制程不良统计V3
制程每天不良登记表
员 人 登记日期 登记
员 人 登记日期 登记员 人 登记源自期 登记员 人 登记日期 登记
员 人 登记日期
处
登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期
置
班组长确认:
质检确认:
(必要时生产主管确认):
XXXXXXXXXXXXXXXXXXXXXX有限公司
制程组 每天不良登记表
产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量
品质月报表

98%
98%
100% 90%
95.61%
2022年成品入库质量合格率趋势图
97.41%
97.92%
80%
70%
60%
50%
1月
2月
3月
4月
5月
6月
合格率
总结:3月份入库合格率为97.92%,成品 合格率每月呈上升趋势,已接近目标,主 要不良还是外观为主。
3月份成品入库质量报告汇总
类别
入库检验数
合格数
来料
627
572
55
10
26
19
挑选批次 /(工时)
5H
批合格率 目标值
91.23%
99%
按物料类别分类数据如下:包材类合格率最低,塑胶类合格率较 低。
序号 类别
来料批数 不良批
合格率
2022年3月来料类别合格率图
1
电子类
315
2
五金类
118
3
塑胶类
107
4
包材类
87
18
94.29%
7
94.07%
12
原因分析 待分析
经确认是没有保护膜,表面刮花造成的 员工装箱后未对照BOM核对配件
改善对策 待分析
F1出货需带保护膜,保护镜片 1.包装工序和入库检验增加录像;2.增加配件核对点检表
总结:3月份
80%
1月
2月
3月
4月
5月
6月
批合格率
总结: 本月来料合格率91.23%;来料共627
批,合格批数572批,不合格批数55批。 本月不良前三的分别为:昆明来料11
批不良,其中6批漏O型圈;鑫隆4批不 良、鑫达4批不良
SPC(V3.0)

计数型测量系统:
试验方法: 通常大约30个样本(良品45%、缺陷品45%、边缘品10%),2-4个 检验员,2-3次试验进行随机/盲测
判定方法: (1) 操作员自身一致性次数/总次数 (2) 操作员测试结果与标准一致的次数/总次数 (3) 所有操作员有一致性的次数/总次数 (4)所有操作员测试结果与标准一致的次数/总次数(>80%)
2
▪ 6的焦点中心 ▪ Y=F(X1, X2, X3,… Xn)
• 6σ改进的模型——DMAIC、DMADC、DFSS
• DMAIC五个阶段:定义、测量、分析、改进、控制
3
• 测量系统: --是用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、 方法、夹具、软件、人员、环境和假设的集合; MSA需考虑线性、偏倚、稳定性、重复性、再现性五个方面。 • 测量内容有两种形式: Attributes 计数值/定性值,数据不能以连续的标尺描述 Variables计量值/定量值,数据可以用连续的标尺来描述
3.1924年,美国的休哈特(W. A. Shewhart)博士提出将3Sigma原理运 用于生产过程当中,并发表了著名的“控制图法”,对过程变量进行控 制,为统计质量管理奠定了理论和方法基础。
“经验挂帅时代”结束了!!!
8
2.SPC的应用及益处
• 是贯彻预防原则的统计过程控制SPC理论的重要工具。可以直接 控制过程,是QC七大手法的核心
N
n
R
Process
规格 制程
USL UCL
SL
CL
LSL LCL
s
a
Ca Cp Cpk
12
计数值:
P不良率图 C缺点图 柏拉图
Control
制程不良统计、分析
不良原因分析统计
”字标识;
改的上报品管部。
不良原因分析统计6Biblioteka 线束装反线束
装反
调节螺丝自身铆接漏气
调节螺丝与灯壳配合处漏气
后盖与灯壳配合处漏气
7
灯具气密
灯具漏气
线束与灯壳配合处漏气 线束里面线塞漏气 灯壳胶水漏气 灯壳砂眼
8
灯具调光
调光不良
银碗转不动
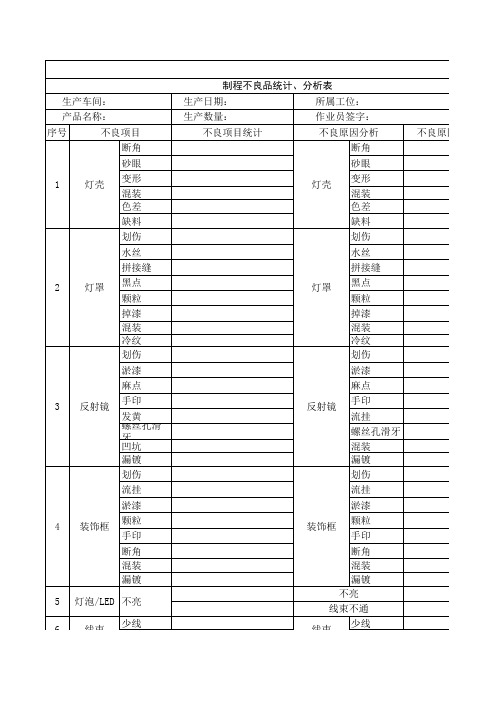
注:“不良项目”由生产班组所属工位人员进行统计,以“正”字标识; “不良原因”由品保部检验员和车间班组长共同分析原因,由检验员完成填写,同样以“正”字标识; 此表单由品管部检验员收集,并于每月3日前,将超过4%的不良品或者认为需要进行质量整改的上报品管部。
制程不良品统计、分析表 生产车间: 产品名称: 序号 不良项目 断角 砂眼 1 灯壳 变形 混装 色差 缺料 划伤 水丝 拼接缝 2 灯罩 黑点 颗粒 掉漆 混装 冷纹 划伤 淤漆 麻点 3 反射镜 手印 发黄 螺丝孔滑牙 凹坑 漏镀 划伤 流挂 淤漆 4 装饰框 颗粒 手印 断角 混装 漏镀 5 6 灯泡/LED 不亮 线束 少线 装饰框 反射镜 灯罩 灯壳 生产日期: 生产数量: 不良项目统计 所属工位: 作业员签字: 不良原因分析 断角 砂眼 变形 混装 色差 缺料 划伤 水丝 拼接缝 黑点 颗粒 掉漆 混装 冷纹 划伤 淤漆 麻点 手印 流挂 螺丝孔滑牙 混装 漏镀 划伤 流挂 淤漆 颗粒 手印 断角 混装 漏镀 不亮 线束不通 少线 线束
制程不良统计表
上月合格率 压铸不 抛光不 去毛刺 喷砂不
良
良 不良 良
0
0
0
0
#REF! #REF! #REF! #REF!
2500 2500 2500
不合
审 核确 认制 表
虞忠 陈勇 彭程不合Fra bibliotek分布震磨不 喷塑不 电镀 机加工
其
良 良 不良 不良
它
0
0
0
0
000
### ###
汇总
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
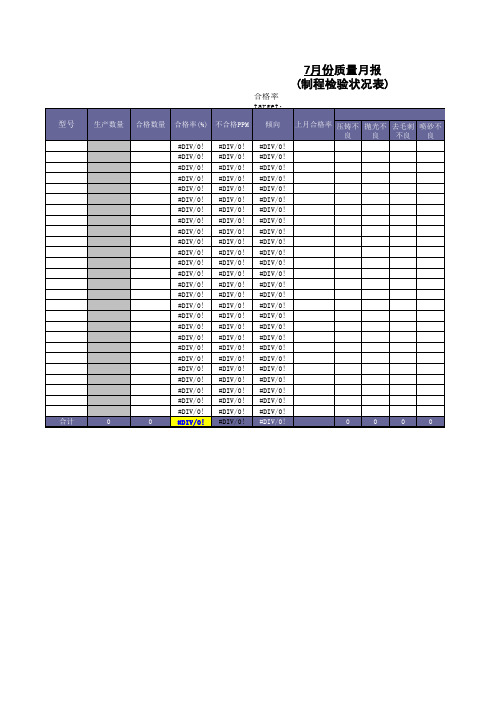
7月份质量月报 (制程检验状况表)
合格率 target:
型号 生产数量
合计
0
批合格率 目標值
98.00% 98.00% 98.00% 98.00% 98.00% 98.00% 98.00% 98.00% 98.00%
合格数量 合格率(%) 不合格PPM
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0!
0
#DIV/0!
抽樣不不合格占有率 合格率 2500
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
不良品统计表图表
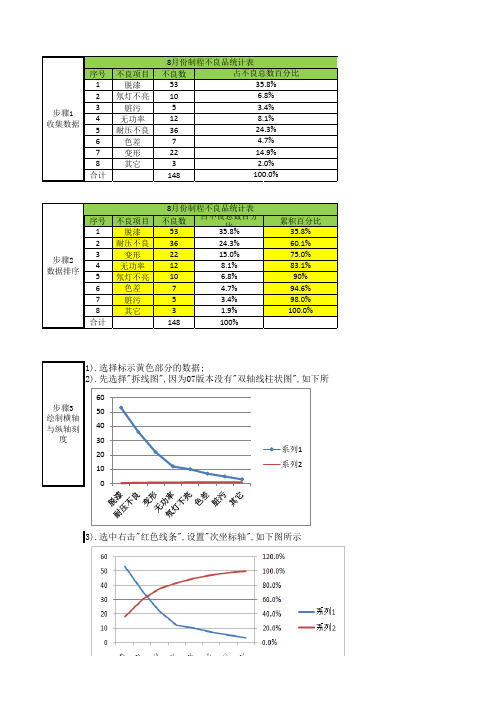
序号不良项目不良数1脱漆532氖灯不亮103脏污54
无功率125
耐压不良366
色差77
变形228
其它3合计148
序号不良项目不良数占不良总数百分比累积百分比1脱漆5335.8%35.8%2耐压不良3624.3%60.1%3变形2215.0%75.0%4
无功率128.1%83.1%5
氖灯不亮10 6.8%90%6
色差7 4.7%94.6%7
脏污5 3.4%98.0%8
其它3 1.9%100.0%合计148100%
步骤1
收集数据步骤2
数据排序步骤3
绘制横轴
与纵轴刻
度3).选中右击"红色线条",设置"次坐标轴",如下图所示
100.0%8月份制程不良品统计表1).选择标示黄色部分的数据;
2).先选择"拆线图",因为07版本没有"双轴线柱状图",如下所8.1%24.3%4.7%14.9%2.0%8月份制程不良品统计表占不良总数百分比35.8%6.8%3.4%010
20
30
405060
系列1系列2
5).再选中右击蓝色线条,更改图表类型为柱状图,如下所示6).再选中右击红色线条,更改"数据系列格式",如下图所示4).选中更改左右和下面轴线的格式,如下图所示
35.8%
60.1%75.0%83.1%90%94.6%98.0%0%10%20%30%40%50%60%70%80%90%100%0102030405060708090100110120130140系列1系列2。
不良统计分析

贴片
图像 不良
芯片虚焊及连锡、陶 瓷电容连锡及虚 94 焊
加强培训提高员工对刮浆机的操作 , 加强贴装人员的作业方法指导。
后焊
CCD 不平
88
CCD脚没有剪平及焊 接不平
培训CCD剪脚的操作规范和CCD的焊接 操作
9月份控制板不良统计表 月份控制板不良统计表
不良现象 电流大 无图 无电流 继电器不响 图像不良 灯不亮 灯常亮 电流不可调 黑白无图 烧灯烧件 纯彩,无图 合计: 不良数量 11 23 1 7 1 7 16 3 2 1 1 73 不良率 15% 32% 1% 10% 1% 10% 22% 4% 3% 1% 1%
不良统计分析
参加人员 :( 技术 生产 品质)部门 主管、组长
2010.09
目录
1、9月份成品不良分析表 2、成品月份统计对比图表 3、主板不良统计表 4、主板不良分析对比图表 5、灯板统计表 6 6、灯板不良分析对比图表 7、控制板不良统计表 8、控制板不良对比图表 9、9月份售后维修统计表 10、维修机不良统计图 11、维修机不良原因对比图表 12、 不良现象及改善措施 13、分析总计 14、十月份预期目标
9月份成品测试 月份成品测试
9月份成品测试统计图 450 400 350 300 250 200 150 100 50 0 422
不良数量
51 模糊 汇 总 线虚 汇 总
40 无图 汇 总
32 异响 汇 总
23 有暗角 汇总
21 电流低 汇总
17 图像反 汇总
16 筒子划伤 汇总
15 坏玻璃 汇总
不良现象 月份 生产总数 总不良数 总不良率 干扰 8月份 9月份 19958 15621 1161 565 6% 4% 43% 21% 圆波不良 25% 18% 图像不良 11% 17%
DPPM制程不良统计方法
2016/3/17
11
定宏製程不良DPPM品質目標
一. Backlight組裝線製程不良DPPM品質目標
季度 品質目 標DPPM
Q1 5000
Q2 Q3 3000 2000
Q4 1000
2005 500
二. Lamp assembly& Invertr組裝線製程不良DPPM品質目標
季度
品質目 標DPPM
漏件
型號錯誤
負片紙
4 點/件 點數 7 點/件 點數
1.划傷
2.折傷
3.雜點
4.流紋
負片
1.斑點
2.縮水
3.异色
4.變形
5.毛邊
6.重影
7.划傷
2016/3/17
13
巡檢日報表 表單編號﹕
站別 檢點數 8:00~10:00
機種﹕
10:10~12:00 13:00~15:00 15:10~17:20 18:00~20:00 總抽樣數 總檢點數 檢出來料 檢出制程 缺點數 缺點數 制程 dppm 產線 投入數 dppm 良率 制程
6
全製程檢出 制程缺點數
全製程檢出
全製程檢點數
全製程制程 dppm
整體產線 產出數 dppm
全製程直通 率
整體產線 直通率
產線缺點數
核准﹕
審查﹕
品檢員﹕
2016/3/17
14
定宏採用DPPM統計目的及意義
一.目的;
A. 引入統計品管及dppm管理體系 B.加強品質觀念,提昇製程能力,提昇良率,滿足客戶需求
日期﹕
產線 原因描述 良率
/件 抽樣數 檢出缺點數 抽樣數 檢出缺點數 抽樣數 檢出缺點數 抽樣數 檢出缺點數 抽樣數 檢出缺點數
品质不良统计表
在本线外观检查项目中增加此项 检查项目,并增加至分析检查项
目中,增加二次全检确认。
2015.12.21
是
PD/田军
PD/田军
PD/田军
PD/田军
客
8
户 抱
S-CUV S-CUV1511101001
BJ92LBP34
44306T7J H011M1
1pcs
--
2015.10.31
变速箱端BOOT 未装配到位
流出。
PD/冉大杰
ME/张传星 PD/冉大杰
2015.12.27
是
是
1、对厂内P32R库存EPT小
Band夹紧位置进行全检,并
客
12
户 抱
P32R P32R160304001 EBJ100MBG35A
39100 4BA1E
1PCS
XE2FY11C3 052
2016/3/4
BOOT装配位置 不良
1
1、制程中拉力过大导致BOOT装配 位置不良
2、流出对策--a.出货时要求备货 员分件号逐项备货,并且备货完
成后要再次确认。(12/4许小
2015.12.4
2015.12.08
龙) b.对备货人员再次进行备货
是
是
流程培训。(12/4许小龙)
SP/许小龙
SP/许小龙
SP/许小龙
SP/许小龙
制
10
程 不
良
1、制作刀具补正方法OPL对全员培训
S-CUV 20151220001
1
出货员换装时零件识别错误导致标 签贴反
对客户端出货标签 互换后使用;
现出货对照主要为零件条码/厂内件号 /客户件号核对,后续增加零件条码/ 厂内件号/客户件号/实物照片对照 表,防止下次再发。
制程不良统计表
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
日期
班别 产品类别 檢驗數量
100.00% 80.00% 60.00%
#DIV/0! #DIV/0! #DIV/0!
60.00% 40.00% 20.00% 0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
前三项不良 不良率
原因分析
17周前三项不良
17周前三项不良
18周前三项不良
总结:
前三大不良机种 不良率
不良原因
原因分析
日期
机种
检验数
制程成品不良统计分析报告--柏拉图

190
196
203
217
210
1016
死点
7
6
8
5
8
34
外观不良
17
13
16
18
20
84
其他
2
1
3
3
5
14
对上述数据进行整理如下:表2(单位:PCS)
NO
不良项目
不良数
累积数
比率
累积比率
1
滚珠声
1016
1016
38.78%
38.78%
2
噪声
930
1946
35.50%
74.28%
生产课制程成品不良统计分析报告
针对近期制程不良率有所回升,品管部对生产课成品拉7月26日至7月30所有制程不良进行了统计。制程不良状况统计见表1:(单位:PCS)
日期
项目
7月26日
7月27日
7月28日
7月29日
7月30日
合计
噪声
218
173
188
169
182
930
死机
19
16
20
17
19
91
振动
85
3
振动
451
2397
17.21%
91.49%
4
死机
91
2488
3.47%
94.96%
5
外观不良
84
2572
3.21%
98.17%
6
死点
34
2606
1.30%
99.47%
7
其他
14
2620
制程检验不良周统计表

客户订单号朱丽丝813识立夏已过,炎热的夏季来了。
夏季是充满生气的季节,但同时也要特别注意养生保健。
我们该如何保持在炎热的夏季保持身体健康,从而享受这个夏季呢?让我来告诉大家几个夏季养生保健小常识吧。
1.夏季养生保健之多喝温水每天要喝七八杯白开水,身体要随时保持水分和补充水分,水在人体内起着至关重要的作明,维持着人体正常的生理功能。
水是人体不可缺少的重要组成部分,器官、肌肉、血液、头发、骨骼、牙齿都含有水分,夏季失水会比较多,若不及时补水就会严重影响健康,易使皮肤干燥,皱纹增多,加速人体衰老。
另外矿泉水、冷茶,牛奶,苹果汁是理想的解渴饮料。
2.夏季养生保健之补钾暑天出汗多,随汗液流失的钾离子也比较多,由此造成的低血钾现象,会引起人体倦怠无力、头昏头痛、食欲不振等症候。
热天防止缺钾最有效的方法是多吃含钾食物,新鲜蔬菜和水果中含有较多的钾,可多吃些草莓、杏子、荔枝、桃子、李子等;蔬菜中有大葱、芹菜、毛豆等也富含钾。
茶叶中亦含有较多的钾,热天多饮茶,既可消暑,又能补钾,可谓一举两得。
3.夏季养生保健之尽量穿浅色衣服深色衣服会吸收阳光,使人体温升高燥热;同时蚊子有趋暗的习性,深色容易吸引蚊子,特别是黑色。
4.夏季养生保健之福自“苦”中来苦味食品中所含有的生物碱具有消暑清热、促进血液循环、舒张血管等药理作用。
热天适当吃些苦味食品,不仅能清心除烦、醒脑提神,且可增进食欲、健脾利胃。
苦瓜:取其未熟嫩果作蔬菜,成熟果瓤可生食,既可凉拌又能肉炒、烧鱼,清嫩爽口,别具风味。
苦瓜具有增食欲、助消化、除热邪、解疲乏、清心明目等作用。
此外,苦菜、茶叶、咖啡等苦味食品亦可酌情选用。
应注意的是,食用苦味食品不宜过量,否则可能引起恶心、呕吐等症状。
5.夏季养生保健之皮肤瘙痒注意事项夏季出游,因日晒而导致皮肤瘙痒、干疼时,可涂少量肤轻松等软膏,不要用热水烫洗,也不宜用碱性大的肥皂清洗,以免刺激皮肤,加重症状。
运动与健康摘要:随着时代的进步和社会的发展,各种亚健康的症状和疾病像潮水般向人们袭来。
最新不良品统计图
30.00%
25.00%
20.00%
15.00%
10.00% 5.00% 0.00%
6.27%
0.26% 0.22% 1.29% 0.13%
0.11%
4.93% 0.72% 0.02%
1.21% 0.38%
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
1.20%
2.86% 19.52% 30.06% 4.18% 1.02% 0.15%
XO Y1 点 12900 6950 1450 7.63% 4.11% 0.86%
18.00% 16.00% 14.00% 12.00%
12月份检测车间不良品比例分析图
16.44%
12.00%
10.00% 8.00%
包装 车间
总产量 机型 不良品数 比例
6427340 8BL 9BL 11980 5000 3.55% 1.48%
合格数 A1
14450 4.28%
1.65%
6089960 不良品数
A2
A5
DB2
6660 3450 1970
1.97% 1.02% 0.58%
5.88%
1.27%
2.79% 4.00% 2.42% 0.62% 1.02%
出货总量 2187928 机型 大电流 音小
不良品数 1681 153 比例 67.59% 6.15%
合格数 麦无 258
10.37%
2185441 杂音 200 8.04%
退货数
2487
不良比例 0.11%
1月客退不良品比例分析图
杂音8.04% 麦1无0.37%
6.15%音小
三级指标不合格项次统计表
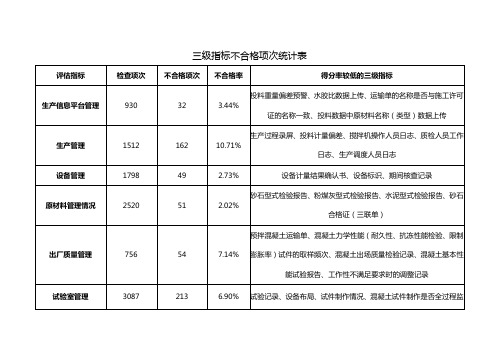
3087
213
6.90%
试验记录、设备布局、试件制作情况、混凝土试件制作是否全过程监控、试件实际制作过程监控检查
质量管理体系及资质
638
3
0.47%
技术质量管理制度、任职文件、试验员证书人数、合同、培训记录
资料管理
174
7
4.02%
资料归档内容、归档期限、专人管理
合同管理
290
43
14.83%
三级指标不合格项次统计表
评估指标
检查项次
不合格项次
不合格率
得分率较低的三级指标
生产信息平台管理
930
32
3.44%
投料重量偏差预警、水胶比数据上传、运输单的名称是否与施工许可证的名称一致、投料数据中原材料名称(类型)数据上传
生产管理
1512
162
10.71%
生产过程录屏、投料计量偏差、搅拌机操作人员日志、质检人员工作日志、生产调度人员日志
合同台账、合同信息、录入生产信息平台
合计/
设备管理
1798
49
2.73%
设备计量结果确认书、设备标识、期间核查记录
原材料管理情况
2520
51
2.02%
砂石型式检验报告、粉煤灰型式检验报告、水泥型式检验报告、砂石合格证(三联单)
出厂质量管理
756
54
7.14%
预拌混凝土运输单、混凝土力学性能(耐久性、抗冻性能检验、限制膨胀率)试件的取样频次、混凝土出场质量检验记录、混凝土基本性能试验报告、工作性不满足要求时的调整记录
统计过程控制(SPC)之不良数控制图的使用及建立
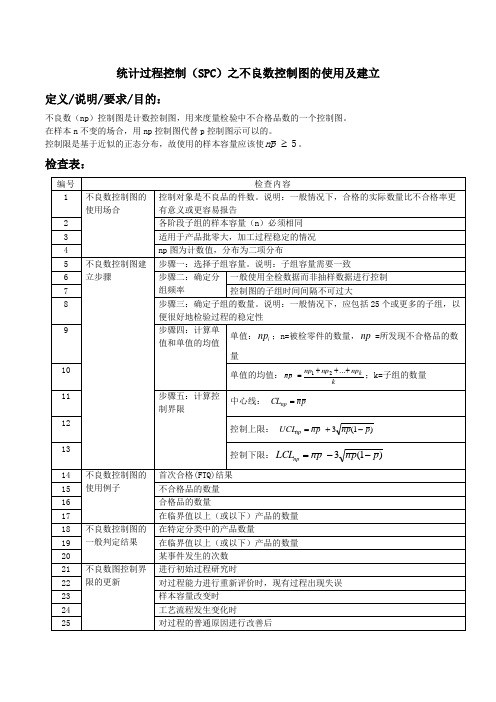
单值的均值: n p
np1 np2 ... npk ;k=子组的数量 k
中心线: CLnp n p 控制上限: UCLnp n p 3 n p(1 p) 控制下限: LCLnp n p 3 n p(1 p)
首次合格(FTQ)结果 不合格品的数量 合格品的数量 在临界值以上(或以下)产品的数量 在特定分类中的产品数量 在临界值以上(或以下)产品的数量 某事件发生的次数 进行初始过程研究时 对过程能力进行重新评价时,现有过程出现失误 样本容量改变时 工艺流程发生变化时 对过程的普控制图的使用及建立 定义/说明/要求/目的:
不良数(np)控制图是计数控制图,用来度量检验中不合格品数的一个控制图。 在样本 n 不变的场合,用 np 控制图代替 p 控制图示可以的。 控制限是基于近似的正态分布,故使用的样本容量应该使 np 5 。
检查表:
编号 1 2 3 4 5 6 7 8 9 不良数控制图建 立步骤 不良数控制图的 使用场合 检查内容 控制对象是不良品的件数。说明:一般情况下,合格的实际数量比不合格率更 有意义或更容易报告 各阶段子组的样本容量(n)必须相同 适用于产品批零大,加工过程稳定的情况 np 图为计数值,分布为二项分布 步骤一:选择子组容量。说明:子组容量需要一致 步骤二:确定分 组频率 一般使用全检数据而非抽样数据进行控制 控制图的子组时间间隔不可过大
步骤三:确定子组的数量。说明:一般情况下,应包括 25 个或更多的子组,以 便很好地检验过程的稳定性 步骤四:计算单 值和单值的均值 单值: npi ;n=被检零件的数量, np =所发现不合格品的数 量
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 不良数图控制界 限的更新 不良数控制图的 一般判定结果 不良数控制图的 使用例子 步骤五:计算控 制界限
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
月不良率与目标对比图
6,000
6,000
5,000
5000
5000
5000
5000
5000
5000
5000
5000
5000
5000
5000
4,000
3,000
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
检验总数 检验批数 不良批数 批不良率 月不良率 月不良目标<5000ppm 月良品数 月良率
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 5000 0 5000 0 5000 0 5000 0 5000 0 5000 0 5000 0 5000 0 5000 0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 #DIV/0! #DIV/0! 5000 0 #DIV/0!
0 0 0 0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
5000
5000
5000
5000
5000
5000
5000
月不良推移图
1 0.9
0.8
0.7 0.6 0.5 0.4 0.3
0.2
0.1 0
0
0
0
0
0
0
0
0
0
0
0
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月
11月
12
11月
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
12月
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0!
5000
5000
月不良率
月不良目 标 <500IV/0! #DIV/0!
12月
#DIV/0! #DIV/0!
TOTAL
#DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
2月
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
3月
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
4月
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
5月
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
6月
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
TOTAL
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0
#DIV/0! #DIV/0! 5000 0 #DIV/0!
0 0 0 0
0 0 0 0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! 5000 0 5000 0
7月
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
8月
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
9月
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
10月
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
16 线序错误 17 打端子不良 18 PCB铜泊不良 19 其他不良 20 误测 21 无维修报表总数 月不良总计
月不良总计 检验总数 月不良率 月不良目标<5000ppm
0 0 #DIV/0!
0 0 #DIV/0!
0 0 #DIV/0!
0 0 #DIV/0!
0 0 #DIV/0!
0 0 #DIV/0!
0 0 #DIV/0!
0 0 #DIV/0!
0 0 #DIV/0!
0 0 #DIV/0!
5000
5000
5000
6月
#DIV/0! #DIV/0!
7月
#DIV/0! #DIV/0!
8月
#DIV/0! #DIV/0!
9月
#DIV/0! #DIV/0!
10月
#DIV/0! #DIV/0!
DIP反件 焊点短路 焊点虚焊 焊点空焊 焊点包焊 元件撞件损坏 三极管坏 IC损坏 SMT溢胶 SMT漏件 SMT错件 SMT反件 SMT元件短路 线序错误 打端子不良 PCB铜泊不良 其他不良 误测 无维修报表总数
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
2,000
1,000
0
0
0
0
0
0
0
0
0
0
0
0
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月
11月
月不良分别占比
不良项目 DIP漏件 DIP错件 1月
#DIV/0! #DIV/0!
2月
#DIV/0! #DIV/0!
3月
#DIV/0! #DIV/0!
4月
#DIV/0! #DIV/0!
5月
#DIV/0! #DIV/0!
制程不良汇总周报表
顺序
不良项目
1 DIP漏件 2 DIP错件 3 DIP反件 4 焊点短路 5 焊点虚焊 6 焊点空焊 7 焊点包焊 8 元件撞件损坏 9 三极管坏 10 IC损坏 11 SMT溢胶 12 SMT漏件 13 SMT错件 14 SMT反件 15 SMT元件短路