大规格辊底式淬火炉设备在铝合金中厚板生产中的应用
中厚板热处理淬火机及应用技术分析

中厚板热处理淬火机及应用技术分析摘要:淬火是将加热后的工件浸入淬火介质中,使工件表面获得足够的温度,使材料表面发生马氏体转变,以提高材料的强度和韧性。
淬火后的工件具有较高的硬度和强度,良好的耐磨性和耐蚀性,同时还有很好的塑性、韧性及一定的耐高温性能。
因此,淬火技术在机械制造、钢铁工业中得到广泛应用。
随着科技的进步,对工件性能要求越来越高,传统的加热淬火工艺已经不能满足生产要求,热处理淬火机应运而生。
关键词:中厚板;热处理淬火机;应用技术引言:随着我国经济的快速发展,钢铁产业也得到了迅速发展。
热处理技术也得到了很大的进步,在传统的淬火设备中,由于体积较大、制造成本高、占地面积大等缺点,很难适应我国经济发展的需求。
因此,为了有效满足经济发展对中厚板热处理设备的要求,必须要对传统淬火设备进行改进,采用先进的大型卧式淬火机,利用现代科技对其进行改造升级。
中厚板热处理淬火机是一种新型、高效、节能的大型卧式淬火机。
该淬火机有效解决了传统淬火设备体积大、占地面积大等缺点,且操作简单、维护方便。
此外,该设备还具有节能效果明显、效率高、节能效果显著等优点。
1工作原理1.中频电源由整流装置向整流电路供电,整流后的直流电压经过滤波,然后供给 IGBT或 GTO功率模块。
2. IGBT模块输入端的整流输出电压为3.3-5.5V,根据不同的产品要求,提供不同的电压等级。
3. IGBT模块输出端有一输入二极管,它的作用是吸收输入端的电压波动,防止功率管烧毁。
当输出端出现电压波动时,可以启动稳压二极管,把功率管短路或者短接保护。
4. IGBT模块输出端有一个滤波电容,它可以吸收输入端的高频信号,将其转化为低频信号,然后供给变频器进行下一步工作。
5. IGBT模块输出端有一个逆变二极管,当交流电输入时,可以将其转换为直流电。
逆变二极管可以把直流电变为交流电。
6.变频调速模块是中频电源中最重要的设备之一。
它是将工频交流电经整流滤波后变成直流电输出的装置。
LOI辊底式加热炉在济钢中厚板厂的应用

3 、钢板处理工序流程
3 . 1 上料 、对 中和长度及厚度测量 当新 板被送 到加热炉 的上料平 台上 后 , 板 的相关参数信 息通过操作 员输入控制 系统 或 是来三级 级 ME S ,一旦板 的相关参数信息 被 确认 ,板就 能被处理 了。首先钢板 移动到 热 处理炉前面 的对中装 置,在到对 中装 置 的 过 程中 ,板 的长度通过 两个光栅根据 辊道速 度 进行测量 。这样测得 的长度将会 与板的相 关参数信 息进 行 比较 ,如果有偏差 ,操作 员 需要再次确认 。板在上 料平 台上通 过对 中装 置进行调位 ,先用提升 轨道将板从 辊子平 台 上提起进 行中心对准调 位,然后 电机带着对 中凸轮装 置把钢板夹 正,当 凸轮缩 回后 ,板 又落到辊子上。 在热处理 炉的前面 安装一个刷 辊装置 , 当板通过 时,清洗板 的底部 以保证 没有任何 杂物黏附在热处理炉的辊子上。 这些工序 可 以在现 场手工启 动或在操 作
燃烧 系统包括烧 嘴、控制 阀、计量装 置 和关 闭系统 。烧 嘴与炉 内辐射 管是分开 的。 单只辐射 管是 由耐高温材料制 作成 的。烧 嘴 和辐 射管被安装在 炉壁 的左侧 和右侧 以及 炉 内辊 子的上面和 下面 。顶部 的辐射管装在 中 间,它们 的端部 用耐火支架悬 在炉顶上 ,底 部 的辐射管安在耐火砖制成的支座上面 。
应 用技 术
L O I 辊底式加热炉在济钢中厚板厂的应用
朱万 飞
济 南钢铁集 团检修公 司轧钢部 山东 济南 2 5 0 1 0 1
摘要 : 本文介绍 了辊底式炉的基本结构 ,工作流程 , 自 动化控制 ,燃烧控制以及二级模 型在加 热炉中应用,对 了解辊底 式加热炉有很大 帮助。 关键词 : 辊底武炉 淬火 燃烧控制 数学模型 热处理
中厚板辊底式热处理炉的组成和设计
中厚板辊底式热处理炉的组成和设计【摘要】本文介绍了辊底式热处理炉的组成部分,提出了设计辊底式热处理炉时的基本依据。
通过分析辊底式热处理炉的优点,指出辊底式热处理炉在中厚板热处理中的应用前景。
【关键词】辊底式热处理炉;炉体;炉辊;燃烧设备;自动化控制[Abstract] This paper introduces the composition of Roller hearth treatment furnace,and gives some theoretical basis for design this furnace.By analysing its advantage,it draws a conclusion application and prospect of Roller hearth treatment furnace .[Key words] roller hearth treatment furnace;furnace body;roller;combustion equipment;automatic control1.概述热处理是中厚板生产中的重要组成部分,是生产高技术含量,高附加值产品的重要环节。
热处理不仅可以改进钢板使用时的加工性能,而且能显著的改善力学性能,因此热处理是钢铁工业提高产品质量的重要途径之一。
所以作为热处理加热设备的热处理炉就显得尤为重要。
热处理炉按照炉型可分为辊底式炉、步进式炉、台车炉、罩式炉等;按照燃烧方式有明火和辐射管式两种,同样,辊底式热处理炉可分为明火加热和辐射管加热两种,它可以用于钢板的正火、淬火和回火热处理。
2.辊底式热处理炉的组成辊底式热处理炉由炉体,炉辊,燃烧设备,公辅介质管路系统,自动化控制系统等部分组成。
2.1炉体鉴于辊底式热处理炉炉型,在设计和安装辊底式热处理炉时考虑炉体的密封性的同时,还需要采取措施消除热膨胀对炉体造成的影响。
辊底炉工艺

技术参数 2XXX,6XXX,7XXX (6~200) ﹡( 1000~3500) ﹡(6000~13500) 400℃~550℃±2℃ 465℃~550℃±2℃ 1680 喷淋式 可调 装载辊道:0~12m/min淬火区辊 道:0~48m/min
二 辊底炉工艺及其7075合金的 工艺质量研究
2.1 辊底炉加热区空炉温度精度
辊底炉及其7XXX系合金的工艺质 量控制
摘要:辊底式喷淋板材淬火炉主要用于可热 处理强化铝合金中厚板材的淬火工序处理, 特别是预拉伸中厚板材的淬火处理。预拉伸 板在铝加工业中属于设备要求高、技术含量 高的产品,其制造水平的提升、制造能力的 发展是一个国家铝加工业水平的重要标志之 一。本文研究喷淋式淬火方式对板材性能的 影响。重点进行以7075为代表的7XXX系合 金的试点研究,采取各种方式考察整个系统 生产过程中对产品的影响,从而提升淬火中 厚板材特别是预拉伸中厚板材的产品质量。 关键词:辊底炉;喷淋式;淬火;工艺质量 控制
2.9 表面气泡检测
空气炉加热可能造成板材表面出现气 泡,检测了经辊底炉加热后多批板材均 未出现气泡,证明设备和工艺都符合要 求。
总结
经过对辊底炉本身加热区、淬火区的各种测 试及对7075合金多种规格板材多方面的检测,初 步掌握了辊底式淬火炉加热、淬火的特点,板材 运行的规律和保障,再经过和盐浴炉淬火的对比, 形成了7075合金辊底炉淬火工艺制度,板材淬火 后的平直度达到考核要求。实践证明,自主开发 的辊底式淬火炉淬火工艺制度完全控制满足实际 生产的需要,产品质量可以达到国际先进水平。
2.4 淬火转移时间
盐浴槽淬火时,板材无论厚薄,淬火转移时 间是一致的,大约25-35秒,对薄板有明显影响。 辊底炉则可以根据不同板厚通过调整板材运行速 度,最大程度降低板材出炉到淬火时降温对淬火 效果的影响,测试结果表明10mm板材可以在10秒 内完成淬火,150mm厚板材可以在30秒内完成淬火。
关于轧辊淬火机床的研究与应用

关于轧辊淬火机床的研究与应用
1 、轧辊淬火机床在轧辊生产中的作用
主讲人:曹祥承
轧辊淬火机床在冷轧辊生产中的作用,用一句话来概括:是 冷轧辊生产的命根子,俗话说:“轧辊是钢材之母,轧辊精则钢 材精,轧辊强则钢材强”,轧辊的“精和强”,靠的轧辊加工 的工艺装备“精和强”,当我们国力不强时,花高价可以买 回这些轧辊的工艺装备,而当我们国力与别人相接近时,你 出再高的价钱,别人也不会将先进的设备卖给你,要赶超世 界先进水平必须靠自己努力创新,没有好的轧辊淬火设备就 没有好的冷轧辊。
辊生产中的作用,论证了这些设备对 降低钢铁企业的轧辊吨钢耗的作用,
并给出了应用实例。
关键词:轧辊淬火;全数字控制;
中图分类号:TP29 文献标识码:B
第二页,编辑于星期六:十六点 五十分。
关于轧辊淬火机床的研究与应用
主讲人:曹祥承
2010年中国的钢铁产量达到6.3亿吨,成为世界上最大的 钢铁生产大国,但是中国的钢材生产目前还远远落后于世界 先进水平,中国家电和汽车工业所需要的高端冷轧钢板大部 分依赖进口,为了摆脱这种落后局面,国家在“十一五期间” 增上了大量的冷轧生产线,文献[1]报道,如果全部生产线投 产,将达到年产冷轧板1.6 亿吨,根据目前轧辊辊耗估算在 1kg/ t 左右。以年产1.6亿吨冷轧板计算,需要新增16万吨冷 轧辊,大大打破了国内市场平衡,根据《武钢轧辊库存保障 体系与零库存储备》[2]一文中介绍:金融危机前的2008年, 轧辊供需紧张不仅冲击国内市场,而且波及到国际市场。
一个方面是轧辊制造企业新制轧辊,需要采用轧辊淬火机床对 新轧辊进行热处理加工,
一个方面是轧辊使用企业,为了节约成本,对使用过了 的轧辊进行重新淬火加工和利用旧轧辊改制成小一号的轧 辊进行淬火加工。
辊底炉的应用现状及关键工艺技术分析
282018年 第6期 热加工H热处理装备eat-treatment Equipment辊底炉的应用现状及关键工艺技术分析■ 闻冬冬固溶体脱溶是可热处理强化铝合金进行强化热处理(淬火和时效)的基础,辊底式淬火炉主要用于2×××、6×××、7×××等航空工业铝合金中厚板的热处理。
淬火是生产航空用铝合金中厚板的关键热处理操作,其目的是为了得到高浓度的过饱和固溶体,给自然时效和人工时效创造必要的条件。
1. 国内辊底式淬火炉生产线情况传统的铝合金中厚板的淬火工艺主要通过盐浴炉来进行,从盐浴炉到淬火水槽之间用桥式起重机进行转移,淬火转移时间较长,这种淬火工艺使铝合金晶间腐蚀加重,且在后续加工中变形大,性能不稳定,实现这一热处理工艺过程所采用的设备是先进的固溶热处理及喷淋式淬火辊底炉。
国外艾伯纳、容克、EFR 公司开发出热风循环辊底式固溶热处理技术,与传统的盐浴炉相比,辊底炉具有炉温均匀度高、摘要:概述了辊底式淬火炉生产线的组成及国内生产线基本情况,详细介绍、分析了辊底炉的关键工艺及设计特点。
关键词:辊底炉;淬火;炉温均匀度;关键工艺扫码了解更多淬火转移时间短、淬火冷却更均匀速率更快等特点。
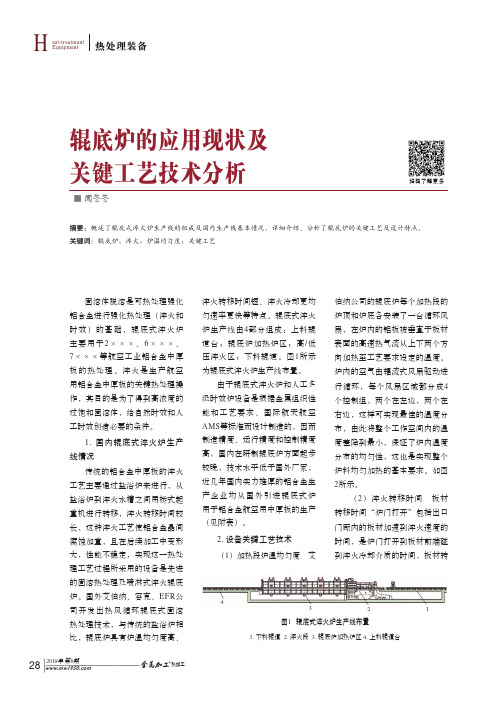
辊底式淬火炉生产线由4部分组成:上料辊道台;辊底炉加热炉区;高/低压淬火区;下料辊道。
图1所示为辊底式淬火炉生产线布置。
由于辊底式淬火炉和人工多级时效炉设备是根据金属组织性能和工艺要求、国际航天航空AMS 等标准而设计制造的,因而制造精度、运行精度和控制精度高,国内在研制辊底炉方面起步较晚,技术水平低于国外厂家,近几年国内实力雄厚的铝合金生产企业均从国外引进辊底式炉用于铝合金航空用中厚板的生产(见附表)。
2. 设备关键工艺技术(1)加热段炉温均匀度 艾伯纳公司的辊底炉每个加热段的炉顶和炉底各安装了一台循环风扇,在炉内的铝板被垂直于板材表面的高速热气流从上下两个方向加热至工艺要求设定的温度。
中厚板辊式淬火机淬火冷却系统调试及维护
1 、 概 述
压 区 的 目的是 进 一 步带 走 从钢 板 中心传 导 到 表 面
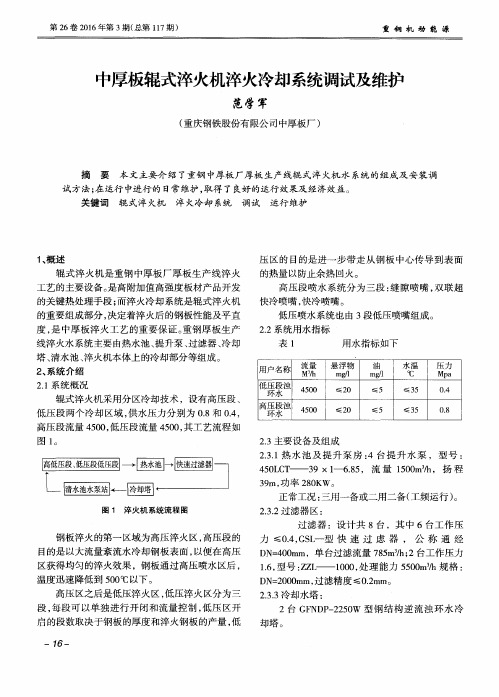
辊 式淬 火 机 是重 钢 中厚 板厂 厚 板 生 产 线 淬火 工艺 的主 要设备 。 是 高 附加值 高强 度 板材 产 品开发 的关键 热 处理 手段 ; 而淬 火冷 却 系统 是辊 式淬 火机 的重要 组 成部分 , 决 定着 淬火 后 的钢 板性 能及 平直 度, 是 中厚 板 淬 火 工艺 的重要 保 证 。 重钢 厚 板 生产
正常工况 : 三用一备或二用二备 ( 工频运行 ) 。
图 1 淬火 机 系统 流 程 图
2 _ 3 . 2过滤器 区 :
过 滤 器 :设 计 共 8台 ,其 中 6台工作 压 钢板 淬火 的第 一 区域为 高压 淬火 区 , 高压 段 的 目的是 以大 流量紊 流水 冷却 钢板 表 面 , 以便在 高 压 区获得均 匀 的淬火 效果 ,钢 板通 过 高压 喷水 区后 , 力 ≤0 . 4 , G S L _ 型 快 速 过 虑 器 , 公 称 通 经 D N = 4 0 0 mm,单 台过滤 流量 7 8 5 m 3 / h ; 2台工作 压力 1 . 6 , 型号 : z z I — 2 . 3 . 3 冷 却水 塔 : 2台 G F N D P 一 2 2 5 0 W 型钢 结 构 逆 流 浊 环 水 冷 却塔。 l 0 0 O , 处理能力 5 5 0 0 m3 / h规 格 : D N = 2 0 0 0 m m, 过滤精 度 ≤0 . 2 m m o
步 电动 机 : 二用 一备 ; 高 压 泵 三 台 :型 号 : L Y O S 4 0 0 - - 6 2 0 , 流 量 2 7 5 0 m 3 / h , 扬程 9 5 m, 功率 1 0 0 0 K w, 变 频 调 速 三 相 异步 电动机 : 二用 一备 。 过 滤 器 反洗 泵 : 型号 : 3 0 0 S 3 2 A, 流量 7 8 5 m 3 / h , 扬程 2 4 m, 功率 7 5 K W。 2 . 3 . 5喷水 区每组 管道 1套控 制 阀组 :包 括 1台 电 动 流量 调 节 阀 , 1台气 动 开 闭 阀和 2台手 动 开 闭碟 阀, 系 统共 1 2套控 制 阀组 。
LOI辊底式加热炉在济钢中厚板厂的应用
LOI辊底式加热炉在济钢中厚板厂的应用作者:朱万飞来源:《商品与质量·学术观察》2013年第08期摘要:本文介绍了辊底式炉的基本结构,工作流程,自动化控制,燃烧控制以及二级模型在加热炉中应用,对了解辊底式加热炉有很大帮助。
关键词:辊底式炉淬火燃烧控制数学模型热处理1、引言济钢于2007年建设一条厚板热处理生产线,该产线引进德国LOI公司技术,包括辊底式炉和连续淬火装置。
热处理炉将用于钢板的常化、奥氏体化和回火,在氮保护气氛下借助于辐射管通过间接加热对钢板进行热处理。
热处理炉全长59,74米,可对低合金结构钢、Z型钢、船用钢、桥梁钢、管线钢、高强度钢等钢种进行处理,单个钢板最长可达15米,重量最大达14吨,温度最高至980℃,最大处理能为30吨/小时。
2、基本结构我们的加热炉采用安装在顶部和底部的辐射管上的蓄热式烧嘴对钢板进行加热、最高温度可以达到980℃。
2.1 炉壳炉壳的设计各部分现场焊接在一起,炉壳的密封是用一块焊接钢板进行结构加固。
辊底式炉的入口和出口区域各有一个门廊(门帘)。
炉子中板子经过的直线区域上部和下部耐火的地方采用绝缘纤维阻塞。
炉壳还包括炉辊的支撑和带密封的烧嘴。
在炉子的每侧都有操作和维护平台,可以方便到达烧嘴区域、设备区域、观察孔区域、传感器和热电偶等位置,方便维护。
在炉墙壁中,有维护通路门,以便进入炉内进行必要的清洁和修理操作。
这些门用带插销的钢板制作,方便拆装移动,并且用陶瓷纤维绝缘。
氮气入口沿着炉顶按固定的间距排列。
氮气在入口和出口门廊(门帘)处被排放。
为了减少氮气的消耗,炉子的上料和卸料将以最大速度进行,其它时间门关闭。
在上料和卸料区域,安装了2套用于对炉内的O2 含量检测的O2检测设备。
2.2炉内辊炉内辊的尺寸根据处理钢板的最高温度980℃确定,能够承受炉内的热负荷及机械压力。
考虑上料的运输,炉内安装的109根辊的斜度是580mm。
辊子的壁厚是20mm,辊子的筒体离心浇注。
辊底式热处理炉在安钢中厚板热处理线上的应用
冶
金
能
源
3 9
ENERGY OR F METAI J J URGI I CAL I NDUS TRY
辊 底 式 热 处 理 炉 在 安 钢 中厚 板 热处 理 线上 的应 用
张 万 军
( 阳钢 铁股份 有 限公 司 第二 轧钢厂 ) 安
理工 艺 。
( 10 ,最大钢板单位重 量是 29 k/ 6~ 0 ) 18 gm,具 体技术性能指标见表 1 。
收稿 日期 :0 1 0 2 2 1 — 5- 5 张 万军 (9 9一 ) 工程师 ;5 04 河南省安 阳市。 16 , 450
冶 金
4 0
能
源
Vo . O No 6 13 .
火和辐射管式两种 。安 钢于 20 0 8年投 资新建一 条 中厚板 热处 理 生产线 ,并 于 20 0 9年 1 2月顺 利
投 产 。该 热处 理线 建 有一座 由德 国 L I 司设计 O公
制造的辐射管加热无氧化辊底式热处理炉 ,能实 现钢 板 的正火 、回火 以及正 火加 回火等 多种 热处
No . 011 v2
E RGY F TA 工URG C ND T NE OR ME I I AL I US RY
12 辊 底 炉本体 .
1 5 排烟 系统 .
辊 底 炉本 体 由炉体 钢结 构 、筑炉 材料 和操 作
排烟系统 由三台引风机 ( 两用一备 ) . 、两个 钢烟囱、排烟管道等组成。每个烧嘴都有一个单 独 的排 烟管 ,废气 可 自由排 放到 大气 中 ,但在 靠 近 排放 出 口有一个 罩式 喇 叭管来 收集 与空 气混 合 的烟气 ,以降低废气 的温度 ,然后 汇人 烟气支 管 、总管 ,经过排烟引风机进人钢烟囱。 16 控 制 系统 .
一种在线辊底式铝合金板淬火设备[实用新型专利]
![一种在线辊底式铝合金板淬火设备[实用新型专利]](https://img.taocdn.com/s3/m/412e401e7c1cfad6185fa7aa.png)
专利名称:一种在线辊底式铝合金板淬火设备专利类型:实用新型专利
发明人:孔云伟
申请号:CN201720703637.6
申请日:20170616
公开号:CN207193336U
公开日:
20180406
专利内容由知识产权出版社提供
摘要:本实用新型属于金属加工技术领域,具体涉及一种在线辊底式铝合金板淬火设备,包括相互连接的去离子供水单元和喷淋单元,还包括辊道传动单元,所述的去离子水供水单元,用于将原水加工成为去离子水并储存在蓄水池内;所述喷淋单元形成喷淋区;所述辊道传动单元用于连接轧制设备出口,将轧制后的铝合金板传送至淬火设备内并通过喷淋区进行冷却淬火。
实用新型的技术方案在淬火流程中无需二次加热,直接在线调整轧制工艺,保持板材余热,快速进入本实用新型的淬火设备完成淬火工艺,避免二次加热产生的能耗浪费,既大大降低了淬火成本,又保障了产品的淬火固熔性能。
此外铝合金板材能够实现在线连续淬火,生产周期短,生产效率高。
申请人:江苏国铝高科铝业有限公司
地址:223001 江苏省淮安市洪泽区城经济开发区冶金大道1号
国籍:CN
代理机构:北京卓唐知识产权代理有限公司
更多信息请下载全文后查看。
科技成果——辊压式淬火技术
科技成果——辊压式淬火技术技术开发单位北京科技大学技术领域钢铁冶金成果简介中厚板淬火方式主要有压力式和辊式两种。
压力淬火机采用压头将钢板压住后上下进行喷水。
这样会造成压头处由于与钢板接触,形成未淬火死区,淬火硬度不均匀,且容易瓢曲。
辊式淬火机是将钢板通过辊道的输送,进入喷水区进行淬火,钢板在运动中进行淬火。
其特性之一是在先快速冷却段使合适水量以最大限度吸收钢板表面的热量,保持钢板上下表面相同的冷却率,避免翘曲变形。
然后,以大水量继续冷却钢板,最终使钢板温度降到室温。
目前普遍采用辊式淬火机进行中厚钢板淬火,淬火机后可配套感应式加热装置,实施调质工艺。
辊压式淬火机具有自水冷保护和多重阻尼的整体式喷水系统结构,冷却的横向均匀性更好,冷却速度范围调节宽,解决了淬火过程板材高冷却速率、高冷却均匀性和板材平直度控制等难题,淬后板材性能指标均到达或优于国内外或企业内控标准,淬火后板材平直度达到或优于国外同类进口设备水平。
具有自主知识产权的淬火机淬火冷却控制模型可根据钢种、规格选择淬火模式参数,并自动调整辊缝、水流量、辊道速度等淬火工艺参数,实现淬火机淬火冷却过程的全程自动控制,该系统操作简单,控制精度高,价格大大低于国内外同类产品。
钢材淬火后,可使其硬度和强度有很大提高,并能改善某些物理化学性能。
但由于快速冷却,会出现内应力,塑性和韧性也有所降低。
为提高钢的综合性能,通常在淬火后再经高温回火处理,这种处理工艺称为调质处理,调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。
在淬火机后可设置感应式加热装置配套淬火机进行调质处理,提高淬火钢板强度和韧性。
应用情况技术方案成熟,具备推广条件。
辊压式淬火技术,已相继推广应用至临钢、南阳汉冶等企业,对促进企业中厚板热处理产品结构升级、产品质量提升以及企业产品附加值和竞争力的提高具有重要的意义。
市场前景钢铁企业淬火热处理生产线,机械加工及设备制造企业的淬火热处理生产线。
降低中厚板辊底式热处理炉能耗的生产实践

第 4期
赵房亮等: 降低中厚板辊底式热处理炉能耗的生产实践
述 了改进 的方法和过程 , 在使用 中效果 良好 。 关键词 辊底式热处理炉
Pr d c i n P a t e o d c n e g n u p i n o u to r c i f Re u i g En r y Co s m to c
o l r He r h He t Tr a m e tFu n c f Ro l a t a e t n r a e e f r M e i m n a y Pl t o du a d He v a e
值 和压力 波动较 大 , 烧 嘴 及煤 气 管 道 造 成严 重 对
腐蚀 或堵 塞 , 不利 于 煤气 的完 全 燃 烧 。燃 烧 系统 采 用 自身 预热式 烧嘴 , 种烧 嘴 自带燃烧 室 , 燃 这 且
烧后 废气 喷 出速 度 >10m s故 嘴前 空气 煤气 压 0 / , 力 相互影 响较大 , 就 是这 种 烧 嘴 空 气 与煤 气 配 也 比对 压力 波动敏 感 。这 种煤气 经 常导致 煤气 管道 被焦 油严 重堵塞 , 阀体前 后管 径缩 径 , 空气 阀门过
必 经之 路 。新 钢 公 司 中 厚 板 厂 热处 理 生 产 线 于 20 0 9年 2月投 产 , 3座辊 底式 热 处理 炉 , 中 , 有 其
配 型不 合 理 , 密封 效果 极 差 , 钢板 进 、 在 出料 时不
能形成 隔 热层 , 炉气 外 溢 , 热 面过 大 , 成热 量 散 造
・
第 1 8卷第 4期 2 ‘ 21 0 0 2年 8月
辊底式淬火炉与技术改造方式分析

辊底式淬火炉与技术改造方式分析作者:吕周来源:《汽车博览·科研上旬刊》2019年第01期摘要:辊底式淬火炉在当今工业生产中的应用愈加广泛,但是随着社会不断发展,老旧的辊底式淬火炉已经无法满足当代生产要求,如果整炉更换会.消耗大量资金,这就需要对辊底式淬火炉进行技术改造。
基于此,本文首先提出辊底式淬火炉技术改造方案,并分析改造后的效果。
关键词:辊底式淬火炉;技术改造;方案;效果引言辊底式淬火炉具有氮基保护气氛中较为先进的金属热处理生产线,我公司主要是用作于铝板及其相关零件光亮淬火、回火、调质处理。
辊底式淬火炉在投入使用之处,有效提升了工业生产效率,但是在时代不断发展、科学不断进步的基础上,老旧辊底式淬火炉性能、生产标准已经无法满足铝板生产要求,必须要进行技术改造工作,让辊底式淬火炉内部结构变得更加合理、性能更加完善,减少运行中的损耗,改善生产环境、扩大生产范围,将单一生产形式转变为多元化生产形式,并在改造之后强化气体保护的加热条件。
;1、辊底式淬火炉的技术改造方案辊底式淬火炉技术改造需要从多个方面出发,包括加热器、传动、进料、材料、铝板、加热系统等,其主要表现在:1.1 加热器改造科学分布加热器,由于辊底式淬火炉加热器会直接影响生产效能。
通过大量科学计算与试验得知,将炉顶加热器向下调整50-80mm可以确保加热性能,补充滚棒引起的出孔散热量较大造成的铝板温差问题,在生产中可以减少椭圆变形问题。
在加热器引出端改造前较为分散,对火炉的接线与密封不利,气体保护性能也会受到影响。
因此可以将引出端集中处理。
这样不仅可以提升密封性能,也能够提升气体保护性能。
1.2 混棒传动与进料端改造对混棒转动部位密封结构进行改造,采取深槽耐热橡胶密封圈进行密封,这样即可保证炉壳体密封效果良好。
此外,进料端可以增设密封式,应用双层炉门,液压传动关闭,从而适应气体保护加热。
1.3 材料与铝板改造合理選择耐火保温材料,通过实践经验得出,采用硅酸铝毡可以有效提升保温性能,缩短保温时间,采用该材料可以有效缩短升温时间,过去从室温升到工作温度用10h,在材料改造完毕之后只需要用8h,可以节省40kW·h的电能,还需要增设防漏层避免保温粉外泄,减少材料浪费以及空气污染。
中厚板热处理炉应用分析
( 莱芜钢铁集团有限公司 )
摘
要
通过对几种 常见热处理炉结构和原理 的分析 , 出各种炉型的应用范围和前景 。 指
关键词 辊底炉 双步进粱式炉 中厚 板热处理
Ap l a i n An lsso a e t n p i to ay i fHe tTr a me t c
组装, 要求 密 封 焊 接 和精 确 定 位 。炉 子作 为 一 个 终保 持 在正 常的工 况下 运行 。
整体架空在底部 钢轨 支撑 梁上 , 横向向非传 动侧
在 炉 温 >20℃ 时 , 辊 应 保 持 3m mi 5 炉 / n低
防止 炉 辊 受 热 变 形 。 为 防止 突然 断 电事 膨胀 , 向中 间 固定 向炉子 两侧 膨 胀 , 子在 使 用 速 运 转 , 纵 炉
维普资讯
・
第1 4卷第 3 期 1 6。 20 0 8年 6月
宽厚板
WI DE AND HE Y L T AV P A E
Vo . 4. . 1 1 No 3
Jn 20 ue 0 8
・
技术 讨 论 ・
中厚 板热 处理 炉应 用分 析
。1 7・
钢焊接 而成 , 以 吊挂纤 维模 块 和安 装烧 嘴 、 辊 辊 密封 体 、 用 炉 支撑 结 构 和安 全 盖 板 。 可 以保证 不 会 和支撑 烟管 等 。 全 炉 钢结 构 分 成几 段 , 场 进 行 现 出现 由于 密封 不 严 而 出现 的泄 压 现象 , 炉 子始 使
底辊采用空心辊 , 不加水冷。炉底辊传动方式 目 胀 问题 。
前 多为单 电机 变频驱 动 ,Байду номын сангаас可实 现灵 活多 变 的控 制 。
3《辊底式热处理炉过程控制系统及应用》
收稿日期:2011-03-16作者简介:唐郑磊(1985-),男,助理工程师,双学位,主要从事宽厚板方面的技术工作。
Process Controlling System and Its Application for Roller Hearth Heat -treating FurnaceTANG Zheng -lei ,ZHANG Hong -wei ,YANG Dong ,ZHU Cheng -jie(Nanyang Hanye Special Steel Co.,Ltd.,Nanyang474500,China )ABSTRACT :The article analyzes comprehensively the process controlling distinguishing features of roller hearth heat -treating furnace of Nangang.Moreover on the basis of mathematical model of roller hearth furnace ,achieves computer optimal controlling of roller hearth heat -treating furnace.The online optimal controlling of roller hearth heat -treating furnace can achieve real-time tracking of plate position inner furnace ,dynamic calculation of the temperature ,the best temperature optimization and online feedback correction ,plate loading and unloading online correction and other functions ,finally realizes the computer controlling system network in the whole line.KEY WORDS :roller hearth heat-treating furnace ;process controlling ;mathematical model ;optimal controlling摘要:以南钢辊底式热处理炉为研究对象,全面分析了其过程控制特点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大规格辊底式淬火炉设备在铝合金中厚板生产
中的应用
集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-
大规格辊底式淬火炉设备在铝合金中厚板生产中的应用随着中国科技的进步,大飞机计划和强军战略的实施,高性能的铝合金中厚板材越来越多的被应用于航空、航天、舰船等高技术领域,辊底式淬火炉设备在铝合金中厚板生产过程中的重要性也越来越被众多铝加工企业所重视。
本文介绍了一台超大规格辊底式淬火炉在铝合金中厚板生产中的应用。
过去的几十年来,我国80%以上的铝合金中厚板都来自于进口,随着我国有色金属加工行业的快速发展,国内铝加工企业不断地更新设备和创新工艺,国产铝合金中厚板在航空航天、舰船、汽车和高速动车等领域得到了广泛的应用。
并随着我国经济转型升级节奏的不断加快,高性能的铝合金中厚板需求量也越来越大。
4000Mm宽幅、300000Mm长度以上的超大规格铝合金板材是我国目前可以生产的最大规格的中厚板,而超大规格的辊底式淬火炉设备是该材料生产过程中的关键设备,该机组的设计和建成将满足国内对高性能、大规格铝合金中厚板材产品的需求,可以更好地解决靠进口铝合金板材对我国航空、航天行业发展需要材料的制约问题。
辊底式淬火炉的工艺原理
铝合金固溶处理的实质是将材料加热到特定温度使溶质充分地固溶在铝基体中,然后以最快的冷却速度冷却形成过饱和的固溶体,为随后的时效过程中获得最大的析出强化效果提供良好的条件。
辊底式淬火炉热处理机组就是借助辊底炉来实现多品种铝合金中厚板的固溶淬火处理。
辊底式淬火炉的设备组成和特性
2.1来料品种及规格
合金品种:2xxx、6xxx、7xxx系合金;厚度:6~250mm;宽度:1000~4350mm;长度:6000~38000mm;单板最大重量:20t;金属加热温度:200~580℃;炉气最高温度:600℃;板材冷却速度:≥20℃/s。
2.2设备组成和特性
铝合金板材由天车吊至上料轨道,经轨道输送进入炉内加热区。
板材在炉内辊上前后摆动,炉内有大风量高速轴流风机强制炉气循环,使板材上下表面同时均匀受热,快速加热至设定温度,按工艺要求保温一段时间出炉。
由轨道输送至淬火区,分别经高压低压水流淬火及空气冷却,温度迅速将至45℃以下,烘干后经卸料轨道运出。
2.2.1辊底炉本体
加热炉包括14个加热区,全部铝板同时加热,依据合金牌号的不同,达到相应的保温温度,当所需温度达到温差要求时,开始保温阶段。
辊底炉本体由炉壁、内炉膛和保温材料构成。
炉壁由普碳钢板与型钢焊接而成,并在炉顶和两侧配有维修平台和安全设备。
保温材料采用多层矿物纤维保温板和陶瓷板组成,保温层共8层,总厚度至少为400mm,内层之间均有阻凝箔,可以保证炉壁表面温度不高于环境温度20℃。
内壳由耐腐蚀、耐热镍镉合金钢制成。
内壳设计为悬挂于外壳上并与炉区中心对称。
2.2.2加热系统
全部炉区均采用电阻加热系统进行,开放式线圈加热元件固定在陶瓷环内组成加热器排。
每个加热区的炉顶和炉底各布置一台循环风机,采用强对流技术实现高强度的换热,通过位于风扇旁的导流系统和位于工作室内的风嘴组来保证在炉内每一段整个宽度方向上板材都能够均匀受热。
空气通过加热元件后,经风嘴组内的风嘴从上下两个方向同时垂直吹向板材表面,炉风通过径向流动风机循环流通。
每个热区装备4个K型热电偶,他们作为加热系统的控制热电偶使用,分别在空气进入炉室的上游。
回流热电偶作为循环风机的温度控制使用。
温度控制通过炉温控制软件自动实现。
2.2.3炉内输送辊
加热炉膛内的输送辊由高强度的铬镍合金制成,带有耐腐蚀、耐热刷衬和波浪形的钢丝。
板材进入加热炉后,在摆动的炉内输送辊上加热保温,这样既避免了辊子与板材的粘连又不会划伤板材表面,保证了较高的表面质量。
全炉共有86根炉内输送辊,驱动采用齿轮电子链驱动方式进行,每一炉区均设计为单独驱动组。
2.2.4淬火及冷却系统
淬火系统是整个辊底炉的核心部件,淬火系统的冷却速率直接关系到板材的最终性能。
本设备的淬火系统由高压淬火和低压淬火组成的二合一的主淬火区,取决于板材的厚度、合金种类和最终性能要求,系统会选者高压淬火或抵押淬火程序完成不同的冷却速率。
在主淬火区辊道的上方及下方均布置多排的全锥形喷嘴提供不同的淬火率。
所有喷嘴均由变频水泵供水,可以无极调节水流密度。
为了使铝板的达到均匀热传导,上下喷嘴可独立操作。
依据铝板的厚度和合金品
种,辊道的输送速度、喷嘴压力及水流密度可自动预选,从而使铝板变形将至最低同时淬火率最高。
在淬火区的入口和出口辊道顶部及底部均配备数只水刀和气刀,已防止淬火水顺着铝板表面流回炉区。
顶部水刀高度可无极调速,从而保证在铝板的同一位置水流过时的淬火效果与铝板厚度无关。
2.2.5干燥箱
干燥箱布置在淬火系统后方,通过高压风机和空气喷嘴吹走铝板表面的水分。
吹干机由四组狭缝式喷嘴组成,三组喷头位于板料下方,固定在辊子之间,另一组喷头位于板料上方的支架上,配备有升降机构,可针对不同厚度板材实现吹干效果最优化。
2.2.6卸料台
卸料台由安装了抗磨轴承的输送辊,齿轮电机,驱动链和型钢构成的机架组成。
辊道驱动装置为无级变速,与全体设备的输送系统同步运行。
卸料台配置提升和靠边单元便于铝板的定位,铝板停留在指定位置供自动行车取料,靠边完成,铝板提升后,铝板就位于卸料台指定的位置便于行车自动取料。
结论:本台大规格铝合金中厚板辊底式淬火炉机组,设计先进,具体的优点在于可以对铝板从顶部至底部,无论横向还纵向做均匀的热处理,因此可以保证铝合金中厚板在淬火热处理工艺中的均匀性。