双龙烧录工具作业指导书
F300烧录作业指导书

作业指导书
F300
一.烧程序
1.将烧录版(参照下图)插入电脑的USB口,
2.从FTP上把FlashMagic烧录软件下载下来,解压即可使用
3.打开FlashMagic文件,如图
运行flash magic后出现如图所示界面
4.点击Select Device,选择与PCBA里的CPU对应的型号,F300默认选
LPC2365(如图2)
5.选择串口,点击COM Port,选择与烧录版相同的串口(如图3)
图3 6.选择波特率,点击Baud Rate,选择230400,
7.第二步选择如图所示:
8.选择程序,点击Browse,选择与生产通知单里的软件版本相同的版本(每
次烧录请从FTP下载,防止程序出错)
9.烧录前,拿到PCBA,先检查一下PCAB是否有连锡,或是脚位错位等现
象,如果无进入下一项
10.将烧录线接上F300PCBA上的USB,这时终红绿灯常亮,点击FlashMagic
里面的Start。
直到进度条结束,旁边显示Finished。
烧录作业指导书-RTL1195 MAC地址
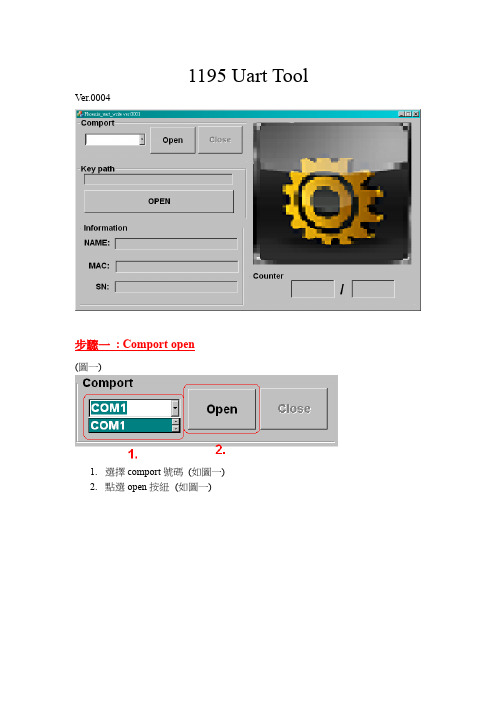
1195 Uart Tool Ver.0004
步驟一: Comport open
(圖一)
1.選擇comport號碼(如圖一)
2.點選open按紐(如圖一)
步驟二: Key.bin file open
(圖二)
(圖三)
1.點選key path open按鈕(如圖二)
2.選擇key.bin檔案(如圖三)
步驟三: 版子上電(必須正確完成步驟一、二). (圖四)
1.將會由下列兩張圖片相互切換(重新上電圖示)
→→→
2.顯示目前key bag燒錄數量
(圖五)
1.更換為傳輸圖示
2.顯示目前燒錄的資訊
3.顯示目前燒錄的編號
(圖六)
1.變更燒錄圖示
步驟六: 完成
(圖六)
1.更換成功圖示,並且儲存訊息於Log\History_log之中
自動燒錄:
(圖七)
system.ini內容如圖七紅框所示
Auto Write = 0 為單筆寫入
Auto Write = 1 為連續寫入,燒錄步驟到了完成,Tool便會回到步驟三等待上電。
錯誤訊息:
(圖八)
1.如果傳輸過程中產生錯誤,便會顯示錯誤圖示編號,並且儲存錯誤資訊
於Log/Error_log目錄中
SN 燒錄:
(圖九)
1.如果要燒錄sn key,必須要將for_usb_mp_tool底下的ip.ini開啟,並且將圖九的snlength=(一行sn key長度),這樣燒錄sn才會是正確的數值。
双龙烧录器烧录步骤图解

双龙烧录器烧录步骤
1.下载并安装双龙烧录器。
(通过开发厂商官网、烧录器购买时的光盘等多种方
式获取)
2.安装完成后,电脑桌面图标。
(默认安装时,电脑开始菜单中也可以找到)
3.双击打开烧录器。
图中框出了必选的一些参数。
(通常通过USB连接到烧录器
上,烧录器与芯片所在PCB板接口需自行做线连接)
4.选择芯片型号。
(SL烧录器多用于烧录ATMEL8、16等芯片)
5.加载烧录软体。
点击FLASH存贮器后面的“FLASH”按钮,选中对应的文件,
打开文件,弹出确认框,按确认即可。
6.很重要的一步,勾选“编程选项”。
(加密模式自定,为了防止软体被破解)
7.进行熔丝配置。
(芯片不同,熔丝配置也会有所不同,由写芯片软体开发工程
师决定)
8.烧录界面。
9.获取软件信息(开发厂商、版本号、联系方式等)
点击烧录软件界面右上方的“?”,进入相应菜单。
(开发工程师在写芯片软体过程中,遇到问题,可通过该联系方式与SL开发商联系)
10.烧录软件说明书。
也可以在烧录软件右上方“?”菜单内获取。
(说明书中对
烧录器,有很详细的解释)。
自动烧录机作业指导书
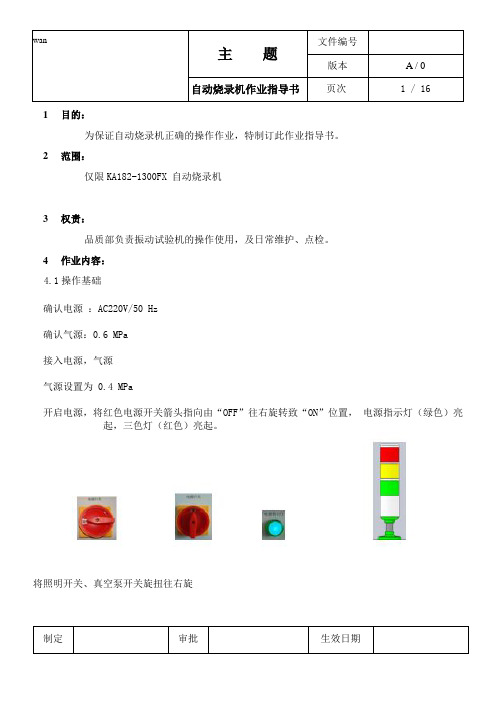
1目的:
为保证自动烧录机正确的操作作业,特制订此作业指导书。
2范围:
仅限KA182-1300FX 自动烧录机
3权责:
品质部负责振动试验机的操作使用,及日常维护、点检。
4作业内容:
4.1操作基础
确认电源:AC220V/50 Hz
确认气源:0.6 MPa
接入电源,气源
气源设置为 0.4 MPa
开启电源,将红色电源开关箭头指向由“OFF”往右旋转致“ON”位置,电源指示灯(绿色)亮起,三色灯(红色)亮起。
将照明开关、真空泵开关旋扭往右旋
自动烧录机作业指导书页次 2 / 16
自动烧录机作业指导书页次12 / 16
自动烧录机作业指导书页次13 / 16
自动烧录机作业指导书页次16 / 16。
综合烧录指导书
如果有为独立节点设置测试参数,则设置的节点会变成蓝色,用鼠标框选这些 节点后,双击鼠标,可以清除设置:
当测试发现问题时,如下图所示,在日志区会提示测试失败,然后显示出具体 失败的条目,如“最大值超过限定”、“最小值超过限定”、“相邻数据偏差 超限”、“整屏数据最大偏差超限”。
当测试失败时,点击【原始值】按钮可以看到测试不通过的详细原因,红色 数据为不通过数据,将鼠标放在红色数据上面,会提示失败原因:
2) 测试环境或者测试治具的原因。 a) 电源波动比较大时,有可能造成测试结果的不稳定。 b) 模组AVDD 或者Sensor EVDD 电压设置错误。电压会影响原始值的大小。 c) 测试治具的干扰。比如Sensor 测试时,Sensor 测试板与Sensor 的连接线过长或者 互相缠绕,可能造成数据不稳定。 d) GT9 系列IC 频繁测试出几百K 以上的短路阻抗时,可能是测试环境干扰导致误测, 请改善测试环境,并保证测试治具有效接地。
2)原始值最小值超限\按键最小值超限:只要差值满足要求,原始值最小值可以调 整到略小于当前Sensor 上的最小值附近,但不能小于屏上数据太多,必须逐步验证、 逐步调整。 3)相邻偏差、整屏偏差超限:相邻偏差是影响画线线性度的主要因素,对于 GT818\GT801 等小屏,相邻偏差一般设定在0.2-0.25 以内,对于多芯片方案,由于 TP 大,屏上数据不均匀现象比较严重,芯片对此有做特殊处理,可以将相邻偏差 放宽到0.4-0.5。相邻偏差过大时,建议多做验证,确认效果。测试时,相邻偏差 测试通过,将不再测试整屏偏差,只有相邻偏差与整屏偏差全部 NG 时,测试结果 才NG。
数据(TP)分析
X 轴为感应线(Rx)方向,Y 轴为驱动(Tx),如果有配置按键,则最下一行(Key)为 按键数据。
火花机作业指导书
火花机作业指导书一、引言火花机是一种常见的机械设备,用于在燃烧室内产生火花以点燃燃料混合物。
为了确保火花机的安全运行和有效性,本指导书旨在提供详细的作业指导和操作要求。
二、作业环境1. 确保作业区域通风良好,避免有害气体积聚。
2. 作业区域应干燥、清洁,并远离易燃物和可燃气体。
三、作业前准备1. 确保火花机处于停机状态,断开电源并拔掉电源插头。
2. 检查火花机的外观是否有损坏或异物堵塞。
3. 检查火花机的燃料供应是否充足。
4. 检查火花机的冷却系统是否正常运行。
四、操作步骤1. 打开燃料供应阀门,确保燃料流向正确。
2. 打开点火开关,将火花机的点火系统启动。
3. 按下启动按钮,启动火花机。
观察火花机的运行状态,确保没有异常情况发生。
4. 检查火花机的火花是否正常产生,并且在正确的位置。
5. 检查火花机的火花强度是否符合要求,确保能够有效点燃燃料混合物。
6. 观察火花机的工作温度,确保在正常范围内,避免过热或过冷。
7. 定期检查火花机的燃料滤清器和空气滤清器,清理或更换需要维护的部件。
8. 在作业结束后,关闭燃料供应阀门,并断开电源。
五、安全注意事项1. 在操作火花机时,应戴上适当的个人防护设备,如安全帽、护目镜和防护手套。
2. 在操作火花机时,应注意周围环境,避免与其他设备或人员发生碰撞。
3. 在操作火花机时,应注意火花机的运行状态,及时发现并解决异常情况。
4. 火花机应定期进行维护保养,确保其正常运行和安全性能。
5. 在操作火花机时,应遵守相关的安全规定和操作规程,严禁违规操作。
六、故障排除1. 若火花机无法启动,请检查电源是否正常连接,燃料供应是否充足,点火系统是否正常工作。
2. 若火花机点火无效,请检查火花机的火花是否正常产生,火花位置是否正确,火花强度是否符合要求。
3. 若火花机运行不稳定,请检查火花机的燃料供应是否正常,冷却系统是否工作正常。
4. 若火花机过热或过冷,请检查冷却系统的工作状态,确保冷却液循环正常。
CNC作业指导书
CNC作业指导书一、概述CNC作业指导书是为了指导操作人员正确进行CNC机床的操作而编写的文档。
本指导书旨在提供详细的操作步骤、安全注意事项以及相关数据,以确保CNC作业的高效性和安全性。
二、操作步骤1. 准备工作a. 确保CNC机床处于正常工作状态,检查电源、冷却系统、润滑系统等。
b. 检查刀具、夹具、工件等是否准备就绪。
c. 确保操作人员具备必要的安全防护装备,如手套、护目镜等。
2. 启动CNC机床a. 打开电源开关,并按照机床的启动程序进行操作。
b. 检查机床各轴的运动是否正常,如有异常情况应及时停机排除故障。
3. 载入程序a. 将程序存储介质插入CNC机床的读取设备中。
b. 根据程序编号或者名称选择要载入的程序。
c. 按照机床操作界面的提示进行程序的载入操作。
4. 设置工件坐标系a. 根据工件的几何特征和加工要求,选择合适的工件坐标系。
b. 使用机床的坐标系设置功能,设置工件坐标系的原点和方向。
5. 刀具和夹具设置a. 根据加工工艺要求,选择合适的刀具和夹具。
b. 使用机床的刀具和夹具设置功能,进行刀具和夹具的安装和调整。
6. 加工参数设置a. 根据工件材料和加工要求,设置合适的切削速度、进给速度、切削深度等加工参数。
b. 使用机床的参数设置功能,输入相应的数值。
7. 执行加工a. 按照程序的加工顺序,进行加工操作。
b. 监控加工过程中的刀具磨损、工件尺寸等情况,及时调整加工参数。
8. 完成加工a. 加工完成后,关闭CNC机床的主轴和进给系统。
b. 清理加工现场,归位刀具和夹具,清理机床表面。
三、安全注意事项1. 操作人员应熟悉CNC机床的操作规程和安全操作流程,并遵守相关规定。
2. 在操作过程中,应佩戴合适的防护装备,如手套、护目镜等。
3. 在机床运行过程中,不得随意触摸机床各部件,以免发生意外伤害。
4. 加工过程中,应注意切削工具的磨损情况,及时更换或者修复。
5. 加工完成后,及时清理加工现场,确保机床的整洁和安全。
松翰(SONIX)烧录器作业指导书
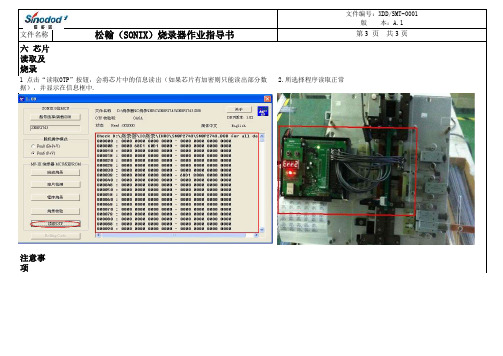
文件名称六 芯片读取及烧录 2.所选择程序读取正常后,将烧录器连接机台进行芯片烧录,注意事项1.取对应转接板插入所烧写程序,注意丝印上所印有型号,如C020配备2501B转接板,使用错误将无法烧录。
2.对所选择程序必须截图存档,方便每日程序点检及日后异常追溯。
4.将烧录器连接机台后,注意LED灯显示,黄色为烧录中,绿色为烧录完成,红色为不良.
作成部门
③编写/日期
②审核/日期
①批准/日期修订次数修 订日 期审 核日 期文件编号:XDD/SMT-0001
版 本:A.1
松翰(SONIX)烧录器作业指导书第 3 页 共 3 页
1 点击“读取OTP”按钮,会将芯片中的信息读出(如果芯片有加密则只能读出部分数
据),并显示在信息框中.
3.程序选取正确后必须读取1PCS芯片,点检芯片是否正确,并如实填写<烧录点检表>.。
WI-PM-011烧录作业指导书
深圳市浦洛电子科技有限公司
烧录
烧录作业指导书
1、目的:
规范员工每日作业标准,便于员工参照作业。
2、范围:
生产烧录作业。
3、作业内容:
3.1每日上班进入车间前穿好防静电衣.鞋.帽、依《ESD防护作业规范》检测静电手
环,填写《人员静电检测记录表》。
3.2作业前对烧录器、烧录座及设备接地进行日常点检,记录于《烧录/拷贝机日常
保养记录表》。
3.3班长进行烧录设备的联机、各项烧录参数的设置,设置OK后操作员不得擅自
更改设置。
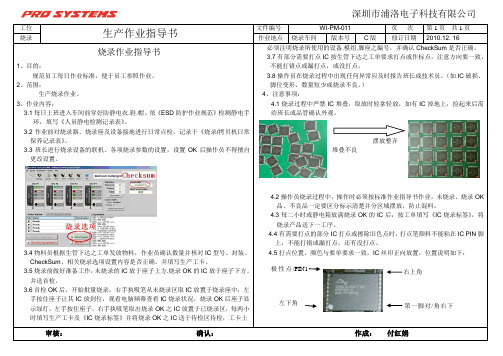
3.4物料员根据生管下达之工单发放物料,作业员确认数量并核对IC型号、封装、
CheckSum、相关烧录选项设置内容是否正确。
并填写生产工卡。
3.5烧录前做好准备工作,未烧录的IC放于座子上方.烧录OK的IC放于座子下方。
并送首检。
3.6首检OK后,开始批量烧录,右手执吸笔从未烧录区取IC放置于烧录座中,左
手按住座子让其IC放到位,观看电脑频幕查看IC烧录状况,烧录OK后座子显
示绿灯,左手按住座子,右手执吸笔取出烧录OK之IC放置于已烧录区,每两小
时填写生产工卡及《IC烧录标签》并将烧录OK之IC送于待检区待检,工卡上
4.2操作员烧录过程中,操作时必须按标准作业指导书作业,未烧录、烧录OK
品、不良品一定要区分标示清楚并分区域摆放,防止混料。
4.3每二小时或静电箱放满烧录后,按工单填写《IC烧录标签》,将
烧录产品送下一工序。
4.4有需要打点的部分打点笔颜料不能粘在IC PIN脚
作成:。
IC烧录检验作业指导书
1.目的2.範圍3.權責4.定義5.作業內容1、目的規範IC燒錄檢驗的作業方法,便於QC作業。
2、範圍適用于本公司代客戶燒錄的IC檢驗。
3、職責:無4、定義:無5、作業內容5.1 IC來料檢驗5.1.1IC來料檢驗適用于IC不是原生產產商包裝的、二次燒錄的IC。
5.1.2 IC來料檢驗實行外觀全檢,無需功能測試;5.1.3 核對IC實際數量與工單數量;5.1.4 發現IC少料、斷腳、破損1PCS,翹腳5PCS以上時須立即拍照郵件告知業務;5.1.5舊IC查看工單是否要求整腳,如無要求,發現有IC翹腳或連錫時需告知業務;5.1.6 來料是卷盤的IC要記錄IC在料帶內的放置方向。
5.1.7.耗材檢驗記錄在《來料檢驗記錄》表內,不合格品填寫《異常反饋單》給採購;5.2 制程檢驗5.2.1首件檢驗5.2.1.1 首件檢驗時機:工單首次燒錄,交接班、上班開機,更換IC型號、程式資料,重開機。
5.2.1.2首件檢驗內容:a.IC外觀不能有翹腳、斷腳等破損現象;b.核對IC燒錄的資料與工單要求的是否一致;c.核對機台燒錄設定選項是否與《工程首件承認書》一致;d.可以保存LOG文檔的機台,如FN-1000、ALL100是否有保存LOG文檔。
5.2.1.3 首件取樣方法:根據燒錄時使用的Socket數量,當Socket數量少於或等於5個時,每一個Socket取2個IC;當Socket數量大於5個時,每一個Socket取1個IC,確保每一個Socket燒錄的IC都能檢測到。
5.2.1.4 首件樣品必須是按正常流程(設備自檢OK→依據文件設定OK)生產OK品,用另一臺設備交叉驗證的結果。
5.2.15.自動設備燒錄Reel裝物料,首件樣品檢驗OK後放置在固定位置,用作巡檢時,確認OK,作替換品之用,其它如TRAY盤裝物料,其首件樣品檢驗OK後可立即放回原處。
5.2.1.6加密IC在首件燒錄時先將加密功能去掉,確認OK後再加密。
火花机作业指导书

火花机作业指导书一、引言火花机是一种常见的机械设备,用于进行金属材料的切割、打磨和雕刻等工艺。
为了确保操作人员的安全和提高工作效率,本作业指导书旨在详细介绍火花机的操作步骤、注意事项和维护保养方法。
请操作人员在使用火花机前,仔细阅读本指导书,并按照指导书的要求进行操作。
二、操作步骤1. 准备工作a. 确保火花机周围环境整洁,无杂物阻碍操作。
b. 检查火花机的电源线是否连接稳固,电源是否正常。
c. 确保操作人员穿戴符合安全要求的个人防护装备,包括护目镜、防护手套和防护服等。
2. 开机操作a. 按照火花机的电源开关操作步骤,将电源开关打开。
b. 检查火花机的各个部位是否运转正常,如有异常情况应立即停机检修。
c. 确保火花机上的刀具、砂轮等切削工具安装正确并紧固。
3. 进行作业a. 根据所需的作业要求,选择合适的切削工具,并将工件固定在工作台上。
b. 调整火花机的切削深度和速度,确保切削效果和作业质量。
c. 操作人员应保持专注和稳定的操作手势,避免因操作不当而造成意外伤害。
4. 关机操作a. 在作业完成后,先将火花机的切削工具归位,然后将电源开关关闭。
b. 清理作业区域,将工件和切削废料妥善处理。
c. 对火花机进行必要的维护保养,包括清洁、润滑和紧固等。
三、注意事项1. 个人安全a. 操作人员在使用火花机时,应穿戴符合安全要求的个人防护装备,包括护目镜、防护手套和防护服等。
b. 操作人员应保持专注和稳定的操作手势,避免因操作不当而造成意外伤害。
2. 火花机安全a. 在操作火花机前,应检查电源线是否连接稳固,电源是否正常。
b. 操作人员应定期检查火花机的各个部位是否运转正常,如有异常情况应立即停机检修。
c. 在更换切削工具时,应确保刀具、砂轮等工具安装正确并紧固。
3. 作业环境a. 火花机周围应保持整洁,无杂物阻碍操作。
b. 作业区域应有足够的光照和通风条件,避免因环境问题影响操作效果。
四、维护保养方法1. 清洁a. 定期清理火花机的各个部位,包括工作台、切削工具和机身等。
程序烧录指导书

版本:A0页码:22作 业 指 导 书作 业 指 导 书作业流程:用量数量1台1条产品型号:直流驱动(通用)工序名称:程序烧录版本:A0页码:2工序号:22,程序烧录前要注意确认程序版本,烧录时要等红色和绿色进度条完成后方可断电。
1,须佩戴静电手环作业,产品要轻拿轻放。
物料编码物料名称描述参数要求3,自检确认OK后转给下一工序。
烧录用电脑工装仪器设备栏:名称规格/型号批准:标准工时(分):程序下载连接线作业内容栏:(基本要求:不接收不良品、不制造不良品、不流出不良品 )注意事项:物料栏:编制:审核:A0页码:3产品名称:DC驱动电源工序类别:加工段(DC驱动电源)工序号:2版本:日期:步骤4.点击:PROJRAM,菜单键,开始下载程序。
步骤5.下载程序显示,红色和绿色进度条分别显示完成;驱动再次上电,程序指示灯闪亮。
程序下载显示:红色条和绿色条显示完成.点击:PROJRAM, 下载程序:作 业 指 导 书作业流程:用量数量1台1条程序下载连接线标准工时(分):编制:审核:批准:烧录用电脑名称规格/型号参数要求工装仪器设备栏:3,自检确认OK后转给下一工序。
1,须佩戴静电手环作业,产品要轻拿轻放。
2,程序烧录前要注意确认程序版本,烧录时要等红色和绿色进度条完成后方可断电。
注意事项:物料栏:物料编码物料名称描述产品型号:直流驱动(通用)工序名称:程序烧录A0作业内容栏:(基本要求:不接收不良品、不制造不良品、不流出不良品 )页码:3工序号:2版本:日期:步骤1.在我的电脑桌面双击,然后选择file ,再选择OPEN 打开文挡。
步骤2.然后在桌面上会有显示程序调入后的数字区别。
步骤3.将下载线插入到驱动板的下载端口。
选择软件的位置,和程序的版本,日期,选择软件版本后双击.程序调入后,有数字和英文显示,没有程序调入:显示为0000.下载线插入下载端口,红色接5V,端口:5V,SWIM,GND,RESET程序下载指示灯。
CNC作业指导书

CNC作业指导书一、引言CNC(Computer Numerical Control,计算机数控)是一种通过计算机控制机床进行加工的技术。
本作业指导书旨在提供CNC作业的详细指导,以确保操作者能够正确使用CNC机床,并按照要求进行加工。
二、作业准备1. 确认所需加工零件的图纸和规格要求。
2. 检查CNC机床的运行状态,确保其正常工作。
3. 准备所需刀具和夹具,并进行检查和校准。
三、操作步骤1. 打开CNC机床的电源,并确保机床进入待机状态。
2. 将所需刀具安装到刀库中,并根据加工要求选择合适的刀具。
3. 将工件正确夹紧在机床工作台上,并确保工件与刀具之间的距离符合要求。
4. 打开CNC控制器,并根据操作界面上的提示进行相应设置,包括加工程序的选择、刀具补偿、坐标系设定等。
5. 根据加工零件的图纸和规格要求,编写加工程序并输入到CNC控制器中。
6. 对加工程序进行验证,确保程序无误并符合要求。
7. 启动CNC机床,开始加工操作。
8. 监控加工过程,确保加工质量和效率。
9. 定期检查刀具磨损情况,并及时更换或修磨刀具。
10. 完成加工后,关闭CNC机床的电源,并进行清洁和维护。
四、安全注意事项1. 操作者应熟悉CNC机床的操作规程和安全要求,并佩戴个人防护装备。
2. 在操作CNC机床时,应保持专注并集中注意力,防止发生意外事故。
3. 禁止在机床运行过程中触摸刀具或工件,以免造成伤害。
4. 加工过程中,应定期检查机床的润滑系统和冷却系统,确保其正常工作。
5. 禁止擅自更改加工程序或参数设置,以免影响加工质量和安全性。
6. 加工完成后,应及时清理加工区域,并妥善处理废料和废液。
五、故障排除1. 如果CNC机床发生故障,操作者应立即停止操作,并通知维修人员进行维修。
2. 在等待维修期间,操作者应确保机床处于安全状态,并进行必要的维护工作。
六、总结本作业指导书详细介绍了CNC作业的准备工作、操作步骤、安全注意事项和故障排除方法。
火花机作业指导书

火花机作业指导书一、概述火花机是一种常见的机械设备,用于在金属表面产生火花,以清除表面污垢、氧化物、油脂等。
本作业指导书旨在提供详细的操作步骤和注意事项,以确保操作人员的安全和作业效果的最大化。
二、操作步骤1. 准备工作a. 确保操作人员穿戴好个人防护装备,包括防护眼镜、防护手套和防护服。
b. 确保工作区域干净整洁,没有易燃物或者其他危(wei)险物品。
c. 检查火花机的电源线和连接线是否完好,没有破损或者裸露的电线。
d. 确保火花机的电源开关处于关闭状态。
2. 启动火花机a. 将火花机连接到电源,并确保电源插头插紧。
b. 打开火花机的电源开关,等待数秒钟,确保火花机正常启动。
c. 检查火花机的控制面板,确保所有指示灯都正常亮起。
3. 调整火花机参数a. 根据作业需要,调整火花机的参数,包括功率、频率和脉冲宽度等。
b. 根据工作材料的性质和要求,选择合适的电极和电极间距。
c. 确保火花机的参数调整到最佳状态,以获得最佳的作业效果。
4. 进行作业a. 将待处理的金属工件放置在作业台上,确保工件稳固且不会滑动。
b. 使用火花机的手柄或者按钮,将电极挨近工件表面,保持适当的距离。
c. 按下火花机的触发器,开始产生火花。
d. 按照预定的路径和速度挪移手柄或者按钮,使火花均匀分布在工件表面。
e. 根据需要,重复进行火花作业,直到达到预期的清洁程度或者处理效果。
5. 完成作业a. 关闭火花机的电源开关,断开火花机与电源的连接。
b. 将火花机放置在安全的位置,确保不会被碰撞或者摔落。
c. 清理作业区域,包括清除产生的废料和碎屑,确保工作区域干净整洁。
d. 检查火花机的电线和连接线,确保没有损坏或者松动的部份。
三、注意事项1. 操作人员必须穿戴好个人防护装备,包括防护眼镜、防护手套和防护服,以避免火花溅射或者其他意外伤害。
2. 在操作火花机之前,必须对火花机进行检查,确保电源线和连接线没有破损或者裸露的情况。
3. 在调整火花机参数时,应根据作业需要和工作材料的性质选择合适的参数,以获得最佳的作业效果。
DCS、PLC在线修改作业指导书
DCS、PLC在线修改作业指导书第1节、AB公司SLC500双冗余可编程控制器维护作业指导书一、工作目的:帮助和指导班组进行AB公司PLC的作业指导。
二、适用范围:加氢制氢联合压缩机组、长盛公司制氮PLC加上位监控系统。
三、采用标准:《AB公司PLC维护维修操作手册》。
四、工作原理:PLC是英文Programmable Logic Controller的缩写,它不仅能实现继电器控制所具有的逻辑判断、计时、计数等顺序控制功能,同时还具有了执行算术运算、对摸拟量进行控制等功能。
美国Rockwell公司所属的A-B(Allen-Bradley)公司的小型机SLC500系列,由电源模件、通讯模件、CPU模件、I/O处理模件等组成,PLC采用的是梯形图程序扫描工作原理。
五、双冗余CPU进行主、副CPU切换操作步骤1.将主CPU的钥匙置于RUN位置2.将后备CPU的钥匙置于RUN位置3.此时主CPU的钥匙位置由RUN→REM→PROG4.这时后备CPU自动完成切换工作。
5.主CPU的钥匙位置由PROG→REM→RUN,使之处于热备用状态。
六、离线更换模件操作步骤1.戴上防静电手环。
2.将要更换的模件从机架的槽中拔出。
3.注意更换的模件是否与原模件完全相同,并确认模件地址及接线正确。
4.在和原模件同一槽位上,将要更换的模件推入槽的导轨中。
第2节、Step7可编程程控器维护作业指导书一、工作目的:帮助和指导班组处理Siemens公司的S7系列PLC 的维护作业指导。
二、适用范围:重整M1904控制系统、长盛公司制氮冰机PLC 加触摸屏监控系统。
三、采用标准:《Siemens公司的PLC维护维修操作手册》。
四、工作原理:PLC是英文Programmable Logic Controller的缩写,它不仅能实现继电器控制所具有的逻辑判断、计时、计数等顺序控制功能,同时还具有了执行算术运算、对摸拟量进行控制等功能。
德国Siemens公司的S7系列PLC属于模块式结构,主要由机架、CPU模块、信号模块、功能模块、接口模块、通讯处理器、电源模块组成。
全自动IC烧录机作业指导书A
1目的:为保证全自动烧录机正确的操作作业,特制订此作业指导书。
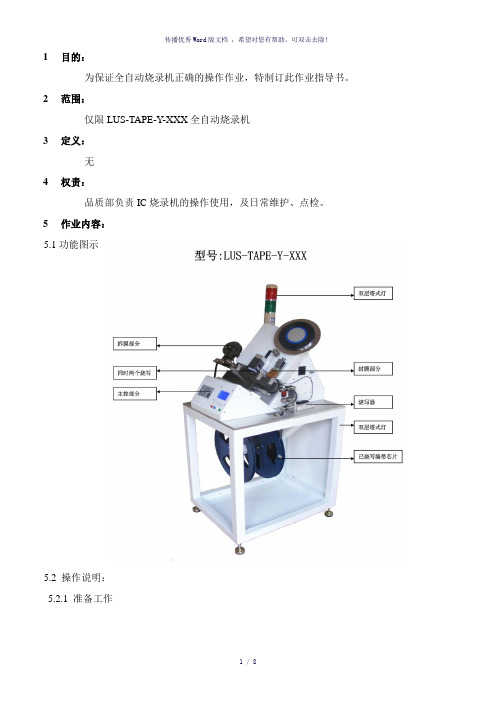
2范围:仅限LUS-TAPE-Y-XXX全自动烧录机3定义:无4权责:品质部负责IC烧录机的操作使用,及日常维护、点检。
5作业内容:5.1功能图示5.2 操作说明:5.2.1 准备工作将未烧写料盘装在此处;料盘背面朝外, 编带方向顺时针安装将已烧写好料盘装在此处; 料盘背面朝外编带经过固定滚轴的位置 取下保护固定板和固定轴 4根轴、2个保护板 通过主控显示屏升起探针详见以下主控显示屏菜单第4项辅助功能操作说明编带经过固定滚轴的位置注:此编带保护膜一定要与编带对齐贴合编带经过固定轴的位置编带头部装进此处固定轴内固定将保护固定板和固定轴装上通过电脑将程序拷入烧写器内,然后将烧写器和电源装上,如图5.2.2 主控显示屏参数设置1、按红色菜单键2、输入密码101(按白色键1次再按1此绿色键按蓝色确认键)输入密码后进入6、进入模式选择7、选择正常烧写模式8、选择后,按菜单键返回主菜单9、进入参数设置10、选择压膜参数设置11、查看当前温度12、当温度达标至140度后才可进行IC烧录。
13、按菜单键返回开始烧录1、进入辅助功能2、按绿色键向下移动3、选择探针上升4、按确认键开始上升1、如右图所示,显示屏出现烧录失败提示“N”“Y”表示OK“O”表示待烧录1、当烧录NG、错误的时候,请将右图槽内IC取出,更换已烧录OK的IC放进槽内,再盖上保护盖,继续烧录。
备注:为了有烧录好的IC可以更换,请提前用电脑手动烧录。
---精心整理,希望对您有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称 双龙烧录器 编制 --- 产品型号 SLISP_V1521_PNP
审核 --- 发行日期 2015-3-25 批准 --- 版本号
V1.0
页数
共 8 页
reformer
立方控股
○
R
产品名称双龙烧录器作业
指导书工
序
测试要点
编制---审核---批准---
产品型号SLISP_V1521_PNP 日期2015-3-25 日期2015-3-25 日期2015-3-25 目录索引执行:仓前生产基地目的:规范生产工艺范围:测试人员版本号:V1.0
测试要点 (2)
SLISP烧录软件安装(一) (3)
SLISP烧录软件安装(二) (4)
选择芯片和程序 (5)
1. 选择目标产品主芯片的型号 (5)
2. 选择目标产品的程序 (5)
3. 选择加密模式 (5)
配置熔丝和编程 (6)
4. 接线 (6)
5. 配置熔丝 (6)
6. 编程 (6)
附录 (7)
7. USBISP和双龙熔丝互换....................... 7程序版本:无测试软件:
工作电压:
工作电流:
DC5V 测试治具:如下图
双龙线制作方法(同USB ISP烧录线制作方法)
⑨⑩⑦⑧⑤⑥③④①②
⑨⑦③⑤①⑩⑧
⑥④②
⑨⑥⑧⑩②①
①脚为正+5V,⑩脚为GND
5V电源
指导书序安装(一)
产品型号SLISP_V1521_PNP 日期2015-3-25 日期2015-3-25 日期2015-3-25 作业内容及操作方法执行:仓前生产基地目的:规范生产工艺范围:测试人员版本号:V1.0
1. 1.
2.
注
意
事
项
1.3.4.
使用工1.电脑一套
2.双龙烧录软件
1、双击图标开始安装
3、同意
4、点击下一步
5、点击下一步
2、点击下一步
指导书序安装(二)
产品型号SLISP_V1521_PNP 日期2015-3-25 日期2015-3-25 日期2015-3-25 作业内容及操作方法执行:仓前生产基地目的:规范生产工艺范围:测试人员版本号:V1.0
1. 1.
2.
注
意
事
项
1.3.4.
使用工1、电脑一套
2、双龙烧录软件
6、点击下一步
7、点击下一步
8、点击下一步9、完成安装
指导书序
产品型号SLISP_V1521_PNP 日期2015-3-25 日期2015-3-25 日期2015-3-25 作业内容及操作方法执行:仓前生产基地目的:规范生产工艺范围:测试人员版本号:V1.0
1. 选择目标产品主芯片的型号
如步骤1~4正确选择目标产品芯片
2. 选择目标产品的程序
如步骤5~7正确选择目标产品程序
3. 选择加密模式
如步骤8按要求选择加密模式
注
意
事
项
此指导书以PJ30D双探头超声波为例
使用工1、电脑一套
2、双龙烧录软件
1、双击图标
2、选择LPT1
3、选择TUBO
4、选择主芯片
5、单击弹出文件查找对话框
6、展开程序文件路径
7、双击选择程序
8、选择加密模式
(右边下拉框可进行选择)
以PJ30D双探头超声波为例
指导书序
产品型号SLISP_V1521_PNP 日期2015-3-25 日期2015-3-25 日期2015-3-25 作业内容及操作方法执行:仓前生产基地目的:规范生产工艺范围:测试人员版本号:V1.0
4. 接线
方式一:目标产品不需要供电,烧录线直
供5V电源,再6芯下载针对接即可烧录
方式二:目标产品有接电源,烧录线就不
需要接5V电源了,6芯下载针对接后烧录
5. 配置熔丝
如步骤10~12按要求配置好熔丝位
6. 编程
如步骤13~15开始编程直到结束
1. 2.
注意事项1.注意,图一点击配置熔丝前烧录
线需连接电脑并口,否则会提示
未连接
3.4.
使用工1、电脑一套
2、双龙烧录软件
3、双龙烧录器
4、目标产品(PJ30D)
10、点击配置熔丝,“勾”消失
再点击一次,弹出熔丝配置图
9、将烧录线接电脑并口
11、按要求正确配置熔丝
12、点击确定
14、此处会有2次进度条15、提示加密完成,编程结束
指导书序
产品型号SLISP_V1521_PNP 日期2015-3-25 日期2015-3-25 日期2015-3-25 作业内容及操作方法执行:仓前生产基地目的:规范生产工艺范围:测试人员版本号:V1.0
7. USBISP和双龙熔丝互换
红色框内数值保持一致,篮框蓝字为例
8. USBISP和双龙加密互换
红色框内数值保持一致,篮框蓝字为例
1. 2.
注意事项1.扩展字节:两种烧录软件默认不
一样,是备用的不影响。
3.4.
使用工1.
勾选后为1,不勾选为0
BLBO选择第4种加密模式
序号发行日期版本号制定(改正内容)生产签收日期生产签收人编制审核批准1 2015-3-25 V1.0 新发行--- --- ---。