弯管模具标准化手册
弯曲模具设计说明书
弯曲模具设计说明书弯曲模具设计说明书1:弯曲模具设计概述1.1 弯曲模具设计的背景和目的1.2 弯曲模具设计的范围和约束条件 1.3 弯曲模具设计的主要目标和要求2:弯曲模具技术要求2.1 弯曲模具的材料选择和性能要求 2.2 弯曲模具的尺寸和公差要求2.3 弯曲模具的加工工艺和工艺要求3:弯曲模具的结构设计3.1 弯曲模具的整体结构设计3.2 弯曲模具的工作部位设计3.3 弯曲模具的夹持和定位设计3.4 弯曲模具的导向和定位设计3.5 弯曲模具的冷却和散热设计4:弯曲模具的配套设备和工装4.1 弯曲模具的千斤顶和液压系统4.2 弯曲模具的送料系统4.3 弯曲模具的夹具和夹具系统4.4 弯曲模具的测量和检测设备4.5 弯曲模具的辅助工装和辅助设备5:弯曲模具的制造和维护5.1 弯曲模具的制造工艺和制造流程5.2 弯曲模具的装配和调试过程5.3 弯曲模具的使用和使用注意事项5.4 弯曲模具的维护和保养方法6:弯曲模具的性能测试和验证6.1 弯曲模具的负荷测试和耐久性验证6.2 弯曲模具的尺寸准确性测试和精度验证 6.3 弯曲模具的可靠性评估和故障分析7:弯曲模具的标准和法规7.2 弯曲模具的使用安全规定和操作规程7.3 弯曲模具的环境保护要求和限制条件附件:1:弯曲模具设计图纸及CAD文件2:弯曲模具工艺流程图3:弯曲模具材料报告和测试报告法律名词及注释:1:《模具设计专利法》:专门关于模具设计与制造的法律法规。
2:《职业安全与健康法》:规范工作场所的安全与健康要求。
3:《环境保护法》:保护环境和预防污染的法律法规。
模具标准手册模具部标准化规范
注塑模具标准手册版本编号: 2006-V1.1编辑: 编辑日期:送呈:审核: 批准: 批准日期:目录检索一、总则 (5)二、文件控制规范2.1设计文件控制规范 (6)2.2编程文件控制规范 (7)2.3E D M、线切割文件控制规范 (9)三、设计基础相关参数3.1常见塑料原料性质一览表 (10)3.3常见模具钢料性质一览表 (20)3.6桑菲模具零件标准中英文命名 (24)四、详细的设计规范4.1模胚组件设计规范4.1.1模胚材料及整体规范 (37)4.1.2拉模扣及水口勾针设计规范 (38)4.1.3拉圾钉及哥林柱设计规范 (39)4.1.4水口拉杆与山打螺丝配合设计规范 (40)4.1.5边司(导边)长度规范 (41)4.2 模肉及镶件设计规范4.2.1模肉基准角及加工基准设计规范 (43)4.2.2模肉方位及定位设计规范 (44)4.2.3P L面设计规范 (45)4.2.4镶件设计规范 (48)4.2.5模肉及镶件字麦规范 (50)4.2.6排气系统设计规范 (51)4.3 行位及斜顶设计规范4.3.1行位设计要点 (53)4.3.2行位导滑结构设计规范 (55)4.3.3硬片设计规范 (56)4.3.4行位镶件设计规范 (57)4.3.5行位压条及油槽设计规范设计规范 (58)4.3.6斜顶结构设计规范 (59)4.3.7斜顶滑块及斜顶设计规范 (60)4.4浇注系统设计规范4.4.1法兰设计规范 (61)4.4.2唧嘴设计规范 (62)4.4.3小水口唧嘴设计规范 (63)4.4.4浇注系统设计规范 (64)4.4.5主流道设计规范 (65)4.4.6入水点设计规范 (66)4.5顶出系统设计规范4.5.1顶出系统注意事项 (68)4.5.2顶针避空及顶针托止转 (69)4.5.3顶针位置排布 (70)4.5.4水口勾针设计 (72)4.5.5司筒针设计规范 (73)4.5.5先复位结构设计 (74)4.6冷却系统设计规范 (75)五、加工中心控制规范5.1电极设计作业规范 (76)5.2C N C编程作业规范 (78)5.3C N C操作标准规范 (79)5.4C N C加工组现场工件管理 (80)5.5铜公开料标准规范 (81)5.6C N C刀具管理规范 (82)5.7C N C工装夹具标准化 (84)六、线割、电火花加工作业规范6.1慢走丝机操作规范<A Q360L> (85)6.2慢走丝机操作规范<D K7632> (87)6.3火花机操作规范<E A8、M P-50、X-300> (89)6.4火花机操作规范<A Q360L> (90)6.5火花机加工参数标准化 (92)6.6火花机留纹加工标准 (94)6.7火花机加工方法规范 (95)6.8线割加工参数标准化<沙迪克> (97)6.9线割加工参数标准化<苏三光> (98)6.10线切割加工方法规范 (99)6.11打孔机操作规范 (101)6.12快走丝机操作规范 (103)七、组立加工作业规范7.1机床操作规范标准7.1.1铣床操作规范标准 (105)7.1.2车床操作规范标准 (106)7.1.3磨床操作规范标准 (107)7.1.4手摇平面磨床操作规范标准 (108)7.1.5锯床操作规范标准 (109)7.2 机床保养规范7.1.1铣床保养规范标准 (110)7.1.2车床保养规范标准 (111)7.1.3磨床保养规范标准 (112)7.1.4锯床保养规范标准 (113)7.3F i t模操作规范 (114)7.4省模作业规范及标准 (115)7.5模具保养管理规范 (116)7.6模具组立管理规范 (117)7.7模具零件管理规范 (118)7.8工/量具使用管理规范 (119)7.9 安全操作、安全生产规范7.9.1车床安全规范 (120)7.9.2模床安全规范及保养 (121)7.9.3天车使用安全规范 (122)七、检测相关附录表格8.1 产品评审检查报告8.2 模图初稿评审报告8.3 EDM加工检查报告8.48.5导引:<<模具标准手册>>是桑达百利电器有限公司在长期的模具制造实践中, 积累起来的经验与技术的结晶. 并且随着公司的发展而不断完善此规范, 以此来保持和不断提高公司的模具设计水平.<<模具标准手册>>分为两部份主要内容: 一部份是设计制造规范; 一部份是检查规范附录表. 设计规范是桑菲模塑中心模具设计科在进行模具设计时所参照的主要依据及基本要求; 检查规范附录表是进行模具设计检讨, 以及在模具制造过程中针对关键步骤进行检查的依据.<<模具设计标准图册>>是根据我司的严格按照标准化设计模具部件产生的附录文件,它对于我司在模具零件上的可换性以及零件的批量生产、提高工作速度减短模具周期起到决定性的作用。
弯曲模设计说明书
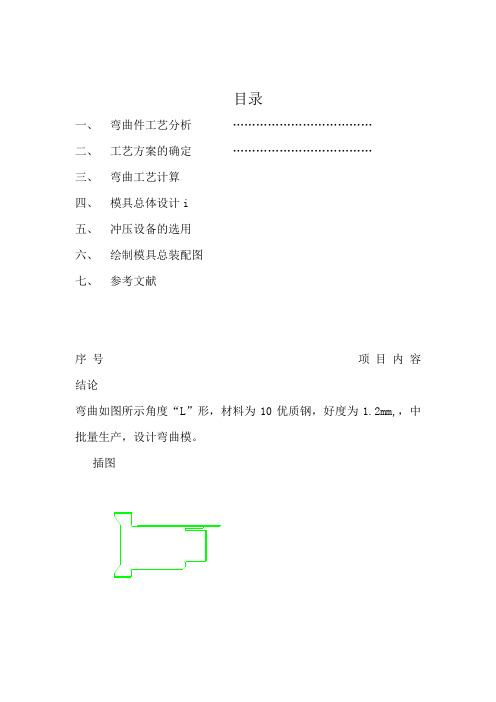
目录一、弯曲件工艺分析………………………………二、工艺方案的确定………………………………三、弯曲工艺计算四、模具总体设计i五、冲压设备的选用六、绘制模具总装配图七、参考文献序号项目内容结论弯曲如图所示角度“L”形,材料为10优质钢,好度为1.2mm,,中批量生产,设计弯曲模。
插图一、弯曲件工艺分析根据零件的结构形状和批量要求,可采用冲孔落料,弯曲,”L”形弯曲3道工序成形,这里考虑“L”形弯曲工艺。
插图2个零件弯曲部位是33mm“L”形弯曲,按图中尺寸42mm,33mm可知圆角为90度,此工件为“L”形弯曲,零件尺寸公差为未注公差,在处理时按IT14级要求。
二、工艺方案的确定弯曲该零件常见的模具结构有如图所示两种方案:插图2个对于两直边不等的“L”形弯曲件,如果采用一般的“V”形件弯曲模弯曲,两直边的长度不容易保证,这时应采用“L”形弯曲模。
图a适用于两直边相差不大的“L”形件;图b适用于两直边相差较大的“L”形件;由于是单边弯曲,弯曲时柸料容易容易偏移,因此有定位和压料装置。
利用定位板定位,因为该零件属于两直角边长度相差较大的“L”形件,故用图b所示。
对于图b,还需采用压料板将柸料压住,以防止弯曲时柸料上翘。
另外,由于单边弯曲时凸模将承受较大的水平侧压力,因此需设置反侧压块,以平衡侧压力。
反侧压块的高度要保证在凸模接触柸料以前先挡住凸模,为此,反侧压块应高出凸模的上平面,其高度H可按下式确定:h≥2t+r1+r2式中,t为料厚,r1为反侧压块导向面入口圆角半径,r2为凸模导向面端部圆角半径,可取r1=r2=(2~5)t.三、有关弯曲工艺与计算1、坯料的展开长度弯曲圆角半径较大r>0.5t,故弯曲件由直边和圆弧两部分组成。
圆弧部分位移系数由r/t=1.25,查表5-8(P215<书1>)得:x=0.33.圆弧中心角a=90度,中性层曲率半径为:P=r+xt=1.5+0.33×1.2=1.896坯料展开尺寸总长度:Lz=L1+L2+3.14a∕180×p=(97-1.2)+(33-1.2)+3.14×90/180×1.896 =130.57672≈130.582.凸模圆角半径Rp计算:当弯曲件的相对弯曲半径R/t<5~8,且不小于Rmin/t时,凸模的圆角半径取等于弯曲件的圆角半径,即Rp=R.因R/t=1.5/1.2=1.25mm查《书1》P203表5~3,最小弯曲半径Rmin/t=0.1mm,满足R/t=1.25≥Rmin/t=0.1, 故Rp=1.53. 凸模圆角半径Rd计算:凹模圆角半径的大小对弯曲变形力、模具寿命、弯曲件质量等均有影响。
弯管模具标准化手册详解
1---1 模具结构图
第1页,6页主视图
模具结构图
一套完整的弯管模具结构包括轮模、夹模、导模、芯棒
防皱板组成。
动作原理:芯棒进芯,夹模夹紧管材随轮模一起转动,导模压紧管材随着管材的弯曲而跟随,而防皱板固定不动,当弯管角度达到设定角度后,芯棒退出,夹模导模松开,复位完成整个动作。
1---1 轮模图
第2页平面图
1---1 夹模图
第3页平面图
1---1 导模图
第4页平面图
1---1 防皱板图
第5页平面图
防皱板标准化
防皱板主要用在薄壁(T≦1MM),管径(¢≧10MM)的管材上,主要防止管子弯曲处起皱。
防皱板一方面起着对管子支撑作用,另一方面围绕轮模相对滑动。
因此,防皱板需根据轮模半径设计
防皱板尺寸按图纸设计统一:其它尺寸按图纸零件设计
1---1 芯棒图
第6页平面图
芯棒标准化
1、芯棒尺寸按图纸设计统一:除以下尺寸外
A:根据原材料内径设计,一般比内径偏小0.5~0.8 B:根据原材料内径设计,一般比内径偏小0.2~0.5。
水龙头用弯管模具设计手册

H H F-2 F-3 F-2 F-3 F-3
H H F-2 F-3 F-3 F-4 F-4
H H H F-2 F-2 F-3 F-3
H H F-2 F-2 F-3 F-4 F-4
N N H H F-2 F-2 F-3
N N H H F-2 F-3 F-4
注:a、选择虚线下面的方式进行弯管时,应配防皱板;b、N—表示可以不使用芯棒(即无芯弯管) ;c、H— 表示可以使用硬式芯棒弯管;d、F—表示需使用软式芯棒弯管,后面的数字为推荐的球节数。
第一章 弯管原理
弯管的成型方法一般有缠绕式、滚弯、外压、顶弯、拉弯等。本公司弯管机 主要采用缠绕式弯管工艺。 弯管工艺有冷弯与热弯,冷弯又分为无芯弯管和有芯弯管。本公司主要采用 有芯弯管的方式进行。 有芯弯管就是弯管与和通芯相结合的弯管工艺,其形成的弯角是按照弯内模 具的弯度形成的。操作过程是将弯管模固定在弯管机的主轴上,使之能够随主轴 进行旋转。管子在导板与夹紧块之间的共同作用下紧贴在弯管模上。为保证弯管 质量,防止其出现褶皱和断面的畸形,弯管模、通芯和防皱板与管子的外表面完 整吻合, 在外边压紧与内部芯棒的共同作用于完成弯折加工, 形成所需要的弯管。 工作原理图如图 1 所示。 图1 弯管机标准模具包括:弯管模(弯曲模块) 、夹紧块(夹紧模块) 、导板(导 板模块) 、通芯(通芯模块) 、防皱板(防皱模块)五部分组成,见图 2。 弯管模 管子 导板 防皱板
tx≥0.05 时, 采用无芯弯管即可; 当 Rx≤2.5, tx≥0.05 或 Rx≥3, 当 Rx≥3, tx≥0.025 时,使用硬式芯棒可达到预期的效果;当 Rx 和 tx 两者都较小而 弯曲角度α较大早,弯管过程中必须使用软式芯棒。
表 1
Rx
弯管模具使用说明书共28页文档

1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要人也看不见自己的背脊。——非洲 2、最困难的事情就是认识自己。——希腊 3、有勇气承担命运这才是英雄好汉。——黑塞 4、与肝胆人共事,无字句处读书。——周恩来 5、阅读使人充实,会谈使人敏捷,写作使人精确。——培根
模具(弯管)技术要求V1_试行文件01

技术要求一.弯管机技术规格二.弯管模具安装及调试弯管模具安装示意图图(1)轮夹安装:将轮夹放入轮模安装处,锁紧固定螺丝(中间若有定位键先研配定位键),轮夹与轮模的拼接要求零缝隙,全接触,无高低落差感。
(2)轮模安装:以逆时针方向将轮模固定螺母取下,放入轮模,再将轮模固定螺母锁紧。
(3) 夹模安装:拉出夹模固定座。
将夹模放入对准燕尾槽插入即可。
调整:1.将夹模座固定放松,再将控制面板置于手动模式,按下夹管按钮,至夹模行径终点。
(此时在轮模夹模间需有间隙,可以夹模座调整螺杆来调整)。
2.调整夹模座调整螺杆使夹模与轮模完全密合。
3. 按下退夹按钮使夹模后退,再将夹模调整螺杆顺时针方向旋转约1/2-1/4圈,锁紧螺母。
(4)导模安装:将导模座固定螺丝取下,再将导模放入,研配两平行槽及其平面,然后螺丝锁紧即可。
调整:1.将导模座固定螺母放松,再将控制面板置于手动模式,按下夹管按钮至导模行径之终点(此时在轮模与导模间须有间隙,可以用导模调整螺杆来调整。
2、调整导模座调整螺杆使导模与轮模完全密合。
3.按下退夹按钮,再将导模调整螺杆顺时针方向转约1/2-1/4圈。
4、再将导模座固定螺丝锁紧即可。
(5)后导模安装:拉出后模固定座,将后导模放入研配平行键,然后螺丝锁紧即可。
后导模与轮模配合要求型面对接光顺,配合面无间隙。
(6)芯棒安装:将芯棒以顺时针方向放入穿心杆。
再将芯棒固定螺丝固定即可。
注意芯棒须配合弯管弯曲的方向(7)束管夹安装:将穿心杆以逆时针方向取下,然后将束管夹固定螺丝锁紧即可。
弯管模具标准化手册
弯管模具标准化手册弯管模具标准化手册1、弯管模具的定义和作用1.1 弯管模具的定义弯管模具是一种用于制造弯管的专用工具,用于将弹性材料弯曲成所需的形状,常用于管道工程、汽车制造、航空航天等领域。
1.2 弯管模具的作用弯管模具通过施加力和压力来改变弹性材料的形状,实现对管道弯曲过程的控制,从而满足各种工程项目对管道形状的要求。
2、弯管模具的分类和结构2.1 弯管模具的分类根据弯管的材料和工艺要求,弯管模具可以分为金属弯管模具、铝合金弯管模具、塑料弯管模具等。
2.2 弯管模具的结构弯管模具主要由模具座、模具块、定位销、模具夹紧机构等部分组成。
其中,模具座是安装模具块的基础,定位销用于确保模具块的位置准确,模具夹紧机构用于紧固模具块使其不发生移动。
3、弯管模具的设计和制造3.1 弯管模具设计的准备工作弯管模具设计前需要确定管道的材料、尺寸和形状要求,以及模具材料的选择等准备工作。
3.2 弯管模具设计的步骤弯管模具设计的步骤包括模具结构设计、模具材料选择、模具尺寸计算、模具加工工艺确定等。
3.3 弯管模具的制造弯管模具的制造包括材料采购、加工制造、热处理、表面处理等工艺环节,确保模具的质量和可靠性。
4、弯管模具的使用和维护4.1 弯管模具的使用注意事项在使用弯管模具时,需要注意操作规程、安全操作、避免过载等注意事项,以保证模具的正常使用和使用寿命。
4.2 弯管模具的维护为保持弯管模具的良好状态,需要定期清洁模具、润滑模具、定期检查模具的损坏和磨损情况,并及时进行维修和更换。
附件:相关图纸和模具技术参数表。
法律名词及注释:1、弯管模具:根据《模具制造工艺规范》中的定义,指用于将弹性材料弯曲成所需形状的专用工具。
2、模具座:指弯管模具上的承载结构,用于安装模具块,确保模具的稳定性和准确性。
3、定位销:指用于确定弯管模具位置的紧固件,以确保模具块的位置准确。
4、模具夹紧机构:指用于固定弯管模具的紧固装置,以确保模具块不发生移动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1---1 模具结构图
第1页,6页主视图
模具结构图
一套完整的弯管模具结构包括轮模、夹模、导模、芯棒
防皱板组成。
动作原理:芯棒进芯,夹模夹紧管材随轮模一起转动,导模压紧管材随着管材的弯曲而跟随,而防皱板固定不动,当弯管角度达到设定角度后,芯棒退出,夹模导模松开,复位完成整个动作。
1---1 轮模图
第2页平面图
1---1 夹模图
第3页平面图
1---1 导模图
第4页平面图
1---1 防皱板图
第5页平面图
防皱板标准化
防皱板主要用在薄壁(T≦1MM),管径(¢≧10MM)的管材上,主要防止管子弯曲处起皱。
防皱板一方面起着对管子支撑作用,另一方面围绕轮模相对滑动。
因此,防皱板需根据轮模半径设计
防皱板尺寸按图纸设计统一:其它尺寸按图纸零件设计
1---1 芯棒图
第6页平面图
芯棒标准化
1、芯棒尺寸按图纸设计统一:除以下尺寸外
A:根据原材料内径设计,一般比内径偏小0.5~0.8 B:根据原材料内径设计,一般比内径偏小0.2~0.5。