ProE数控加工参数设置经验(精)
proe参数设置

铸造制造模板 inlbs_mfg_cast.mfg(mmns_ mfg_cast.mfg)。
以inlbs_开头的都是英制(默认)模板,以mmns_开头的都是公制模板,这些文件都存放在安装目录下的templates文件夹下。我们可以通过修改这几个文件的参数来定制模板,也可以新建文件来定制模板。如果新建文件定制的话,需要设定config.pro的选项:
2)基准面
应至少建立3个正交的基准面,推荐命名为front、top、right。
3)视图
应定义1个缺省视图和6个相对基准面的方向视图,推荐命名为front、top、right、back、bottom、left。
4)自定义参数
从菜单管理器选择Part(零件)→Set up(设置)→Parameters(参数)→Part(零件)→Creat(创建),创建所需参数,推荐下列参数:
草绘截面必须落在中心线一侧,不能跨越中心线;
工程图的一般设置:(文件—属性—绘图选项)
设置文本文字高度:
drawing_text_height 值=3.5
设置文本文字宽度:
text_widch_factor 值=0.6
设置视角视图类型(第一视角):
projection_type first_angle
PartNO(零件编号)、Partname(零件名称)、Designer(设计者)、PartMaterial(零件材料)、Amount(数量)、Description(备注)
但不论创建哪个参数,都有两点是要注意的:1.参数名不要使用系统内部已设定的参数名,如Name、Units、Material等;2..参数名可以用数字和英文字母,应避免使用-、_、)等符号和中文。这样,在制作组件和工程图就减少出错。顺带说一句,参数名避免使用中文,但在制作零件时,参数值描述可以输入中文和符号。
PROE-NC加工参数说明2
隐藏浏览窗口<<>>通用NC 序列参数下面列出所有NC 序列通用的参数。
设置这些参数时,它们被列在与分支名称相对应的标题下。
按照另请参阅下面的链接,可以访问描述NC 序列专用参数的主题。
注意:o必须为带有缺省值- 1(这表示系统未对其设置缺省值)的所有参数提供一个值。
o某些参数的值可能为破折号(-),表示"忽略"。
这意味着将不使用该参数。
通常用系统缺省参数或另一参数来代替。
破折号(-) 这一值只能被那些将其作为缺省值的参数所接受。
o NC 序列参数(可用时)的长度单位与工件的单位相同。
如果使用"相同尺寸"(Same Size)选项改变工件单位(从而改变尺寸值),则系统也将缩放当前现有NC 序列的所有适当参数。
名称MACH_NAME后处理所必需的加工名称。
缺省的MACH_NAME 为TURN,表示车削,而MILL 表示所有其它NC 序列。
MACH_ID后处理所必需的加工ID。
缺省的MACH_ID 为01。
NCL_FILENC 序列的CL 文件缺省名。
缺省值为破折号(-),在此情况下,系统将生成缺省名。
PRE_MACHINING_FILE输入要包括到CL 文件开头的文件名。
该文件必须位于当前工作目录中且扩展名为".ncl"。
缺省值为破折号(-),表示没有。
POST_MACHINING_FILE输入要包括到CL 文件末端的文件名。
该文件必须位于当前工作目录中且扩展名为".ncl"。
缺省值为破折号(-),表示没有。
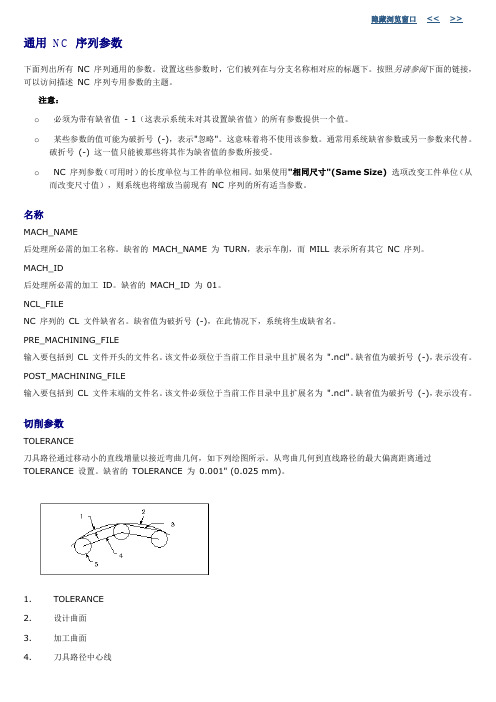
切削参数TOLERANCE刀具路径通过移动小的直线增量以接近弯曲几何,如下列绘图所示。
从弯曲几何到直线路径的最大偏离距离通过TOLERANCE 设置。
缺省的TOLERANCE 为0.001" (0.025 mm)。
1.TOLERANCE2.设计曲面3.加工曲面4.刀具路径中心线5.刀具进给量CUT_FEED切削运动所使用的进给速度。
proe选项设置整理(适合proe中高级水平)

proe 设置(不断更新中,适合proe中高级水平)先讲一下工程图的设置吧。
讲得通俗一点,如果我们有一个设置根据我们平时画PROE时的需要,已经设置好了的话,当我们打开PROE软件时,PROE软件就会自动找到这个配置的文件。
我们用得最多的就是这样一个后面带有.pro的这个文件。
正常的情况下,在我们的电脑里面应该只要一个配置文件就可以了,而且这个标准的名字为:config.pro,我们也会将这个文件放在自己的PROE软件安装的路径的一个叫TEXT文件夹下面。
例如我现在的用的2001版本,我的PROE的路径为:c:\programe files\proe2001的话,这个配置文件将会放在:c:\programe files\proe2001\test下面.如下的图片将会显示如何去增加这个配置文件:先讲一下在Config.pro这个文件里面的一些参数设置,它会有哪些不同的作用吧,我只是讲一讲我工作中所碰到的需要进行设置的参数呢。
大家可以从我最上面的那一幅图片可以看得到,也可以从下面的的内容中看得到一些参数的设置:allow_anatomic_features yesallow_confirm_window noallow_move_attach_in_dtl_move YESallow_ply_cross_section YESallow_redo_intersections YESangular_tol 1 0.5angular_tol_0.0 .5attach_menumanager yesauto_assembly_with_layouts YESauto_associate_dimensions YESauto_regen_views YESautoplace_single_comp noaxis_display NObell NObom_format c:\users\%username%\bom.stdbump_revnum_on_retr_regen yesbutton_name_in_help NOcapped_clip nocompress_output_files yesdatum_display nodatum_point_display NOdatum_point_symbol dotdefault_dec_places 2delete_after_plotting YESdisp_trimetric_dwg_mode_view YESdisplay shadedisplay_axes nodisplay_axis_tags nodisplay_coord_sys NOdisplay_dwg_tol_tags YESdisplay_full_object_path yesdisplay_in_adding_view DEFAULTdisplay_plane_tags nodisplay_planes nodisplay_point_tags nodisplay_points nodisplay_silhouette_edges YESdm_emulate_ilink_sys_parameters yesdm_http_compression_level 3dm_cache_size 500Mdm_network_threads 6dm_network_request_size integer>50000drawing_file_editor PROTABdrawing_setup_filewtpub://PDMLink/Libraries/HFCFormat/LIBRARIES/Format/hunter061505.dtl edge_display_quality very_highflip_arrow_scale 2force_wireframe_in_drawings NOgraphics openglhlr_for_quilts yesiconify_entire_pro yesiges_in_assoc_dim_geom_21 YESinfo_output_mode Chooseintf3d_in_close_open_boundaries YESintf3d_out_default_option SURFACESkbd_cmd_abbreviation OFFlinear_tol 2 0.02linear_tol 3 0.010maintain_limit_tol_nominal yesmake_parameters_from_fmt_tables YESmake_proj_view_notes NOmdl_tree_cfg_file c:/users/%username%/tree.cfgmenu_show_instances nomodel_grid_num_dig .25model_grid_spacing .25model_note_display nomodel_tree_start yesparenthesize_ref_dim yespen_table_file wtpub://PDMLink/Libraries/AdminLibrary5/Plot_dir/table_new.pnt prehighlight yespro_colormap_path c:\users\%username%\pro_editor_command notepadpro_unit_length UNIT_INCHprompt_on_erase_not_disp noprompt_on_exit nopro_library_dir wtpub://PDMLINK/Librariesprovide_pick_message_always YESrecompute_iges_dim_value YESrelation_file_editor PROTABrename_drawings_with_object BOTHretrieve_data_sharing_ref_parts YESrestricted_gtol_dialog NOsave_bitmap nonesave_display yessave_drawing_picture_file embedsave_model_display shading_lodsave_object_in_current NOsave_objects CHANGEDsave_triangles_flag YESsave_unchanged_pdm_object AS_COPYset_menu_width 8shade_with CURVESshow_geom_checks_on_creation YESshrinkwrap_alert nosilhouettes nosketcher_dec_places 3sketcher_refit_after_dim_modify nospin_center_display NOspin_control DRAGspin_rate_zoom_sensitive nospin_with_part_entities yesstart_appmgr yesstart_model_dir wtpub://PDMLINK/Libraries/HFCTemplatesystem_colors_file c:\users\%username%\syscol.scltangent_edge_display solidtemplate_designasm wtpub://PDMLINK/Libraries/HFCTemplatetemplate_drawing wtpub://PDMLINK/Libraries/HFCFormattemplate_solidpart wtpub://PDMLINK/Libraries/HFCTemplatethermo_position_hint NO_WINDOW_OVERLAPtol_display notol_mode nominalvisible_message_lines 2web_browser_homepage /Windchillwindows_scale 1.25www_tree_location in!!!!! CONFIG PARAMETERS !!!!!!!!!!!!!! DEFAULT LAYERS !!!!def_layer LAYER_DETAIL_ITEM DETAIL_ITEMSdef_layer LAYER_DATUM DTM_PLNSdef_layer LAYER_CSYS DTM_CSYSdef_layer LAYER_CURVE DTM_CRVSdef_layer LAYER_POINT DTM_POINTSdef_layer LAYER_AXIS DTM_AXESdef_layer LAYER_SURFACE DTM_SURFSdef_layer layer_cosm_sketch COSM_SKETCHdef_layer layer_dim ALL_DIMdef_layer layer_parameter_dim PARAM_DIMdef_layer layer_driven_dim DRIVEN_DIMdef_layer layer_draft_dim DRAFT_DIMdef_layer layer_note NOTESdef_layer layer_gtol GEOM_TOLdef_layer layer_draft_entity DRAFT_ENTdef_layer layer_dwg_table TABLESdef_layer layer_symbol SYMBOLS自动加载隐藏的命令的参数对于allow_anatomic_features这个参数,我们选择的是yes因为当你选择这个参数是YES的时候,会有一些被隐藏的命令会被显示出来,这些命令是工作中不常用到的,可能为了软件界面的整洁,PTC公司增加了这个参数吧,好像在2001的这个版本就有了呢。
proe精度设定

教程详细讲解了在Pro/Engineer中相对精度和绝对精度的不差异,并对两种产生的原理作了详细的剖析,对帮助读者理解和应用proe的精度很有好处相对于其它的CAD软件,Pro/Engineer有一个相对来说比较特殊的精度系统,精度系统不单会影响系统的计算时间而且还会实际影响几何的创建。
下面我们就对Pro/Engineer的精度系统进行一些探讨,力求帮助大家从原理上理解Pro/Engineer的精度系统。
在我们讲解精度之前,我们首先了解一下在Pro/Engineer有关精度的配置选项enable_absolute_accuracy yes/no控制“精度”菜单的显示与否;当设为no的时候,只有零件的当前精度是绝对精度的时候点设置的时候才会出现精度菜单,否则不会出现,换言之,你无法进行绝对精度的设置。
设为yes则不管当前零件是否使用绝对精度都可以出现精度菜单accuracy_lower_bound 1e-3设置精度下限,设定你可以替模型设定的相对精度下限,同时也是绝对精度下限,default_abs_accuracy 0.001缺省的绝对精度值。
实际上,对于精度的下限,在pro/engineer中我们实际可设的精度并不等于精度下限,而是要比精度下限要小10倍左右,这个10倍应该是为了安全起见而设置的安全系数,一般来说,这个安全系数在0.1到1之间,对于绝对精度亦然。
比如你如果设置精度下限为1e-3,实际操作中你最小可以设置为1e-4。
而如果模型最大尺寸为100,那么绝对精度就可以设置为0.01左右而不是0.1左右。
相对精度和绝对精度的设置“精度”,这样在精度菜单中我们就可以通过选择相应的精度系统来进行设置,但前提是我们的配置选项已经设定正确。
⎝“设置”⎝在Pro/Engineer中,有两种精度系统,它们分别是相对精度和绝对精度。
要设置精度,我们可以通过菜单“编辑”相对精度相对精度使用一个比例值来设置模型中的最小尺寸,默认是0.0012。
ProE参数设置

a.设定小数点位数(Config.pro)(1) Default_Dec_Place 3 →3D状态下之小数点位数(2) Sketch_Dec_Place 3 →Sketch 状态下之小数点位数b.资料备份Dbms →Backup →选择目录c.Feature resolution (Trim Part)(1) Undo Change : 放弃修改,回复原来(2) Investigate : 调查失败原因(3) Fix Model : 修改任意之feature(4) Quick Fix : 修改失败之feature★Sketch Feature失败之原因★Pick & Place Feature失败之原因(1) Section: 70% (1) Reference: 70%(2) Reference: 10% (2) Geometry: 30%(3) Geometry: 20%★Redefine : 重新定义属性、断面、深度…..Reroute : 重新改变参考Reorder : 改变作图顺序d.Draft Check (拔模角检测) :→Info →Surface Analysis →Draft Check (使用Three Color)(1)可检查是否Under Cut(2)可检查角度是否足够e.Interference & Clearance (干涉检查& 间隙检查)→Info →Measure →Clea/Interf(1)Pair:二个二个检查 1. Whole Part : 整个Part做检查2. Surface: 以面做检查(通常检查间隙)(2) Global:全部检查 3. Single Entity : 以线段做检查f.X-Session (剖面)→Set Up →X-Session ( 立做剖面一定要选组立Datum PlaneSpacing : 剖面线间隙→Hatching Angle : 剖面线角度Line Style : 剖面线线型及颜色☆Exclude comp : 组立剖面内忽略某一个part☆Restore comp : 组立剖面内回复某一个partg.检查曲面最高点Create Surface TrimSilhouetteh.精度(1)Relative accuracy (相对精度)(2)Absolute accuracy (绝对精度)Config.pro 内需设定Enable_absolute_accuracy yesDefault_absolute_accuracy 0.003i.Unit (单位)(1)Same size →大小相同,尺寸变了(2)Same dim →大小变了,尺寸相同(3)User scale →自行订定放大倍率j.Group(1) 将几个feature 做成一个group →group →Create →Local group(feature 号码需连续)Group pattern : 选择一个group 做Pattern (注意: 一个group只能有一个对外尺寸)(3) Group pattern 后解除整体关系→Group →unpattern(4) 解除Group 关系→Group →ungroup(5) 解除尺寸相依关系→Modify →Make Independent。
PROE参数设置+技巧大全
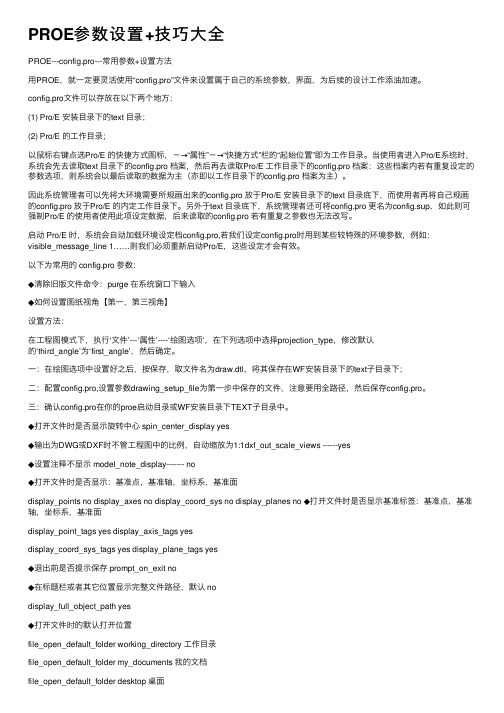
PROE参数设置+技巧⼤全PROE---config.pro---常⽤参数+设置⽅法⽤PROE,就⼀定要灵活使⽤“config.pro”⽂件来设置属于⾃⼰的系统参数,界⾯,为后续的设计⼯作添油加速。
config.pro⽂件可以存放在以下两个地⽅:(1) Pro/E 安装⽬录下的text ⽬录;(2) Pro/E 的⼯作⽬录;以⿏标右键点选Pro/E 的快捷⽅式图标,-→“属性”-→“快捷⽅式”栏的“起始位置”即为⼯作⽬录。
当使⽤者进⼊Pro/E系统时,系统会先去读取text ⽬录下的config.pro 档案,然后再去读取Pro/E ⼯作⽬录下的config.pro 档案:这些档案内若有重复设定的参数选项,则系统会以最后读取的数据为主(亦即以⼯作⽬录下的config.pro 档案为主)。
因此系统管理者可以先将⼤环境需要所规画出来的config.pro 放于Pro/E 安装⽬录下的text ⽬录底下,⽽使⽤者再将⾃⼰规画的config.pro 放于Pro/E 的内定⼯作⽬录下。
另外于text ⽬录底下,系统管理者还可将config.pro 更名为config.sup,如此则可强制Pro/E 的使⽤者使⽤此项设定数据,后来读取的config.pro 若有重复之参数也⽆法改写。
启动 Pro/E 时,系统会⾃动加载环境设定档config.pro,若我们设定config.pro时⽤到某些较特殊的环境参数,例如:visible_message_line 1……则我们必须重新启动Pro/E,这些设定才会有效。
以下为常⽤的 config.pro 参数:◆清除旧版⽂件命令:purge 在系统窗⼝下输⼊◆如何设置图纸视⾓【第⼀,第三视⾓】设置⽅法:在⼯程图模式下,执⾏‘⽂件’---‘属性’----‘绘图选项’,在下列选项中选择projection_type,修改默认的‘third_angle’为‘first_angle’,然后确定。
浅析Pro/E数控加工中的参数设置

的含义 , 分析和探讨 了 Po N r/ C软件环 境 中工 艺参 数 的设
定方法和原则 。
一
的条件下 , 际上问题的关键是刀具的选择与切削用量 的 实
确 定 。
Po N r C制造过程操作流程 / 二 选择刀具和安排刀具排列顺序的基本原 则
干个关联的 N C工序 ) 由计算机 对零件加 工轨迹 的每个 , 节点进 行计算 和数 学处理 , 从而在生成刀位数据文 件后 ,
进行相应 的后处理 , 自动 生 成 数 控 加 工 程 序 , 在 计 算 机 并 上 动 态 地显 示 刀具 的 加 工 轨 迹 图 形 。在 加 工 设 备 不 变
PoE G N E 是 由 美 国 P C 公 司 研 制 的 一 套 r N IE R / T
图形绘 制到计算 机上 , 形成 零件的 图形文件 , 然后直接调
C D C E C M软件 , 目前国内外 最为流行 的 3 A / A /A/ A 是 DC D
用计算机 内相应的数 控编程模块 , 进行刀具 轨迹处理 ( 即 建立操作及定义 N C工序。建立操作用于设置机床类 型 、 刀具类型 、 机床坐标和退刀面的位置等 , 而定义 N C工序用 于设置待加工的曲面以及切削参数 , 每一个操作定义 了若
质量 的前提下 , 兼顾 切削效率 、 济性和加 工成本 。具体 经
20 0 8年第 3期 总第 3 2期
海南 广播 电视大学学报
J un l fHan nRa i & " nv ri o ra ia do o I U ies y V t
2 0 o 3 0 8 N . G n r e i lN . 2 e e a S ra 0 3 l
Proe NC数控加工的操作案例

N570 Y53.771
N575 X391.61
N580 Y46.066
N585 X51.
N590 Y38.361
N595 X391.61
N600 Y30.656
N605 X51.
N610 Y22.951
N615 X391.61
N620 Y15.246
N625 X51.
N630 Y7.541
3.系统进入制造参数设置菜单,如图9所示。
图9
六.定义铣削窗口
在主界面中单击 图标,进入定义窗口界面。采用系统默认选项,在模型窗口选取工件的上表面,模型上表面出现红色区域即为窗口,再单击选项按钮,选取“在窗口围线上”选项。在主界面中单击 按钮,完成铣削窗口创建。如图10,11所示.
图10示。单击NC序列/演示轨迹/演示路径/屏幕演示。在播放路径对话框中单击 按钮,则系统在屏幕上开始动态演示刀具加工的路径,如图12所示。
图12
九.创建刀位数据(CL数据)文件
通过前面的步骤产生的NC序列必须转化为CL数据输出,才可以进行检查或输出文件。
1.选择制造/CL数据选项,系统弹出CL数据菜单。
N1270 Y7.541
N1275 X391.61
N1280 Y0.
N1285 X391.612 Y-.164
N1290 X50.998
N1295 X51. Y200.
N1300 Y0.
N1305 Z90.
N1310 G0 X391.61
N1315 Z-9.
N1320 G1 Z-16.F200.
N1325 Y200.
三.创建制造模型
1.参照模型
依次选取制造/制造模型/装配/参照模型选项。弹出打开对话框。选择”jiagongjian.prt”,单击 按钮。则系统将参照模型显示在绘图区中。在约束类型下拉框中选择 选项,系统将在默认位置装配参照模型。单击 按钮,完成参照模型的创建。如图2所示
proe 常用参数设置

PROE 常用参数设置2010-03-15 17:37PROE---config.pro---常用参数+设置方法用PROE,就一定要灵活使用“config.pro”文件来设置属于自己的系统参数,界面,为后续的设计工作添油加速。
config.pro文件可以存放在以下两个地方:(1) Pro/E 安装目录下的text 目录;(2) Pro/E 的工作目录;以鼠标右键点选Pro/E 的快捷方式图标,-→“属性”-→“快捷方式”栏的“起始位置”即为工作目录。
当使用者进入Pro/E系统时,系统会先去读取text 目录下的config.pro 档案,然后再去读取Pro/E 工作目录下的config.pro 档案:这些档案内若有重复设定的参数选项,则系统会以最后读取的数据为主(亦即以工作目录下的config.pro 档案为主)。
因此系统管理者可以先将大环境需要所规画出来的config.pro 放于Pro/E 安装目录下的text 目录底下,而使用者再将自己规画的config.pro 放于Pro/E 的内定工作目录下。
另外于text 目录底下,系统管理者还可将config.pro 更名为config.sup,如此则可强制Pro/E 的使用者使用此项设定数据,后来读取的config.pro 若有重复之参数也无法改写。
启动 Pro/E 时,系统会自动加载环境设定档config.pro,若我们设定config.pro时用到某些较特殊的环境参数,例如:visible_message_line 1……则我们必须重新启动Pro/E,这些设定才会有效。
以下为常用的 config.pro 参数:=============================================================== ============================================================================ =============◆清除旧版文件命令:purge 在系统窗口下输入◆如何设置图纸视角【第一,第三视角】设置方法:在工程图模式下,执行…文件‟---…属性‟----…绘图选项‟,在下列选项中选择projection_type,修改默认的…third_angle‟为…first_angle‟,然后确定。
Proe加工参数详解(图文说明)
隐藏浏览窗口<<>>铣削参数下列参数专用于铣削NC 序列。
设置这些参数时,它们被列在与分支名称相对应的标题下。
关于对所有NC 序列类型都可用的公共制造参数的描述,请参阅主题NC 序列公共参数。
关于粗加工和重新粗加工NC 序列专用参数的说明,请参阅主题粗加工和重新粗加工专用铣削参数。
通过另请参阅下的链接访问这些主题。
注意:o必须为带有缺省值- 1(这表示系统未对其设置缺省值)的所有参数提供一个值。
o NC 序列参数的长度单位(在适用之处)与工件的单位相同。
切削选项SCAN_TYPE适用于"体积块"、"曲面"、"面"、"腔槽"和"切入式"铣削。
关于体积块铣削,请参阅铣削刀具扫描铣削体积块水平剖面并避开岛的方法。
选项如下:∙TYPE_1 - 刀具连续加工体积块,遇到岛时退刀。
∙TYPE_2 - 刀具连续加工体积块而不退刀,遇到岛时绕过它。
∙TYPE_3 - 刀具从岛几何定义的连续区域去除材料,依次加工这些区域并绕岛移动。
完成一个区域后,可退刀,铣削其余区域。
建议将TYPE_3 的ROUGH_OPTION 设置成ROUGH_&_PROF。
∙TYPE_SPIRAL - 生成螺旋形切刀路径。
∙TYPE_ONE_DIR - 刀具只进行单向切削。
在每个切削走刀终止位置退刀并返回到工件的另一侧,以相同方向开始下一切削。
避开岛的方法与TYPE_1 相同。
∙TYPE_1_CONNECT - 刀具只进行单向切削。
在每个切削走刀终止位置退刀,迅速返回到当前走刀的起始点,切入,然后移动到下一走刀的起始位置。
如果在切削走刀的起始位置存在一相邻壁,连接运动将沿着该壁的轮廓进行以避免切入。
∙CONSTANT_LOAD - 执行高速粗加工(ROUGH_OPTION 设置为ROUGH_ONLY)或轮廓加工(ROUGH_OPTION 设置为PROF_ONLY)。
PROE常用参数与设置方法

PROE常用参数与设置方法PROE是一款功能强大的三维建模软件,它拥有丰富的参数设置和功能选项,可以满足不同需求的设计工作。
下面将介绍一些PROE常用的参数和设置方法。
1.系统参数设置在PROE中,可以通过设置系统参数来调整软件的性能和外观。
在“文件”菜单下选择“选项”,弹出选项对话框。
在这里可以设置一些常用的参数,例如界面语言、默认文件夹路径、文档单位等。
2.自定义工具栏和快捷键3.参数建模PROE是一款基于参数化建模的软件,通过使用参数可以快速创建并修改模型。
在创建模型时,可以使用约束和尺寸来定义模型的形状和位置。
通过修改参数值,可以实现模型的形状和尺寸的快速调整。
在实际使用中,可以使用公式、关系和条件来定义参数之间的关系,实现更复杂的模型设计。
4.部件模型的关系与装配在PROE中,可以通过定义部件模型之间的关系和装配关系,实现设计模型的组装。
在装配过程中,可以使用约束和连接等功能,定义部件之间的相对位置和运动关系。
通过修改这些关系,可以快速调整模型的装配状态。
5.材料和质量设置6.显示设置在PROE中,可以通过设置显示选项,调整模型的显示效果。
在“视图”菜单下选择“显示设置”,弹出显示设置对话框。
在这里可以设置模型的颜色、线型、透明度等属性,以及显示隐藏一些对象。
通过合理设置显示选项,可以更清楚地展示和查看模型。
以上是PROE常用的参数和设置方法。
通过合理设置各项参数和选项,可以使设计工作更高效、更准确。
当然,这里只是介绍了一部分常用的参数和设置方法,实际使用中还有更多功能和设置可供探索和使用。
PROE参数化教程

PROE参数化教程PROE是一款常用的三维设计软件,参数化是PROE中的一个重要功能,通过参数化,可以灵活地改变模型尺寸、形状、位置等属性,在设计中起到了十分重要的作用。
下面将介绍一些PROE参数化的基本使用方法和技巧。
1.定义参数在PROE中,我们可以使用“参数”功能来定义模型中的各种尺寸参数。
打开PROE软件后,选择“Insert”-“Datum”-“Point”创建一个点,然后在“Model Tree”视图中可以看到新创建的点。
选择该点,然后在工具栏中选择“Parameters”图标,弹出“Parameters”对话框。
在该对话框中,可以定义该点的尺寸参数。
比如,我们可以将该点的X轴值定义为“x”,Y轴值定义为“y”。
2.使用参数定义好参数后,我们可以在模型中使用这些参数。
例如,在创建一条直线时,可以将直线的长度定义为之前定义的参数。
选择“Insert”-“Datum”-“Line”,然后在属性栏中,将直线的长度值设置为之前定义的参数“x”。
这样,在模型中创建的直线的长度就会根据参数“x”的值来动态变化。
3.关系设置在进行参数化设计时,经常需要在不同的模型元素之间建立关系。
PROE中通过“关系”功能来实现这一点。
选择“Insert”-“Relations”,然后点击模型中两个元素,可以建立它们之间的关系。
例如,在建立两点之间的距离关系时,选择要建立关系的两个点,然后在属性栏中选择“Distance”关系类型,输入距离的值,点击确定,即可建立两点之间的距离关系。
4.公式使用在参数化设计中,经常需要使用一些复杂的公式来计算尺寸值。
PROE中使用公式功能可以实现这一点。
选择“Insert”-“Formula”,然后在公式对话框中输入公式,使用已经定义的参数和常量进行计算。
比如,我们可以定义一个参数“d”,然后通过公式计算出该参数的值为“2*x+y”。
5.参考尺寸使用在进行参数化设计时,有时需要参考模型中的一些尺寸值来定义其他的参数。
Proe-NC数控加工1
后处理概述
CAM过程的最终目的是生成一个数控机床可以 识别的代码程序。自动编程 经过刀具轨迹计算产生 的是刀位文件,而不是数控程序,因此,需要设法 把刀位文件转换为特定机床能执行的数控程序,输 入数控机床的数控系统 ,才能进行零件的数控加工。 把刀位文件转换成指定数控机床能执行的数控程序 的过程称为后置处理(Post Processing)。Pro/E 的刀位文件为NCL文件,要将其转化为NC文件,其 处理结果为生成一个*.tap文件,是一个文本文件, 可以直接用记事本打开并编辑。
9.1.7 后置处理
单击【菜单管理器】中的【制造/完成序 列/CL数据/后置处理】选项,在打开的对话 框中选择需要后置处理的刀位文件,然后单 击【后置处理选项/完成】选项,在弹出的 【后置处理列表】中选取所使用的数控系统, 本例选择Pro/ E NC自带的FANUC 16M系统 的后处理器【UNCX01.P20】。系统开始转 换程序,生成数控代码,完成后系统弹出信 息窗口,单击【关闭】按钮,即可完成程序 的后置处理。
刀位轨迹菜单设置
刀位轨迹演示如图所示。单击【播放路径】对 话框中的【文件/保存】命令,保存本序列的刀位文 件,再单击【关闭】按钮。
【播放路径】对话框
刀位轨迹
4)创建CL数据文件
对于NC序列产生的刀具路径可以生成刀 具路径数据文件,便于保存和进一步对其进 行后置处理。
执行【CL数据/输出/NC序列/体积块铣削/文件/ 完成】,系统弹出“保存副本”对话框,单 击【确定】按钮完成CL文件的创建。
【转轴速度】-----用于设置主轴的运转速度; 【COLLANT_OPTION】-----用于设置冷却液,其值为开放、关
闭。 【间隔-距离】-----用于设置退刀的安全高度;
ProE数控雕刻加工~~菜鸟进阶篇
Pro/E数控雕刻加工对于复杂模型数控加工程序的编写,已经不是我们能够靠手工、人力所能完成的工作。
但现实是我们产品的形状是越来越变化多样,对我们的加工出提出了更高的要求。
这里我们就介绍了怎样利用PROE来完成数控的编程和数控加工,希望能对大家学习PROE数控加工时给予启发。
例子以一个小工艺品为例,使用材料是有机玻璃加工机床是西门子840D,对于其中的参数设置只能是一个参考大家应该根据材料、机床、系统等不同的实际情况而合理处理。
建立加工模型1.利用拉伸建立395*500*7的模型。
2.这里我们利用“视图→颜色和外观→映射→贴花”来在模型上贴上我们所要的图片。
3.利用“拉伸→草绘→曲线”用样条曲线来逼近上面的图形边沉,拉伸深度为2mm向里剪切。
如下图:4.保存我们刚才所生成的模型。
数控加工机床设置5.保存所建立的模型后,拭除Pro/E会话。
新建一个会话“新建→制造”建立如下图的会话。
6.在Pro/E中加入前面所做的图形为“参照模型”,步骤是:“制造模型→装配→参照模型”打开所做的模型,接受缺省设置完成如下图:7.点创建→工件,输入工件名称为workpiece(当然这里的名字不是特定的)点“实体→加材料→拉伸→实体→完成”。
8.选择参考模型的上表面做为参考平面,做一个405*510*7的模型完成后如下图所示:9.点“完成/返回”返回上一级目录,建立坐标系选择模型上表面、RIGHT和WC-ASM-TOP作为参考平面,点对话框中的“定向”使Z轴垂直于上平面方向朝上,X轴平行于RI GHT平面方向指向五环。
10.点“完成/返回”返回上一级目录,点“制造”对话框下的“机床设置”,设置参数如下图:粗加工图像部分11.点“完成/返回”返回上一级目录,点“加工→NC序列→粗加工→完成”在序列设置中勾选参数和窗口。
设置“切削进给量=200;跨度=1.4;最大台阶深度=0.5;安全距离=2;主轴转速=2500”。
12.设置“窗口”,单击“洗削窗口”→“草绘窗口类型”→“草绘”按钮进入草绘界面草绘一个如下图的红色框。
proe精度设置

proe精度设置proe精度设置(2010-12-20 22:12:50)标签:杂谈PROE 的内定精度是0.0012,但注意的是它的单位是INCH,并⾮MM。
问题是当我们把PROE 的单位设定为MM 后它的精度是不是也跟着改为0.0012MM 了呢?当我们在做PART 的时候经常有提⽰:请MOLD CHECK,发现了问题。
当然PART 还是能继续做下去。
但有时会在后⾯的⼯作带来困难。
⽐如分模和转成IGES ⽂档,会有破⾯产⽣。
据说当年PROE 考虑到计算机的能⼒才把精度做到0.0012INCH,现在它还是没调整过来,PROE 的精度在CADCAM 中是相对很低的,各位能发表⼀下吗?零件的精度在 Pro/ENGINEER ⾥可以使⽤ Accuracy 命令来修改零件或组件的精度。
零件的精度是⼀个与零件⼤⼩的相对值,有效值范围为 0.01 到 0.0001,缺省值是 0.0012。
注意当你提⾼零件精度(减少相对精度的数值)后,零件在⽣的时间也会加长。
你可以修改配置⽂件选项“accuracy_lower_bound”来修改相对精度值的下限,有效的下限值为1.0000e-6 ~1.0000e-4。
零件精度值要⼩于零件上的最短边与包容零件的长⽅体的最长边的⽐值。
除⾮有必要,⼀般情况下使⽤缺省的精度设置即可。
在以下情况下,你可能需要改变零件的精度:Ø 在⼀个很⼤的零件上添加⼀个⾮常⼩的特征。
Ø ⽤两个零件使⽤相交法(融合或切割)来⽣成新零件时。
两个源零件要兼容,它们就必须具有相同的绝对精度。
要使⽤相同的绝对精度,可以估计两个零件的尺⼨并分别乘于各⾃的相对精度值,如果结果不⼀样,可以改变零件的相对精度值直到结果相同为⽌。
例如,⼩零件的尺⼨是100,相对精度值是0.01,乘积(绝对精度)就是1;⼤零件的尺⼨是1000,相对精度值也是0.01,乘积(绝对精度)就是10,要使两个零件的绝对精度值相同,可将⼤零件的相对精度值该为0.001。
ProE数控加工参数设置经验(精)

ProE数控加工参数设置经验(精)Pro/ENGINEER是由美国PTC公司研制的一套CAD/CAE/CAM 软件,是目前国内外最为流行的3D CAD/CAE/CAM软件之一,在Pro/NC中设置加工参数不仅需要熟悉Pro/NC加工的设置流程及各加工参数的确切含义,更重要的是要熟悉数控加工编程中工艺参数的选择对加工质量的影响,否则不仅不能保证产品质量,而且容易导致过切等现象,甚至损坏加工设备,给生产单位造成重大损失。
本文介绍了Pro/NO 加工的一般流程和常用参数的含义,分析和探讨了Pro/NC 软件环境中工艺参数的设定方法和原则。
一Pro/NC制造过程操作流程Pro/ENGINEER目前的流行版本为wildfire 3.0,其NC模块由Pro/NC-MILL、Pw/NC-TURN、Pro/NC-WEDM、PDo/NC-ADVANCED几个小模块组成,用户在使用时,并不需要去分辨当前是在哪一个模块下操作,只需在操作界面中根据加工需要进行设置,系统会自动调用相应的模块去处理。
Pro/ENGINEER能够生成数控加工的全过程,其工作过程是利用计算机(CAD)的图形编辑功能,将零件的几何图形绘制到计算机上,形成零件的图形文件,然后直接调用计算机内相应的数控编程模块,进行刀具轨迹处理(即建立操作及定义NC工序。
建立操作用于设置机床类型、刀具类型、机床坐标和退刀面的位置等,而定义NC工序用于设置待加工的曲面以及切削参数,每一个操作定义了若干个关联的NC工序),由计算机对零件加工轨迹的每个节点进行计算和数学处理,从而在生成刀位数据文件后,进行相应的后处理,自动生成数控加工程序,并在计算机上动态地显示刀具的加工轨迹图形H1。
在加工设备不变的条件下,实际上问题的关键是刀具的选择与切削用量的确定。
二、选择刀具和安排刀具排列顺序的基本原捌(一)选择刀具数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。
proe数控加工2(铣削加工)

PROE铣削加工
一、曲面铣削 7、材料切割(4.0此步不做,也可后续生成nc代码) (表示从工件切除材料) 步骤1:完成NC序列,选取加工→材料切减材料,在 NC序列列表中选取体积块铣削,在材料删除表中选择自 动→完成,系统弹出相交元件对话框,然后选取工件, 单击确定,便完成材料切减。 步骤2:在系统弹出的加工菜单中选取完成命令,返回 制造菜单
5
PROE铣削加工
一、曲面铣削 3、制造设置 步骤2:机床 设置:机床设置 的对话框如图所 示,在机床类型 下拉列表中选择 铣削,在轴数下 拉列表框中选择 3轴。
6
PROE铣削加工
一、曲面铣削 3、制造设置 步骤3:刀具设置,刀具设置界面如图所示,根据需要和 已有的刀具对刀具参数进行设定设定。
7
35
PROE铣削加工
三、凹槽铣削 4、加工方法的设置
步骤1:通过制造→加工 →NC序列→辅助加工→加工 →陷入(3轴),进入加工模 块。 步骤2:在打开的序列设置 菜单中选择如图所示的复选 框,然后选择完成命令,在 弹出的刀具设置对话框中单 击确定按钮
36
PROE铣削加工
三、凹槽铣削 4、加工方法的设置
32
PROE铣削加工
三、凹槽铣削 3、制造设置 步骤2:机床 设置:机床设置 的对话框如图所 示,在机床类型 下拉列表中选择 铣削,在轴数下 拉列表框中选择 3轴。
33Leabharlann PROE铣削加工三、凹槽铣削 3、制造设置 步骤3:刀具设置,刀具设置界面如图所示,根据需要和 已有的刀具对刀具参数进行设定设定。
22
PROE铣削加工
二、刻模铣削
3、制造设置 步骤4:机床坐标系设置,在参照,加工零 点点击选择机床坐标系,如果没有现存的可以 按下面的方法进行设置: 在工件上表面中心确定三个相互垂直的基准 平面。 通过插入→模型基准→坐标系,确定一个参 照坐标系,该坐标系与机床坐标系要一致。 选择该坐标系作为机床坐标系。 步骤5:退刀面的设置,弹出退刀选取对话 框,单击其中沿Z轴按钮,然后再输入Z轴深 度后的文本框中输入退刀数值。 步骤6:公差设置,在退刀选项组中的公差 文本框后输入加工的公差,这里设置为0.2
ProE加工常用参数说明

Pro/ENGINEER Manufacturing 常用參數說明粗銑加工(VOLUME)常用参数ROUGH_OPTION 粗銑方案选定ROUGH_ONLY:只做粗銑(見加工培訓教材A-6頁圖3)ROUGH_&_PROF:先做粗銑,再銑輪廓(見加工培訓教材A-6頁圖3)PROF_&_ROUGH:先銑輪廓,再做粗銑(見加工培訓教材A-6頁圖3)PROF_ONLY:只銑輪廓(見加工培訓教材A-6頁圖3)ROUGH_&_CLEAN_UP:只做粗銑,但当SCAN_TYPE設定為TYPE_3时,每个PASS之間的連接将按工件的輪廓来進行,当SCAN_TYPE設定為TYPE_ONE_DIR时,每个PASS之間将抬刀到上一層并按工件的輪廓進行插刀(見加工培訓教材A-7頁圖4、图5)SCAN_TYPE 刀具運动方式选定TYPE_1:刀具按CUT ANGLE設定之角度切削被选定的VOLUME,遇到凸起的島嶼則抬刀越过(見加工培訓教材A-3頁圖1)TYPW_2:刀具按CUT ANGLE設定之角度切削被选定的VOLUME,遇到凸起的島嶼則从側面繞过(見加工培訓教材A-3頁圖1)TYPE_3:刀具按CUT ANGLE設定之角度切削被选定的VOLUME,遇到凸起的島嶼則回头繼續切削,当可連續切削部分完成后,再抬刀移动到未切削部分進行切削(見加工培訓教材A-3頁圖1)TYPE_SPIRAL:环繞状切削(見加工培訓教材A-3頁圖1)TYPE_ONE_DIR:刀具按CUT ANGLE設定之角度切削被选定的VOLUME,每个PASS之間将抬刀到上一層并按工件的輪廓進行插刀(見加工培訓教材A-7頁圖4、圖5)CUT_TYPE 順、逆銑控制CLIMB:順銑UPCUT:逆銑RETRACT_OPTION 抬刀控制OPTIMIZE:极少抬刀,如下一層刀具運动的起始点不在本層刀具運动的終止点的正下方,刀具将在本層按CUT_FEED設定之速度移动到下一層刀具運动的起始点的正上方,開始下刀NOT_OPTIMIZE:抬刀,如下一層刀具運动的起始点不在本層刀具運动的終止点的正下方,刀具将抬刀到安全平面并移动到下一層刀具運动的起始点的正上方,開始下刀STEP_DEPTH 等高分層銑削时每層下降的Z向距离TOLERANCE 控制同一PASS内刀路計算的精度(見加工培訓教材3-3頁圖3-1)STEP_DEPTH 等高分層銑削时每層下降的Z向距离TOLERANCE 控制同一PASS内刀路計算的精度(見加工培訓教材3-3頁圖3-1)STEP_OVER PASS与PASS之間的距离(即PITCH值)TOOL_OVERLAP 刀具重叠率,控制PITCH值的另一方法ROUGH_STOCK_ALLOW 粗銑余留量PROF_STOCK_ALLOW 輪廓銑余留量,仅当ROUGH_OPTION設定為ROUGH_&_PROF或PROF_&_ROUGH或PROF_ONLY时有效,且必須小于粗銑余留量,缺省时与粗銑余留量相同BOTTOM_STOCK_ALLOW底部平面余留量,缺省时与粗銑余留量相同WALL_SCALLOP_HGT 側壁扇型高度,可控制每層下降的Z向距离,粗銑时一般不做控制BOTTOM_SCALLOP_HGT 底部扇型高度CUT_ANGLE 切削角度,即刀具運动的方向与X軸之間的夾角CUT_FEED 切削速度RETRACT_FEED 抬刀到安全高度的速度,缺省与切削速度相同,設置為0則為快速移动(G0)PLUNGE_FEED 刀具从工件抬刀并移动到由PULLOUT_DIST参数所設定的距离时的速度RAMP_FEED 刀具从起始切削位置的上方由CLEAR_DIST参数所設定的距离处,慢速切入工件的速度SPINDLE_SPEED 刀具轉速CIRC_INTERPOLATION 是否启用圓弧插補(G02、G03)ARC_ONLY:启用圓弧插補POINT_ONLY:不启用圓弧插補CUTCOM 是否启用刀具直径補償RAMP_ANGLE 刀具切入工件的角度,若要采用斜向進刀或螺旋進刀,請設定CLEAR_DIST 刀具从起始切削位置的上方慢速切入工件的距离PULLOUT_DIST 刀具从工件抬刀慢速离開工件的距离HELICAL_DIAMETER 螺旋進刀时螺旋線的直径LEAD_IN 对輪廓銑削时是否启用圓弧進刀LEAD_OUT 对輪廓銑削时是否启用圓弧退刀LEAD_RADIUS 圓弧進刀/退刀的半径START_MOTION 整个程序第一个刀具移动是XYZ同时移动还是先或后移动ZEND_MOTION 整个程序最后一个刀具移动是XYZ同时移动还是先或后移动Z轮輪廓加工(PROFILE)常用参数CUT_TYPE 順、逆銑控制CLIMB:順銑UPCUT:逆銑ZIG_ZAG:来回銑削,对于開放的輪廓,此方式可以不抬刀GOUGE_AVOID_TYPE 过切檢查方式TIP_&_SIDES:同时避免側刃和底刃过切TIP_ONLY:只避免底刃过切CORNER_FINISH_TYPE 凸起角的处理方式STRAIGHT:遇到輪廓上的凸起角,用直線方式直接拐弯FILLET:遇到輪廓上的凸起角,用圓弧方式拐弯SLICE_PATH_SCAN 当NUM_PROF_PASSES 参数大于一时,設定輪廓优先或層优先PASS_BY_PASS:輪廓优先,即按照余量与PROF_INCREMENT(輪廓增量)之和先分層銑削輪廓,完成后递减輪廓增量重新始分開銑削SLICE_BY_SLICE:層优先,在同一Z高度递减輪廓增量完成所有輪廓銑削,再下刀到下一層NUM_PROF_PASSES 在同一Z高度上切削輪廓的次数PROF_INCREMENT 輪廓增量(見加工培訓教材A-20頁圖17)曲面加工常用参数CONVENTIONAL AND CONTOURSCAN_TYPE :刀具運动方式选定TYPE_1:刀具按CUT ANGLE設定之角度切削被选定的SURFACE,遇到凸起的島嶼則抬刀越过TYPE_3:刀具按CUT ANGLE設定之角度切削被选定的SURFACE,遇到凸起的島嶼則回头繼續切削,当可連續切削部分完成后,再抬刀移动到未切削部分進行切削ALLOW_NEG_Z_MOVES 是否允許刀具做Z方向的負向運动LACE_OPTION 設定刀路每个PASS之間的連接方式NO:抬刀到安全平面LINE_CONNECT:在工件上做直線連接CURVE_CONNECT:在工件上做曲線連接(过切可能性小)ARC_CONNECT:在工件上做圓弧連接(用于高速加工)ROUGH_STEP_DEPTH 若設定此参数,程序将从WORKPIECE的頂部按此参数設定的Z向距离分層切削到选定的被加工表面PROF_STOCK_ALLOW 被加工表面的余留量CHK_SRF_STOCK_ALLOW 檢查面的余留量SCALLOP_HGT 被加工表面的扇型高度,其余参数与粗加工相同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ProE数控加工参数设置经验(精)Pro/ENGINEER是由美国PTC公司研制的一套CAD/CAE/CAM 软件,是目前国内外最为流行的3D CAD/CAE/CAM软件之一,在Pro/NC中设置加工参数不仅需要熟悉Pro/NC加工的设置流程及各加工参数的确切含义,更重要的是要熟悉数控加工编程中工艺参数的选择对加工质量的影响,否则不仅不能保证产品质量,而且容易导致过切等现象,甚至损坏加工设备,给生产单位造成重大损失。
本文介绍了Pro/NO 加工的一般流程和常用参数的含义,分析和探讨了Pro/NC 软件环境中工艺参数的设定方法和原则。
一Pro/NC制造过程操作流程Pro/ENGINEER目前的流行版本为wildfire 3.0,其NC模块由Pro/NC-MILL、Pw/NC-TURN、Pro/NC-WEDM、PDo/NC-ADVANCED几个小模块组成,用户在使用时,并不需要去分辨当前是在哪一个模块下操作,只需在操作界面中根据加工需要进行设置,系统会自动调用相应的模块去处理。
Pro/ENGINEER能够生成数控加工的全过程,其工作过程是利用计算机(CAD)的图形编辑功能,将零件的几何图形绘制到计算机上,形成零件的图形文件,然后直接调用计算机内相应的数控编程模块,进行刀具轨迹处理(即建立操作及定义NC工序。
建立操作用于设置机床类型、刀具类型、机床坐标和退刀面的位置等,而定义NC工序用于设置待加工的曲面以及切削参数,每一个操作定义了若干个关联的NC工序),由计算机对零件加工轨迹的每个节点进行计算和数学处理,从而在生成刀位数据文件后,进行相应的后处理,自动生成数控加工程序,并在计算机上动态地显示刀具的加工轨迹图形H1。
在加工设备不变的条件下,实际上问题的关键是刀具的选择与切削用量的确定。
二、选择刀具和安排刀具排列顺序的基本原捌(一)选择刀具数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。
刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。
PRO/ENGINEER 3.0的NC模块中,刀具的类型、几何参数及材料等可在"刀具设定"窗口中的"普通"选项卡中设置,在选择刀具时,应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其它相关因素来确定刀具及刀柄。
刀具选择总的原则是:安装调整方便,刚性好,耐用度和精度高。
在满足加工要求的前提下,由大到小,尽量选择较短的刀柄,以提高刀具加工的刚性。
除此之外,选择刀具还应注意以下几个方面:对于凹形表面,在半精加工和精加工时,应选择球头刀,以得到好的表面质量,但在粗加工时宜选择平端立铣刀或圆角立铣刀,这是因为球头刀切削条件较差;对凸形表面,粗加工时一般选择平端立铣刀或圆角立铣刀,但在精加工时宜选择圆角立铣刀,这是因为圆角铣刀的几何条件比平端立铣刀好;对带脱模斜度的侧面,宜选用锥度铣刀,虽然采用平端立铣刀通过插值也可以加工斜面,但会使加工路径变长而影响加工效率,同时会加大刀具的磨损而影响加工的精度。
总之,要使刀具的尺寸与被加工工件的表面尺寸相适应。
生产中,平面零件周边轮廓的加工,常采用立铣刀;铣削平面时,应选硬质合金刀片铣刀;加工凸台、凹槽时,选高速钢立铣刀;加工毛坯表面或粗加工孔时,可选取镶硬质合金刀片的玉米铣刀;对一些立体型面和变斜角轮廓外形的加工,常采用球头铣刀、环形铣刀、锥形铣刀和盘形铣刀。
在进行自由曲面加工时,由于球头刀具的端部切削速度为零,因此,为保证加工精度,切削行距一般取得很密,故球头常用于曲面的精加工。
而平头刀具在表面加工质量和切削效率方面都优于球头刀,因此,只要在保证不过切的前提下,无论是曲面的粗加工还是精加工,都应优先选择平头刀。
另外,刀具的耐用度和精度与刀具价格关系极大,必须引起注意的是,在大多数情况下,选择好的刀具虽然增加了刀具成本,但由此带来的加工质量和加工效率的提高,则可以使整个加工成本大大降低。
(二)安排刀具排列顺序在经济型数控加工中,由于刀具的刃磨、测量和更换多为人工手动进行,占用辅助时间较长,因此,必须合理安排刀具的排列顺序。
一般应遵循以下原则:1)尽量减少刀具数量;2)一把刀具装夹后,应完成其所能进行的所有加工部位;3)粗精加工的刀具应分开使用,即使是相同尺寸规格的刀具;4)先铣后钻;5)先进行曲面精加工,后进行二维轮廓精加工;6)在可能的情况下,应尽可能利用数控机床的自动换刀功能,以提高生产效率等。
在保存切削刀具设置时,Pro/NC会将其保存为.tpm文件格式,并将其存放在由"Pro_mf_tprm_dir"配置选项所指定的目录下。
它是-个文本文件,如果熟悉其语句格式,不仅可以直接编辑这个刀具设置文件,而且可以在"刀具设定"界面的文件菜单中将自己常用的刀具建成刀具库。
三切削用量的确定Pro/NC中切削用量的设置在菜单管理器【制造参数】菜单中的【设置】子菜单中完成。
设置时应根据我们预先拟定的加工工艺参数输入相应的值。
合理选择切削用量的原则是:粗加工时。
一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
Pro/NC提供了类型丰富参数设置功能,常见的参数有:(一)切削深度t(Pro/NC中称其为"步长深度")在机床、工件和刀具刚度允许的情况下,t就等于加工余量,这是提高生产率的-个有效措施。
为了保证零件的加工精度和表面粗糙度,一般应留一定的余量进行精加工。
数控机床的精加工余量可略小于普通机床。
(二)切削宽度L(Pro/NC中称其为"跨度。
)一般L与刀具直径d成正比,与切削深度成反比。
经济型数控加工中,一般L的取值范围为:L=(0.5-0.8)d。
其值越小,切削线就越密。
(三)切削速度v提高v也是提高生产率的一个措施,但v与刀具耐用度的关系比较密切。
随着v的增大,刀具耐用度急剧下降,故v的选择主要取决于刀具耐用度。
另外,切削速度与加工材料也有很大关系,例如用立铣刀铣削合金刚30CrNi2MoVA时。
v可采用8m/min左右;而用同样的立铣刀铣削铝合金时,v可选200m/min 以上。
(四)主轴转速n l Pm/NC中称其为。
SPINDLE-SPEED"-单位为r/min)主轴转速一般根据切削速度v来选定。
计算公式为:n=v/πd(r/min),式中。
d为刀具或工件直径(mm)。
(五)进给速度vF(Pro/NC中称其为。
CUT_FEED。
)vF应根据零件的加工精度和表面粗糙度要求以及刀具和工件材料来选择。
vF的增加也可以提高生产效率。
加工表面粗糙度要求低时,vF可选择得大些。
但是最大进给速度要受到设备刚度和进给系统性能等的限制。
除了上述参数外,在设置加工参数时经常见到的设置选项还有很多,只有充分理解这些参数的确切含义才能准确无误进行设置,如:"PROF_STOCK_ALLOW"用于设置加工余量,这部分的设置等于同时指定X、Y、Z三个方向的加工余量,如果X、Y、Z三个方向的加工余量都一致,那就设置此项,而。
允许的未加工毛坯"和"允许的底部线框"等两项就不用再设了;"允许的未加工毛坯"用于设置粗加工的加工余量,此值等同于同时指定X、Y两个方向的值。
当X、Y两个方向的加工余量和z方向的加工余量不同时,就要设置此项和下面我们要三切削用量的确定Pro/NC中切削用量的设置在菜单管理器【制造参数】菜单中的【设置】子菜单中完成。
设置时应根据我们预先拟定的加工工艺参数输入相应的值。
合理选择切削用量的原则是:粗加工时。
一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
Pro/NC提供了类型丰富参数设置功能,常见的参数有:(一)切削深度t(Pro/NC中称其为"步长深度")在机床、工件和刀具刚度允许的情况下,t就等于加工余量,这是提高生产率的-个有效措施。
为了保证零件的加工精度和表面粗糙度,一般应留一定的余量进行精加工。
数控机床的精加工余量可略小于普通机床。
(二)切削宽度L(Pro/NC中称其为"跨度。
)一般L与刀具直径d成正比,与切削深度成反比。
经济型数控加工中,一般L的取值范围为:L=(O.5-0.8)d。
其值越小,切削线就越密。
(三)切削速度v提高v也是提高生产率的一个措施,但v与刀具耐用度的关系比较密切。
随着v的增大,刀具耐用度急剧下降,故v的选择主要取决于刀具耐用度。
另外,切削速度与加工材料也有很大关系,例如用立铣刀铣削合金刚30CrNi2MoVA时。
v可采用8m/min左右;而用同样的立铣刀铣削铝合金时,v可选200m/min 以上。
(四)主轴转速n ( Pro/NC中称其为。
SPINDLE-SPEED"-单位为r/min)主轴转速一般根据切削速度v来选定。
计算公式为:n=v/πd(r/min),式中。
d为刀具或工件直径(mm)。
(五)进给速度vF(Pro/NC中称其为。
CUT_FEED。
)vF应根据零件的加工精度和表面粗糙度要求以及刀具和工件材料来选择。
vF的增加也可以提高生产效率。
加工表面粗糙度要求低时,vF可选择得大些。
但是最大进给速度要受到设备刚度和进给系统性能等的限制。
除了上述参数外,在设置加工参数时经常见到的设置选项还有很多,只有充分理解这些参数的确切含义才能准确无误进行设置,如:"PROF_STOCK_ALLOW"用于设置加工余量,这部分的设置等于同时指定X、Y、Z三个方向的加工余量,如果X、Y、Z三个方向的加工余量都一致,那就设置此项,而。
允许的未加工毛坯"和"允许的底部线框"等两项就不用再设了;"允许的未加工毛坯"用于设置粗加工的加工余量,此值等同于同时指定X、Y两个方向的值。
当X、Y两个方向的加工余量和z方向的加工余量不同时,就要设置此项和下面我们要讲到的"允许的底部线框",在精铣阶段。
该项通常为"0";。
允许的底郝线框"指z轴方向的加工余量,当X、Y两个方向的加工余量和z方向的加工余量不同时,就要设置此项和"允许的未加工毛坯";"切割角"指刀具路径与x轴的夹角;"扫描类型"用于设置加工区域轨迹的拓扑结构等等。