
然而若确想改善品质彻底找出症结解决问题者,则必须仔细做好切取、研磨、抛光及微蚀,甚至摄影等功夫,才会有清晰可看的微切片画面,也才不致误导误判。
二、分类电路板解剖式的破坏性微切法,大体上可分为三类:1、微切片系指通孔区或其他板材区,经截取切样灌满封胶后,封垂直于板面方向所做的纵断面切片(Vertical Section),或对通孔做横断面之水平切片(Horizontal section),都是一般常见的微切片。
图1.左为200X之通孔直立纵断面切片,右为100X通孔横断面水平切片。
若以孔与环之对准度而言,纵断面上只能看到一点,但横断面却只可看到全貌的破环。
2、微切孔是小心用钻石锯片将一排待件通孔自正中央直立剖成两半,或用砂纸将一排通孔垂直纵向磨去一般,将此等不封胶直接切到的半壁的通孔,置于20X~40X的立体显微镜下(或称实体显微镜),在全视野下观察剩余半壁的整体情况。
此时若另将通孔的背后板材也磨到很薄时,则其半透明底材的半孔,还可进行背光法(Back Light)检查其最初孔铜层的敷盖情形。
图 2.为求检验与改善行动之效率与迅速全盘了解起见,最方便的方法就是强光之下以性能良好的立体显微镜(40X~60X)直接观察孔壁。
这种“立体显微镜”看起来很简单,价格却高达30~40万台币,比起长相十分科技的断层高倍显微镜还贵上一倍。
目前国PCB业者几乎均未具备此种“慧眼”去看清板子。
图3.用钻石刀片将孔腔剖锯开来,两个半壁将立即摊在下,任何缺点都原貌呈现无所遁形。
若欲进一步了解细部详情时,可再去做技术性与学理性的微切片。
切孔后直接用立体显微镜观察比微切片更有整体观念,但摄影则需借助电子显微镜SEM才会有更亮丽的成绩。
3、斜切片多层板填胶通孔,对其直立方向进行45°或30°的斜剖斜磨,然后以实体显微镜或高倍断层显微镜,观察其斜切平面上各层导体线路的变异情形。
如此可兼顾直切与横剖的双重特性。
不过本发并不好做,也不易摆设成水平位置进行显微观察。
图4.此明视与暗视200X之斜切片,是一片八层板中的L2/L3(即第二层讯号线与第三层接地层),此二层导体系出自一,010 1/1 的Thin Core。
由于斜切的关系故GND层显得特别厚,且左图中的黑化层也很明显。
三、制作技巧除第二类微切孔法是用以观察半个孔壁的原始表面情况外,其余第一及第三类皆需填胶抛光与微蚀,才能看清各种真实品质,此为微切片成效好坏的关键,关系至为重要不可掉以轻心。
以下为制作过程的重点:1、取样(Samplc culling)以特殊专用的钻石锯自板上任何位置取样,或用剪床剪掉无用板材而得切样。
注意后者不可太逼近孔边,以防造成通孔受到拉扯变形。
此时,最好先将大样剪下来,再用钻石锯片切出所要的真样,以减少机械应力造成失真。
2、封胶(Resin Encapsulation)封胶之目的是为夹紧检体减少变形,系采用适宜的树脂类将通孔灌满及将板样封牢。
把要观察的孔壁与板材予以夹紧固定,使在削磨过程中其铜层不致被拖拉延伸而失真。
图5.此为Buehler公司所售之低速钻石圆刀锯,图另有单样手动削磨与抛光的转盘机,注意其刀片容易折断,需小心操作。
封胶一般多采用特殊的专密商品,以Buhler公司各系列的透明压克力专用封胶为宜,但价格却很贵。
也可用其他树脂类,以透明度良好硬度大与气泡少者为佳。
例如:用于电子小零件封胶用的黑色环氧树脂、小牙膏状的二液型环氧树脂(俗称AB胶)、各种商品树脂,甚至烘烤型绿漆也可充用。
注意以气泡少者为宜,为使硬化完全,常需烤箱催化加快反应以节省时间。
为方便进行切样的封胶,正式做法是用一种金属片材卷扰式的弹性夹具,将样片直立夹入,使在封胶时保持直立状态。
正式标准切片的封胶体,是灌注于杯状的蓝色橡皮模具,硬化后只要推挤橡皮模子即可轻易将切样之柱体推出,非常方便。
此种特用的橡皮模也是Buhler产品,且国不易买到。
外国客户多要求此种短柱形的切样,取其平坦度良好容易显微观察之优点,并可在体外柱面上书写文字记录。
其他简易做法尚有:(1) 在锯短的铝管壁涂以脱模剂,另将样片用胶带直立在玻璃板上,再把铝管套在样片周围,务必使得下缘管口与玻璃板的表面密合,不让胶液漏出。
待所填之封胶硬化后即可将圆柱取出,或改用稍呈漏斗斜壁形的模具而更容易脱模。
(2) 或用胶粉在热压模具中将切样填满,再以渐增之压力挤紧胶粉并赶出空气,使通孔能完全填实,随后置于高温中进行硬化而成为透明实体。
某些透明材质图章所封入的各种形象即采此法。
在各种切片封体中,其外形与显微画面均以此种最为美观。
(3) 将多个切样以钢梢串妥,在于特殊的模具中将此多片同时灌胶而成柱体,称之Nelson-Zimmer法。
可同时研磨九个柱样,而每个柱样中又可封入五六个切片,是一种标准切样的大量做法。
(4) 购买现成的压克力方形小模具,将样片逐一插妥再灌入封胶即可。
还可将其置入真空箱进行减少气泡的处理。
(5) 最简单的做法,是将双液型的AB胶按比例挤涂在PE薄模上,小心用牙签调匀至无气泡全透明的液态,再使切样上的各通孔缓缓的刮过胶面,强迫液胶挤入孔。
或用牙签将胶液小心填入通孔与板面的封包。
然后倒插在有槽缝的垫板上,集中送入烤箱缓缓烤硬。
此简易法不但好做,而且切削抛光也非常省时。
不过因微视状态下之真平性不佳,高倍时聚焦回出现局部模糊的画面,常不为客户所接受,只能做部研究之用。
此简易法的画面效果与手法好坏关系极大,须多加练习。
笔者之切样绝大部分都是采用本法。
3、磨片(Crinding)在高速转盘上利用砂纸的切削力,将切样磨到通孔正中央的剖面,亦即圆心所座落的平面上,以便正确观察孔壁之截面情况。
此旋转磨盘的制备法,是将有背胶的砂纸平贴在盘面上,或将一般圆形砂纸背面打湿平贴在之后再套合上箍环。
在高速转动的离心力与湿贴附著力双重拉紧下,盘面砂纸上即可进行压迫削磨。
至于少量简单的切样,只要手执试样在一般砂纸上来回平磨即可,连转盘也可省掉。
以上所用的砂纸番号与顺序如下:(1) 先以220号粗磨到通孔的两行平行孔壁即将出现为止,注意应适量冲水以方便减热与滑润。
(2) 改用600号再磨到“孔中央”所预设“指示线”的出现,并伺机修平改正已磨歪磨斜的表面(如图6如示)。
(3) 改用1200号与2400号细砂纸,尽量小心消除切面上的伤痕,以减少抛光的时间与增加真平的效果。
图6.此亦为Buehler公司所售之多样自动削磨与抛光之转盘机(ECOMETIV原品名为Nelson Zemmer),其试样夹具(有9个样位)可自转及公转。
图7.左为ECOMET自动转盘机所配备的切样夹具,共有9个样位每位可放置3~5个柱形切样(用钢梢串起),可多样同时磨抛光。
右为另一专业供应商Strvers 的机种,不过此等自动机只能制作板边固定的常规切片,很难做板的故障分析与制程研究切片。
4、抛光(Poish)要看清切片的真相必须仔细抛光,以消除砂纸的刮痕。
多量切样之快速抛光法,是在转盘打湿的毛毡上,另加氧化铝白色悬浮液当作抛光助剂,随后进行轻微接触之快速摩擦抛光。
注意切样在抛光时要时常改变方向,使产生更均匀的效果,知道砂痕完全消失切面光亮为止。
少量切样可改用一般棉质布类,以擦铜油膏当成助剂即可进行更细腻的抛光。
此法亦应时常改变抛光方向,手艺功夫到家时其效果要比高速转盘抛光更为清晰,也更能呈现板材的真相,但却很费时。
抛光时所加的压力要轻,往复次数要多,效果才好,而且油性抛光所得的真相要比水性抛光要好。
5、微蚀(Microetch)将抛光面洗净擦干后即可进行微蚀,以界分出金属之各层面与其结晶状况。
此种微简单,但要看到清楚细腻的真相却很不容易,不是每次都会成功的。
效果不好时只有抛掉不良铜面重做微蚀。
微蚀液配方如下:“5~10cc 氨水+45cc 纯水+2~3滴双氧水”混合均匀后即可用棉花棒沾着蚀液,在切片表面轻擦约2~3秒锺,注意铜层表面发生气泡的现象。
2~3秒后立即用卫生纸擦干,勿使铜面继续变色氧化,否则100X显微下会出现暗棕色及粗糙不堪的铜面。
良好的微蚀将呈现鲜红铜色,且结晶分界清楚层次区隔井然的精彩画面。
此时须立即摄影保存,以免逐渐氧化变丑。
不过当微蚀仍未能显现“秋毫”时还需再来过。
图8.左1000X画面之抛光成绩非常良好,可惜未做微蚀看不见铜层的组织。
右200X正片法者微蚀良好,各种缺失一目了然。
注意上述微蚀液至多只能维持一二小时,棉花棒擦过后也要换掉,以免少量铜盐污染微观铜面的结晶。
读者需摸索多做,才可找出其中的窍门。
早期所用“铬酸加入少量硫酸及食盐”的微蚀方法已经落伍,而且还会使锡铅层发黑,不宜再用。
氨水法得到的铜面结晶较为细腻,锡铅面仍可呈现洁白,其中常见之黑点部分即为锡铅量较多的区域。
为能仔细研究正确判断起见,切片必须要认真抛光及小心微蚀,否则只有白费力气而已。
一般出货性的多量切片,平均至多能看出七八分真相而已。
图9.左二明视400X切片系经特殊“电浆”微蚀处理,效果极为突出,第三图1000X之暗视图亦为专密处理之效果。
右400X之软板切片则为一般氨水微蚀之画面,成绩平平。
6、摄影(Photography)假设良好抛光表面的真正效果为100分时,则透过显微镜所看到的颠倒影像,按机种性能的好坏只约看到90~95%。
而用拍立得照像之最好效果也只有九成左右。
若再将拍立得像片转变成印刷品之画面时,当然还会有折扣存在。
为了记录及沟通起见,照像还是最好方法。
此种像片之价格很贵(平均每约台币40~50元),一定要有好画面才去摄影,否则只是无谓浪费而已。
显微照像之焦距对准最为不易,其困难点有:(1) 目视焦距与摄影焦距并不完全雷同,不可以目视为准,高倍时不免要牺牲几以找出真正摄影焦距,并将经验传承与后续之工作。
(2) 曝光所需之光量=光强度*时间,良好的像片要尽量延长时间与减少光强度,还要加上各种滤光片后才可得不同的效果,一般自动控制光量之曝光效果很难达到最好。
(3) 切样表面必须极端真平,否则倍数增大时(200X以上)就会出现局部清楚局部模糊的影像。