钻头基础培训
钻孔岗前培训

钻孔岗前培训教材目录:一:公司简介1.公司介绍2.公司质量方针3.公司质量目标二:钻孔流程相关介绍1.钻孔的目的2.钻孔流程相关介绍3.钻孔生产环境三:钻孔相关物料介绍1.钻针2.铝片3.垫板四:钻孔常用单位介绍1.几种常用单位的相互转换公式2.公英制的相互转换一:公司简介1. 公司介绍:.我司(东恩电子苏州有限公司)是专业提供印刷线路板钻孔和成型代加工服务,现公司未扩大生产规模之前拥有14台日立(HITACHI)钻孔机,其中有6台为MARK10型号,最高转速可达160万转,5轴生产,另有9台MARK20型号,最高转速可达200万转,6轴生产;2. 公司质量方针:优良的品质,快速的交期,不断满足客户的要求。
3. 公司本年度质量目标:钻孔报废率每月小于0.09%,客户投诉每月不多于2次,准时交货率达到100%;成型报废率每月小于0.07%,客户投诉每月不多于3次,准时交货率达到100%。
二:钻孔流程相关介绍1.钻孔的目的:钻孔主要是在PCB线路板上钻出通孔(Via),盲孔(Blind hole),埋孔(Buried hole),主要在整个线路板印刷过程中起到层与层之间的线路导通,其中通孔是导通各层之间的线路,另还有的孔则是零件孔在后续中主要用于插件,而盲孔与埋孔则是导通各别层之间的线路;2.钻孔流程:2.1进料:户提供待生产产品(PCB钻孔板)与相关信息(如产品数量,批号,生产叠板数,尺寸等)和生产资料资料(如钻孔程式,底片等),进料检验人员需对产品进行各项检验,主要是根据客户提供的产品相关信息对产品进行数量等核对并确认无误,同时还需对产品来料品质进行检验,如刮伤等异常,如有任何异常需及时通知生管反馈与客户;2.2上PIN:据客户提供的生产叠板数用PIN钉将相应片数的板子固定住;通常是通过上PIN机完成,然后套上相应尺寸的垫板,再用粘板机粘上相应尺寸的铝片;此流程在我司的生产模式是将整理好的垫板,钻孔板和铝片直接依次上在机台上打好PIN钉的垫木板上;2.3钻孔:将客户提供的钻孔程式录入钻孔机内,根据此程式对相应料号进行钻孔生产;2.4退PIN:即将生产完的整叠板用退PIN机将每又叠板上的PIN钉去除;此流程我司的生产模式是机台出现下板报警后,直接将板从打好PIN钉的垫木板上拿下,PIN钉不动,可继续固定下叠板;2.5检验:即将生产后的钻孔板进行各项品质检验,确认无任何品质异常时才可出于客户处,如有发现异常则需确认异常产品能否重工或返修,如确认可以则需通过重工或返修达到产品要求然后再出于客户处,如不可以则需将不良板分开放置;钻孔板需检验的内容大致有孔径,孔位,孔数,外观,切片等检验;2.6打包:将生产后并检验确认无异常的板按客户提供的打包数量进行打包,对于有品质异常的板则需分开打包并要在出货单上和相应包装垫板上注明;2.7出货:将生产好的板和相关资料(钻孔底片等)还回客户,需附我司出货单,根据客户要求还需附出货检验报告,切片报告等;3.钻孔生产环境:钻孔车间温湿度每班点检,温度须在22±4℃,温度须在50±10%。
煤矿井下定向钻进技术培训系列----钻头

支柱形钻头
平角刮刀钻头 图6.1.8 全面钻头
弧角刮刀钻头
2. 金刚石复合片钻头
(1) 主要产品类型
a) 全面钻头-定向钻头
窄保径反切
宽保径
七齿
图6.1.9 定向钻头
八齿
合理选型:煤层建议选用窄保径、七齿定向钻头; 岩层建议选用宽保径、八齿定向钻头。
2. 金刚石复合片钻头
(1) 主要产品类型
b) 取心钻头
(胎体性能稳定、生产效率低、模 具成本高)
2、无压烧结成型
(胎体性能不稳定,生产效率高)
3、冷压烧结成型
(先成型后烧结,适合结构简单的 批量产品,生产效率高)
2. 金刚石复合片钻头
(1) 主要产品类型
a) 全面钻头 b) 取心钻头 c) 套铣打捞钻头 d) 扩孔钻头 e) 锚杆钻头 f) 石油(煤层气)钻头
图6.1.33 冲击锤头(潜孔锤头)
3. 硬质合金钻头
(2)硬质合金钻头碎岩机理及适用性 a) 回转切削机理
图6.1.34 回转切削示意图
特点:
中等转速、低钻压;低成本;
切削碎岩,钻进效率高。
适用性:
软(1-4级)煤层、沙土层 等—中硬地层(4-6)泥岩、 页岩等
3. 硬质合金钻头
(2)硬质合金钻头碎岩机理及适用性 b) 冲击回转机理
d) 多级组合防突扩孔钻头
图6.1.15 多级组合防突钻头
图6.1.16 组合防突钻孔示意图
2. 金刚石复合片钻头
(1) 主要产品类型
e) 锚杆钻头
半片型
整片型
图6.1.17 锚杆钻头
2. 金刚石复合片钻头
(1) 主要产品类型
f) 石油(煤层气)钻头
钻井培训教材

• 二)、降滤失剂 • 1、羧甲基纤维素钠盐 • 代号为Na-CMC,简称CMC,目前常用的 有低粘CMC、中粘CMC、高粘CMC三种。为 白色纤维状粉末,具有吸湿性,不溶于 酸和醇等有机溶剂,易分散于水中形成 胶状液,抗温达90~140℃,有一定抗盐、 抗钙能力。 • 主要用于各种水基钻井液的降滤失剂, 还具有抑制页岩水化膨胀作用、增稠作 用等。
4、发挥水力效能,传递动力,冲击井底, 帮助钻头破碎井底岩石,提高钻井速度。 5、悬浮岩屑和加重剂,降低岩屑沉降速度, 避免沉砂卡钻。另外承受钻杆和套管的 部分重力。 6、润滑并冷却钻头,钻具。 7、防止地层中盐水、盐岩、石膏、芒硝等 对钻井液的化学污染,防止硫化氢污染 和损害。 8、利用钻井液,准确获得井下资料。
3、岩心录井 概念:利用取心工具,将井下一定深度 地层的岩石以柱状形式取上来,并对其 进行分析、研究而取得各项资料的过程。
• 4、荧光录井 概念:石油中的油质、沥青等在紫外 光的照射下,能发出一种特殊光亮,就 是荧光。根据荧光显示的亮度及颜色的 差别,测定出石油的含量和组成成分, 对油气层进行定性和定量解释,就是荧 光录井。 荧光录井的方法 • ⑴ 岩屑干照法。 • ⑵ 点滴分析法。
⑶ 记录方法 就是将钻时、接单根、停钻、停泵、 变泵等一些情况详细记录在钻时记录表 上。钻时的变化能反映地层的坚硬或松 散程度。根据钻时的大小可以粗略地判 断岩性和进行地层对比。根据钻时记录 绘制钻时曲线,并结和有关地质资料, 对地层、岩性、含油气等情况进行综合 分析。
2、岩屑录井 概念: 在井深不断加深过程中,按 照一定的取样间距和迟到时间,将岩屑 连续收集起来,进行观察、分析,并综 合运用各种录井资料进行岩屑归位,以 恢复地下原始剖面的过程。
• 二)、钻井液粘度、切力与钻井的关系 • 1、粘度、切力过大有以下害处。 • ⑴流动阻力大,能量消耗多,功率低, 钻速慢; • ⑵净化不良(固控设备不易充分发挥效 力),易引起井下复杂情况; • ⑶易泥包钻头,压力波动大,易引起卡、 喷、漏和井塌等事故; • ⑷脱气较难,影响气测并易造成气侵。
钳工基础知识——孔加工
钳工基础知识培训
二、麻花钻的结构特点
1.麻花钻的组成 麻花钻按其功用的不同 ,
可以分为三部分: 1.钻柄.2.钻颈.3.钻体 钻柄: 钻头上供装夹用的部分, 并用以 传递钻孔所需的动力(扭矩和轴向力)。 钻颈: 位于刀体和钻柄之间的过渡部分。 通常用作砂轮退刀用的空刀槽。 钻体: 钻头的工作部分, 由切削部分 (即钻尖)和导向部分组成。
麻花钻的刃磨要经过较长期的实践 , 才会较好的掌握刃磨的技巧和技能。
钳工基础知识培训
第二节 钻床 (P202—214)
一、钻床的种类
钻床种类很多,常用的有台式钻床、立式钻床、摇臂钻床和手电钻等。 (1)台式钻床 图4-6所示是一台最大钻孔直径为Φ12的台式钻床。 二、钻头的装夹工具 (2)立式钻床 立式钻床是钻床中较为普遍的一种,它有多种型号,最大钻孔
Ra50—Ra12.5μm。所以钻孔只能加工精度要求不高的孔或作为孔 的粗加工,如法兰孔的加工等。
钻头的切削运动由以下两种运动合成。 (1)主运动 是由机床或人力提供的主运动,它使刀具和工件之 间产生相对运动,从而使刀具前面接近工件并切除切削层。
钳工基础知识培训
(2)进给运动 是由机床或人 力提供的使刀具与工件之间产 生附加的相对运动,加上主运 动,可不断地或连续切除切削 层,并得出具有所需要几何特 性的正加工表面。如图4-1所 示。
图-1 标准麻花钻的刃磨角度 图 -2 标准麻花钻的刃磨方法
钳工基础知识培训
为保证钻头中心处磨出较大的后角 ,还应作适当的右移运动 , 刃磨时两手 动作的配合要谐调自然 ,不断反复 ,两后面经常轮换 ,至达到刃磨要求为止。
钻孔加工培训
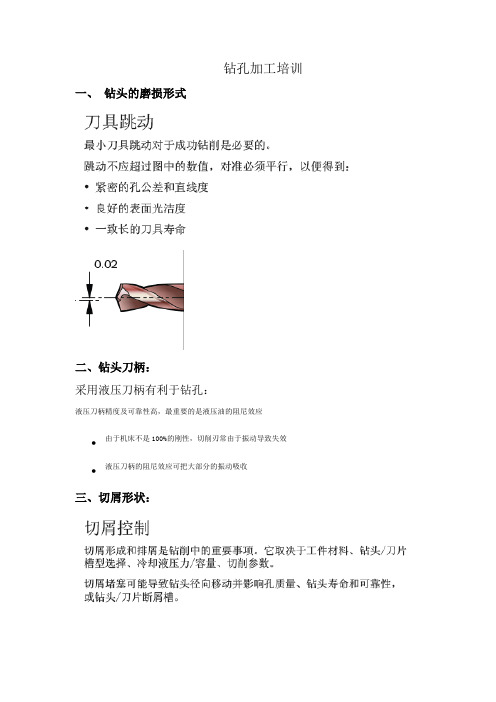
钻孔加工培训一、钻头的磨损形式二、钻头刀柄:采用液压刀柄有利于钻孔:液压刀柄精度及可靠性高,最重要的是液压油的阻尼效应•由于机床不是100%的刚性,切削刃常由于振动导致失效•液压刀柄的阻尼效应可把大部分的振动吸收三、切屑形状:四、排屑•排屑 - 一般建议• 1. 确保使用正确的切削参数和钻头槽型。
• 2. 检查切屑形式。
• 3. 检查是否可以提高切削液流量和压力。
• 4. 检查切削刀刃。
刃口微崩可能由长切屑引起,然而可以隔开切屑。
• 5. 检查可加工性是否由于新一批工件材料而改变。
可能需要调节切削参数。
• 6. 调节进给量和速度。
五、切削方式方法1:G73,方法2:G83六、冷却液•为了优化性能,钻头应该经过充分冷却,冷却液流量适当时,刀具寿命会更长,并且可以达到最高切削速度•如果没有经过充分冷却,钻头会迅速升温,钻头直径加大,从而导致钻头被卡在孔里•带内冷的合金钻头要求加工的深度要足够深,冷却的压力越大,加工的效果越好,冷却液足够时钻头的寿命和孔的加工质量都会提升•如果使用不带内冷的钻头,则尽量安装至少一个冷却剂喷嘴七、切削参数总结:如何得到良好的孔质量1,排屑•确保排屑令人满意。
切屑堵塞影响孔质量和可靠性/刀具寿命。
•钻头/刀片槽型和切削参数是关键的。
2,稳定性,刀具设置•使用尽可能最短的钻头。
使用刚性和准确的、具有最小跳动的刀柄。
确保机床主轴处于良好状况并且没有轴心差。
旋转工件和钻头以得到深孔中高的直线度。
稳定的部件夹紧。
对于不规则、成角度表面和交叉孔确定正确的进给速度。
3,刀具寿命•检查刀片磨损并确定预定的刀具寿命程序。
4,保养•定期更换刀片夹紧螺钉。
在更换刀片之前清洁刀尖座。
使用扭距扳手和二硫化钼润滑剂。
在重磨整体式/焊接硬质合金钻头之前不要超过最大磨损量。
刀具使用寿命计算计算刀具寿命刀具寿命(TL)可以用米表示的距离、孔数或分钟数来测量。
理论示例:Dc 20 mm v c = 200m/min n = 3184 rpmf n = 0.20 mm/r,孔深50 mmTL(m):15 mTL(孔数):15 x 1000/50 = 300个孔TL(min):15 x 1000/v f = 15 x 1000/(f n x n)= 15 x 1000 /(0.20 x 3184)= 23 min钻削中最常用的刀具寿命准则为后刀面磨损量。
钻孔磨钻头基本操作实训

钻孔、磨钻头、攻螺纹与套螺纹工艺操作实训一、钻孔工艺用钻头在零件、实体材料上加工孔的方法称为钻孔。
钻孔时钻头的运动:●切削运动(主运动)——钻头围绕自身轴线的旋转运动,起切削作用。
●进刀运动(辅助运动)——钻头对着工件作直线前进运动。
1.钻头的种类和用途:钻头一般是由碳素工具钢或高速钢制造,并经过淬火处理提高其硬度。
钻头的种类:钻头的种类较多,有扁钻、深孔钻,中心钻、麻花钻等。
(1)中心钻——主要用于加工轴类零件的中心孔。
(略)(2)麻花钻麻花钻分为直柄、锥柄两种,锥柄为莫氏锥度,钻头直径大于12mm的大多采用锥柄结构。
主要用于孔的加工,是钳工常用的钻孔工具。
1)麻花钻的构造麻花钻由柄部、颈部和工作部组成。
●柄部——钻头在钻具上的安装夹持位置,是钻孔时传递转矩和轴向力的部位。
●颈部——是锥柄与钻头工作部的连接部位,也是钻头外圆刃磨时的退刀槽。
该部位一般刻印有钻头规格、材料和商标。
●工作部分——包括钻头的切削、导向两个部分。
a)切削部分:包括横刃、两个主切削刃,起主要切削作用;b)导向部分:包括螺旋槽、刃带、齿背等部位,起到保证钻削方向、排屑、输送冷却液的作用,也是钻头的备磨部分。
螺旋槽——正确形成切削刃和前角,并起着排屑、输送冷却液作用。
刃带、齿背——在钻头的外圆柱面上,沿螺旋槽高出约0.5~1mm的窄带称为刃带;钻头的外圆柱面上低于刃带的部分称为齿背。
钻孔时,刃带起着引导钻头不致偏斜的作用以及修光孔壁的作用。
齿背起着减少钻头与孔壁摩擦的作用。
2)麻花钻主要角度a)顶角(2φ)——两切削刃的夹角称为顶角。
顶角小,轴向阻力小,利于散热和提高钻头使用寿命;但是顶角小,钻头的切削转矩会增大,切屑变形增大,排屑困难,还会影响冷却液进入。
标准麻花钻的顶角2φ=118°±2°,一般使用量在80°~140°之间。
钻削硬材料选大值,反之取小值。
b)前角(γ0)——主切削刃上任意一点的前刀面与该点基面之间的夹角称为前角。
钻头基本知识PPT课件

环保型切削液的开发与应用
环保型切削液
研发低毒、低污染、可生物降解的切削 液,减少切削液对环境和人体的危害。
VS
切削液应用
优化切削液的配比和使用方法,提高切削 液的冷却、润滑和排屑效果,降低能耗和 切削温度。
THANKS
感谢观看
切削速度与切削深度
切削速度
切削速度是指钻头切削刃在单位时间内切除的金属量,它与钻头的转速和孔径 有关。
切削深度
切削深度是指钻头切削刃切入工件表面的深度,它与钻头的直径和工件的材料 有关。
切削液在钻头切削中的作用
01
02
03
冷却作用
切削液能够将切削过程中 产生的热量带走,降低切 削区的温度,防止钻头过 热而磨损。
松开夹持螺丝,将钻头从夹持工具中 拔出。注意不要用力过猛,以免损坏 夹持工具或钻头。
正确安装钻头
将钻头插入夹持工具中,确保钻头与 工具对齐,然后紧固夹持螺丝,确保 钻头牢固地安装在工具上。
钻头的正确使用方法
确定钻孔深度
根据需要钻孔的深度,调整钻床的行程,确保钻孔深度符合要求。
选择合适的转速和进给速度
钻头基本知识ppt课 件
目录
• 钻头简介 • 钻头材料 • 钻头切削原理 • 钻头使用与维护 • 常见钻头问题与解决方案 • 钻头发展趋势与未来展望
01
钻头简介
钻头的定义与用途
定义
钻头是一种旋转切削用刀具,主 要用于在实心材料上钻孔。
用途
在机械加工、建筑、矿山等领域 广泛应用,用于打孔、攻丝等作 业。
以减少磨损和摩擦热。
存储环境
03
将钻头存放在干燥、无尘的环境中,避免阳光直射和高温环境。
05
钻头基本知识和选型(技术员培训)

3. 刮刀钻头
2.1. 刮刀钻头图片
2. 刮刀钻头
2.2. 刮刀钻头的工作原理 刮刀钻头主要以切削作用破碎地层。 • 破碎塑性岩石过程:
在钻压 W 作用下,刀翼容易吃入地层;刃前岩石在扭转力T 的作用下不断产生塑性流动。这和车刀切削软金属的过程类似。
一、石油钻井钻头的分类
2. 刮刀钻头
2.3. 刮刀钻头的应用 •刮刀钻头制造工艺简单,成本低; •刮刀钻头适用于软地层,钻速快,每米钻进成本低; •刮刀钻头容易磨损成锥形,造成缩径和井斜; •刮刀钻头产生剧烈的扭转振动,破坏钻具和设备; •刮刀钻头目前很大程度上被PDC钻头取代。
(4)由于聚晶金刚石属于硬脆性,在工作过程中也易崩损,崩损后的聚晶金刚石 工作模式将与天然金刚石工作模式相似。
(5)在坚硬岩石(如隧石、硅质白云岩、硅质石灰岩等)中,是要靠聚晶金刚石的 棱角实现微切削、刻划等方式来破碎岩石。
3. 金刚石钻头
3.5. 孕镶钻头(Impregnated bit)
用于高研磨性地层
(3)在脆性较大的岩石中,在钻压和扭矩作用下所产生的应力使岩石表现 为脆性破碎,即属于以剪力和张力形式破碎岩石。
(4)在坚硬岩石(如隧石、硅质白云岩、硅质石灰岩等)中,是要靠金刚石的 棱角实现微切削、刻划等方式来破碎岩石。
3. 金刚石钻头
3.3. 热稳定聚晶金刚石钻头(Ballaset bit)
3. 金刚石钻头
3. 金刚石钻头
3.1. 天然金刚石钻头
3. 金刚石钻头
3.2. 天然金刚石钻头的破岩机理 天然金刚石钻头以磨削(研磨)方式破碎岩石,类似于砂轮磨削金属 的过程。
(1)在钻进某些硬地层时,在钻压作用下压入岩石,使与金刚石接触的岩 石处于极高的应力状态而使岩石呈现塑性;
钻头培训_精品文档

S型刃磨
(2)同心性・孔精度良好 (3)刃端強度高 (4)再研磨容易
D-GDN,EX-SUS-GDRのφ13mm以下等に採用
决定切削条件的要素
切削速度(m/min) • 回转速度(min-1)
刀具回转速度
刀具回转次数
进给速度(mm/min) • 每转进给量(mm/rev)
刀具移动速度
每一转前进的深度
チゼルエッジを小さく(薄く)して中心まで刃を施す事によってドリルを被削材に 食い付きやすくなり、穴位置精度・切りくず分断の向上が計れる。
チゼルエッジ
チゼルエッジ
有横刃修磨
无横刃修磨
轴向抵抗
一般钻头
A C-C断A面 切削Bは出来てB いない。
C C
钻头切削機構
A-A 断面 B-B 断面
A-A 断面
f=0.20mm/rev 加工1孔 50回転
切削速度与进给量
・切削速度过大 寿命急剧减少
・进给量对寿命的影 響小
高能率加工の方法-2提高回転速度
增强耐熱性
切削熱の除去
*材質的高級化
*切削油的浸透性提高
HSS,PM-HSS 分断切屑
超硬,金刚石
抛物线的刃溝
*涂层
TiN,TiCN
TTiiA Nl ・N TiCN
SKH58 M7 1.0 4.0 8.8 1.8 2.0
M41 1.1 4.3 3.8 6.8 2.0 5.0
CPM SKH10 T15 1.5 4.0
12.0 5.0 5.0
XPM
5.0 10.0
涂层
涂层
色相 硬度(HV) 摩擦係数 氧化温度 附着力
TiN
黄金 2000
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Cooling the chip Improved chip control Improved chip transport
D3-0047-0008-E-p
Precision Cutting Tools
Case study
MegaJet vs. Twist drill with external coolant
Coolant pressure:
10 bar (142 psi)
20 (66)
10 (33)
Twist drill DIN 1897 TIN-coated A 6292 TIN MegaJet
0 vc = 37 m/min (SFM 122) vc = 42 m/min (SFM 138) f = 0.2 mm/rev (.0078 inch/rev) f = 0.3 mm/rev (.0118 inch/rev)
Alloyed steel
D3-0039-0008-E-p
Precision Cutting Tools
Spectrum of Materials
50 45 40
Ni- and Cobased alloys Stainless steels Steels up to 700 N/mm2 Cast Iron (GG/GGG) AlSi
0 150 300 450 600
Difficult to machine materials
Elongation A5 [%]
35 30 25 20 15 10
Titanium alloys
5
0
Steels up to 1000 N/mm2
750 900
High tensile steels Hardened steels
1050 1200 1350 1500 1700 1850
Tensile Strength Rm [N/mm2]
B9_091_E.ppt D3-0041-0008-E-p
Precision Cutting Tools
Forms of wear.
Clearance wear
Land wear
Crater wear
Step drill for machining with minimum burr formation.
90° ... 130° d2 = d1 + 0,5...1 d1
D3-0031-0008-E-p
Precision Cutting Tools
Axial forces.轴向力
60 - 70% 30 - 40%
D3-0032-0008-E-p
Precision Cutting Tools
The influence of tip-angle on the cutting forces. 钻尖角度对切削力的影响。
Soft Materials 软材料
90°
118°
130°
140° Hard
Materials 硬材料
Precision Cutting Tools
BASIC NOMECLATURE ROTATING TOOLS.
DRILLING 钻头
D3-001-0008-E-p
Harald Preusser
Precision Cutting Tools
硬质合金钻头材料
钻头采用硬质合金材料制造,是一种钨钴类合金,是以碳化钨( WC)粉末为基体,以钴(CO)作粘接剂,经加压烧结而成,它 具有高硬度,非常耐热,有较高的强度,适用于高速切削。但韧 性差,非常脆。硬质合金材料的技术数据如下: 碳化钨 WC 90-94% 钴CO 6-10% 硬度 91.8-94.9HRA 密度 14.4-15.0g/cm2 抗弯强度 3200-4300N/mm2 WC颗粒度 0.4-1.0μm 可根据不同的材料配制,制造出不同技术参数的钻头出来,使钻 头发挥作用更大
Web taper.
d
钻心直径逐渐增大,保证钻心强度越来越 大。(并方便加工刀具过程中砂轮退刀)
100
d + 1 - 2 mm
1 : 50 1 : 50 1 : 80 1: 100
heavy normal
small
D3-0010-0008-E-p
Precision Cutting Tools
Different drill shanks.不同的钻头柄部模式
Typ H
brittle Materials 短削材料
类似直槽钻,适合加工硬材料
Typ W
soft Materials 软材料
D3-0025-0008-E-p
Precision Cutting Tools
Profile of a twist drill.
Profiles of the types N and UFL
60 (197)
50 (164)
Type of hole: Diameter: Depth: Material:
40 (131)
Tool life [m] (feet)
30 (98)
Through hole 12.2 mm (.48") 30 mm (1.18") 1.2713 = 55NiCrMoV6V (toolsteel L6) Rm = 970 N/mm2 (141.000 psi)
D3-0012-0008-E-p
Precision Cutting Tools
Clearance angle.后角
a
a = clearance
angle
D3-0014-0008-E-p
Precision Cutting Tools
Drill points.钻尖
Style A and C B D E U
High grade steels
Unalloyed high grade steels
Structural steels with > 0.5% C Tool steels 1. to 3. grade
AБайду номын сангаасloyed high grade steels
Structural steels, wear-resistant and bearing steels Tool steels, HSS Corrosion resistant steels, stainless and heat-resisting steels
D3-0033-0008-E-p
Precision Cutting Tools
Steel grades.
Structural steels
Structural steel grades
Rm < 690 N/mm2 (100,000 psi) and lower than 0.05% P and S
Precision Cutting Tools
Forms of wear.
Pushed swarf
Build-up edges
Excessive feed or incorrect drill geometry
D3-0045-0008-E-p
Precision Cutting Tools
Recommended cutting data for drilling.
D3-0022-0008-E-p
整体硬质合金钻头刃口结构
Precision Cutting Tools
普通钢韧性大,不易 断屑,要求刀具锋利 、强度大。
D3-0023-0008-E-p
Precision Cutting Tools
Basic drill types.基本钻头形式
Typ N
general Purpose 通用型
Plain cylindrical 圆柱柄
Morse taper莫式柄
Standard shank标准柄
D3-0011-0008-E-p
Precision Cutting Tools
麻花钻切削部分结构
• /view/e0703521482fb4daa58 d4b29.html?from=related&hasrec=1 PCD刀具
Diagram or table Feed vf = n · f f = mm/U
n=
D3-0046-0008-E-p
Precision Cutting Tools
Internal coolant supply.
Oil feed
Cooling the cutting edge
Higher cutting data, improved tool life
500
Number of drilled holes
Constructional steels
Unalloyed constructional steels
General structural steels with Rm < 500 N/mm2 (73,000 psi) Other steels up to > 0.55% C or Rm > 700 N/mm2 (102,000 psi)
Chip formation 铁屑形成
Sources: Sandvik Coromant
B4_001_E.ppt
D3-008-0008-E-p
Precision Cutting Tools
Back taper.
d
100
d – 0.02 ... 0.08
D3-009-0008-E-p
Precision Cutting Tools
Feed rate
0 (0) 200 (7.87) 400 (15.78) 0 (0) 200 (7.87) 400 [mm/min] (15.78) (IPM)