四轴头多工位同步钻床设计
数控专业毕业设计论文题目集合

1.机电系统DSP通用控制平台设计2.基于PLC的远程监控系统设计3.基于PLC的真空镀膜机系统设计4.基于RS-485串行通信标准的数控系统运动控制器的设计5.基于PLC的自动换刀系统设计6.嵌入式远程环境数据监控终端的设计7.柔性臂结构和控制系统设计8.数字变频空调智能控制系统设计9.基于PLC的电梯控制系统设计10.智能控制系统中的实时数据采集与处理系统设计2支承套零件数控加工工艺分析及工艺装备设计1数控铣床加工链轮的毕业设计基于plc的电梯设计基于plc的变频恒压供水系统的设计基于plc的污水处理系统基于plc的自动售货机的设计基于plc的温度湿度检测和显示系统设计CAD-CAM 毕业设计直齿圆锥齿轮数控专业毕业设计汇总1.机械毕业论文:X62W铣床数控化改造设计2.机械毕业论文:ZMX粉碎机下机体支承面专用铣床设计3.机械毕业论文:组合机床设计4.机械毕业论文:普通铣床数控化改造设计5.机械毕业设计:J45-6.3型双动拉伸压力机及PLC控制系统设计6.加工中心侧铣头结构设计7.平面凸轮数控铣工艺分析及程序编制8.机械毕业设计:数控回转工作台设计9.数控车零件工艺设计及NC程序编制10.普通CA6140车床的经济型数控化改造设计11.铣床的数控X-Y工作台设计12.常州井关农机加工工艺过程及数控编程13.定梁数控龙门镗铣床溜板进给系统设计14.基于SEMENS802S的典型零件的编程与加工15.车载机械自动调平机械系统设计16.铝箔轧机自剪机自动纠偏系统设计论文17.X-Y数控工作台机电系统设计18.机械毕业论文:C6140普通车床的数控化改造设计19.数控车床系统XY工作台与控制系统设计20.机械毕业设计CA6140法兰盘机械加工工艺过程的制定及铣Φ90(近中心孔)孔专用夹具设计21.杠杆工艺和工装设计毕业设计论文22.CA6140普通车床后托架(831002)零件机械加工工艺规程及工艺装备设计23.机械毕业设计:连杆零件加工工艺及专用钻床夹具设计24.毕业设计:推动架加工工艺与夹具设计25.CA6140拨叉零件加工工艺及工装设计26.CA6140车床后托架加工工艺及夹具设计27.机械毕业设计:CA6140车床后托架加工工艺及夹具设计28.机械毕业设计:WHX112减速机壳加工工艺及夹具设计29.汽车变速箱加工工艺及夹具设计30.3L-10/8空气压缩机曲轴零件机械加工工艺及夹具设计31.拨叉加工工艺及夹具设计32.CA6140C车床拨叉加工工艺及钻床夹具设计33.CA6140C车床拨叉加工工艺及铣床夹具设计34.CA6140车床杠杆加工工艺及钻床夹具设计35.CA6140车床拨叉加工工艺及钻床夹具设计36.CA6140拨叉零件加工工艺及铣床夹具设计37.CA6140车床后托架加工工艺及钻床夹具设计38.机械毕业设计:电(动)机壳加工工艺及夹具设计39.CA6140车床法兰盘加工工艺及钻床夹具设计40.机械毕业设计:柴油机曲轴加工工艺规程及夹具设计41.机械毕业设计:推动架零件加工工艺及工艺装备设计42.机械毕业设计:柴油机曲轴工艺规程设计43.机床尾座体加工工艺及夹具设计44.轴类零件加工工艺及夹具设计45.B6065刨床推动架加工工艺及夹具设计46.数控毕业设计:高中压外缸毕业设计论文附cad图纸及编程程序47.数控加工毕业论文:二维奥迪车标设计论文下载含NC编程48.机械毕业设计:数控钻床横、纵两向进给系统的设计论文下载含cad图纸49.机械毕业论文:经济型数控车床控制系统设计论文下载含cad图纸50.汽车空调器前缸盖数控加工工艺的制订及夹具设计51.气门摇臂轴支座加工工艺及夹具设计52.输出轴工艺与工装设计53.数控龙门铣床立铣头部件设计54.通风安全节能监控系统设计55.铝线及CP送丝装置设计与典型零件数控加工56.自动给料装置传动系统设计57.R180柴油机曲轴工艺设计及夹具设计58.推动架加工工艺规程设计59.支承套零件的专用夹具设计60.CA6140杠杆加工工艺及夹具设计61.阀堵工艺工装设计及CAD/CAM62.CA6140车床拨叉C加工工艺及夹具设计63.CA6140车床拨叉A加工工艺及夹具设计64.468Q发动机缸体双面卧式钻床总体设计及左主轴箱设计65.专用榫齿铣PLC电气控制系统设计66.气门摇臂轴支座的机械加工工艺及夹具设计67.CA6140普通车床的数控化改造设计68.加工中心主传动系统(电主轴)设计69.靠模攻丝组合机床设计70.XK5025型数控立铣床自动换刀装置设计71.卧式加工中心自动换刀机械手设计72.CA6410车床拨叉831002加工工艺和夹具设计73.齿轮箱工艺钻2-φ20孔工装及专机设计74.齿轮箱工艺钻孔工装及专机设计75.送料机械手设计76.CAK6150普通车床的数控化改造77.活塞工艺夹具设计78.轻型液压浅孔钻机设计79.啤酒周转箱注射机液压系统设计80.斜胶胎2号成型机四连杆式后压滚设计81.毕业设计:4102机体主凸孔扩孔镗削加工夹具设计82.机械毕业设计:缸阀体的工艺分析及夹具设计83.机械毕业设计:凸轮轴零件工艺规程设计84.机械毕业设计:CA6140下部刀架的工艺工装的设计85.大学机械毕业设计:机车凸轮轴工艺夹具设计86.机械毕业设计:汽车后桥壳体工艺夹具设计87.机械毕业设计:三坐标数控铣床设计本毕业设计很完整,可以直接使用如果需要请联系Email:cumtg@QQ:624682020下载地址:还没有添加下载地址!数控专业毕业设计论文题目汇总1.机械毕业论文:X62W铣床数控化改造设计2.机械毕业论文:ZMX粉碎机下机体支承面专用铣床设计3.机械毕业论文:组合机床设计4.机械毕业论文:普通铣床数控化改造设计5.机械毕业设计:J45-6.3型双动拉伸压力机及PLC控制系统设计6.加工中心侧铣头结构设计7.平面凸轮数控铣工艺分析及程序编制8.机械毕业设计:数控回转工作台设计9.数控车零件工艺设计及NC程序编制10.普通CA6140车床的经济型数控化改造设计11.铣床的数控X-Y工作台设计12.常州井关农机加工工艺过程及数控编程13.定梁数控龙门镗铣床溜板进给系统设计14.基于SEMENS802S的典型零件的编程与加工15.车载机械自动调平机械系统设计16.铝箔轧机自剪机自动纠偏系统设计论文17.X-Y数控工作台机电系统设计18.机械毕业论文:C6140普通车床的数控化改造设计19.数控车床系统XY工作台与控制系统设计20.机械毕业设计CA6140法兰盘机械加工工艺过程的制定及铣Φ90(近中心孔)孔专用夹具设计21.杠杆工艺和工装设计毕业设计论文22.CA6140普通车床后托架(831002)零件机械加工工艺规程及工艺装备设计23.机械毕业设计:连杆零件加工工艺及专用钻床夹具设计24.毕业设计:推动架加工工艺与夹具设计25.CA6140拨叉零件加工工艺及工装设计26.CA6140车床后托架加工工艺及夹具设计27.机械毕业设计:CA6140车床后托架加工工艺及夹具设计28.机械毕业设计:WHX112减速机壳加工工艺及夹具设计29.汽车变速箱加工工艺及夹具设计30.3L-10/8空气压缩机曲轴零件机械加工工艺及夹具设计31.拨叉加工工艺及夹具设计32.CA6140C车床拨叉加工工艺及钻床夹具设计33.CA6140C车床拨叉加工工艺及铣床夹具设计34.CA6140车床杠杆加工工艺及钻床夹具设计35.CA6140车床拨叉加工工艺及钻床夹具设计36.CA6140拨叉零件加工工艺及铣床夹具设计37.CA6140车床后托架加工工艺及钻床夹具设计38.机械毕业设计:电(动)机壳加工工艺及夹具设计39.CA6140车床法兰盘加工工艺及钻床夹具设计40.机械毕业设计:柴油机曲轴加工工艺规程及夹具设计41.机械毕业设计:推动架零件加工工艺及工艺装备设计42.机械毕业设计:柴油机曲轴工艺规程设计43.机床尾座体加工工艺及夹具设计44.轴类零件加工工艺及夹具设计45.B6065刨床推动架加工工艺及夹具设计机械机电数控模具电气专业课题如下:(数控专业课题1-16)1.C616型普通车床改为经济型数控机床. 2.CA6140型车床的经济型数控改造设计(横向)3.CA6140经济型数控车床纵向进给系统设计及进给系统的润滑设计3.c6150普通机床的自动化改造 4.C620普通车床进行数控改造 5.CA6150车床横向进给改造的设计6.CA6150车床主轴箱设计7.CJK6256B简易数控车床的的设计8.XKA5032AC 数控立式升降台铣床自动换刀装置(刀库式)设计9.数控铣高级工零件工艺设计及程序编制10.共轭凸轮的设计制造(CADCAM)及工艺11.行星架的数控加工与选用12.空压机吸气阀盖头加工工艺编程及夹具13.300X400数控激光切割机设计14.数控机床位置精度的检测及补偿15.数控机床位置精度及标准16.数控铣床工作台仿真实验系统的开发(零件的加工工艺及夹具设计课题17-42)17.杠杆工艺和工装设计18.活塞的机械加工工艺,典型夹具及其CAD设计19.过桥齿轮轴机械加工工艺规程20.FA311A一三排罗拉支架加工工艺设计21.CA6140车床后托架加工工艺及夹具设计31001-后托架22.WHX112减速机壳加工工艺及夹具设计23.WH212减速机壳体加工工艺及夹具设计24.CA6140拔叉零件的加工工艺及夹具的设计25.拖拉机拔叉零件的加工工艺及夹具的设计26.拨叉80-08的加工工艺及夹具设计27.拨叉(12-07-05)加工工艺及夹具设计28.CA6140拨叉81002-81005 29.变速器换档叉的工艺过程及装备设计30.差速器壳体工艺及镗工装设计31.T350搅拌机工艺工装设计32.29323联轴器的加工33.后钢板弹簧吊耳加工工艺及夹具设计34.连杆孔加工工艺与夹具设计35.连杆体的机械加工工艺规程的编制36.锡林右轴承座组件工艺及夹具设计37.内齿圈成组数控加工工艺及其钻床夹具设计38.基于Mastercam的收音机上壳的模具设计与加工39.溜板工艺极其挂架式双引导镗床夹具40.3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计41.挂轮架轴工艺过程及工装设计42.道奇T110总泵缸加工(机械机电设计类及PLC控制类课题43-120)43.A272F系列高速并条机车头箱设计44.A272F系列高速并条机车尾箱设计。
机械机床毕业设计187四轴头多工位同步钻床设计

机械机床毕业设计187四轴头多工位同步钻床设计一、设计目标:本毕业设计的设计目标是设计一台能够实现四轴头多工位同步钻孔的机床。
该机床能够实现多个工位之间的同步运动,并在同一工件上进行钻孔加工,提高加工效率。
二、设计内容:1.结构设计:根据钻孔加工的要求,设计一台具有四个工位的机床。
每个工位都装有一个钻头,通过四个独立的主轴来实现钻头的运动。
设计合理的结构,使得每个工位的钻头可以同步进行钻孔操作。
2.控制系统设计:设计一个控制系统,实现对四个主轴的同步控制。
该控制系统应具备高精度的位置控制和运动控制能力,能实时监测工件位置和主轴运动状态,实现对工件加工过程的精确控制。
3.传动系统设计:设计合理的传动系统,使得四个主轴能够实现同步运动。
选择适当的传动方式和传动比,确保每个主轴在运动过程中具有相同的速度和加速度。
4.安全设计:设计合理的安全装置,保障操作人员的人身安全。
在机床运行时,通过传感器和控制系统实时监测机床的运行状态,一旦发现异常情况,及时停机并发出警报。
5.选材和加工:根据机床设计的要求,选取适当的材料和加工工艺。
确保机床具备足够的刚性和稳定性,能够在高速运动中保持精确的位置控制。
三、设计步骤:1.确定设计要求和目标,明确功能需求。
2.进行结构设计,确定机床的整体布局和各部件之间的关系。
3.设计传动系统,选择适当的传动方式,并进行传动比计算。
4.设计控制系统,包括位置控制和运动控制。
5.考虑安全设计,选择合适的安全装置,并与控制系统进行集成。
6.选取合适的材料和加工工艺,进行零部件的设计和制造。
7.进行机床的组装和调试,确保机床能够实现设计要求。
8.进行试运行和测试,对机床进行性能评估和优化。
四、设计结果:通过以上设计步骤,设计出一台能够实现四轴头多工位同步钻孔的机床。
该机床具备高精度的位置控制和运动控制能力,能够实现多个工位之间的同步运动,并在同一工件上进行钻孔加工,提高加工效率。
同时,该机床还具备安全设计,保障操作人员的安全。
(四工位)多工位变速钻床设计

(四⼯位)多⼯位变速钻床设计优秀本科毕业设计(论⽂)第1章绪论1.1 机床的发展与现状⾦属切削机床是⼈类在改造⾃然的长期⽣产实践中,不断改进⽣产⼯具的基础上产⽣和发展起来的。
最原始的机床是依靠双⼿的往复运动,在⼯件上钻孔。
随着加⼯对象材料的变化和社会的进步,机床的种类也随着增加,功能也越来越多。
近年来,由于新技术的发展并在机床领域得到应⽤,使机床的发展更加迅猛。
多样化、精密化、⾼效化、⾃动化是这⼀时代机床发展的基本特征。
也就是说,机床的发展紧密迎合社会⽣产的多种多样和越来越⾼的要求。
我国的机床⼯业是在新中国成⽴后建⽴起来的。
50多年来,我国的机床⼯业获得了⾼速发展。
⽬前我国已经形成了布局⽐较合理、⽐较完善的机床⼯业体系。
机床的性能也在逐渐提⾼,有些机床的性能已经接近世界先进⽔平。
但与世界⽔平相⽐,还是有较⼤的差距。
因此,要想缩短与先进国家的差距,我们必须开发设计出我国⾃⼰的⾼性能机床。
现代⾦属切削机床的主要发展趋势是:提⾼机床的加⼯效率,提⾼机床的⾃动化程度以及进⼀步提⾼机床的加⼯精度和减⼩表⾯粗糙度值。
现代⾦属切削机床的主要发展趋势是:提⾼机床的加⼯效率,提⾼机床的⾃动化程度以及进⼀步提⾼机床的加⼯精度和减⼩表⾯粗糙度值。
1.2 机床的⽤途及分类钻床是孔加⼯⽤机床,主要⽤来加⼯外形较复杂,没有对称回转轴线的⼯件上的孔。
在钻床上加⼯时,⼯件不动,⼑具作回转主运动,同时沿轴向移动,完成进给运动。
钻床可完成钻孔、扩孔、铰孔等⼯作。
钻床可分为:⽴式钻床、卧式钻床、台式钻床、摇臂钻床,深孔钻床及其它钻床等。
本次设计的四⼯位专⽤钻孔机床是卧式钻床,四⼯位专⽤机床是在四个⼯位上分别完成相应的装卸⼯件、钻孔、扩孔、铰孔⼯作,如图1.1所⽰。
它的执⾏机构有两个:⼀是装有四⼯位⼯件的回转⼯作台,⼆是装有专⽤电动机的带动的三把⼑具的主轴箱。
主轴箱每向左移动送进⼀次,在四个⼯位上分别完成相应的装卸⼯件、钻孔、扩孔、铰孔⼯作。
数控多工位钻床设计

数控多工位钻床设计随着社会的进步和科技的快速发展,数控技术在工业领域的应用越来越广泛,为现代工业生产提供了更为灵活、高效的制造方式。
数控多工位钻床是一种高精度、高效率的机床,可以在同一设备上完成多种钻孔操作,具有极高的适应性和生产效率。
以下是对数控多工位钻床设计的一些分析和讨论。
一、数控多工位钻床的基本结构和特点数控多工位钻床是由钻头、钻头夹持器、主轴箱、工作台、数控系统和夹具组成的。
它的主要特点是可以同时进行多个钻孔操作,不需要频繁地更换机床或更换工具,在一次装夹过程中就可以完成多种加工任务。
它可以钻直孔、斜孔、倒角孔等,具有高度的灵活性和准确性。
二、数控多工位钻床的技术要求和应用领域数控多工位钻床在设计过程中需要考虑以下几个方面的技术要求:1. 数控系统的性能要求:需要保证数控系统的控制精度和稳定性,以及灵活的编程和操作方式。
2. 钻头的选择和设计:需要根据不同加工需求选择合适的钻头,并根据实际情况设计好钻头夹持器。
3. 主轴箱的设计:需要保证主轴的稳定性和精度,并能够满足多种不同加工工艺要求。
4. 工作台的设计:需要承载工件并与主轴箱配合,具有一定的调整和稳定功能。
数控多工位钻床广泛应用于各种工件钻孔加工,包括电子元器件、机械零部件、汽车零配件、航空航天零部件等行业。
三、数控多工位钻床的设计原则和方法1. 结构设计上需要保证钻头和夹具的刚度和稳定性,避免振动和误差。
2. 需要根据加工工件的几何形状、加工要求和具体加工工艺选择合适的钻头和工艺参数,避免过度切削或切削不足。
3. 需要考虑不同工件的夹紧方式和夹紧力度,确保工件能够准确地固定在工作台上,避免工件移位或变形。
4. 在数控系统的编程和操作过程中需要考虑到加工精度和效率之间的平衡,尽量避免加工优化过程中的误差和浪费。
四、数控多工位钻床的优点和不足数控多工位钻床具有以下的优点:1. 生产效率高,可以完成多种不同钻孔操作。
2. 精度高,可以保证加工的精度和准确性。
四工位钻床课程设计
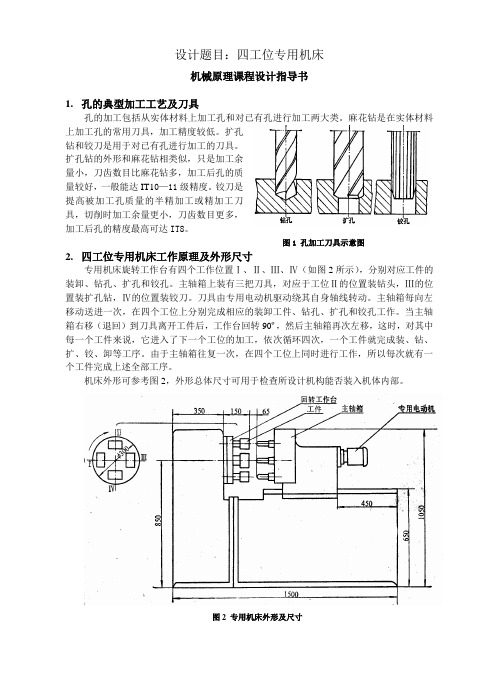
设计题目:四工位专用机床机械原理课程设计指导书1.孔的典型加工工艺及刀具孔的加工包括从实体材料上加工孔和对已有孔进行加工两大类。
麻花钻是在实体材料上加工孔的常用刀具,加工精度较低。
扩孔钻和铰刀是用于对已有孔进行加工的刀具。
扩孔钻的外形和麻花钻相类似,只是加工余量小,刀齿数目比麻花钻多,加工后孔的质量较好,一般能达IT10—11级精度。
铰刀是提高被加工孔质量的半精加工或精加工刀具,切削时加工余量更小,刀齿数目更多,加工后孔的精度最高可达IT8。
图1 孔加工刀具示意图2.四工位专用机床工作原理及外形尺寸专用机床旋转工作台有四个工作位置Ⅰ、Ⅱ、Ⅲ、Ⅳ(如图2所示),分别对应工件的装卸、钻孔、扩孔和铰孔。
主轴箱上装有三把刀具,对应于工位Ⅱ的位置装钻头,Ⅲ的位置装扩孔钻,Ⅳ的位置装铰刀。
刀具由专用电动机驱动绕其自身轴线转动。
主轴箱每向左移动送进一次,在四个工位上分别完成相应的装卸工件、钻孔、扩孔和铰孔工作。
当主轴箱右移(退回)到刀具离开工件后,工作台回转90º,然后主轴箱再次左移,这时,对其中每一个工件来说,它进入了下一个工位的加工,依次循环四次,一个工件就完成装、钻、扩、铰、卸等工序。
由于主轴箱往复一次,在四个工位上同时进行工作,所以每次就有一个工件完成上述全部工序。
机床外形可参考图2,外形总体尺寸可用于检查所设计机构能否装入机体内部。
图2 专用机床外形及尺寸3.设计步骤1)执行机构的选型根据专用机床的功能要求,回转工作台做单向间歇运动,主轴箱做往复直线运动。
实现工作台单向间歇运动的机构有棘轮机构、槽轮机构、凸轮机构、不完全齿轮机构等,实现主轴箱往复直线运动的机构有连杆机构和凸轮机构等。
上述机构的结构、工作原理及特点见参考材料1、2。
机构选型应遵循以下原则。
表1 选用执行机构的原则与方法2)机械运动方案的评价对上述两执行机构,做其形态学矩阵,可得到为数众多的方案。
机械运动方案的拟定,最终要求通过分析比较提供最佳方案。
四轴数控机床的设计原理

四轴数控机床的设计原理四轴数控机床是一种先进的机械设备,广泛应用于零件加工和制造领域。
其设计原理主要包括数控系统、机床结构、伺服系统和动力系统。
数控系统是四轴数控机床的核心,通过数控系统可以实现对机床运动轨迹的控制和加工工艺的设定。
数控系统通常由控制器、操作面板和监测装置组成。
控制器是数控机床的大脑,负责计算机程序的执行和轴控制。
操作面板提供了人机界面,用于输入指令和调整参数。
监测装置可以实时监测机床的状态和加工过程,以保证加工质量。
数控系统的工作原理是将加工工艺参数输入控制器,在控制器的指导下,通过伺服系统驱动各个轴的运动,实现对工件的加工。
机床结构是四轴数控机床的重要组成部分,它决定了机床的精度和稳定性。
四轴数控机床通常采用桁架结构或箱型结构。
桁架结构由桥式组成,具有刚性好、承载能力强等优点;而箱型结构则具有重量轻、结构简单的优点。
机床结构的设计原则是在满足刚性和稳定性的前提下,尽量减少结构的重量,提高机床的加工速度和效率。
此外,机床结构还需要考虑工件的固定和夹紧方式,以确保工件的稳定加工。
伺服系统是四轴数控机床的运动控制系统,用于控制机床各个轴的运动。
伺服系统由伺服电机、传动装置和反馈装置组成。
伺服电机通过传动装置将电能转化为机械能,驱动机床各个轴的运动。
反馈装置用于监测轴的运动状态,并将反馈信号发送给控制器,实现对轴运动的闭环控制。
伺服系统的设计原理是在保证运动精度和稳定性的前提下,提高机床的加工速度和定位精度。
为了实现更高的运动精度,伺服系统通常采用直线电机和线性导轨来代替传统的伺服电机和球螺杆传动装置。
动力系统是四轴数控机床的能量供给系统,用于提供机床所需的动力和能量。
动力系统通常由主轴驱动装置、进给驱动装置和辅助设备组成。
主轴驱动装置用于提供主轴的转速和扭矩,以实现工件的转动和切削加工。
进给驱动装置用于控制机床各个轴的进给速度和进给力,以实现工件的相对移动和形状加工。
辅助设备包括液压系统、冷却系统等,用于提供辅助功能和保障机床的安全运行。
【技术】数控技术毕业设计题目
【关键字】技术数控技术毕业设计题目篇一:数控专业毕业论文参考题目数控专业毕业论文参考题目1. 实验室用简易滚动轴承试验装置的原理与初步的结构设计2. 滚动轴承振动数据分析的基本原理及其应用3. 光栅传感器的基本原理及模拟实验课件制作(本文来自:小草范文网:数控技术毕业设计题目) 4. 光纤位移(Y型)传感器的基本原理及模拟实验课件的制作5. 金属机加工表面粗糙度的影响因素6. 人为差错类型及机械产品的放错设计7、先进制造技术应用分析8、金属腐蚀与防护研究9、液压泵毛病机理分析10、Q2-8型汽车起重机液压系统分析11、液压系统毛病及诊断12、气压传动系统应用与分析13、数控机床常见毛病分析与排除14、设备无损检测方法探讨15、机电产品绿色设计与绿色制造研究16、润滑技术在机械设备的应用17、基于Pro/E的锥齿轮参数化建模及加工仿真18、普通锥齿轮差速器行星齿轮的力学分析19、蜗杆传动的可靠性设计20、基于MATLAB的圆柱齿轮减速器优化设计21、基于Pro/ENGINEER圆柱齿轮减速器实体造型设计研究22、阿基米德螺旋线凸轮零件的数控加工研究23、基于ANSYS的螺旋齿轮应力分析与比较24、斜齿圆锥齿轮与直齿圆锥齿轮应力分析研究25、基于ANSYS的高速轴应力分析26、一级锥齿轮减速器的设计27、特殊形状工件单面喷丸处理专用夹具设计28、特殊形状工件双面喷丸处理专用夹具设计29、具有榫槽类结构的专用工件喷丸处理专用夹具设计30、利用立铣床进行滚压处理时专用转接部件的设计31、实验室用多屏幕操作控制专用工作台设计32、多试件成组装夹专用夹具设计33、工业用桶装油漆搅拌器设计34、三自由度训练器设计35、纸卷商标包装机方案论证;36、纸卷商标包装机传动系统设计37、轴类零件工艺分析与数控加工仿真38、数控机床主轴结构设计39、直齿圆柱齿轮减速器虚拟装配设计40、汽车发动机曲轴结构设计41、平面连杆机构在实践中的应用研究42、车用千斤顶结构设计43、二级减速器传动系统设计与数字化建模44、三坐标测量机虚拟装配设计45螺旋千斤顶的设计46、汽车连杆加工工艺分析47、基于MATLAB的四连杆机构运动仿真48、手机外壳塑料模具设计49、自车飞轮模具设计50、基于Pro/E的机床夹具虚拟设计探讨51、外圆表面加工方法研究52、机床夹具设计53.齿轮系统的有限元分析54. 难加工材料的加工研究55.矿用液压支架电液控制系统设计56.简易立车自动回转刀架的设计57.管内爬行机器人驱动机构设计58.新型少齿差行星齿轮减速机设计59.液压电梯闭式回路电液控制系统设计60.反铲液压挖掘机工作机构设计计算C40数控车床电动尾座设计62.带式运输机传动装置设计63.气压传动两维机械手设计64.气流粉碎机的设计65、数控回转工作台设计66、平面凸轮数控铣工艺分析及程序编制67、典型型腔零件的数控编程加工工艺68、铣边机组合机床设计69、铣削组合机床及其主轴组件设计70、组合镗床设计71、配合零件加工工艺及程序编制72、孔系加工立式组合加工机床设计73、三面铣组合机床液压系统和控制系统设计74、CK6132数控车床总体及进给驱动部件设计75、CA6140普通车床床头1轴轴承座夹具设计76、SSCK20A数控车床主轴及主轴箱的数控加工及数控编程77、数控铣床零件加工游戏手柄设计78、基于Pro/E的蒸汽电熨斗的建模设计79、平面凸轮数控铣工艺分析及程序编制80、花键轴机械加工工艺规程设计81、二维奥迪车标设计82.机床导轨修复方法研究83.球面加工方法研究84.先进制造技术发展趋势探讨85.卡规数显磨床在线测量分析86、数控车削加工工艺及加工程序编制87、调头加工轴数控加工工艺设计88、经济型数控车床控制系统的设计89、箱体零件的数控加工90、数控生产现场管理方法探讨91、嵌入式开放型数控系统设计92、铝壳体压铸模具设计93、数控铣削加工工艺规程设计94、数控车床系统XY工作台与控制系统设计篇二:数控技术毕业设计论文题目集合毕业论文、毕设计选择题目机床结构及操作研究机床毛病的修理及改造CA6140型车床主运动机械传动系统的结构设计普通车床数控改造设计套筒加工工艺及夹具设计数控机床加工精度异常毛病诊断分析经济型数控螺杆铣床的改制汽车盖板冲裁模设计箱体零件生产过程减速器中齿轮轴的数控加工数控车零件工艺设计及程序编制支撑筒的冲压成型工艺及模具设计垫片多工位级进模设计基于普通机床的后托架及夹具设计开发通孔压铆螺母柱凸轮的地位及其性能的讨论数控车床的编程技巧数控铣床的编程技巧加工中心的编程技巧普通车床的结构及传动分析普通铣床的结构及传动分析磨机的传动装置设计球磨机的主减速机设计X62W万能铣床电气控制系统的毛病诊断Z32摇臂钻床大修计划及典型零件修复工艺气动与PLC实验装置的设计声光显示智力竞赛抢答器C615型车床仿型加工装置的设计C620车床仿型加工装置的设计C620车床电气控制系统的毛病诊断CA6140车床电气控制系统的毛病诊断Z32摇臂钻床电气控制系统的毛病诊断直流电机控制系统M7130磨床砂轮夹具设计15T冲床设计Φ300物料输送机单级齿轮减速器设计带式输送机的单级减速箱设计PLC控制技术改造摇臂钻床电气控制系统PLC控制技术改造卧式双面扩孔组合机床电气控制系统离心机变频调速系统的设计交通信号灯PLC控制系统设计黑板自动升降装置的设计CK6150车床大修计划及典型零件修复工艺数控加工工艺课程设计(轴类零件的加工)攻丝组合机床设计钻孔组合机床设计CA6140车床后拖架零件加工工艺及铣底面专用夹具设计CA6140普通车床的数控技术改造(机械部分)CA6140普通车床床头1轴轴承座夹具设计CE7132仿形车床的PLC改造WH212减速机壳体加工工艺及夹具设计数控车床系统XY工作台与控制系统设计手机外壳的数控铣削加工拨叉C加工工艺及夹具设计设计“CA6140车床拨叉”零件的机械加工工艺及工艺设备CA6140车床后托架加工工艺设计C6140拨叉零件的机械加工工艺规程及夹具设计减速器箱体零件的加工工艺和工装夹具普通车床数控研究及改造设计CA6140车床主运动机械变速传动系统的结构设计数控车床加工工艺CA6140车床后托架加工工艺及夹具设计实验用减速器的设计数控车床主传动机构设计中型四柱式液压机及液压系统设计双铰接剪叉式液压升降台的设计尾座体加工工艺及夹具设计端盖冲压工艺及模具设计CA6140车床后托架加工工艺及夹具设计数控车零件工艺设计及程序编制CA6140卧式车床上的法兰盘根据自己的实习岗位设计加工工艺及工装夹具或进行技术革新篇三:数控专业毕业论文题目总汇1、机加类(1)连杆零件的机械加工工艺规程和专用夹具设计(2)液压泵盖机械加工工艺规程和加工外圆夹具设计(3)液压缸的结构及机械加工工艺分析(4)浅析滚动轴承的加工工艺(5)传动轴的加工工艺及夹具设计(6)曲轴润滑油孔加工机床的设计(7)叶型加工工装设计(8)壳体零件机械加工工艺及工艺装备设计(9)轴类零件加工工艺及夹具设计(10)活塞工艺夹具设计(11)凸轮轴零件工艺规程设计(12)某专用机械传动系统设计(13)某农产品加工机器设计(14)某轻工产品加工机器设计(15)典型机床维修技术(16)典型冲压模具设计(17)单面焊双面成形质量差的原因及防止措施(18)箱形梁焊接变形问题的防止(19)箱体类零件三维造型及数控加工程序设计(20)组合夹具设计如果需要交流请联系扣扣:88 你懂得2、机械设计类(1)活塞的机械加工工艺,典型夹具及其CAD设计(2)过桥齿轮轴机械加工工艺规程(3)CA6140车床后托架加工工艺及夹具设计31001-后托架(4)WHX112减速机壳加工工艺及夹具设计(5)WH212减速机壳体加工工艺及夹具设计(6)CA6140拔叉零件的加工工艺及夹具的设计(7)变速器换档叉的工艺过程及装备设计(8)差速器壳体工艺及镗工装设计(9)29323联轴器的加工(10)连杆孔加工工艺与夹具设计(11)连杆体的机械加工工艺规程的编制(12)溜板工艺及其挂架式双引导镗床夹具(13)一级圆柱齿轮减速器(14)二级圆柱齿轮减速器(15)环面蜗轮蜗杆减速器(16)自动洗衣机行星齿轮减速器的设计(17)带式输送机传动装置设计(18)轧钢机减速器的设计(19)无轴承电机的结构设计(20)AWC机架现场扩孔机设计(21)普通钻床改造为多轴钻床(22)钻床的自动化改造及进给系统设计(23)铣床夹具设计(24)粗镗活塞销孔专用机床及夹具设计(25)车床改装成车削平面体的专用机床设计(26)去毛刺专用机床电气系统控制设计(plc)(27)轴向柱塞泵设计(28)四轴头多工位同步钻床设计(29)钻孔组合机床设计(30)攻丝组合机床设计及夹具设计(31)全液压升降机设计(32)万能外圆磨床液压传动系统设计(33)双铰接剪叉式液压升降台的设计(34)Φ1200熟料圆锥式破碎机(35)掩护式液压支架(36)多用途气动机器人结构设计(37)液压上料机械手(38)液压卷花机的设计(39)弧齿圆锥齿轮结构设计(40)旋转门的设计3、数控类(1)复杂零件加工工艺设计及数控编制(2)新型数控车床的主传动系统的设计及控制(3)新型数控车床的进给传动系统的设计及控制(4)新型数控车床电气控制设计(5)数控车床毛病诊断及排除的研究与应用(6)电火花线切割在模具产品加工中的实际应用(7)数控车床刀架装置的设计(8)数控机床机械传动装置的设计(9)基于数控机床的PLC技术的研究(10)单片机在数控机床上的应用与研究(11)某一副典型冲压模具数控加工工艺(12)某一副典型塑料模具数控加工工艺(13)某一个汽车零件数控加工工艺(14)数控车床某一种毛病分析与维修维护技术(15)数控铣床某一种毛病分析与维修维护技术(16)加工中心某一种毛病分析与维修维护技术(17)多种数控加工技术的综合应用经验(18)数控加工工艺与传统工艺的结合研究(19)普通机床(车床、铣床、刨床等)机械结构的数控化改造(20)普通机床(车床、铣床、刨床等)电器控制系统的数控化改造4、材料类(1)大型铜合金铸件的表面质量研究(2)复合材料研究及其应用(3)复合材料的摩擦磨损性能研究(4)高强高导电Cu-Cr-Zr合金的组织与性能研究(5)Cu-Cr-Zr合金热处理工艺研究(6)模具铜合金材料热处理工艺的研究(7)塑料模具材料的研制与应用(8)模具铜合金材料摩擦磨损特性的研究(9)机械材料切削加工性能的研究(10)复合材料的切削加工表面结构与表面粗糙度研究(11)切削刀具对复合材料切削表面粗糙度影响的研究(12)热处理对复合材料疲劳性能的影响研究(13)复合材料的切削加工质量研究(14)复合材料研究的现状及分析(15)机械材料防腐能力的研究(16)机械材料热导率的研究(17)环保型易切削黄铜的研究(18)合金刀具切削性能的研究(19)切削加工过程的仿真方法研究进展(20)镁合金材料的应用及加工技术的发展5、PLC(1)PLC控制的抢答器设计(2)基于PLC十字路口信号灯控制系统设计(3)自动药片装瓶机PLC控制(4)PL控制的自动存包柜设计此文档是由网络收集并进行重新排版整理.word可编辑版本!。
四轴头多工位同步钻床设计修改打印

第1章机床的地位及其发展简史1.1 机床在国民经济的地位及其发展简史现代社会中,人们为了高效、经济地生产各种高质量产品,日益广泛的使用各种机器、仪器和工具等技术设备与装备。
为制造这些技术设备与装备,又必须具备各种加工金属零件的设备,诸如铸造、锻造、焊接、冲压和切削加工设备等。
由于机械零件的形状精度、尺寸精度和表面粗糙度,目前主要靠切削加工的方法来达到,特别是形状复杂、精度要求高和表面粗糙度要求小的零件,往往需要在机床上经过几道甚至几十道切削加工工艺才能完成。
因此,机床是现代机械制造业中最重要的加工设备。
如果没有机床的发展,如果不具备今天这样品种繁多、结构完善和性能精良的各种机床,现代社会目前所达到的高度物质文明将是不可想象的。
机床是人类在长期生产实践中,不断改进生产工具的基础上生产的,至19世纪末,车床、钻床、镗床、刨床、拉床、铣床、磨床、齿轮加工机床等基本类型的机床已先后形成。
上世纪初以来,由于高速钢和硬质合金等新型刀具材料相继出现,刀具切削性能不断提高,促使机床沿着提高主轴转速、加大驱动功率和增强结构刚度的方向发展。
与此同时,由于电动机、齿轮、轴承、电气和液压等技术有了很大的发展,使机床的转动、结构和控制等方面也得到相应的改进,加工精度和生产率显著提高。
此外,为了满足机械制造业日益广阔的各种使用要求,机床品种的发展也与日俱增。
1.2 组合机床的国内、外现状世界上第一台组合机床于1908年在美国问世,30年代后组合机床在世界各国得到迅速发展。
至今,它已成为现代制造工程(尤其是箱体零件加工)的关键设备之一。
现代制造工程从各个角度对组合机床提出了愈来愈高的要求,而组合机床也在不断吸取新技术成果而完善和发展。
[1]]2[1.2.1 国内组合机床现状我国加入WTO以后,制造业所面临的机遇与挑战并存、组合机床行业企业适时调整战略,采取了积极的应对策略,出现了产、销两旺的良好势头,截至2005年4月份,组合机床行业企业仅组合机床一项,据不完全统计产量已达1000余台,产值达3.9个亿以上,较2004年同比增长了10%以上,可见行业企业运营状况良好。
钻同一圆周上4个孔组合机床设计说明书
江苏大学京江学院毕业设计(设计)说明书设计(论文)题目曲轴箱体前端面8×M8孔钻孔专用机床设计(加工部位在a视图)进行日期2011年03月14日至2011年06月10日学生姓名:专业班级:机械设计制造及其自动化J机械0702指导教师:系主任:前言摘要 (Ⅰ)Abstract (Ⅱ)1 绪论 (1)1.1 机床在国民经济的地位及其发展简史 (1)1.2 组合机床的国内、外现状 (3)1.2.1 国内组合机床现状 (3)1.2.2 国外组合机床现状 (4)1.3 机床设计的目的、内容、要求 (6)1.3.1设计的目的 (6)1.3.2 设计内容 (6)1.3.3 设计要求 (6)1.4 机床的设计步骤 (7)1.4.1调查研究 (7)1.4.2 拟定方案 (7)1.4.3 工作图设计 (7)2 零件分析 (8)2.1 零件的结构特点及其技术要求 (8)2.1.1 零件结构特点 (8)2.1.2 技术要求 (8)2.2. 零件的生产批量及其机床的使用 (9)2.2.1 零件的生产批量 (9)2.2.2 机床的使用条件 (9)2.3 零件工艺方案 (9)1.3.1 生产工艺方案 (9)3 组合机床的总体设计 (10)3.1 组合机床方案的制定 (10)3.1.1制定工艺方案 (10)3.1.2 确定组合机床的配置形式和结构方案。
(11)3.2 确定切削用量及选择刀具 (12)3.2.1 确定工序间余量 (12)3.2.2 选择切削用量 (13)3.2.3 确定切削力、切削扭矩、切削功率 (13)3.2.4 选择刀具结构 (14)3.3钻孔组合机床总设计“三图一卡”的编制 (14)3.3.1 被加工零件工序图 (15)3.3.2 加工示意图 (17)3.3.3 机床联系尺寸图 (21)3.3.4 生产率计算卡 (24)3.4 多轴箱的设计 (26)3.4.1 绘制多轴箱设计原始依据图 (26)3.4.2 齿轮模数选择 (27)3.4.3 多轴箱的传动设计 (27)3.4.4 绘制传动系统图 (30)3.4.5 传动零件的校核 (31)2.5 确定机械重块平衡机构 (35)4 夹具设计 (37)3.1 机床夹具的概述 (37)3.1.1机床夹具的组成 (37)3.1.2机床夹具的类型 (37)3.2夹紧方案和夹紧元件的设计 (38)3.3夹具的性能及优点 (38)3.4夹具体的设计 (38)3.5夹具精度分析计算 (39)3.6 夹具操作的简要说明 (40)5 结论 (41)参考文献 (42)致谢 (43)前言组合机床是以通用部件为基础,配以少量专用部件,对一种或若干中工件按预先确定的工序进行加工的机床。
多工位钻—攻组合机床设计

多工位钻—攻组合机床设计序言在工业高速发展的现代化浪潮中,各种机械设计和制造业中,组合机床的应用越来越广泛,越来越转化为生产力,从这个意义上讲,对组合机床的研究具有重要的现实意义。
组合机床是根据工件加工需要,以通用部件为基础,配以少量专用部件组成的一种高效专用机床。
组合机床是按系列化标准化设计的通用部件和按被加工零件的形状及加工工艺要求设计的专用部件组成的专用机床。
组合机床兼有低成本和高效率的优点,在大批、大量生产中得到了广泛的应用,并可用以组成自动生产线。
总体方案的设计主要包括制定工艺方案(确定零件在组合机床上完成工艺内容及加工方法,选择定位基准和夹紧部位,决定工步和刀具种类及其结构形式,选择切削用量等)、确定机床配置形式、制订影响机床总体布局和技术性能的主要部件的结构方案。
总体方案的拟定是设计组合机床最关键的一步。
方案制定得正确与否,将直接影响机床能否达到合同要求,保证加工精度和生产率,并且结构简单、成本较低和使用方便。
对于同一加工内容,有各种不同的工艺方案和机床配置方案,在最后决定采用哪种方案时,必须对各种可行的方案作全面分析比较,根据工件的加工要求和特点,按一定的原则、结合组合机床常用工艺方法、充分考虑各种影响因素,并经技术经济分析后拟订出先进、合理、经济、可靠的工艺方案。
在组合机床诸多零件中,多轴箱和夹具与组合机床密切相关,是组合机床的重要组成部件。
它是选用通用零件"按专用要求设计的,所以是组合机床设计过程中工作量较大的零部件,就多轴箱设计来说,工作量主要集中在传动系统的设计上,轴的设计必须保证各轴的转速、旋向、强度和刚度,而且应当考虑有无让刀,有无调位机构等。
因此,本课题基于使设计出的机床结构简单、使用方便、效率高、质量好提出的要求,着重选择最佳的工艺方案,合适地确定机床工序集中程度,合理地选择组合机床的通用部件,恰当的组合机床的配置型式,合理地选择切削用量,以及设计高效率的夹具、刀具、主轴箱和液压系统就是本次设计主要内容。
数控四轴钻铣机床系统设计与工作原理概述(doc 71页)

数控四轴钻铣机床系统设计与工作原理概述(doc 71页)摘要PCB数控四轴钻铣床是一种机电一体化的产品,是专用于PCB加工的四轴三联动数控机床。
本机床采用先进的直线滚动轨迹、高精度滚珠丝杆和交流伺服电机;涉及微电子、计算机、自动控制、精密机械、图像处理等多种技术,综合性强,知识、技术、资金密度高,适用于高精度PCB的成形加工。
本文对PCB机床的整机系统结构、伺服进给机构、工作装置、机电匹配进行了讨论和分析,特别是对整机系统结构和伺服进给机构进行了详细的设计,主要包括机床动力参数、整机的结构布置、伺服系统的选择以及滚珠丝杆、滚动导轨、联轴器、滚动轴承、交流伺服电机、高速电主轴等关键零部件的选择和设计。
关键词:数控机床,印刷电路板,伺服系统,机电匹配Abstract:The PCB number controls four stalks to drill the product that the miller is a kind of machine electricity integral whole to turn, is four stalks that the appropriation processes at the PCB three allied move a number to control tool machine.The track, high accuracy of straightly roll over of the this tool machine adoption forerunner rolls bead silk a pole and communicate servo electrical engineering;Involve a micro-electronics, calculator, automatic control, the precise machine, picture processing...etc. be various techniques and synthesize sex strong, knowledge, technique, funds density Gao, be applicable to take shape of high accuracy PCB to process.This text to the whole machine system structure of the PCB tool machine, servo enter to equip to the organization, work, the machine electricity matched to carry on discussion and analyze, especially to the whole machine system structure and servo entered to carry on a detailed design for organization, mainly include the structure decoration, servo system of tool machine motive parameter, the whole machine of choice and roll a bead silk pole, roll over to lead a track, unite a stalk machine, roll over bearings and communicate servo electrical engineering, high speed electricity principal axis etc. key the choice and design of zero partses.Keyword: The number controls tool machine, PC board, servo system, the machine electricity match绪论本毕业设计课题就是关于PCB四轴数控加工机床的设计,机械加工前沿先进技术在PCB行业取得了广泛应用。
机械制造毕业设计题目

机械制造毕业设计题目机械专业毕业设计题目「汇总」以下是关于机械设计制造及其自动机专业毕业设计题目大全。
希望能够帮到大家!基于数控专业毕业设计1.C616型普通车床改为经济型数控机床.2.CA6140型车床的经济型数控改造设计(横向)3.CA6140经济型数控车床纵向进给系统设计及进给系统的润滑设计3.c6150普通机床的自动化改造4.C620普通车床进行数控改造5.CA6150车床横向进给改造的设计6.CA6150车床主轴箱设计7.CJK6256B简易数控车床的的设计8.XKA5032AC数控立式升降台铣床自动换刀装置(刀库式)设计9.数控铣高级工零件工艺设计及程序编制10.共轭凸轮的设计制造(CADCAM)及工艺11.行星架的数控加工与选用12.空压机吸气阀盖头加工工艺编程及夹具13.300X400数控激光切割机设计14.数控机床位置精度的检测及补偿15.数控机床位置精度及标准16.数控铣床工作台仿真实验系统的开发(零件的加工工艺及夹具设计课题17-42)17.杠杆工艺和工装设计18.活塞的机械加工工艺,典型夹具及其CAD设计19.过桥齿轮轴机械加工工艺规程20.FA311A一三排罗拉支架加工工艺设计。
21.CA6140车床后托架加工工艺及夹具设计31001-后托架22.WHX112减速机壳加工工艺及夹具设计23.WH212减速机壳体加工工艺及夹具设计24.CA6140拔叉零件的加工工艺及夹具的设计25.拖拉机拔叉零件的加工工艺及夹具的设计26.拨叉80-08的加工工艺及夹具设计27.拨叉(12-07-05)加工工艺及夹具设计28.CA6140拨叉81002-8100529.变速器换档叉的工艺过程及装备设计30.差速器壳体工艺及镗工装设计31.T350搅拌机工艺工装设计32.29323联轴器的加工33.后钢板弹簧吊耳加工工艺及夹具设计34.连杆孔加工工艺与夹具设计35.连杆体的机械加工工艺规程的编制36.锡林右轴承座组件工艺及夹具设计37.内齿圈成组数控加工工艺及其钻床夹具设计38.基于Mastercam的收音机上壳的模具设计与加工39.溜板工艺极其挂架式双引导镗床夹具40.3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计41.挂轮架轴工艺过程及工装设计42.道奇T110总泵缸加工机械机电设计类及PLC控制类课题43-12043.A272F系列高速并条机车头箱设计44.A272F系列高速并条机车尾箱设计。
四工位专用机床设计说明书

四工位专用机床设计说明书1、功能原理和设计要求1.1、工作原理四工位专用机床是在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作。
:一是装有四工位工件的回转转动;二是装有专用电动机带动三把专用的主轴箱的刀具转动和移动。
通过对设计任务的了解,可以看出,四工位专用机床的加工部分可以分为如下几个工艺动作:1)安装工作台的间歇转动。
2)安装刀具的主轴箱应按要求进行静止、快进、进给、快退的工艺动作。
3)刀具转动。
画出四工位专用机床的动作要求图。
其中4位置为装卸位置,1位置为钻孔位置,2位置为扩孔位置,3位置为绞孔位置。
如表1所示跟据工艺动作推出其工作循环为:图1四工位专用机床动作要求图表1 四工位专用机床功能图该专用要求机床要求三个动作的协调运行,即刀架进给、卡盘旋转和卡盘的定位。
要确保在刀具与工件接触时卡盘固定不动,刀具退出工件到下次工作前完成卡盘旋转动作。
几个动作必须协调一致,并按照一定规律运动。
四工位专用机床工作台间歇转动主轴箱进、退刀动作 (快进、匀速进给、快退)刀具转动1.2、设计要求专用机床外形及其尺寸如图4所示。
工作台有Ⅰ、Ⅱ、Ⅲ、Ⅳ四个工作位置,工位I是装卸工件,工位Ⅱ是钻孔,工位Ⅲ是扩孔,工位Ⅳ是铰孔。
主轴箱上装有三把刀具,对应于工位Ⅱ、位置装钻头,Ⅲ位置装扩孔钻,Ⅳ位置装铰刀。
刀具由专用电动机带动绕其自身的轴线转动。
主轴箱每向左栘动送进一次,分别在四个工位上完成对应的装卸图2专用机床工件、钻孔、扩孔和铰孔工作。
当主轴箱右移快速退回到刀具离开工件后,工作台回转90度,然后主轴箱再次左移。
这时对其中每一个工件来说,它进入了下一个工位的加工。
依次循环4次,一个工件完成装、钻、扩、铰、卸等工序。
由于主轴往复一次,在四个工位上同时进行工作,所以每次就有一个工件完成上述全部工序1)刀具顶端离开工作表面65mm,快速移动送进60mm后,再匀速送进60mm (包括5mm刀具切入量、45mm工件孔深、10mm刀具切出量,如右图所示),然后快速返回。
机械毕业综合实践题目
机械毕业综合实践题目基于数控专业毕业设计1、C616型普通车床改为经济型数控机床2、CA6140型车床的经济型数控改造设计(横向)3、CA6140经济型数控车床纵向进给系统设计及进给系统的润滑设计3、c6150普通机床的自动化改造4、C620普通车床进行数控改造5、CA6150车床横向进给改造的设计6、CA6150车床主轴箱设计7、CJK6256B简易数控车床的的设计8、KA5032AC数控立式升降台铣床自动换刀装置(刀库式)设计9、数控铣高级工零件工艺设计及程序编制10、共轭凸轮的设计制造(CADCAM)及工艺11、行星架的数控加工与选用12、空压机吸气阀盖头加工工艺编程及夹具13、300400数控激光切割机设计14、数控机床位置精度的检测及补偿15、数控机床位置精度及标准16、数控铣床工作台仿真实验系统的开发(零件的加工工艺及夹具设计课题17—42)17、杠杆工艺和工装设计18、活塞的机械加工工艺,典型夹具及其CAD设计19、过桥齿轮轴机械加工工艺规程20、FA311A一三排罗拉支架加工工艺设计21、CA6140车床后托架加工工艺及夹具设计31001—后托架22、WH112减速机壳加工工艺及夹具设计23、WH212减速机壳体加工工艺及夹具设计24、CA6140拔叉零件的加工工艺及夹具的设计25、拖拉机拔叉零件的加工工艺及夹具的设计26、拨叉80—08的加工工艺及夹具设计27、拨叉(12—07—05)加工工艺及夹具设计28、CA6140拨叉81002—8100529、变速器换档叉的工艺过程及装备设计30、差速器壳体工艺及镗工装设计31、T350搅拌机工艺工装设计32、29323联轴器的加工33、后钢板弹簧吊耳加工工艺及夹具设计34、连杆孔加工工艺与夹具设计35、连杆体的机械加工工艺规程的编制36、锡林右轴承座组件工艺及夹具设计37、内齿圈成组数控加工工艺及其钻床夹具设计38、基于Matercam的收音机上壳的模具设计与加工39、溜板工艺极其挂架式双引导镗床夹具40、3L—108空气压缩机曲轴零件的机械加工工艺及夹具设计41、挂轮架轴工艺过程及工装设计42、道奇T110总泵缸加工机械机电设计类及PLC控制类课题43—12043、A272F系列高速并条机车头箱设计44、A272F系列高速并条机车尾箱设计45、一级圆柱齿轮减速器46、二级圆柱齿轮减速器二级直齿圆锥齿轮减速器47、同轴式二级圆柱齿轮减速器的设计48、环面蜗轮蜗杆减速器49、自动洗衣机行星齿轮减速器的设计50、带式输送机传动装置设计51、轧钢机减速器的设计52、Z32K型摇臂钻床变速箱的改进设计53、无轴承电机的结构设计54、AWC机架现场扩孔机设计55、普通钻床改造为多轴钻床56、钻床的自动化改造及进给系统设计57、铣床夹具设计58、粗镗活塞销孔专用机床及夹具设计59、车床改装成车削平面体的专用机床设计60、去毛刺专用机床电气系统控制设计(plc)61、轴向柱塞泵设计62、四轴头多工位同步钻床设计63、钻孔组合机床设计64、攻丝组合机床设计及夹具设计65、全液压升降机设计66、万能外圆磨床液压传动系统设计67、双铰接剪叉式液压升降台的设计68、半自动液压专用铣床液压系统的设计69、掩护式液压支架70、刮板式流量计设计71、封闭式液压阻尼器设计72、YZ90机油冷却器气密性能自动测试台的设计73、液压上料机械手74、液压卷花机的设计75、多层次金属密封蝶阀76、茶树重修剪机的开发研究77、燃油喷射装置78、药品包装机79、旋转门的设计80、钢筋弯曲机设计及其运动过程虚拟81、新KS型单级单吸离心泵的设计82、管套压装专机设计83、生产线上运输升降机的自动化设计(PLC)84、多用途气动机器人结构设计85、机油冷却器自动装备线压紧工位装备设计86、搅拌器的设计87、精密播种机88、马铃薯收获机89、马铃薯播种机90、插秧机系统设计91、ZL15型轮式装载机92、十二孔钻削组合机床93、运载机器人的设计制作94、凸轮轴加工自动线机械手95、弧齿圆锥齿轮结构设计96、给喷油泵下体零件设计组合机床97、中直缝焊接机设计98、步进梁式再加热炉设计99、立轴的工艺系统设计100、法兰盘加工的回转工作台设计101、SFY—B—2锤片粉碎机设计102、HFJ6351D型汽车工具箱盖103、CG2—150型仿型切割机104、矿车轮对拆卸机设计105、滚筒采煤机截割部的设计106、搬运机械手控制系统的设计107、多功能传动试验台的设计与CAD108、单片机控制的两坐标工作台的结构和插补程序设计109、钢珠式减振器在铣床模型机上的减振实验研究110、卧式铣床主轴悬臂梁系统振动减振问题的模拟实验研究111、FS80双出风口笼形转子选粉机112、Φ1200熟料圆锥式破碎机113、内循环式烘干机总体及卸料装置设计114、新型组合式选粉机总体及分级部分设计115、螺旋管状面筋机总体及坯片导出装置设计116、五轴激光三维化测量系统设计117、谐波齿轮机构的设计118、高剪切均质机119、高压均质机传动端的设计及运动仿真120、WE67K—5004000液压板料折弯机基于模具设计毕业设计121、PP(聚丙烯共聚物)直弯管的设计,122、离合器板精冲成形模具设计123、汽车输油管的模具设计124、台灯灯座注塑模的`设计与制造125、年产60吨均苯四酸二酐装置设计(精制部分)126、线圈架塑料模设计127、塑料拉手注塑模具设计(三维造型,P、E)128、心型台灯塑料注塑模具毕业设计129、直岗拉卡水电站电气一次及发电机继电保护设计130、注塑模具毕业设计(闹钟后盖的设计)131、旋纽模具的设计132、油封骨架冲压模具133、订书机外壳注射模设计(三维造型,P、E)134、DVD遥控器前盖塑料模设计(三维造型,P、E)136、JLY3809机立窑(总体及传动部件)设计137、Q3110滚筒式抛丸清理机的设计(总装、滚筒及传动机构设计)138、SF500100打散分级机总体及机架设计140、柴油机齿轮室盖钻镗专机总体及主轴箱设计141、700涡旋式选粉机(转子部件)设计142、700涡旋式选粉机(壳体及传动部件)设计143、基于ProE二次开发的端盖参数化模型的实现144、基于ProE的弹簧模型库二次开发145、基于ProE的齿轮模型库二次开发(模具设计类课题146—171)146、微电机转子冲片(冲压模具)147、大油壶盖注塑模具设计148、低压包注射模具设计149、调焦导向盘侧向冲孔模设计150、开关座注射模具设计151、接线端子板冲孔、落料、压弯复合模设计152、尼龙66座模具设计153、前盖注塑模设计154、绕线架注塑模设计155、刷座注塑模设计156、特殊结构注塑模具设计157、桶盖注射模设计158、微电机定子硅钢片落料、冲槽复合模设计159、下端盖切口弯曲模设计160、压簧级进自动模设计161、支架冲孔、压弯、切断连续模设计162、制动器轴端外壳落料拉深复合模设计163、轴封端盖落料,冲孔,拉深,翻边复合模设计164、模具—Φ146、6药瓶注塑模设计165、模具—冰箱调温按钮塑模设计166、模具—电机炭刷架冷冲压模具设计167、喷嘴衬卷模具168、手提式塑料篮注塑模具设计169、录音机放音键冲压模及排样优化170、塑料水杯模具的研制171、洗发水瓶盖注塑模具设计机械设计类毕业设计172、T6113镗床电气控制系统的设计173、机电一体化—连杆平行度测量仪174、设计—棒料切割机175、设计—外圆磨床设计176、长途客车乘客门及舱门设计177、乘客电梯的PLC控制178、出租车计价器系统设计179、电动自行车调速系统的设计180、金属粉末成型液压机PLC设计181、J047四层楼电梯自动控制系统的设计182、Z3013031型钻床控制系统的PLC改造183、接机平台、苗木输送系统的设计及总装图184、康复机器人的系统设计185、套类零件自动上下料机构设计186、1G—100型水旱两用旋耕机设计187、设计—工程钻机的设计188、CA6136车床手柄座工艺及夹具设计189、空气压缩机V带校核和噪声处理设计190、CA6140车床主轴箱的设计191、YDY1000螺旋压滤机原理方案及结构设计192、咖啡粉枕式包装机总体设计及计量装置设计193、空心铆钉机总体及送料系统设计194、气缸体双工位专用钻床总体及左主轴箱设计195、CA6140拨叉831004196、CA6140拨叉831005197、CA6140车床拨叉831003198、拔叉84009夹具设计与工序设计199、拨叉831002毕业设计200、螺纹套管密封试压装置设计201、53K立式数控铣床纵向进给改造设计202、C6136型经济型数控改造(横向)203、柴油机箱体组合机床设计204、CA6140普通车床的经济型数控改造设计205、数控车床电动刀架206、双面铣床组合机床207、组合机床设计模具设计类毕业设计208、变压器外壳注射模设计209、电阀罩壳落料拉深模设计211、电视机调幅盒塑料注射模设计212、电源盒注射模设计213、电子端盖注射模设计214、垫圈落料、冲孔复合模设计215、ABS塑模设计216、放大镜框塑模设计217、盖子注射模设计218、衬套注射模设计219、玻璃升降器外壳的设计220、四驱车车轮注塑模设计221、电阀罩壳落料拉深模设计222、密封内盖塑胶模具设计223、瓶盖注射模设计224、瓶塞注射模设计225、锁壳冲裁模具设计226、锁壳拉伸复合模设计227、外盖塑模设计228、万向脚轮边盖注射模设计229、洗面奶瓶盖注射模设计230、照相机支架塑模设计231、止动片冲模设计232、贮油盖注射模设计。
一种电主轴四轴联动钻床的研制方法
基 于 电 主轴 联 动技 术 的 数控 钻 床 研 制正 是 我 国
由于 高 速 列 车 制 动 片 上 具 有 四个 非 对 称 中心 ,
进 入 高速 列 车 时代 的标 志 ,而 高 速列 车 制动 摩擦 片 的专 用 数 控 钻 削设 备 目前 国 内 尚未 研 制 出炉 。通 过 四个 电 主轴 一体 化 ,使结 构 更 加 紧凑 ,从 而达 到 高 速、 高精 度 以及 高效 率 , 降低 系统 传动 误差 的 目的 。
ห้องสมุดไป่ตู้
电主轴 结构 的主要特征 是将 电机置 于机 床主轴 内 该设 备 的工 艺 优化 参 数 ,为进 一 步研 究 工 作 得 以顺 部, 直接驱 动主轴 , 实现 电机 一 主轴一体化的功能。 利开 展 提供 基 础理 论 与 应用 理 论 的技 术 支 撑 。通 过 由 于 电主 轴具 有 结 构 紧凑 以及 高转 速 、 高 精度 、 高效 对 其 关键 技 术 的深 入 研究 ,开 发具 有 我 国 自主知 识
于相 对 落后 状 态 , 同世界 先 进 水平 还 有 相 当 的差距 , 迫 切 需 要迎 头 赶 上 。高 速 电主轴 单元 技 术 是 制约 我 针对 高速 列 车制 动 装 置 的核 心 零 件制 动 片J J n - r - _ 国高 速 加工 技 术 发 展 的瓶 颈 。为 了赶 上 高 速加 工 技 过 程 中 的关 键工 艺技 术 —— 四孔 联钻 技 术 ,具 体 研 术 发 展 的潮 流 ,我 国正 在不 断加 大对 高 速加 工 关 键 究 是 四孑 L 联钻 的 电主轴 联 动钻 床 系 统 、 自动 夹 紧定
真 分析 , 从 而 为提 出一 套 钻 削 工 艺 方 案提 供 设 计 依 据 ; 同时, 根 据 具 体 的 钻 削工 艺要 求 , 设 计 一 套 专 用钻 削 机 的 电 气 控
四工位组合机床控制系统设计样本
毕业设计设计题目: 四工位组合机床控制系统设计目录一.设计规定及任务二.进度安及完毕时间三.四工位组合机床工作原理与过程分析四.程序控制方案五.PLC硬件接线图, I/O分派表, 操作面板。
六.电气原理图七.液压控制图八.有关元器件选取九.某些程序分析十.心体会参照资料三.四工位组合机床工作原理与过程分析本机床对零件进行钻孔,扩孔,攻丝等工序加工,采用回转工作台传送零件,按照工艺流程分三个工位进行加工,并安排一种装卸工位来装卸工件.当用人工将一种工件安装在夹具上,且三个加工工位动力头已加工完毕,并退回到原位后,回转工作台自动微抬.抬起到位,回转工作台吊自动转位.转位到位后,自动定位夹紧.夹紧后,即向各工位发出向前主令,各工位动力头按自己程序进行加工.与此同步回转机构自动复位,为下次转位做准备.各工位加工完毕,向系统报告完毕信号.同步各工位动力头自动退回原位,回到原位后,即向系统报告原位信号.当所有工位动力头都回到原位,装卸工位又装好了新工件时,则系统又开始进行下一种循环加工.1.回转台工作原理按下回转台工作按钮后, 电磁阀S01通电, 使得回转台微抬, 遇到行程开关SQ02, 电磁阀S01, S03通电, 回转台开始回转, 当遇到行程开关SQ03, 电磁阀S01, S03, S05通电, 使得回转台低回;离开行程开关SQ03电磁阀S01, S04, S05通电, 回转台反靠;遇到行程开关SQ04,电磁阀S02通电, 回转台夹紧;当压力继电器KP1发出信号, 电磁阀S02, S06通电, 回转台脱离;遇到行程开关SQ05, 电磁阀S02, S04, S06通电, 回转台返回;遇到行程开关SQ01, 回转液压缸返回原位等待下一次循环。
2.钻孔工作原理按下钻孔工作按钮, 电磁阀S11, S13通电, 钻孔工位快进;当遇到行程开关SQ12,电磁阀S11,接触器线圈KM3通电, 钻孔工位转为工进, 同步钻孔电动机启动;当遇到行程开关SQ13, 电磁阀S12, S13通电, 钻孔工位快退;当遇到行程开关SQ11,接触器线圈KM3断电, 钻孔电动机停止, 钻孔工位返回到了原位。
机电类毕业设计题目
机械、机电专业课题如下:1. 普通钻床改造为多轴钻床2. 中直缝焊接机设计3. 拨叉80-08的加工工艺及夹具设计4. C6150普通机床的自动化改造5. 实验室立磨及数据采集控制系统设计6. 套类零件自动上下料机构设计7. 蔬菜切丝机的设计8. 50吨汽车起重机主臂的毕业设计9. 光学三维测量机10. 普通带式输送机的设计11. C620普通车床进行数控改造12. 掩护式液压支架13. 福田汽车备胎支架设计与制造14. 轿车变速箱设计15. 发动机余热发电系统设计16. 四轴头多工位同步钻床设计17. CG2-150型仿型切割机18. 残膜回收机的搂膜齿的应力分析19. 天然气电控发动机设计20. 金属切削机床课程设计--车床主轴箱设计21. 法兰盘零件的机械加工工艺规程及工艺装备设计22. 制定后钢板弹簧吊耳的加工工艺23. 一级蜗杆减速器课程设计24. 二级展开式圆柱齿轮减速器课程设计25. 带式输送机传动装置课程设计26. 三翼自动旋转门设计27. 液位平衡控制系统实验装置设计28. 锤式破碎机的设计29. TGSS-50型水平刮板输送机30. 滚针轴承自动装配机的设计与研究31. ZMJ型自动和面机(单轴)的设计32. LS40-85型圆锥筛的设计33. 车床主轴箱课程设计34. 自动售货机的PLC系统设计35. 车床主轴箱箱体左侧8-M8螺纹攻丝机设计36. 支承套零件的专用夹具37. 螺旋蜗杆式空气压缩机38. 离心通风器39. 齿轮箱工艺及钻2-φ20孔、工装及专机设计40. T611A主轴箱主传动41. 铣削组合机床及其主轴组件设计42. 自动售货机的PLC系统设计43. 手动气阀主要零部件的造型与数控加工44. 复合化肥配料系统及减速器的设计45. 数控铣床自动装卸料气动机械手PLC控制设计46. J45-6.3型双动拉伸压力机的设计47. 凸轮轴加工自动线机械手48. 激光快速成型机传动系统设计49. T611镗床主轴箱传动设计及尾柱设计50. X-Y数控工作台机电系统设计51. 数控车床系统XY工作台与控制系统设计52. 填料箱盖工艺说明书及夹具设计53. 连接座课程设计54. 液力传动变速箱设计与仿真(离合器)55. CA6140车床的杠杆设计56. 制定后钢板弹簧吊耳的加工工艺主轴箱设计57. CK6130车削中心动力转塔刀架设计与三维制作58. PLC控制机械手设计59. 汽车变速箱上端面钻孔组合机床设计(多轴箱部分)论文60. 等臂杠杆的设计61. 四自由度的工业机器人设计(给冲压设备运送物料)62. 带位移电反馈的二级电液比例节流阀设计63. C525车床装配工艺改进设计64. 矿用固定式带式输送机的设计论文65. 经济型数控车床控制系统设计66. 汽车连杆加工工艺及夹具设计67. 数控车零件工艺设计及程序编制68. D3115柴油机机体顶面攻丝专用机床主轴箱设计69. 数控钻床横、纵两向进给系统的设计70. 尾座体零件的机械加工工艺规程及工艺装备71. 曳引式电梯设计72. 设计钻4×φ9mm孔的钻床夹具73. DK7732数控高速走丝电火花线切割机及控制系统74. 1G-160型旋耕灭茬机总体及侧边传动装置设计75. 光学三维测量机76. 去毛刺专用机床电气系统控制设计77. 钻床的自动化改造及进给系统设计78. C616型普通车床改造经济型数控车床79. 行星轮减速器80. 二级展开式圆柱齿轮减速器81. 圆柱齿轮减速器的优化设计82. 180吨运梁车减速器设计论文83. 复合化肥配料系统及减速器的设计84. 带式运输机传动装置中的同轴式二级圆柱齿轮减速器85. 汽车连杆加工工艺及夹具设计86. T350搅拌机工艺工装设计87. 变速器换档叉的工艺过程及装备设计88. CA6140车床后托架加工工艺及夹具设计89. C620普遍车床的数控改造90. 制定CA6140车床后托架的加工工艺、设计钻孔91. CA6140卧式车床法兰盘92. CA6140车床拨叉零件的机械加工工艺及工艺设备93. CA6140卧式法兰盘设计94. CA6140车床拨叉零件的机械加工95. 过桥齿轮轴机械加工工艺规程96. WH112减速机壳加工工艺及夹具设计97. 双卡轴式旋切机设计98. 攻丝组合机床设计及夹具设计99. CA6140主轴箱设计100. 钻孔组合机床设计101. X-Y 数控工作台及其控制系统设计102. 棒料切割机103. 四轴头多工位同步钻床设计104. CA6140机床后托架加工工艺及夹具设计105. 300X400 数控激光切割机设计106. WHX112减速机壳加工工艺及夹具设计107. 油田抽油机机电专业毕业设计矢量细分在永磁同步电机SVM-DTC中的应用给予SVPWM的逆变器建模与仿真直流电机控制系统建模与仿真基于DSP TMS320F2812的感应电机磁场定向(FOC)控制系统的实现IC卡简易读写装置设计基于SVPWM的逆变器建模与仿真智能流量测量装置设计查取磁化特性数据软件的设计双闭环直流调速控制系统仿真智能远传电表设计基于内模控制的三相三电平PWM整流器不平衡控制策略的研究SPWM变频器仿真电力资产管理软件设计电力管理软件界面定位插件设计基于IE的无刷新Table控件设计电力管理软件中数据控件插件设计双闭环直流调速系统仿真龙门刨床晶闸管调速系统设计与仿真220kV变电所继电保护设计基于空间电压矢量调制的永磁同步电机直接转矩控制研究变频恒压供水系统设计某地区110kV变电所电气部分设计110kV变电所电气部分设计2 回复:机电专业毕业设计3.1\半自动钻床中凸轮数控加工3.2\FMFQ6810B型磨粉机传动系统改进设计3.3\ZHD42117型真空净油机排油泵设计3.4\平板搓丝机的机械设计(proe)3.5\数控钻床自动进给系统设计3.6\五轴铣头的设计3.7\五坐标数控铣床总体设计3.8\XZ-306工艺编制及工装设计(包含33张工艺卡片)3.9\台式电风扇摇头装置机械设计(proeCAXA360)3.1\0BT4015D铣床电主轴设计3.11\MD5加密技术在手机号码销售系统中登录子系统中的应用3.12\C20车床电主轴的设计3.13\CA6140普通车床的数控技术改造(机械部分)3.14\HCTX6511×2IV-1B106机械加工工艺规程设计3.15\精密数控快走丝线切割工艺参数优化3.16\编制T611B-3N101A(平旋盘体)的加工工艺3.17\螺纹磨床CNC砂轮修整器磨削ZC型蜗杆3.18\螺纹磨床CNC砂轮修整器磨削ZK型蜗杆3.19\扭转试验机机械部分设计3.20\农用小四轮变速箱改进设计3.21\普通机床数控化改造3.22\汽车发动机机体生产线3.23\曲柄压力机结构3.24\少齿数齿轮减速器的设计3.25\数控钻床自动进给系统设计3.26\圆柱齿轮减速器下箱体参数化设计3.27\ HSK-A63电主轴结构设计4-1小批量生产速器箱体计算机辅助工艺规程及工装设计4-2板冲多工位自动机结构设计4-3基于PMAC运动控制卡的数控试验台的软件部分设计4-4干选式二级辊式带式磁选机传动系统设计与性能分析4-5变速箱钻-扩-绞工位组合机床设计4-6扭转试验机电器控制部分设计4-7扭转试验机机械部分设计4-8机械管道疏通机的结构设计4-9扭转下料机设计4-10大批生产变速器箱体计算机辅助编制工艺规程及工装设计4-11旅游索道三人座椅固定抱索器设计(两份)4-12柴油发动机连杆计算机辅助工艺规程设计及端面夹具设计4-13数控平面钻床钻削动力头设计4-14磨床主轴运行状况监控系统的总体设计4-15 ZHD2250型真空净油机排油泵设计4-16大型可展天线卷绳机结构设计4-17基于ANSYS的某发动机压气机盘及叶片的应力分析4-18数控电火花线切割多次切割工艺研究4-19铣床高速电主轴设计4-20 Xk714数控铣床床身及立柱部分设计4-21机械管道疏通机4-22加工中心换刀设计与PLC控制编程4-23家用厨房卫生间节水系统设计4-24冷镦自动机结构设计4-25 ZDH24117型真空净油机抽油泵设计4-26少齿数齿轮传动的设计及强度计算4-27典型复杂曲面的逆向工程和数控加工4-28少齿数齿轮减速的2.5—65型电葫芦设计4-29小四轮拖拉机变速箱齿轮优化设计4-30柴油发动机连杆计算机辅助工艺规程设计及扩小头孔夹具设计4-31小型自动化仓库总体设计4-32基于Labwindows的远程压力检测系统4-33机械手换刀设计与PLC控制编程4-34数控回转工作台及控制系统设计4-35 PLC控制的三面组合机床实验装置设计4-36轻型货车变速器的设计(汽车专业)4-37点距阵显示器应用的研究与仿真实现(电气系自控专业)4-38便携式少齿数齿轮传动带式锯轨机设计4-39 Co和热处理对Ti-49.8Ni形状记忆合金相变与形变行为的影响(材料科学与工程学院)4-40柱塞泵的结构设计及其三维建模4-41杆机构驱动轮椅设计4-42HSK-A63电主轴结构设计4-43 x6132型万能升降台铣床主轴变速箱设计4-44气密性试压机设计4-45水密性试压机设计4-46 X6132型万能升降台铣床进给箱设计4-47 x6132型万能升降台铣床床身设计4-48直接序列扩频通信系统的性能分析及研究4-49 M1432A万能外圆磨床工作台及砂轮架设计4-50 X52K型立式铣床立铣头设计4-51振动碾路机关键技术研究及设计4-52训练用自行赛车设计4-53自行赛车训练器设计4-54加工中心上下料机械手的设计与控制4-55曲柄压力机结构设计4-56便携式蜗轮减速(带式)锯轨机设计4-57基于Pro/ENGINEER (z=3)少齿数齿轮的实体建模与研究4-58pro/engineer的齿轮参数化模型库的建立4-59大批生产变速器箱体计算机辅助编制工艺规程及工装设计4-60干选式二级辊带式磁选机传动系统设计与性能分析4-61变速箱钻-扩-绞工位组合机床设计4-62疏通机4-63数控回转工作台及控制系统设计4-64编制喷油嘴的机械加工工艺规程及夹具设计4-65机械类(下)各专业工程制图课程试题库研制4-66电动婴儿摇篮车设计4-67 Xk714数控铣床床身及立柱部分设计4-68典型复杂曲面的逆向工程和数控加工4-69典型复杂曲面的逆向工程和数控加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第1章绪论1.1 机床在国民经济的地位及其发展简史现代社会中,人们为了高效、经济地生产各种高质量产品,日益广泛的使用各种机器、仪器和工具等技术设备与装备。
为制造这些技术设备与装备,又必须具备各种加工金属零件的设备,诸如铸造、锻造、焊接、冲压和切削加工设备等。
由于机械零件的形状精度、尺寸精度和表面粗糙度,目前主要靠切削加工的方法来达到,特别是形状复杂、精度要求高和表面粗糙度要求小的零件,往往需要在机床上经过几道甚至几十道切削加工工艺才能完成。
因此,机床是现代机械制造业中最重要的加工设备。
在一般机械制造厂中,机床所担负的加工工作量,约占机械制造总工作量的40%~60%,机床的技术性能直接影响机械产品的质量及其制造的经济性,进而决定着国民经济的发展水平。
可以这样说,如果没有机床的发展,如果不具备今天这样品种繁多、结构完善和性能精良的各种机床,现代社会目前所达到的高度物质文明将是不可想象的。
一个国家要繁荣富强,必须实现工业、农业、国防和科学技术的现代化,这就需要一个强大的机械制造业为国民经济各部门提供现代化的先进技术设备与装备,即各种机器、仪器和工具等。
然而,一个现代化的机械制造业必须要有一个现代化的机床制造业做后盾。
机床工业是机械制造业的“装备部”、“总工艺师”,对国民经济发展起着重大作用。
因此,许多国家都十分重视本国机床工业的发展和机床技术水平的提高,使本国国民经济的发展建立在坚实可靠的基础上。
机床是人类在长期生产实践中,不断改进生产工具的基础上生产的,并随着社会生产的发展和科学技术的进步而渐趋完善。
最原始的机床是木制的,所有运动都是由人力或畜力驱动,主要用于加工木料、石料和陶瓷制品的泥坯,它们实际上并不是一种完整的机器。
现代意义上的用于加工金属机械零件的机床,是在18世纪中叶才开始发展起来的。
当时,欧美一些工业最发达的国家,开始了从工场手工业向资本主义机器大工业生产方式的过度,需要越来越多的各种机器,这就推动了机床的迅速发展。
为使蒸汽机的发明付诸实用,1770年前后创制了镗削蒸汽机汽缸内孔用的镗床。
1797年发明了带有机动刀架的车床,开创了用机械代替人手控制刀具运动的先声,不仅解放了人的双手,并使机床的加工精度和工效起了一个飞跃,初步形成了现代机床的雏型。
续车床之后,随着机械制造业的发展,其他各种机床也陆续被创制出来。
至19世纪末,车床、钻床、镗床、刨床、拉床、铣床、磨床、齿轮加工机床等基本类型的机床已先后形成。
上世纪初以来,由于高速钢和硬质合金等新型刀具材料相继出现,刀具切削性能不断提高,促使机床沿着提高主轴转速、加大驱动功率和增强结构刚度的方向发展。
与此同时,由于电动机、齿轮、轴承、电气和液压等技术有了很大的发展,使机床的转动、结构和控制等方面也得到相应的改进,加工精度和生产率显著提高。
此外,为了满足机械制造业日益广阔的各种使用要求,机床品种的发展也与日俱增,例如,各种高效率自动化机床、重型机床、精密机床以及适应加工特殊形状和特殊材料需要的特种加工机床相继问世。
50年代,在综合应用电子技术、检测技术、计算技术、自动控制和机床设计等各个领域最新成就的基础上发展起来的数控机床,使机床自动化进入了一个崭新的阶段,与早期发展的仅适用于大批大量生产的纯机械控制和继电器接触器控制的自动化相比,它具有很高柔性,即使在单件和小批生产中也能得到经济的使用。
综观机床的发展史,它总是随着机械工业的扩大和科学技术的进步而发展,并始终围绕着不断提高生产效率、加工精度、自动化程度和扩大产品品种而进行的,现代机床总的趋势仍然是继续沿着这一方向发展。
我国的机床工业是在1949年新中国成立后才开始建立起来的。
解放前,由于长期的封锁统治和19世纪中叶以后帝国主义的侵略和掠夺,我国的工农业生产非常落后,既没有独立的机械制造业,更谈不上机床制造业。
至解放前夕,全国只有少数城市的一些规模很小的机械厂,制造少量简单的皮带车间、牛头刨床和砂轮等;1949年全国机床产量仅1000多台,品种不到10个。
解放后,党和人民政府十分重视机床工业的发展。
在解放初期的三年经济恢复时期,就把一些原来的机械修配厂改建为专业厂;在随后开始的几个五年计划期间,又陆续扩建、新建了一系列机床厂。
经过50多年的建设,我国机床工业从无到有,从小到大,现在已经成门类比较齐全,具有一定实力的机床工业体系,能生产5000多种机床通用品种,数控机床1500多种;不仅装备了国内的工业,而且每年还有一定数量的机床出口。
我国机床行业的发展是迅速的,成就是巨大的。
但由于起步晚、底子薄,与世界先进水平相比,还有较大差距。
为了适应我国工业、农业、国防和科学技术现代化的需要,为了提高机床产品在国际市场上的竞争能力,必须深入开展机床基础理论研究,加强工艺试验研究,大力开发精密、重型和数控机床,使我国的机床工业尽早跻身于世界先进行列。
1.2 组合机床的国内、外现状世界上第一台组合机床于1908年在美国问世,30年代后组合机床在世界各国得到迅速发展。
至今,它已成为现代制造工程(尤其是箱体零件加工)的关键设备之一。
现代制造工程从各个角度对组合机床提出了愈来愈高的要求,而组合机床也在不断吸取新技术成果而完善和发展。
[1]]2[1.2.1 国内组合机床现状我国加入WTO以后,制造业所面临的机遇与挑战并存、组合机床行业企业适时调整战略,采取了积极的应对策略,出现了产、销两旺的良好势头,截至2005年4月份,组合机床行业企业仅组合机床一项,据不完全统计产量已达1000余台,产值达3.9个亿以上,较2004年同比增长了10%以上,另外组合机床行业增加值、产品销售率、全员工资总额、出口交费值等经济指标均有不同程度的增长,新产品、新技术较去年年均有大幅度提高,可见行业企业运营状况良好。
(1)行业企业产品结构的变化组合机床行业企业主要针对汽车、摩托车、内燃机、农机、工程机械、化工机械、军工、能源、轻工及家电行业提供专用设备,随着我国加入WTO后与世界机床进一步接轨,组合机床行业企业产品开始向数控化、柔性化转变。
从近两年是企业生产情况来看,数控机床与加工中心的市场需求量在上升,而传统的钻、镗、铣组合机床则有下降趋势,中国机床工具工业学会的《机床工具行业企业主要经济指标报表》是统计数据显示,仅从几个全国大型重点企业生产情况看,2003年生产数控机床890台,产值16187万元,生产加工中心148台,产值5770万元;2004年生产数控机床985台,产值25838万元,生产加工中心159台,产值7099万元;而2005年,截至4月份,数控机床、加工中心、产值已接近2003年全年水平,故市场在向数控、高精制造技术和成套工艺装备方面发展。
(2)行业企业的快速转变“九五”后期,在组合机床行业企业的50多家组合机床分会会员中,仅有两家企业实行了股份改造,一家企业退出国有转为民营,其余的都是国有企业。
而从2001至2002年,不到两年的时间,就先后有十几家企业实行股份制改造,一些小厂几乎全部退出国有转为民营,现在一些国家重点国有企业也在酝酿股份制改造,转制已势不可档,“民营经济在经历了从被歧视,被藐视到不可小视和现在高度重视4个阶段后,焕发勃勃生机。
”组合机床行业企业正在以股份制、民营化等多种形式快速发展。
(3)组合机床技术装备现状与发展趋势组合机床及其自动线是集机电于一体是综合自动化度较高的制造技术和成套工艺装备。
它的特征是高效、高质、经济实用,因而被广泛应用与工程机械、交通、能源、军工、轻工、家电行业。
我国的传统的组合机床及组合机床自动线主要采用机、电、气、液压控制,它的加工对象主要是生产批量比较大的大中型的箱体类和轴类零件(近年研制的组合机床加工连杆、板件等也占一定份额),完成钻孔、扩孔、铰孔,加工各种螺纹、镗孔、车端面和凸台,在孔内镗各种形状槽,以及铣削平面和成型面等。
组合机床的分类繁多,有大型组合机床和小型组合机床,有单面、双面、三面、卧式、立式、倾斜式、复合式,还有多工位回转台组合机床等;随着技术的不断是进步,一种新型的组合机床——柔性组合机床越来越受人们是亲昧,它应用多位主轴箱、可换主轴箱、编码随行夹具和刀具的自动更换,配以可编程序控制器(PLC)、数字控制(NC)等,能任意改变工作循环控制和驱动系统,并能灵活适应多种加工的可调可变的组合机床。
另外,近年来组合机床加工中心、数控组合机床、机床辅机等在组合机床行业中所占份额也越来越大。
由于组合机床及其自动线是一种技术综合性很高的高技术专用产品,是根据用户特殊要求而设计的,它涉及到加工工艺、刀具、测量、控制、诊断监控、清洗、装配和试漏等技术。
我国组合机床及其组合机床自动线总体技术水平比发达国家相对落后,国内所需的一些高水平组合机床及自动线几乎都从国外进口。
工艺装备的大量进口势必导致投资规模的扩大,并使产品生产成本提高。
因此,市场要求我们不断开发新技术、新工艺、研制新产品,由过去的“刚性”机床结构,向“柔性”化方向发展,满足用户需要,真正成为刚柔兼备的自动化装备。
]2[1.2.2 国外组合机床现状80年代以来,国外组合机床技术在满足精度和效率要求的基础上,正朝着综合成套和具备柔性的方向发展。
组合机床的加工精度、多品种加工的柔性以及机床配置的灵活多样方面均有新的突破性进展,实现了机床工作程序软件化、工序高度集中、高效短节拍和多功能知道监控。
组合机床技术的发展趋势是:(1)广泛应用数控技术国外主要的组合机床生产厂家都有自己的系列化完整的数控组合机床通用部件,在组合机床上不仅一般动力部件应用数控技术,而且夹具的转位或转角、换箱装置的自动分度与定位也都应用数控技术,从而进一步提高了组合机床的工作可靠性和加工精度。
广州标致汽车公司由法国雷诺公司购置的缸盖加工生产线,就是由三台自动换箱组合机床组成的,其全部动作均为数控,包括自动上下料的交换工作台、环形主轴箱库、动力部件和夹具的运动,其节拍时间为58秒。
(2)发展柔性技术80年代以来,国外对中大批量生产,多品种加工装备采取了一系列的可调、可变、可换措施,使加工装备具有了一定的柔性。
如先后发展了转塔动力头、可换主轴箱等组成的组合机床;同时根据加工中心的发展,开发了二坐标、三坐标模块化的加工单元,并以此为基础组成了柔性加工自动线(FTL)。
这种结构的变化,既可以实现多品种加工要求的调整变化快速灵敏,又可以使机床配置更加灵活多样。
(3)发展综合自动化技术汽车工业的大发展,对自动化制造技术提出了许多新的需求,大批量生产的高效率,要求制造系统不仅能完成一般的机械加工工序,而且能完成零件从毛坯进线到成品下线的全部工序,以及下线后的自动码垛、装箱等。
德国大众汽车公司KASSEL变速箱厂1987年投入使用的造价9000万马克的齿轮箱和离合器壳生产线,就是这种综合自动化制造系统的典范。