8站小车呼叫的PLC控制
实训PLC控制站台小车的呼叫

一、实训目的 (1)掌握较复杂程序的编写; (2)掌握可扩展性程序编写的思路和 方法;
(3)严谨性、严密性及安全性编程的 训练。
二、实训器材 (1)可编程控制器1台 (2)8站小车的呼叫模拟板1块; (3)交流接触器2个
(4)共阴数码管1只(注:需要在七段 回路中分别串联510W电阻);
(4)小车运行时呼叫无效;
(5)具有左行、右行定向指示、原点 不动指示;
(6)具有小车行走位置的七段数码管 显示。
图7-28 8站小车的呼叫示意图
四、系统程序
1.I/O分配
X0:1号位呼叫SB1;X1:2号位呼叫SB2; X2:3号位呼叫SB3;X3:4号位呼叫SB4; X4:5号位呼叫SB5;X5:6号位呼叫SB6; X6:7号位呼叫SB7;X7:8号位呼叫SB8; X10:SQ1;X11:SQ2;X12:SQ3;X13: SQ4;X14:SQ5;X15:SQ6;X16:SQ7; X17:SQ8
Y0:正转KM1;Y1:反转KM2;Y4 左行指示;Y5:右行指示;Y10~Y16: 数码管abcdefg
2.程序设计
梯形图如图7-29所示。
图7-29 8站小车的呼叫程序
五、系统接线 系统接线如图7-30所示。
六、系统调试 七、实训报告
图7-30 I/O分配及接线图
(5)计算机1台(已安装GX Developer 或GPP软件);
(6)导线若干。
三、实训要求
用功能指令设计一个8站小车的呼叫控 制系统,其控制要求如下:
(1)车所停位置号小于呼叫号时,小 车右行至呼叫号处停车;
(2)车所停位置号大于呼叫号时,小 车左行至呼叫号处停车;
(3)小车所停位置号等于呼叫号时Байду номын сангаас 小车原地不动;
可编程控制器技术项目化教程 第3版 任务8 小车呼叫系统控制
任务8 小车呼叫系统控制
知识准备
2.数据比较指令
例8-3:填充存储区指令应用如图8-7所示。灯控按 钮I0.0按下一次,灯Q4.0亮,按下两次,灯Q4.0, Q4.1全亮,按下三次灯全灭,如此循环。
项目三 S7-1200 PLC基本指令应用
任务8 小车呼叫系统控制 任务实施
1.小车呼叫控制系统I/O分配
项目三 S7-1200 PLC基本指令应用
任务8 小车呼叫系统控制
项目三 S7-1200 PLC基本指令应用任务8 车呼叫系统控制学习目标
1.掌握移动操作指令的格式、功能及应用 2.掌握数据比较指令的格式、功能及应用 3.根据任务要求完成小车呼叫系统程序的设计,培养PLC程序设计能 力 4.掌握程序编制的基本原则和步骤,掌握程序调试的步骤和方法 5.任务实施过程中培养工匠精神、团队精神及自主学习能力
1.移动操作指令
(2)存储区移动指令 存储区移动指令助记符MOVE_BLK,实现相同数组之间部 分元素的传送,如图8-4所示。 指令功能:当使能输入EN端条件满足时,将源存储区的数 据移动到目标存储区,实现多个连续数据的传输。Count用 来设置要复制数据元素的个数。
例8-2:存储区移动指令应用如图8-5所示。
任务8 小车呼叫系统控制
项目三 S7-1200 PLC基本指令应用
任务8 小车呼叫系统控制
任务书
如图8-1所示,小车呼叫系统有六个工 作位置,分别通过行程开关SQ1~ SQ6来检测;每个工作位置设有一只 呼叫按钮,它们分别是SB1~SB6。工 作时,首先应按下启动按钮启动该系 统。然后,在任意位置按下呼叫按钮 时,小车都会自动向这一位置运动, 直到到达这一位置后,小车自动停止。 工作过程中若遇紧急情况,可及时按 下紧急停车按钮实现紧急停车。
机械毕业设计1461小车定点呼叫PLC控制设计论文 定稿

编号:毕业设计(论文)说明书题目:小车定点呼叫PLC控制设计学院:专业:机械设计制造及其自动化学生姓名:学号:指导教师单位:机电工程学院姓名:职称:题目类型:☐理论研究☐实验研究☑工程设计☐工程技术研究☐软件开发2014年5月4日可编程序控制器(PLC)是综合了计算机技术、自动控制技术和通信技术的一门新兴技术,是实现工业生产、科学研究以及其他各个领域自动化的重要手段之一,应用十分广泛,是现代工业控制的三大支柱之一。
本课题主要研究的是基于PLC的小车定点呼叫系统的设计,包括硬件的设计和软件的设计。
通过设计编制PLC程序实现小车模型控制系统的自动控制。
提供较为直观、清晰、准确的小车运行状态,为维修和故障诊断提供多方面的可能性,充分提高系统的工作效率。
早期运料小车电气控制系统多为继电器-接触器组成的复杂系统,这种系统存在设计周期长、体积大、成本高等缺陷,无数据处理和通信功能,必须有专人负责操作,将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用,PLC运料小车电气控制系统具有连线简单,控制速度快,可靠性和可维护性好,易于安装、维修和改造等优点。
随着经济的发展,运料小车不断扩大到各个领域,从手动到自动,逐渐形成了机械化、自动化。
将PLC应用到运料小车定点呼叫电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用。
它功能强大,可扩展到多达128I/O点,且能增加特殊功能模块或扩展板。
通信和数据连接功能选项使得FX1N在体积、通信和特殊功能模块等重要的应用方面非常完美。
本课题主要包括:分析被控对象和明确系统控制要求;选定PLC类型,确定系统I/O设备的数量及种类;控制流程设计;控制程序设计。
PLC在运料小车控制系统中的应用,已经在国内外工程、工厂中得到实际应用,具有巨大的经济和社会价值,其智能化和自动化的思路值得以后继续深入研究和推广。
【关键词】PLC;运料小车;定点呼叫;控制系统Programmable logic controller (PLC) is a new technology of computer technology,automatic control technology and communication technology, is one of important means of production, scientific and industrial automation in all other areas, a wide range of applications, is one of the three pillars of modern industrial control.The main research topic is the design of PLC car fixed call system based ondesign, including the design of hardware and software.Automatic control of the car model control system designed by PLC programming.Provide a running car is more intuitive, clear, accurate, provides many possibilitiesfor the repair and fault diagnosis, to improve the efficiency of the system.Early haul car electrical control system for multi-relay - contactor complex system composed of, such a system design cycle is long, bulky, high cost of defects, data processing and communication capabilities, there must be someone responsible for the operation of the PLC application haul car electrical control system, the automated control of the car transporter, reducing the running costs of the system, PLC haul car electrical control system has a simple connection, control speed, reliability and maintainability, easy to install, maintenance and transformation, etc.. With economic development, the car transporter expanding to all areas of mechanization and automation, from manual to automatic, and gradually formed.PLC application to the car transporter sentinel call electrical control system can realize the automatic control of the car transporter, reducing the running costs of the system. It is powerful, and can be expanded to up to 128I / O points, and can increase the special function modules or expansion board. Communications and data connectivity options the FX1N in volume, communications and special function modules and other important applications very perfect. The main topics include: analysis of the controlled object and a clear system control requirements; selected PLC type to determine the quantity and type of system I / O devices; control process design; design control procedures.PLC the car transporter control system, has been in the domestic and international engineering, plant their practical application, with huge economic and social value of intelligent and automated ideas worth further research and extension.【Keywords】PLC; car transporter; fixed-point call; control system目录前言 (1)1 小车定点呼叫方式的选择和可编程序控制器简介 (3)1.1 小车定点呼叫方式的选择 (3)1.1.1控制方式的分类 (3)1.1.2控制方式的比较 (3)1.1.3小车定点呼叫控制方式的选定 (4)1.1.4PLC控制系统设计的一般步骤 (4)1.2 可编程序控制器简介 (5)1.2.1PLC的定义 (5)1.2.2PLC的发展 (5)1.2.3PLC的特点 (6)1.2.4PLC的结构 (6)1.2.5PLC的工作原理 (9)1.2.6PLC的应用领域 (12)2 PLC系统的选择 (13)2.1 选型分析 (13)2.1.1PLC选型原则 (13)2.2 系统设计的要点 (13)2.2.1输入回路的设计 (13)2.2.2输出回路的设计 (13)2.2.3抗干扰措施 (14)2.2.4“COM”点的选择 (14)2.3 PLC系统的接线 (14)2.3.1电源接线 (15)2.3.2接地 (15)2.3.3控制单元输出端子接线 (15)3 小车定点呼叫模型控制系统的设计 (16)3.1 小车定点呼叫控制系统构件概述 (16)3.2 所用到的元器件简介 (16)4 小车定点呼叫控制系统设计 (18)4.1 控制系统工作原理 (18)4.1.1运料小车的运动流程 (18)4.1.2控制要求 (18)4.2 控制系统的框架 (20)4.2.1PLC框架配置图 (20)4.3 控制系统硬件设计 (20)4.4 控制系统软件设计 (21)4.4.1I/O地址分配 (21)4.4.2数字量输入部分 (22)4.4.3数字量输出部分 (22)4.4.4辅助继电器部分 (23)4.4.5小车启停辅助继电器 (23)4.4.6行程开关 (23)4.4.7呼叫按钮 (24)4.4.8比较 (25)4.4.9小车呼叫显示智能指令 (28)4.4.10小车启动定位1号站点指令 (28)5 控制系统的调试 (29)5.1 编程软件简介 (29)5.1.1GX DEVELOPE的主要功能 (29)5.1.2GX DEVELOPE的特点 (29)5.2 程序的下载、安装和调试 (29)6 结论 (31)谢辞 (32)参考文献 (33)附录 (34)附录1 FX2N基本指令 (34)附录2 程序流程图 (36)附录3 梯形图 (36)附录4 指令程序 (43)附录5 外部接线图 (47)前言在可编程控制器问世之前,继电器-接触器控制在工业控制领域中占有主导地位。
小车呼叫系统PLC控制说明书

目录1.任务描述与控制要求说明------------------------------------------------------------------2 1.1任务描述----------------------------------------------------------------------------------21.2控制要求说明----------------------------------------------------------------------------22.硬件选型---------------------------------------------------------------------------------------3 2.1PLC的优点-------------------------------------------------------------------------------3 2.2输入输出点数的确定--------------------------------------------4 2.3PLC的选型-----------------------------------------------------42.4硬件配置------------------------------------------------------53.地址分配及I/O连接图----------------------------------------------6 3.1地址分配------------------------------------------------------73.2 PLC硬件电器图------------------------------------------------84.PLC软件设计------------------------------------------------------8 4.1程序结构方案的选择--------------------------------------------9 4.2控制程序梯形图------------------------------------------------94.3梯形图对应的语句指令------------------------------------------105 .调试说明及注意事项-----------------------------------------------------------------------10 5.1调试说明----------------------------------------------------------------------------------105.2注意事项----------------------------------------------------------------------------------106.参考文献---------------------------------------------------------------------------------------101.任务描述与设备控制要求说明1.1任务描述某自动生产线上运料小车的运动如图10-1所示,运料小车由一台三相异步电动机拖动电动机正转,小车右行,电机反转,小车左行。
小车多方式运行的PLC控制课程设计说明书(

河北建筑工程学院课程设计计算说明书题目名称: 小车多方式运行的PLC控制院系:机械工程学院专业:机械电子工程班级:机电112学号: 2011322214学生姓名: 孙宏财指导教师:石树正职称:讲师2014年 7 月 10 日目录小车多方式运行的PLC控制设计 0一、小车运行的控制要求 0二、设计思路及有关说明 01。
总体设计思路 02。
小车运行控制的流程图 (1)3.小车运行的主电路 (2)三、基于PLC的电气控制系统电路图 (3)1。
I/O口的分配方案 (3)2。
PLC硬件连接电路图 (4)四、PLC控制程序的编制 (4)五、元器件的选择 (11)六、操作说明书 (11)七、心得体会 (12)八、参考文献 (12)小车多方式运行的PLC控制设计一、小车运行的控制要求小车系统由直流电机、继电器、小车和4个站台等组成,每个站台有检测传感器、指示灯和按钮。
采用S7—200PLC进行控制,控制要求如下:1.小车起始位置停在x(x=1~4)号站台,SYx传感器为ON;2.假如y(y=1~4)号站台呼叫,如果:①x﹥y,小车左行到呼叫站台停车;②x﹤y,小车右行到呼叫站台停车;③x=y,小车停止;3.小车在SY1和SY4处要有可靠的保护功能,自动往返或准确停车,防止向外撞;4.小车路过每个站台要有指示灯显示;但LB1和LB4灯要闪3次;图1 小车控制示意图二、设计思路及有关说明1。
总体设计思路将传感器SYx的输出信号、行程开关、呼叫按是SB1-SB4等分别接西门子S7—200PLC相应的输入口作为输入信号,输出口接电动机及各指示灯用以控制电动机和指示灯有序的运行,控制过程由PLC应用程序完成。
当一号工作台呼叫时,SB1=1,若此时小车正位于一号工作台,则一号工作台指示灯LB1亮,指示小车位置,但是电机不动作,小车保持停止状态;若此时小车在其他位置,则向左运动到一号工作位,每路过一个站台均有指示灯闪烁提示。
8站小车的呼叫控制

设计题设计题1、某水泵由三相鼠笼式异步电动机拖动某水泵由三相鼠笼式异步电动机拖动,,采用直接启动采用直接启动,,要求两处都能控制启要求两处都能控制启、、停,设计主电路与控制电路控制电路。
(。
(。
(101010′′)2、设计一台三相笼形电动机Y -△启动的PLC 控制系统控制系统,,要求画出主电路要求画出主电路,,写出I/O 分配表分配表、、PLC 接线图及程序梯形图接线图及程序梯形图。
3、设计一台由时间继电器控制的设计一台由时间继电器控制的三相笼形电动机三相笼形电动机Y -△启动的自动控制电路启动的自动控制电路4、某机床有主轴电机和润滑泵两台电机某机床有主轴电机和润滑泵两台电机,,主轴电机必须在润滑泵电机启动后才能启动主轴电机必须在润滑泵电机启动后才能启动,,润滑泵电机必须在主轴电机停止后才可以停止必须在主轴电机停止后才可以停止。
试用PLC 设计此控制系统设计此控制系统,,要求画出主电路要求画出主电路,,写出I/O 分配表分配表、、PLC 接线图及接线图及程序梯形图程序梯形图程序梯形图。
写出I/O 分配表分配表、、PLC 接线图及程序梯形图接线图及程序梯形图5.试设计某机床主电动机控制线路图,要求:(1)可正反转 (2)正向可点动 (3)两处起停 (4)有短路保护和过载保护6.设计一小车运行的控制电路,小车由异步电动机拖动,控制要求为:小车由原位开始前进,到终端后自动停止;在终端停留2分钟后自动返回到原位停止;并要求在前进或后退途中任意位置都能停止或再次起动。
7.M1启动后,M2立即自动启动;M2启动后,M3立即自动启动;M1,M2,M3一起停止;由短路、长期过载保护。
设计并绘出采用继电器—接触器控制的电动机控制电路。
8. (1)要求在X0从OFF变为ON的上升沿时,Y0输出一个2s的脉冲后自动OFF,如图3-70所示。
X0为ON的时间可能大于2s,也可能小于2s,请设计其梯形图程序。
(2)要求在X0从ON变为OFF的下降沿时,Y1输出一个1s的脉冲后自动OFF,如图3-70所示。
站小车呼叫的PLC控制

4.1
图3-1程序流程图
4.2
1.2
小车所停位置号小于呼叫号时,小车右行至呼叫号处停车;小车所停位置号大于呼叫号时,小车行至呼叫号处停车;小车所停位置号等于呼叫号时,小车原地不动;小车运行时呼叫无效;具有左行、右行定向指示;具有小车行走位置的七段码显示
1.3
1)设计出硬件系统的结构图、接线图、时序图等;
2)系统有启动、停止功能;
表2-1系统I/O资源配置表
序号
元件名
设备名
作用
1
I0.0
K1
启动按钮开关
2
I0.1
K2
停止按钮开关
3
I2.0
SB1
1号站呼叫按钮开关
4
I2.1
SB2
2号站呼叫按钮开关
5
I2.2
SB3
3号站呼叫按钮开关
6
I2.3
SB4
4号站呼叫按钮开关
7
I2.4
SB5
5号站呼叫按钮开关
8
I2.5
SB6
6号站呼叫按钮开关
图3-1总流程图
3.2
如果小车先在高位(ST8)时,小车依次停止在ST8~ST1位置,梯形图中并联各低位开关I1.0~I1.6,当低位呼车时,由于给位置线圈对应的常开触点自锁,各低位呼车无效,再串联各呼车位的常闭线圈,使其他位呼车无效,各低位的开关依次减少(越到低位呼车位依次减少),如果小车先在低位(ST1)时,也是按上述接梯形图。按下I0.1台车在SB1处,按下I0.0,,系统启动。M0.0起互锁作用,M0.0得电,按下I2.7(呼车按钮ST8),小车向SB8驶去,同时I1.0到I1.6这7个限位开关互锁,其他呼车按钮失效,M1.0也起互锁作用,(下面的原理都是相同的。)电动机正转,定时器开始计时,时间为30s,定时时间到,T37断开,其他呼车按钮恢复作用,小车开始等待响应下一个呼车信号。同理,电动机反转时,停车时间为30s,定时时间到,T37断开,其他呼车按钮恢复作用。电动机既不正转也不反转,并且没用工位使用台车,那么Q0.3可呼车指示灯亮。
PLC编程实例之八站点呼叫小车

PLC编程实例之八站点呼叫小车一辆小车在一条线路上运行,如图15-1所示,线路上有0#~7#共8个站点,每个站点各设一个行程开关和一个呼叫按钮。
要求无论小车停在哪个站点,显示该站点的站点号,当某一个站点按下按钮后,显示该站点的按钮号,小车将自动行进到呼叫点。
试用PLC对小车进行控制。
控制方案设计1.输入/输出元件及控制功能如表15-1所示,介绍了实例15中用到的输入/输出元件及控制功勇。
2.电路设计八站点呼叫小车PLC接线如图15-2所示,梯形图如图15-3所示。
3.控制原理PLC初次工作时,由于按钮X7~X0还未按下,D0=0,执行比较指令CMP D0 K0 M0,比较结果M1=1,M1常闭接点断开,不执行比较指令CMP D0 D1 Y10,没有比较结果。
假如小车停在3#站点,限位开关受压,X13=1,执行译码指令ENC0 X10 D1 K3,结果D1=3(3#站点)。
如果按下5#按钮,X5=1,执行译码指令ENC0 X0 D0 K3,结果D0=5(5#按钮),经比较D0≠0,M1常闭接点闭合,M3线圈得电自锁,接通比较指令CMP D0 D1 Y10,由于D1=3,D0=5,D0﹥D1,比较结果Y10=1,小车向前运动,当小车到达5#站点时,D1=5,执行比较指令CMP D0 D1 Y10,D0=D1=5,比较结果Y10=0,Y11=1,Y12=0,小车停止,信号灯HL亮。
如果再按下4#按钮,X4=1,结果D0=4执行比较指令CMP D0 D1 Y10,D0=4,D1=5,D0﹤D1,比较结果Y10=0,Y11=0,Y12=1,小车后退到4#站点停止。
关键字:PLC PLC编程实例三菱PLC 西门子PLCPLC编程实例之三台电动机顺序定时启动,同时停止用按钮控制三台电动机,按下按钮启动,启动第一台电动机,之后每隔5s启动一台电动机,全部启动后,按停止按钮,三台电动机同时停止。
控制方案设计1.输入/输出元件及控制功能如表17-1所示,介绍了实例17中用到的输入/输出元件及控制功能。
3.2项目三任务二 8站呼叫的PLC控制

3.2项目三任务二 8站呼叫的PLC控制一、复习旧知分析三相交流异步电动机Y-△降压起动的PLC控制。
二、引入新课在工业生产现场,尤其是在一些生产自动线上,经常会遇到一台送料车在生产线上根据各工位请求,前往相应的呼叫点进行装卸料的情况。
本任务以8站装料小车随机呼叫为例,围绕控制程序设计来介绍相关的功能指令及设计方法。
三、讲解新知(一)比较指令1、比较指令使用要素2、比较指令使用说明该指令是将源操作数[S1.]和[S2.]中的二进制代数值进行比较,结果送目标操作数[D.] ~[D.+2] 中去。
[D.]由3个元件组成,指令中[D.]给出首地址,其它两个为后面的相邻元件。
[当执行条件由ON→OFF时, CMP指令不执行,但[D.]中元件的状态保持不变,如果要清除比较结果,需要用复位指令RST。
该指令可以进行16/32位数据处理和连续/脉冲执行方式。
如果指令中指定的操作数不全、元件超出范围、软元件地址不对时,程序出错。
3、比较指令的应用(二)区间比较指令1、区间比较指令使用要素2、区间比较指令使用说明ZCP指令是将源操作数[S.]的数据和两个源操作数[S1.]和[S2.]的数据进行比较,结果送到[D.]中,[D.]由3个元件组成,[D.]中为三个相邻元件首地址的元件。
ZCP指令为二进制代数比较,并且[S1.]<[S2.],如果[S1.]>[S2.],则把[S1.]视为[S2.]处理。
当执行条件由ON→OFF时,不执行ZCP指令,但[D.]中元件的状态保持不变,若要去除比较结果,需要用复位指令才能清除当该指令可以进行16/32位数据处理和连续/脉冲执行方式。
3、区间比较指令应用(二)区间复位指令(ZRST)任务要求:应用计数器与触点比较指令,构成24h可设定定时时间的控制器,15min 为一设定单位,24h共96个时间单位。
控制器的控制要求:早上6:30,电铃(Y000)每秒响1次,6次后自动停止;9:00~17:00,起动住宅报警系统(Y001);晚上18:00开园内照明(Y002);晚上22:00关园内照明(Y002)。
PLC课件实训-8站小车呼叫的PLC控制201604

温州职业技术学院机械工程系
总结: 本次课重点 (1)数据运算在工程中的地位。 (2)功能指令灵活应用
作业:
加工中心刀具库选择控制程序设计及调试的流程 做在实训任务单上,下周二交。
Page ▪ 20
温州职业技术学院机械工程系
六种刀具的选择按钮; 2. ST1-ST6:
刀具到位行程开关, 用按钮开关表示。
Page ▪ 10
一、控制要求:
1. 初始状态时,PLC记录当前刀号。 2.按下任一个刀具选择按钮SB1-SB6,PLC记录该刀号。 3.刀盘按照离请求刀号最近的方向转动。 4.转盘转动到达刀具位置(需手动ST1-ST6),到位指示灯 L1亮,机械手开始换刀,换刀指示灯L2闪烁,5S后换刀结 束。 5.换刀过程中,其他换刀请求信号无效。 6.换刀完毕记录当前刀号,等待下一次换刀请求。
如何实现? 两者的差值就是转动的步数。
D0>D10 D0-D10=2→D20
D20=2<3 刀盘反转
Page ▪ 14
6 4
1.刀具初始位 4号 D10:00000100
选择1号刀具 D0 :00000001
如何实现?
两者的差值就是转动的步数。
D0<D10
D0+6=7→ D2,
1
D2-D10=3→D20
温州职业技术学院机械工程系
四、程序设计
D10与D0数据比较 1.D10<D0 M0=1 2.D10=D0 M1=1 3.D10>D0 M2=1
D20与K3数据比较 1.D20>K3 M10=1 2.D20=K3 M11=1 3.D20<K3 M12=1
Page ▪ 19
? 刀具位置信息
PLC应用技术3.4 知识点4数据处理指令

知识点4 数据处理指令1.知识目标(1)掌握数据处理指令的用法;(2)掌握高速处理指令的用法;(3)掌握部分方便指令、外部设备指令的用法;2.能力目标(1)能够运用功能指令编写8站小车的呼叫控制。
(2)能用功能指令编写花式喷泉控制程序(3)能用所学指令编写5台电动机顺序控制等控制程序。
(4)能用所学指令编写复杂彩灯控制程序并调试。
案例1引入:8站小车呼叫控制系统应用背景在工业生产和其他领域内,由于工作的需要,人们总是采用小车进行生产运输。
这可以减少工人的劳动强度,使人们避免受到其他的危害。
本项目将采用功能指令设计一个8站小车的呼叫控制系统,要求车所停位置号小于呼叫号时,小车右行至呼叫号处停车;车所停位置号大于呼叫号时,小车左行至呼叫号处停车;小车所停位置号等于呼叫号时,小车原地不动;小车运行时呼叫无效;同时小车在运行中具有左行、右行定向指示、原点不动指示;具有小车行走位置的七段数码管显示,如图4.4.1所示。
知识点4-数据处理指令一览1.区间复位指令ZRST(P)的编号为FNC40。
指令功能:它是将指定范围内的同类元件成批复位。
指令格式:如图所示,当X0由OFF→ON时,位元件M500~M599成批复位,字元件C235~C255也成批复位。
ZRST指令用法:1)[D1.]和[D2.]可取Y、M、S、T、C、D,且应为同类元件,同时[D1]的元件号应小于[D2]指定的元件号,若[D1]的元件号大于[D2]元件号,则只有[D1]指定元件被复位。
2)ZRST指令只有16位处理,占5个程序步,但[D1.][D2.]也可以指定32位计数器。
2.译码指令(1)译码指令DECO(P) 指令的编号为FNC41。
指令功能:根据n位输入的状态对2n个输出进行译码。
指令格式:如图所示,n=3 则表示[S.]源操作数为3位,即为X0、X1、X2。
其状态为二进制数,当值为011时相当于十进制3,则由目标操作数M7~M0组成的8位二进制数的第三位M3被置1,其余各位为0。
八工位运输小车PLC控制说明书

· · ·
BB
M 3~
图 3-2 主电路控制图
3.2 确定 I/O 信号数量,选择 PLC 类型
本此设计共有 19 个输入信号。每个工位处有一个呼叫开关,当需要呼车时按下相 应的呼叫开关,小车开始向呼叫位行驶。每个呼叫位应有一个行程开关,使得当小车到 达呼叫位时,自动停止。另外,还有一个启动开关和停止开关,用以控制整个电路的启 闭。若临时停电后再复电,小车也不会自动启动。还有一个热继电器,保护主电路。
第 1 章 引言
本次课程设计的主要内容是用 PLC 控制电气运输小车的运动。运输小车在 8 个工位 之间作有条件的运动。每个工位各有一个呼车按钮,一个行程开关和一个指示灯。呼车 按钮用于呼车,当该工位需要呼车时,按下该工位的呼车按钮,小车运动到该工位点。 行程开关的作用在于使小车在当前停车工位与呼车工位相比较之后,自行运动至该呼车 工位后自动停止。若呼车工位大于停车工位,小车前进;若呼车工位小于停车工位,小 车后退。指示灯是呼车的标志信号。指示灯亮,表示 8 个工位可以呼车;指示灯灭,表 示已经有工位呼车,其他工位不能呼车。本次设计的主电路非常简单,仅需用 PLC 控制 两个接触器实现电动机的正反转。电动机正转,小车前进;电动机反转;小车后退。
根据 PLC 控制系统所需控制信号及 CPU226 的输入/输出端口,本此设计的 I/O 地址 分配表如表 3-1 所示。
控制信号 输入信号
表 3-1 I/O 地址分配表
信号名称
停止信号
停止按钮开关
工位 1 限位信号
行程开关
工位 2 限位信号
行程开关
工位 3 限位信号
行程开关
工位 4 限位信号
行程开关
工位 5 限位信号
八工位运输小车PLC控制说明书

号编与配分的点 O/I
3.3
6
。示所 4-3 图如。图程流制控下以出绘以可�图制控气电及求要制控据根
图程流制控制绘
5.3
。示所 3-3 图如
�计设图线接统系行进以可�布分口端出输入输的 622UPC 和表配分 O/I 上以据根
6.3 5.3 4.3 3.3 2.3 1.3
CLP 章�第
2.2 1.2
2 ................................................................................................... 择选式方制控 2 ................................................................................................................. 明说择选案方体总 2 ........................................................................................................... 计设案方体总统系 1 ........................................................................................................................................... 言引
录附
71 ............................................................................................................................................................ 辞谢 61 ................................................................................................................................................. 结总计设 51 ............................................................................................................................................................ 论结 9 .......................................................................................................................... 制编序程制控 6 ..................................................................................................................... 图程流制控制绘 6 ................................................................................................... 图气电统系用应 CLP 作制 5 ............................................................................................................. 号编与配分的点 O/I 4 ................................................................................. 型类 CLP 择选�量数号信 O/I 定确 3 ...............................................................................................路电主计设�析分求要制控 3 .............................................................................................................计设统系制控
小车行车方向的PLC控制(用基本指令编写的PLC)

《PLC 原理及应用》课程设计报告小车行车方向的PLC 控制专业班级 11级电气工程及其自动化3班学 号 ************* 姓 名 李修鹏 指导教师 王荆中 提交日期 2013.12.22 成 绩JINGCHU UNIVERSITY OF TECHNOLOGY目录1设计任务和要求 (3)一、控制要求: (3)二、设计任务和要求: (3)三、提示: (4)2硬件设计 (4)2.1输入/输出设备的选型 (4)2.2主电路设计 (5)2.3PLC 选型 (6)2.4PLC 输入/输出分配表 (6)2.5PLC的输入/输出电气接口图 (7)3软件设计 (7)3.1控制程序的流程 (7)3.2控制程序的设计思路 (8)3.3软件调试及结果分析 (11)4课程设计总结 (11)参考文献 (12)小车行车方向的PLC控制1设计任务和要求一、控制要求:小车运行方向控制,就如同数控加工中心取刀机构的取刀控制,某车间有6个工作台,小车往返工作台之间运料。
每个工作台设有一个到位开关(SQ)和一个呼叫按钮(SB)。
具体如下:(1)小车初始时应停在6个工作台中任意一个到位开关位置上。
(2)设小车现暂停于m号工作台,(此时SQm动作),这时n号工作台呼叫(即SBn动作)。
若:1)m>n,小车左行,直至SQn动作,到位停车;即当小车所停位置SQ的编号大于呼叫的SB编号时,小车往左运行至呼叫的SB位置后停止。
2)m<n,小车右行,直至SQn动作,到位停止;即当小车所停位置SQ的编号小于呼叫SB编号时,小车往右运行至呼叫的SB位置后停止。
3)m=n,小车原地不动,即当小车位置SQ与呼叫SB编号相同时,小车不动作。
二、设计任务和要求:(1)根据动作要求,设计PLC控制小车的程序,同时画出I/O电气接口图。
(2)小车在每个工位应该有灯指示。
(3)调试程序,模拟运行。
三、提示:输入输出X0:启动按钮PB7 Y0:小车工作指示X1:停止按钮PB8 Y1:小车右行接触器KM1X2-X7:6个工位按钮Y2:小车左行接触器KM2X10-X15:6个工位行程开关SQ1-SQ6 Y3:到位显示2 硬件设计2.1输入/输出设备的选型名称含量说明开关6个6个工位行程开关按钮8个启动、停止按钮各1个,6个呼叫按钮指示灯10个工作指示灯1个、小车左行右行指示灯各一个、到位指示灯一个,6个工位指示灯2.2主电路设计2.3PLC 选型三菱FXGPWIN3.3cn 电脑导线下载线等2.4PLC 输入/输出分配表PLC I/O资源配置表序号元件名设备名作用1 X0 PB7 启动按钮2 X1 PB8 停止按钮3 X2 SQ1 1号站到位开关4 X3 SQ2 2号站到位开关5 X4 SQ3 3号站到位开关6 X5 SQ4 4号站到位开关7 X6 SQ5 5号站到位开关8 X7 SQ6 6号站到位开关9 X10 SB1 1站呼叫按钮10 X11 SB2 2站呼叫按钮11 X12 SB3 3站呼叫按钮12 X13 SB4 4站呼叫按钮13 X14 SB5 5站呼叫按钮14 X15 SB6 6站呼叫按钮14 Y1 KM1 小车右行指示灯15 Y2 KM2 小车左行指示灯16 Y3 PB9 到位显示指示灯17 Y10-Y15 PB1-PB6 1-6号工作台到位指示灯18 Y0 PB0 小车工作指示灯2.5PLC的输入/输出电气接口图3软件设计3.1控制程序的流程3.2控制程序的设计思路(1)图3.2-1梯形图为小车起停的程序,按下启动按钮小车运动,Y0指示灯亮,M0得电并且保持,按下停止按钮,M0失电。
自动送料八站小推车电气控制系统设计
2015届毕业设计(论文)课题任务书
学院:电气与信息工程学院专业:电气工程及其自动化
指导教师
学生姓名
课题名称
自动送料八站小推车电气控制系统设计
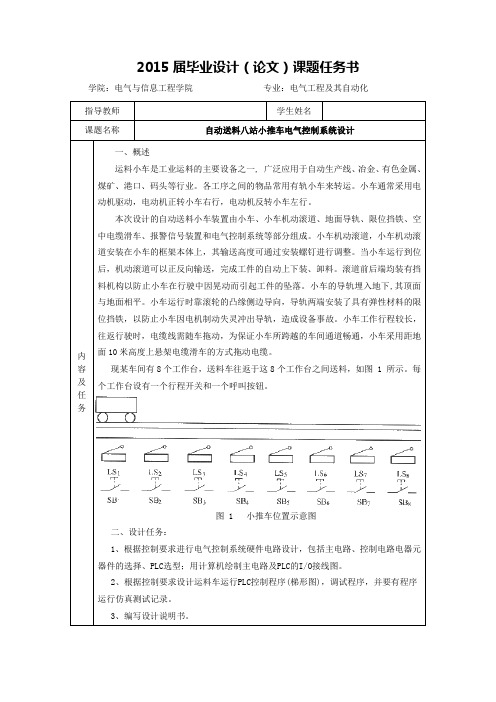
现某车间有8个工作台,送料车往返于这8个工作台之间送料,如图1所示。每个工作台设有一个行程开关和一个呼叫按钮。
图1小推车位置示意图
二、设计任务:
1、根据控制要求进行电气控制系统硬件电路设计,包括主电路、控制电路电器元器件的选择、PLC选型;用计算机绘制主电路及PLC的I/O接线图。
2、根据控制要求设计运料车运行PLC控制程序(梯形图),调试程序,并要有程序运行仿真测试记录。
[4]周亚军。电气控制与PLC原理及应用[M]。西安:西安电子科技大学出版社,2008。
[5]周美兰,周封,王岳宇。PLC电气控制与组态设计。[M]。北京:科学出版社,2009。
[6]王兆义。变频器应用—专业技能入门与精通[M]。北京:机械工业出版社,2010。
[7]吴启红。变频器、可编程控制器及触摸屏综合应用技术实操指导书(第二版)[M]。北京:机械工业出版社,2010。
内容及任务
一、概述
运料小车是工业运料的主要设备之一,广泛应用于自动生产线、冶金、有色金属、煤矿、港口、码头等行业。各工序之间的物品常用有轨小车来转运。小车通常采用电动机驱动,电动机正转小车右行,电动机反转小车左行。
本次设计的自动送料小车装置由小车、小车机动滚道、地面导轨、限位挡铁、空中电缆滑车、报警信号装置和电气控制系统等部分组成。小车机动滚道,小车机动滚道安装在小车的框架本体上,其输送高度可通过安装螺钉进行调整。当小车运行到位后,机动滚道可以正反向输送,完成工件的自动上下装、卸料。滚道前后端均装有挡料机构以防止小车在行驶中因晃动而引起工件的坠落。小车的导轨埋入地下,其顶面与地面相平。小车运行时靠滚轮的凸缘侧边导向,导轨两端安装了具有弹性材料的限位挡铁,以防止小车因电机制动失灵冲出导轨,造成设备事故。小车工作行程较长,往返行驶时,电缆线需随车拖动,为保证小车所跨越的车间通道畅通,小车采用距地面10米高度上悬架电缆滑车的方式拖动电缆。
基于可编程控制器(PLC)西门子S7-200的台车呼叫控制系统

目录第一章绪论 (2)§1.1设计的目的和意义 (5)§1.1.1设计任务 (5)§1.1.2控制器模块 (6)第二章总体设计思路 (7)§2.1总体设计方案 (7)§2.2硬件设计 (7)§2.3I/O地址分配 (8)§2.4顺序工作功能流程 (8)§2.5硬件接线图 (10)§2.6电路工作过程 (10)第三章软件实现具体设计 (13)§3.1PLC软件梯形图································ (13)第四章程序调试 (18)第五章设计结论与体会 (19)§5.1课设体会 (19)参考文献 (20)摘要本设计是一个基于可编程控制器(PLC)西门子S7-200的台车呼叫控制系统,它能够指示台车的停车位和呼叫使能,是否可以呼叫及台车是否到位,能够实现电机正转,电机反转,可以紧急停车等功能。
设计阐述了可编程控制器西门子S7-200的功能特点以及操作,提出了系统的总体设计方案。
本系统具有价格低廉、高可靠性、高性能和智能化的特点。
通过该系统的成功研制和应用,生产效率将大幅度提高,工人的劳动强度将大幅度降低,控制精度也将进一步提高。
关键字:可编程序控制器台车电机第一章绪论电子技术和微型计算机的迅速发展,促进可编程控制器(简称PLC)控制技术的迅速发展和广泛应用,PLC的可用领域已经渗透到国民经济的各个部门,它起到了越来越重要的作用。
PLC是一种在工业环境下应用而设计的数字运算操作的电子装置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
河由7奈七摩电气控制与PLC课程设计题目:8站小车呼叫的PLC控制院系名称:电气工程学院专业班级:学生姓名:学号:指导教师:成绩:指导老师签名:日期:目录一、概述 (3)背景及意义............................................................ 3...设计任务及要求........................................................ 3...课程设计的内容........................................................ 4...二、系统总体方案设计............................................................................ 4.. .系统硬件配置及组成原理................................................. 4..系统变量定义及分配表................................................... 5..系统接线图设计........................................................ 7...三控制系统设计 ........................................................... 8...控制程序流程图设计..................................................... 8..控制程序设计思路............................................................................ 9.. .四程序设计............................................................................ 9.. .流程图 ................................................................ 9...梯形图.............................................................. 1..1.五设计心得............................................................................ 1.. 5.六参考文献............................................................................ 1.. 5.8站小车呼叫的PLC控制一、概述背景及意义随着现代工业设备的自动化越来越多的工厂设备采用PLC变频器,人机界面自动化器件来控制,因此自动化程度越来越高。
电器控制技术是随着科学技术的不断发展,生产工艺不断提出新的要求而得到迅速发展的。
在现代化工业生产中,为了提高劳动生产率,降低成本,减轻工人的劳动负担,要求整个工艺生产过程全盘自动化,这就离不开控制系统。
控制系统是整个生产线的灵魂,对整个生产线起着指挥的作用。
一旦控制系统出现故障,轻者影响生产线的继续进行,重者甚至发生人生安全事故,这样将给企业造成重大损失。
台车【台车又叫送料车,是一种安装有脚轮的运送与储存物料的单元移动集装设备。
它具有自动行走,液压自动定位脱模(可实现上,下,左,右移动)的优点。
本设计主要是实现它的左右移动】呼叫控制系统是基于PLC控制系统来设计的,控制系统的每一步动作都直接作用于台车的运行,其控制重点转向物资的控制和管理要求实时、协调和一体化,计算机之间、数据采集点之间、机械设备的控制器之间以及它们与计算机之间的通信可以及时地汇总信息。
因此,台车性能的好坏与控制系统性能的好坏有着直接的关系。
台车能否正常运行、工作效率的高低都与控制系统密不可分。
它实现了全自动作业后,满足了人们速度、精度、高度、重量、重复存取和搬运等要求,使总体效益和生产的应变能力大大超过各部分独立效益的总和,自动化技术组建成为仓库自动化技术的核心,既可以节省开支,又减少了浪费,因此建立一个便捷、可行的台车呼叫控制系统是十分迫切和需要的。
本产品PLC实现自动化开支,解决了劳动强度大、经济效益差的问题。
设计任务及要求小车所停位置号小于呼叫号时,小车右行至呼叫号处停车;小车所停位置号大于呼叫号时,小车行至呼叫号处停车;小车所停位置号等于呼叫号时,小车原地不动;小车运行时呼叫无效;具有左行、右行定向指示;具有小车行走位置的七段码显示MIK课程设计的内容1) 设计出硬件系统的结构图、接线图、时序图等; 2) 系统有启动、停止功能;3)运用功能指令进行PLC 控制程序设计,并有主程序、子程序和中断 程序;4) 程序结构与控制功能自行创新设计; 5)进行系统调试,实现台车呼叫的控制要求。
二、系统总体方案设计 系统硬件配置及组成原理为了区别,工位依1〜8编号并各设一个限位开关。
每个工位设一呼车按钮, 系统设启动按钮和停机按钮各1个,台车设正反转接触器各1个,由于各工位呼 车指示灯同时动作,故各工位均使用同一个呼车指示灯。
系统布置图如图 2-1所示。
图2-1系统布置图控制电路、可编程控制器PLC 五部分组成。
由电源控制电路提供整个系统的能源,□ D 7bSTIST2ST3 ST4 ST5ST6 ST7□ SSHISLJ2SB*1 SB5 SB6 SB7k-LJSB8整个系统由电源控制电路、 按键呼叫控制电路、工作指示灯显示电路、台车□ □□ □ d□STI ST2 ST5 ST4 ST5 ST6SI 7 STB SBI囂 £ SB3船 4SH5 SB6 SB7SB«由可编程控制器PLC来读取按键的状态,再经过处理来控制工作指示灯和台车的运动状态。
如图2-2所示。
图2-2系统组成图系统变量定义及分配表1、系统变量定义。
I为输入继电器,输入继电器位于PLC的输入过程映像寄存器区其外部有一对物理的输入端子与之对应,该触点用于接受并存储外部输入的开关信号(在此程序中有限位开关、按钮),当外部的开关信号闭合,则输入继电器的线圈得电,在程序中其常开触点闭合,常闭触点断开。
常开和常闭软触点可以在编程中任意使用,次数不受限制。
Q为输出继电器,输出继电器位于PLC的输处过程映像寄存器区其外部有一对物理的输出端子与之对应。
它的作用是具有一常开触点用于向外部负载发送信号,每一输出继电器的常开硬触点与可编程控制器的一个输出点相连直接驱动负载,它也提供了无数的常开和常闭软触点用于编程。
在此程序中小车电动机的正转、反转和可呼车指示均由输出继电器控制。
M为通用辅助继电器(或中间继电器),它位于PLC存储器的位存储区,它是由软件来实现的,用于状态暂存,移位辅助运算及赋予特殊功能的一类编程元件,其作用类似于继电接触控制系统中的中间继电器,它在PLC中没有外部的输入端子或输出端子与之对应,因此不受外部信号的直接控制其触点也不能直接驱动外部负载。
绝大多数的继电器线圈由用户程序驱动。
T为定时器,定时器是可编程序控制器中的重要的编程软件,是累计时间增量的内部器件。
使用时要提前输入时间设定值,当定时器的输入条件满足时开始计时,当前值按一定的时间单位从0开始增加,当定时器的当前值达到设定值则触点动作。
利用定时器的触点就可以完成所需要的定时控制任务。
在课程设计中用到了T37断开延时定时器(TOF o2、I/O分配。
根据控制要求,系统的输入信号有:启动信号、停止信号,1号位-8号位的限位开关ST—ST8 1号位-8号位的呼叫开关SB1〜SB8系统的输出信号有:前进控制电机接触器驱动信号、后退控制电机接触器驱动信号,可呼叫指示灯信号。
共需实际输入点数18个,输出点数4个。
系统的I/O分配表如表2-1所示:14ST44号站限位开关15ST55号站限位开关16ST66号站限位开关17ST77号站限位开关ST88号站限位开关1819KM1电机正转继电器KM2电机反转继电器2021KM3可呼车指示22KM4指示灯系统接线图设计选择S7-200 CPU226基本单元(24入1出)1台组成系统。
系统接线图如图1-3所示24V图2-3系统接线图控制程序流程图设计流程图主要由过程动作、有向连线、转换条件组成。
过程与动作:顺序控制设计法最基本的思想是将系统的一个工作周期划分为若干个相连的阶段,这些阶段称为过程。
过程是根据输出量的状态变化来划分的,在任何一个过程之内,各输出量的ON/OFF状态不变。
但是相邻两过程输出量的状态是不同的。
过程的这种划分使代表各过程的编程元件的状态与各输出量之间的逻辑关系极为简单。
当系统正处于某一过程所在的阶段时,该过程处于活动状态,称该过程为“活动” 过程。
程序流程图如图3-1所示图3-1总流程图如果小车先在高位(ST8时,小车依次停止在ST8~ST位置,梯形图中并联各低位开关~,当低位呼车时,由于给位置线圈对应的常开触点自锁,各低位呼车无效,再串联各呼车位的常闭线圈,使其他位呼车无效,各低位的开关依次减少(越到低位呼车位依次减少),如果小车先在低位(ST1)时,也是按上述接梯形图。
按下台车在SB1处,按下,,系统启动。
起互锁作用,得电,按下(呼车按钮ST8,小车向SB8驶去,同时到这7个限位开关互锁,其他呼车按钮失效,也起互锁作用,(下面的原理都是相同的。
)电动机正转,定时器开始计时,时间为30s,定时时间到,T37断开,其他呼车按钮恢复作用,小车开始等待响应下一个呼车信号。
同理,电动机反转时,停车时间为30s,定时时间到,T37断开,其他呼车按钮恢复作用。
电动机既不正转也不反转,并且没用工位使用台车,那么可呼车指示灯亮。
四程序设计流程图图3-1程序流程图梯形图HO Q5 mi If5 M01 K2 VU 05 V2H H H HH M H'H II ) n.iT F(12T h理 2 IB K7IH7 "3 T II TI )HO 0 K3H4 KI V12 K3 K5 K3 TRI 屮III I I )niT FH2T Fn3d Hn.iH FIktrni!N3T I-niT H~ii~ B2 113 T 〒PI )«: HP fcwl 芒決爹 Mm) «> ■$ ・7 m7 VM t mi ) «• T Hnt 砂MU ran TUI ) 吹1 <1也細m B3 moH3 »? 脱 W3 VU 0 T H T 1—1HH HI II ) HI T HMT HIlf-11-ktwoA 弓KU ».8 ipHI ; M5T IHI )krnrt)K21 WJ n.7 r.7 »2t mi)111nj m* in r? mo T H H'H^H )H4T Hrt2T HItsT HB3T Hm2H F■血21101 Mli W15 Mt? M12 T I―d_I I_I )H6T FnsT FN4T H113T■u mt itv vi3T I —d_II_II_()fl.? I2S H).J 115 UtO m.1 m2 V13 KMT 〒 I ―I \-T-\>\_d_,_d_d —() H4 T HmsMfwrtTFKU MU UH M17 V15T I_d_d_d_()Itebwrta 密LtgG 购f?ii.? (24 M )I iu 刖 o mt m2 m3 isfT I ―I I~~I z ~ dd_ d~ I)n*wtnU)5 MU M15 N17 MHT I_(_d_II_()ErtN 茫]何讦隅五设计心得在之前以为对课本的知识了解的还可以,但是到设计运用的时候才知道对知识了解的还不够深,在此次课程设计中了解到自己的不足,也明确了自己的学习方向。