粉体填充改性塑料,这6个问题一定要注意
粉体产品包装规范
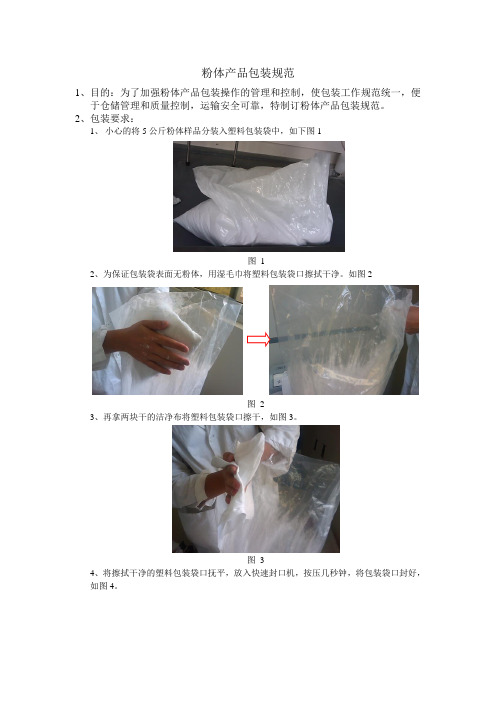
1、目的:为了加强粉体产品包装操作的管理和控制,使包装工作规范统一,便于仓储管理和质量控制,运输安全可靠,特制订粉体产品包装规范。
2、包装要求:
1、小心的将5公斤粉体样品分装入塑料包装袋中,如下图1
图1
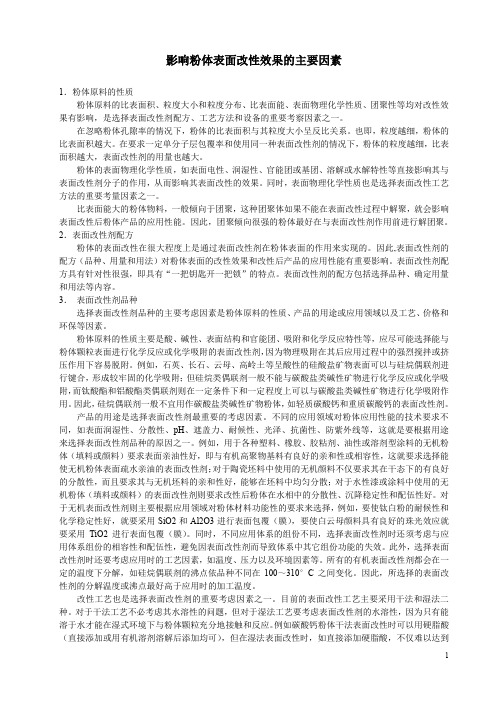
2、为保证包装袋表面无粉体,用湿毛巾将塑料包装袋口擦拭干净。如图2
图2
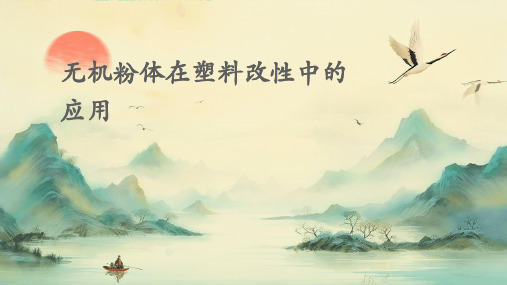
3、再拿两块干的洁净布将塑料包装袋口擦干,如图3。
图3
4、将擦拭干净的塑料包装袋口抚平,放入快速封口机,按压几秒钟,将包装袋口封好,如图4。
图4
5、防止塑封口破损导致样品潮湿,用快速封口机至少封三道,如图5。
图5
6、将包装袋外面的粉体擦干净,并贴上标签,如图6。
图6
7、将一个大塑料包装袋套入包装箱中,再将6袋包装并封口的样品装入塑料包装袋中(即包装箱中共30公斤样品),用扎带将大塑料包装袋口封好,如图7。
图7
8、将包装箱口封好,贴上标签,如图8。
图8
影响粉体表面改性效果的主要因素
影响粉体表面改性效果的主要因素1.粉体原料的性质粉体原料的比表面积、粒度大小和粒度分布、比表面能、表面物理化学性质、团聚性等均对改性效果有影响,是选择表面改性剂配方、工艺方法和设备的重要考察因素之一。
在忽略粉体孔隙率的情况下,粉体的比表面积与其粒度大小呈反比关系。
也即,粒度越细,粉体的比表面积越大。
在要求一定单分子层包覆率和使用同一种表面改性剂的情况下,粉体的粒度越细,比表面积越大,表面改性剂的用量也越大。
粉体的表面物理化学性质,如表面电性、润湿性、官能团或基团、溶解或水解特性等直接影响其与表面改性剂分子的作用,从而影响其表面改性的效果。
同时,表面物理化学性质也是选择表面改性工艺方法的重要考量因素之一。
比表面能大的粉体物料,一般倾向于团聚,这种团聚体如果不能在表面改性过程中解聚,就会影响表面改性后粉体产品的应用性能。
因此,团聚倾向很强的粉体最好在与表面改性剂作用前进行解团聚。
2.表面改性剂配方粉体的表面改性在很大程度上是通过表面改性剂在粉体表面的作用来实现的。
因此,表面改性剂的配方(品种、用量和用法)对粉体表面的改性效果和改性后产品的应用性能有重要影响。
表面改性剂配方具有针对性很强,即具有“一把钥匙开一把锁”的特点。
表面改性剂的配方包括选择品种、确定用量和用法等内容。
3.表面改性剂品种选择表面改性剂品种的主要考虑因素是粉体原料的性质、产品的用途或应用领域以及工艺、价格和环保等因素。
粉体原料的性质主要是酸、碱性、表面结构和官能团、吸附和化学反应特性等,应尽可能选择能与粉体颗粒表面进行化学反应或化学吸附的表面改性剂,因为物理吸附在其后应用过程中的强烈搅拌或挤压作用下容易脱附。
例如,石英、长石、云母、高岭土等呈酸性的硅酸盐矿物表面可以与硅烷偶联剂进行键合,形成较牢固的化学吸附;但硅烷类偶联剂一般不能与碳酸盐类碱性矿物进行化学反应或化学吸附,而钛酸酯和铝酸酯类偶联剂则在一定条件下和一定程度上可以与碳酸盐类碱性矿物进行化学吸附作用。
无机粉体在塑料改性中的应用
市场前景
1 2
市场需求持续增长
随着人们对环保和健康的关注度不断提高,对无 机粉体改性塑料的需求也在持续增长。
竞争格局激烈
无机粉体改性塑料市场竞争激烈,企业需要加强 技术创新和品质策的加强和技术的不断进步, 无机粉体改性塑料行业将向绿色化、智能化方向 发展。
层状无机粉体在塑料改性中的应用
层状无机粉体具有独特的层状 结构和可调的物理化学性质, 因此在塑料改性中具有独特的 应用价值。
层状无机粉体可以作为塑料的 增稠剂、触变剂和流变助剂, 改善塑料的加工性能和成型性 能。
层状无机粉体还可以作为塑料 的阻燃剂、电磁屏蔽材料和抗 菌剂等,提高塑料的功能性。
纤维状无机粉体在塑料改性中的应用
无机粉体在塑料改性中的 应用
• 引言 • 无机粉体在塑料改性中的作用 • 无机粉体在塑料改性中的实际应用 • 无机粉体在塑料改性中的挑战与前景
01
引言
主题简介
• 无机粉体是一种广泛应用于塑料改性的填料,通过添加无机粉体,可以改善塑料的物理性能、加工性能和成本效益。
无机粉体的种类和特性
种类
无机粉体包括碳酸钙、滑石粉、硅灰石、云母粉等,不同种类的无机粉体具有 不同的性质和用途。
未来发展方向
01
02
03
加强技术创新
通过技术创新,提高无机 粉体改性塑料的性能和降 低生产成本,满足市场需 求。
拓展应用领域
将无机粉体改性塑料应用 到更广泛的领域,如汽车、 建筑、电子等。
推进绿色化发展
加强环保和安全管理,实 现无机粉体改性塑料的绿 色化生产和使用。
THANKS
感谢观看
特性
无机粉体具有高填充性、低成本、环保无毒、稳定性好等特性,能够显著降低 塑料的收缩率、提高塑料的刚性、改善塑料的加工性能和降低生产成本。
改性塑料简介
改性塑料改性塑料,是指在通用塑料和工程塑料的基础上,经过填充、共混、增强等方法加工改性,提高了阻燃性、强度、抗冲击性、韧性等方面的性能的塑料制品;中文名改性塑料加工方法填充、共混、增强基础通用塑料和工程塑料作用提高了阻燃性、强度、抗冲击性1、简要通过改性的塑料部件不仅能够达到一些钢材的强度性能,还具有质轻、色彩丰富、易成型等一系列优点,因此“以塑代钢”的趋势在很多行业都显现出来,而现阶段要找出一种大规模替代塑料制品的材料几乎是不可能的;2、发展改性塑料属于石油化工产业链中的中间产品,主要由五大通用塑料和五大工程塑料为塑料基质加工而成,具有阻燃、抗冲、高韧性、易加工性等特点;我国改性塑料行业发展迅猛,产量、表观消费量年均增长分别达到20%、15%;国内改性塑料年总需求在500万吨左右,约占全部塑料消费量的10%左右,但仍远低于世界平均水平20%;此外,我国人均塑料消费量与世界发达国家相比还有很大的差距;作为衡量一个国家塑料工业发展水平的指标——塑钢比,我国仅为30:70,不及世界平均的50:50,更远不及发达国家如美国的70:30和德国的63:37;塑料在汽车工业中的应用始于20世纪50年代,已经有50多年的历史;随着汽车向轻量化发展、节能方向发展,对材料提出了更高的要求;由于1kg塑料可以替代2-3kg钢等更重的材料,而汽车自重每下降10%,油耗可以降低6%-8%;所以增加改性塑料在汽车中的用量可以降低整车成本、重量,并达到节能效果;改性塑料是涉及面广、科技含量高、能创造巨大经济效益的一个塑料产业领域;而改性技术—填充、共混和增强改性更是深入几乎所有的塑料制品的原材料与成型加工过程;普通的塑料往往会有它自身的特性和缺陷,改性塑料就是给塑料改变一下性质,基本的技术包括:1、增强:将玻璃纤维等与塑料共混以增加塑料的机械强度;2、填充:将矿物等填充物与塑料共混,使塑料的收缩率、硬度、强度等性质得到改变;3、增韧:通过给普通塑料加入增韧剂共混以提高塑料的韧性,增韧改性后的产品:铁轨垫片;4、阻燃:给普通塑料树脂里面添加阻燃剂,即可使塑料具有阻燃特性,阻燃剂可以是一种或者是几种阻燃剂的复合体系,如溴+锑系,磷系,氮系,硅系,以及其他无机阻燃体系;5、耐寒:增加塑料在低温下的强度和韧性,一般塑料在低温下固有的低温脆性,使得在低温环境中应用受限,需要添加一些耐低温增韧剂改变塑料在低温下的脆性,例如汽车保险杠等塑件,一般要求耐寒;3、特点改性塑料凭借优越的性价比在越来越多的下游领域得到应用,可以说改性塑料已经成为一种消费趋势,而这种趋势背后隐含了如下五种因素:高性能:改性塑料不仅具备传统塑料的优势,如密度小、耐腐蚀等,同时物理、机械性能得到很好的改善,如高强度、高韧度、高抗冲性、耐磨抗震,此外塑料综合性能的提高为其下游领域的广泛应用提供了基础;低成本:与其他材料相比,塑料得益于生产效率高、密度低等优势,具有更低的成本,单位体积塑料的成本仅为金属的十分之一左右;政府政策:中国推行的“3C”强制认证制度,对目录内产品的安全性能进行了严格的规定,从而推动了阻燃塑料在家用电器、IT、通讯等领域的广泛应用;消费升级:随着生活水平的提高,人们开始追求更加卓越的产品性能,要求家电等产品更加美观、安全、耐用,从而对上游的塑料行业提出更高的要求,要求其具有更好的加工性能、力学性能、耐用性和安全性;技术因素:世界上已经发现1000多种聚合物,但真正有应用价值的只有几十种,开发新的聚合物不仅投资巨大,而且应用前景不明朗;相反,改性技术不仅可以提高现有聚合物的性能以适应产业的需求,同时可以降低一些高价工程塑料的成本,成为发展塑料工业的有效途径;4、硬度硬度是指材料抵抗其它较硬物体压入其表面的能力;硬度值的大小是表征材料软硬程度的有条件的定量反映,它不是一个单纯而确定的物理量;硬度值的大小不仅取决于材料的本身,而且取决于测试条件和测定方法,即不同的硬度测量方法,对同一种材料测定的硬度值不尽相同;因此,要比较材料之间的硬度大小,必须用同一种测量方法测量的硬度值,才有可比性;常用于表示硬度的方法有如下几种:a、邵氏硬度b、洛氏硬度c、莫氏硬度添加改性塑料的硬度添加改性塑料的硬度是指在塑料中加入硬质添加剂的一种改性方法;常用的硬度填加剂为刚性无机填料及纤维;1添加刚性无机填料表面处理改进塑料的硬度塑料的表面硬度改进方法是指只改善塑料制品外表的硬度,而制品内部的硬度不变;这是一种低成本的硬度改进方法;这种改性方法主要用于壳体、装饰材料、光学材料及日用品等;这种改性方法主要包括涂层、镀层及表面处理三种方法;共混与复合改进塑料的硬度1共混改进塑料的硬度塑料共混改进方法即在低硬度树脂※※混高硬度树脂,以提高其整体硬度;常见的共混树脂有:PS、PMMA、ABS及MF等,需要改性的树脂主要为PE类、PA、PTFE及PP等;2复合改进塑料的硬度塑料复合改进硬度的方法即在低硬度塑料制品表面上复合一层高硬度树脂;此方法主要适合于挤出制品,如板、片、膜及管材等;常用的复合树脂为PS、PMMA、ABS及MF等;5、改性知识简介一、塑料的添加剂二、改性塑料中填充材料的分散状态及其形成填充改性塑料的性能除了与主要组分基体树脂的性质以及填充材料的性质、形态、尺寸、浓度密切相关外,填充材料的分散状态:基体树脂的高分子聚集态结构、织态结构:填充材料与树脂界面结构也有很大的影响;下面主要讨论填充材料的分散状态;分散状态1. 无机粒子添加到聚合物熔体中经过螺杆或其他机械剪切作用,可能形成三种无机粒子分散的微观结构状态;1无机粒子在聚合物中形成第二聚集态结构;在这种情况下,如果无机粒子的粒径足够小粒子间界面结合良好,无机粒子如同刚性链条一样对聚合物起着增强作用,这种分散状态具有很好的增强效果;如胶体二氧化硅和炭黑之所以对橡胶有增强作用,其中一个重要作用是他们在橡胶中形成了这种第二聚集态结构;2无机粒子以无规的分散状态存在,有的聚集成团,有的以个别分散形式存在;这种分散状态既不能增强也不能增韧;由于粉团中粒子间的相互作用很弱,将成为填充材料中最为薄弱的环节;3无机粒子均匀而个别地分散在基体树脂中;在这种情况下,无论粒子与基体树脂间有无良好的界面结合,都会产生一定的增强增韧效果;为了获得增强增韧的填充改性塑料,希望是第三种分散状态;2. 无机粉粒状填充材料能否个别地均匀分散于基体树脂中与多种因素有关;在加工条件固定的情况下与无机粒子的比表面积、表面自由能、表面极性树脂熔体的黏度,无机粒子与基体树脂间的相互化学作用等有关;从填充改性预期的效果来看无机粒子尺寸越小越好;但尺寸越小表面能越高,自凝聚能力越强,越难均匀分散;因表面能及高速运动碰撞摩擦下产生静电而凝聚成一个个粉团;这种凝聚体在后序的混炼加工及成型加工中靠机械剪切力是再也打不开的,就呈现上述第二种分散状态成为改性塑料中最不愿意看到的“白点”;填充物态粉粒状是属于长/径比近似为1的填充材料的分散状态,长径比较大的填充材料是指短纤维状、针状、薄片状的填充材料;这类材料分散问题,有两个层次,其一、分散的均匀性;其二、取向; 由于这类填充材料长径比明显的不对称性,其填充改性塑料成型加工制品时,物料的流动总会产生填充剂不同程度的取向分布;其取向有两种情况也伴随有两种取向状态;加压下,物料不发生大流动状态下的填充材料取向;加压下各个填料个体顺着把各个部位所受的压力差尽可能平均化的方向运动使得最大面积上接受压力导致填充材料方向与压力方向成直角的方向取向;在制品同一层上填充材料的取向是随机的基本上是属于二维取向状态;6、细分类别改性塑料产品主要种类有阻燃树脂类、增强增韧树脂类、塑料合金类、功能色母类等;图表改性塑料的主要细分类别、消费群体及市场应用情况7、改性PA玻璃纤维增强PA在20世纪50年代就有研究,但形成产业化是20世纪70年代,自1976年美国杜邦公司开发出超韧PA66后,各大公司纷纷开发新的改性PA产品,美国、西欧、日本、荷兰、意大利等大力开发增强PA、阻燃PA、填充PA,大量的改性PA投放市场;PA作为工程塑料中最大最重要的品种,具有很强的生命力,主要在于它改性后实现高性能化,其次是汽车、电器、电讯、电子、机械等产业自身对产品高性能的要求越来越强烈,相关产业飞速发展,促进了工程塑料高性能化的进程,使其扮演着越来越重要的角色;1.高强度高刚性尼龙的市场需求越来越大,新的增强材料如无机晶须增强,碳纤维增强PA成为重要的品种,主要是用于汽车发动机部件,机械部件以及航空设备部件;2.尼龙合金化将成为改性工程塑料发展的主流;尼龙合金化是实现尼龙高性能的重要途径,也是制造尼龙专用料、提高尼龙性能的主要手段;通过掺混其他高聚物,来改善尼龙的吸水性,提供制品的尺寸稳定性,以及低温脆性、耐热性和耐磨性;从而,适用车种不同要求的用途;3.纳米尼龙的制造技术与应用得到迅速发展;纳米尼龙的优点在于其热性能,力学性能、阻燃性、阻隔性比纯尼龙高,而制造成本与背通尼龙相当;因而,具有很大的竞争力;4.用于电子、电气、电器的阻燃尼龙与日俱增,绿色化阻燃尼龙越来越受到市场的重视:5.抗静电、导电尼龙以及磁性尼龙成为电子设备、高性能化的进程;6.加工助剂的研究与应用,将推动改性尼龙的功能化、高性能化的进程;7.综合技术的应用,产品的精细化是推动其产业发展的动力;二:成型加工加工特性:l.尼龙容易受潮;在大气中,PA的平衡吸水率为%、PA66为%、PA610为%,PA1010为%,尼龙含水量对其力学性能有较大的影响;在熔融状态下,水分的存在,会引起尼龙的水解而导致分子量下降,使制品机械性能下降,还会在成型中使制品表面出现气泡、银丝和斑纹等缺陷;所以成型前必须充分干燥;2.尼龙熔体粘度低、流动性大,喷嘴会产生“流延”现象;浪费原料,污染喷嘴;,如果用螺杆式注射机成型,注射时,熔体会在螺杆和料筒壁之间出现逆流,使注料不准,所以,尼龙在螺杆式注射机成型时,在螺杆端部必须安装止逆环;3.尼龙是结晶性高聚物;熔点明显,而且较高,所以,尼龙需要在较高温度下成型,.熔融状太的尼龙热稳定性较差,易分解;因此必须严格控制工艺条件;4尼龙的成型收缩率大,对于制造高精密度的制品,模具设计应在试验的基础上确定其尺寸,成型工艺应严格控制;8、改进技术一、增强技术纤维增强是塑料改性的重要方法这一,镁盐晶须和玻璃纤维均能有效地提高聚丙烯的综合性能;以玻璃纤维增强的聚丙烯具有较低的密度,低廉的价格以及可以循环使用等优点,正逐步取代工程塑料与金属在汽车仪表板,汽车车身和底盘零件中的应用:与玻璃纤维相比,镁盐晶须的模塑制品具有更高的精度,尺寸稳定性和表面光洁度,适用于制备各种形状复杂的部件,轻质高强度阻燃部件和电子电器部件;作为一种改性剂,镁盐晶须能大幅度提高聚丙烯的强度,刚度,抗冲击和阻燃性能;因此,镁盐晶须和玻璃纤维在聚丙烯改性中的应用越来越受到重视;1二、增韧技术矿物质增强增韧是最为普遍的改性途径之一;向聚丙烯原料中添加的矿物质通常是碳酸钙,滑石粉,硅灰石,玻璃微珠,云母粉等;这些矿物质不仅可以在一定程度上改善聚丙烯材料的机械性能和冲击韧性,降低聚丙烯材料的成型收缩率以加强其尺寸稳定性,并且由于矿物质与聚丙烯基体在成本上的巨大差别,可以大幅度降低聚丙烯材料的成本;矿物质增强增韧聚丙烯是所有改性聚丙烯材料在家用电器中应用最广泛的一种;波轮洗衣机和滚筒洗衣机的内筒一般使用的都是矿物质增强增韧聚丙烯材料,以代替早期的不锈钢内筒;聚丙烯材料经矿物质增强增韧后,可克服其原有的强度不足,光泽度不好,收缩太大等问题;这种改性聚丙烯除了用于制作洗衣机的内筒以外,还被用于制作波轮和取衣口等部件,仅海尔集团对其每年的用量就在1700吨左右每个洗衣机内筒约重2kg;这种材料的矿物质添加量高达40%,其拉伸强度达33Mpa,断裂伸长率可达90%以上,缺口冲击强度约为10KJ/m2;微波炉的很多部件也采用矿物质增强增韧聚丙烯材料制造;由于矿物质的加入,可以在聚丙烯材料本身较高的耐热温度的基础上,使其耐热温度进一步得到提高,以适应微波炉对高温的要求;例如,微波炉门体的密封条,微波炉扬声器喇叭口,喇叭支架等都采用了这种改性的聚丙烯材料;冰箱上的搁物架也基本采用了矿物质增强增韧聚丙烯材料,由于与玻璃面板可进行整体注塑,从而很好地解决了原来ABS材料的面板沁水问题;三、填充改性新型高填充玻纤改性塑料,它可克服常规玻璃纤维增强热塑性塑料的缺陷;这种材料的基体是高温热塑性塑料如液晶聚合物,聚醚砜,聚醚酰亚胺和聚苯硫醚;在玻纤填充量在80%时,改性材料但仍能操持良好的可加工性;用新材料生产的部件具有耐磨损和耐温变的良好特性;这种新材料可与塑料和金属粘合,适用于表面摸塑设备加工,潜在的应用包括汽车和燃料系统部件,轴承,电子零部件,抗刮伤外壳等,这种玻璃增强物的辅加效益是阻燃性好,能回收利用,高度耐热和尺寸稳定等;四、共混与塑料合金技术塑料共混改性指在一种树脂中掺入一种或多种其他树脂包括塑料和橡胶,从而达到改变原有树脂性能的一种改性方法;氟塑料合金是采用国内现有的超高分子量聚全氟乙丙烯FER为主要原料,与四氟乙烯加填料直接共混,用物理方法制造的,此材料性能超过了世界公认的“塑料王”聚四氟乙烯;五、阻燃技术高聚物的阻燃技术,当前主要以添加型溴系阻燃剂为主,常用的有十溴二苯醚、八溴醚、四溴双酚A、六溴环十二烷等,其中尤以十溴二苯使用量为最大,溴化环氧树脂由于具有优良的熔流速率,较高的阻燃效率,优异的热稳定性和光稳定性,又能使被阻燃材料具有良好的物理机械性能,不起霜,从而被广泛地应用于PBT、PET、ABS、尼龙66等工程塑料,热塑性塑料以PC/ABS塑料合金的阻燃处理中;阻燃剂家族中的其他品种有磷系、三嗪系、硅系、膨胀型、无机型等,这些阻燃剂在各种不同使用领域发挥着各自独特的阻燃效果;在磷系阻燃剂中,有机磷系的品种大都是油液状,在高聚物加工过程中不易添加,一般在聚氨酯泡沫、变压器油、纤维素树脂、天然和合成橡胶中使用;而无机磷系中的红磷,是纯阻燃元素,阻燃效果好,但它色泽鲜艳,因而应用受部分限制;红磷的应用要注意微粒化和表面包覆,这样使它在高聚物中有较好的分散性,与高聚物的相容高性好,不易迁移,能长久保持高聚物难燃性能;六、热塑性弹性体技术热塑性弹性体简称TPE/TPR,以SEBS、SBS为基材,是一类具有通用塑料加工性能,但产品有着类似文联橡胶性能的高分子合金材料;在多材料模塑中,热塑性弹性体有4个基本的类型,即苯乙烯嵌段共聚物SBC、热塑性硫化胶TPV、热塑性聚氨酯TPU和共聚多酯COPE;热塑性聚氨酯弹性体是第一个能够运用热塑性工艺加工的弹性体;有聚酯和聚醚两种类型,聚酯型具有较高的机械性能,聚醚型比聚酯型具有较好的水解稳定性和低温韧性;聚氨酯橡胶具有良好的耐磨性、添加剂可以提高耐候性,尺寸稳定性和耐热性,减少摩擦或增加阻燃性,它们在各硬度等级产品中具有很广泛的应用,涉及汽车密封件和垫圈,稳定杆套,医用导管、起博器和人造心脏装置、手机天线齿轮、滑轮、链轮、滑槽衬里、纺织机械部件、脚轮、垫圈、隔膜、联轴器和减振部件;共聚多酯弹性体具有良好的动态性能、高模数、高伸长和撕裂强度,还有在高温和低温条件下具有良好的抗挠屈疲劳性;通过组合紫外线稳定剂或炭黑可以提高耐候性,耐无氧化酸性、一些脂族烃、芳烃燃料、碱性溶液、液压流体的性能表现为良好甚至优异;然而,无极性材料,如强无机酸和碱、氯化溶剂、苯酚类和甲酚会使聚酯降解,共聚多酯在一般情况下比热塑性弹性体昂贵,应用于弹性联轴器、隔、齿轮、波纹管垫环、保护套、密封件、运动鞋鞋底、电气接头、扣件、旋钮和衬套中;2007年世界热塑性弹性体TPE消费超过230万吨,总产值超过110亿美元,2001-2007年间世界消费保持年均%的增长率;其中,北美消费平均增幅为%,欧洲为%,拉丁美洲则以两位数速率快速增长,亚太地区年均增幅大于8%;高速的增长将带动各行各业对TP巨的使用,汽车和日用品消费是拉动热塑性弹性体消费增长的主要因素,不同品种的热塑性弹性体增长率不相同;热塑性聚氨酯应用以年均%的速率增长,主要应用于汽车业预计未来热塑性聚氨酯在日用品和体育用品上应用会有所突破;七、反应接枝改性在由一种或几种单体组成的聚合物的主链上,通过一定的途径接上由另一种单体或几种单体组成的支链的共聚反应;是高聚物改性技术中最易实现的一种化学方法;马来酸酐接枝改性聚合物一般采用双螺杆挤出机熔融接枝法制备,其系类品种包括聚乙烯PE-g-MAH、聚丙烯PP-g-MAH、ABSABS-g-MAH、POEPOE-g-MAH、EPDMEPDM-g-MAH等,其操作工艺简单、生产成本低、产品质量稳定等特点;其中产品MAH接枝率在~%范围内可调,其他力学性能指标优良;可广泛用作各类非极性聚合物如PE、PP等与极性聚合物如PC、PET、PA等其混改性时的相容剂等;纳米碳酸钙是一种十分重要的无机增韧增强功能性填料,被广泛地应用在塑料、橡胶、涂料和造纸等工业领域,为降低纳米碳酸钙表面高势能、调节疏水性、提高与基料之间的润湿性和结合力、改善材料性能,须对纳米碳酸钙进行表面改性为了提高无机填料与有机基体之间的相容性,用高分子有机物对无机填料进行表面接枝改性是一种常用方法;Takao Nakatsuka 以磷酸盐改性超细CaC03表面,然后与聚异丁烯酸接枝,采用羧酸吸附和聚丁基丙烯酸接枝对CaC03表面改性,与丙稀单体混合后通过聚合制备了性能较好的PP/CaC03复合材料;9、表征材料力学性能的基本定义冲击强度衡量材料韧性的一种指标,通常定义为试样在冲击载荷的作用下折断或折裂时,单位截面积所吸收的能量;基本概述1 冲击强度用于评价材料的抗冲击能力或判断材料的脆性和韧性程度,因此冲击强度也称冲击韧性;2 冲击强度是试样在冲击破坏过程中所吸收的能量与原始横截面积之比;3冲击强度的测量标准主要有ISO国际标准GB参照ISO及美国材料ASTM标准;根据试验设备不同可分为简支梁冲击强度、悬臂梁冲击强度测试公式:GB: a=W / hd 单位KJ/m2 ATSM: a= W /d 单位:J/ma:冲击强度 W :冲击损失能量 h:缺口剩余宽度 d:样条厚度因此,GB与ASTM之间不可以等同测量,但从测量公式可总结经验公式:GB数值或8错误样条=ASTM数值,也可以由实际测量来总结比值拉伸强度抗拉强度定义:拉伸强度即表征材料最大均匀塑性变形的抗力,拉伸试样在承受最大拉应力之前,变形是均匀一致的,但超出之后,金属开始出现缩颈现象,即产生集中变形;对于没有或很小均匀塑性变形的脆性材料,它反映了材料的断裂抗力;符号为RmGB/T 228-1987旧国标规定抗拉强度符号为σb,单位为MPa;1试样在拉伸过程中,材料经过屈服阶段后进入强化阶段后随着横向截面尺寸明显缩小在拉断时所承受的最大力Fb,除以试样原横截面积So所得的应力σ,称为抗拉强度或者强度极限σb,单位为N/mm2MPa;它表示金属材料在拉力作用下抵抗破坏的最大能力;计算公式为:σ=Fb/So式中:Fb--试样拉断时所承受的最大力,N牛顿; So--试样原始横截面积,mm2;抗拉强度Rm指材料在拉断前承受最大应力值;当钢材屈服到一定程度后,由于内部晶粒重新排列,其抵抗变形能力又重新提高,此时变形虽然发展很快,但却只能随着应力的提高而提高,直至应力达最大值;此后,材料抵抗变形的能力明显降低,并在最薄弱处发生较大的塑性变形,此处试件截面迅速缩小,出现颈缩现象,直至断裂破坏;材料受拉断裂前的最大应力值称为强度极限或拉伸抗拉强度;弯曲强度定义:弯曲强度是指材料在弯曲负荷作用下破裂或达到规定弯矩时能承受的最大应力,此应力为弯曲时的最大正应力,以MPa兆帕为单位;它反映了材料抗弯曲的能力,用来衡量材料的弯曲性能;发生于弯矩最大的横力弯曲时,弯矩M随截面位置变化,一般情况下,最大正应力σmax截面上,且离中性轴最远处;因此,最大正应力不仅与弯矩M有关,还与截面形状和尺寸有关;为最大弯矩,W为抗弯截面系数;最大正应力计算公式为:其中Mmax。
塑料再生材料利用上的注意事项!(宝理公司技术支持!)

仔生材料利用上的注意事项由于热塑性塑料具有温度升高时融化,温度降低时硬化的性质,所以,可把不能用作制品的部分(直浇口料或流道料)再次投入成型机进行成型。
这种将直浇口料或流道料粉碎而成的材料就是粉碎料。
Copyright(c)Polyplastics.,Ltd由于粉碎料是粉碎而成,故它的大小和形状是参差不齐的,而不会象生粒料那样均匀。
粒料形状虽然对物性没有直接影响,但是它对塑化时的计量性却有相当大的影响。
一般来说,越是形状歪曲且大小不等的粒料,其计量性就越差。
粉碎料的形状因粉碎方法的不同而异,我们建议尽可能调整条件使其与生粒料接近。
另外,进行粉碎时会产生不少粉末,这种粉末也要切实清除。
由于粉碎料至少已通过一次成型机的机筒,经历过“加热~熔融”工序,所以,与生粒料相比,有可能因加热已使树脂分子量降低或添加剂减少。
而且,螺杆的转动给机筒内树脂施加了很大的外力,使得固体填充材料因折断或残缺而变小。
特别是玻璃纤维和碳纤维等纤维状填充料一折就断。
所以,必须注意物性下降将粉碎料再次挤出而制成的粒料叫做再生粒料。
再生粒料的形状虽然不比生粒料逊色,但是它的热过程(过去受了怎样的热损伤)比粉碎料还长,相应地,其分子量的下降和填充材料的断裂也增多。
生粒料爨粉碎料41二「十d龙再生粒料粒料的形状大小O△〜❷O对计量性的影响树脂、添加剂的劣化O△△〜❷对色度和物性的影响F”- I填充材料的断机械物性的■物性因回收会产生多大程度的变化?那么,物性因回收会产生多大程度的变化呢?非增强材料中未加入填充等材料,而增强材料中加入了玻璃纤维等填充材料,二者物性的下降趋势是不同的。
前者的机械物性几乎没有变化,后者的机械物性随着玻璃纤维等填充材料的折断变短而下降。
下面是当回收料使用率为100%时,拉伸强度随回收次数而变化的图表。
此图表以初始物性为100%进行了比较。
从中可以看出:非增强材料(夺钢M90-44和DURANEX2002)的强度几乎不随回收次数的增多而下降,而玻璃纤维增强材料(夺钢GH-25和DURANEX3300)的强度却大幅下降。
改性塑料的配方必须注意的十点

本文摘自再生资源回收-变宝网()改性塑料的配方必须注意的十点配方设计的关键为选材、搭配、用量、混合四大要素,表面看起来很简单,但其实包含了很多内在联系,要想设计出一个高性能、易加工、低价格的配方也并非易事,需要考虑的因素很多。
以下为您列出十个改性配方的设计要点,供您参考。
一、树脂的选择1、树脂品种的选择树脂要选择与改性目的性能最接近的品种,以节省加入助剂的使用量。
如耐磨改性,树脂要首先考虑选择三大耐磨树脂PA、POM、UHMWPE;再如透明改性,树脂要首先考虑选择三大透明树脂PS、PMMA、PC。
2、树脂牌号的选择同一种树脂的牌号不同,其性能差别也很大,应该选择与改性目的性能最接近的牌号。
如耐热改性PP,可在热变形温度100~140℃的PP牌号范围内选择,我们要选用本身耐热120℃的PP牌号。
3、树脂流动性的选择配方中各种塑化材料的粘度要接近,以保证加工流动性。
对于粘度相差悬殊的材料,要加过渡料,以减小粘度梯度。
如PA66增韧、阻燃配方中常加入PA6作为过渡料,PA6增韧、阻燃配方中常加入HDPE作为过渡料。
不同加工方法要求流动性不同。
不同品种的塑料具有不同的流动性。
由此将塑料分成高流动性塑料、低流动性塑料和不流动性塑料,具体如下:高流动性塑料——PS、HIPS、ABS、PE、PP、PA等。
低流动性塑料——PC、MPPO、PPS等。
不流动性塑料——聚四氟乙烯、UHMWPE、PPO等。
同一品种塑料也具有不同的流动性,主要原因为分子量、分子链分布的不同,所以同一种原料分为不同的牌号。
不同的加工方法所需用的流动性不同,所以牌号分为注塑级、挤出级、吹塑级、压延级等。
不同改性目的要求流动性不同,如高填充要求流动性好,如磁性塑料、填充目料、无卤阻燃电缆料等。
4、树脂对助剂的选择性如PPS不能加入含铅和含铜助剂,PC不能用三氧化锑,这些都可导致解聚。
同时,助剂的酸碱性,应与树脂的酸碱性要一致,否则会起两者的反应。
无机粉体在塑料改性中的应用

高分子链段与无机粉体粒子的热膨胀(或收缩)系数 差、模量差等因素可能导致界面应力。 复合材料在受到外力如拉伸、弯曲、冲击等各种应 力作用下,通过相界面进行传递,而相界面实际的强度 应力很可能是材料受损坏的临界值。 因此,通过提高相界面应力值,就可以大大改善复合 材料的综合力学性能。
热力学相容必须具备如下条件:具有较强的键合作用, 具有极性官能团,具有可反应的官能团。 而无机粉体与高分子链段之间只有在特定条件下才 具有相容性,且相容性很小。 提高无机粉体与高分子链段之间的相容性,可显著增 强复合材料的性能。
常用的提高两者相容性的方法是对无机粉体进行表 面处理,包括小分子界面活性法、成膜法、偶联剂法、 大分子界面活性法、包覆法等。 实践证明,经过表面处理的无机粉体粒子与高分子链 段的相容性增强,各表面处理法按效果递增排序为: 小分子界面活性法<成膜法<偶联剂处理法<大分子界 面活性处理法<包覆法。
一般情况下,随着无机粉体添加量的增加,复合材料 的各项性能均先提高,而当无机粉体添加量达到一定 量时,复合材料部分性能开始出现降低,无机粉体的这 一添加量即为改性临界添加量。 不同的树脂基体,使用不同的无机粉体(改性方式的 不同),其临界添加量就不同。 随着加工工艺的改进,无机粉体粒径进一步降低,使 得临界添加量增加。杨毅等发现当无机粉体粒径降至 纳米级时,对于不同的高分子树脂,无机纳米级粉体的 改性效果具有同样的临界值。
无机粉体材料的 表面处理方法
表面改性
无机包覆
粉体的表面改性是采用物理、化学、机械等方法对 粉体表面进行处理,有目的地改变颗粒表面的物理化 学特性(如表面晶体结构和官能团、表面能、润湿性、 电性、吸附和反应特性等),以适应不同要求,提高材 料的附加值。 按改性原理的不同,无机粉体表面改性可分为物理 法和化学法两大类。 物理法表面改性技术包括表面包覆改性、高能表面 改性等。 化学法表面改性技术包括机械力化学改性和表面化 学改性。
改性塑料“增重问题”解决方法

改性塑料“增重问题”解决方法——由塑米城分享改性塑料增重还带来运输成本加大、劳动强度大等问题。
相关研究发现通过原辅材料和工艺装备的创新,“增重问题”可以得到一定程度的解决。
减小而造成的损失往往大于使用廉价粉体填料带来的效益!1、拉伸过程:聚丙烯(PP)扁丝经过将近六倍的单向拉伸后,碳酸钙粉体颗粒分散在PP大分子经拉抻后形成的空隙中,使得同样重量的物料,其扁丝的长度没有明显变化,因此高倍的单向拉伸制品增重问题不明显。
吹塑成型的塑料薄膜在加工时受到双向拉伸,其拉伸比因不同原料而有所不同,但一般为2~3倍。
如果能掌握好注射压力和保压时间,同样配方和加工工艺设备,其注塑制品材料密度可达到3~4%的变化。
因此和添加同样数量粉体的注塑成型塑料材料相比,吹塑薄膜的密度就小得多。
2、微孔结构:聚乙烯(PE)的分子经交联后可形成足够结实的泡孔壁,气体被封闭住就能形成微孔塑料,从而在交联剂存在的情况下,塑料材料的密度得以减小。
聚氯乙烯(PVC)和聚苯乙烯(PS)都因能够形成足够强度的泡孔壁,因此发泡过程无需使用交联剂。
3、微发泡:使用交联剂可以得到发泡PE塑料,但其气味大且交联后的塑料不利于回收利用。
某高分子材料企业发明了在不使用任何交联剂的情况下,使加有30%重钙的HDPE片材密度比同样配比的对比片材密度下降10%以上,已经大量用于HDPE片材的产品中,是轻量化技术的重大突破。
4、轻体填料:以粉煤灰为基础原料人工合成出自身轻质的微孔硅酸钙,原料取之不竭,成本上塑料加工行业也可以接受,目前在塑料行业的应用已取得阶段性成果。
微孔硅酸钙制成母料后与碳酸钙母料按同样比例加入到HDPE树脂中制作片材,其制品的密度有明显差别,微孔硅酸钙微料填充HDPE的密度在不同添加量时都有10%以上的下降幅度,而且性能无明显差别。
5、晶须碳酸钙:根据在橡胶材料中使用晶须碳酸钙的经验,将特别制造的晶须碳酸钙加以处理,再与基体塑料混合,结果发现在不影响塑料材料性能的情况下,可使其填充塑料的密度有所下降。
滑石粉改性降解塑料:使用方法+注意事项
滑石粉改性降解塑料:使用方法+注意事项
滑石粉的使用方法:
(1)粉体直接加入法把滑石粉直接和塑料原料混合经双螺杆挤出机挤出造粒成为改性塑料原料,这是塑料改性中常用的方法,也是最经济的方法。
(2)无载体母粒法将滑石粉通过特殊的工艺制成一种无载体的松散的颗粒,然后再把这种颗粒和塑料原料混合,经双螺杆挤出机造粒成改性塑料原料。
采用这种方法有两个优点,一个是减少生产过程中的粉尘污染,提高改性工作环境;二是改善混料过程中的颗粒和粉料之间的分层现象,提高混合过程物料的均匀性,从而提高产品的质量。
(3)填充母粒法将滑石粉和塑料载体混合,通过挤出机造粒而成高含量的母粒,这种母粒可和塑料原料直接混合,经挤出和注射完成成品加工。
此法使用方便,但分散性不好,一些质量要求高的制品此法不行。
滑石粉使用的几点注意事项:
(1)滑石粉必需进行表面活化处理,对滑石粉表面进行活化处理,主要是改善滑石粉和塑料原料之间的相溶性,增加改性效果,应用于不同的塑料应选择不同的表面处理剂。
(2)滑石粉在塑料原料中的分散性,在相同配方的条件下,滑石粉在塑料原料中的分散性对改性料最终理化性能影响很大,在生产过程中应严格控制,影响滑石粉在塑料原料中的分散性的主要因素有配方、温度、产量、工艺过程等。
此外,当滑石粉加入量大时,可采用分步加入的办法,以达到好的分散效果。
(3)对于不同的塑料,不同的要求应选择不同规格的滑石粉,才能达到理想的效果。
这一点是很有讲究的,选择不好可能事与愿违。
因为不同的塑料,不同的制品,不同的使用条件对原料有不同的要求,所以必须进行不同的选择,才能达到理想的效果。
改性塑料加工过程中常见问题及对策
改性塑料加工过程中常见问题及对策针对改性塑料颗粒在加工过程中常见问题及对策,先总结分析如下:一、黑点偏多的原因原料本身质量差,黑点偏多;螺杆局部过热,造成物料炭化加重,炭化物被带到料条中,造成给点偏多;螺杆局部剪切太强,造成物料炭化加重,炭化物被带到料条中,造成给点偏多;机头压力太大(包括堵塞、滤网太多、机头温度太低等),回流料太多,物料炭化加重,炭化物被带到料条中,造成给点偏多;机台使用年限偏长,螺杆与机筒间隙增加,机筒壁粘附炭化物增多,随挤出时间推移,被逐步带到料条中,造成给点偏多;自然排气口和真空排气口长时间不清理,堆积的炭化物增多,随后期连续挤出被带到料条中,造成黑点偏多;外部环境或人为造成其他杂质混入,造成黑点偏多;口模(包括出料口和内部死角)清理不干净,造成黑点偏多;出料口不够光滑(如,一些浅槽及坑洼等),长时间可能积存物料,随挤出时间推移,被逐渐炭化,再被带到料条中,造成黑点偏多;部分螺纹原件损坏(缺角、磨损等形成死角),造成死角处的物料炭化加重,在后续连续挤出过程中,被逐步带出到料条,造成黑点偏多;自然排气和真空排气不畅,造成螺杆内物料炭化,造成黑点偏多。
二、成品加工过程问题分析断条产生原不足:增加滤网目数或张数;适当调低主机转速或调高喂料转速;适当降低挤出加工温度(机头或其他各区)。
外部杂质:检查混料和放料各环节的设备死角是否清理干净及是否有杂质混入;尽量少加破碎料或人工对破碎料进行初筛,除去杂质;增加滤网目数及张数;尽量盖住可能有杂物掉落的孔洞(实盖或网盖)。
内部杂质:机头压力太高(包括口模堵塞、滤网太多、机头温度太低等),造成回流增加而导致炭化加重,炭化物被带出到料条中,在牵引力作用下,造成断条;挤出机局部过热,造成炭化加重,炭化物被带出到料条,在牵引力作用下,造成断条;螺杆剪切局部太强,造成物料局部炭化加重,炭化物被带出到料条,在牵引力作用下,造成断条;机器使用年限长,螺杆和机筒磨损,缝隙增大,回流增加,机筒壁粘附的炭化物增加,随挤出时间延长,炭化物逐步被带出到料条,在牵引力作用下,造成断条;真空或自然排气口(此处包括垫片和死角)长时间不清理,存在的炭化物被带到料条,在牵引力作用下,造成断条;机头口模(此处包括出料口和机头内部死角)未清理干净,口模里面含有炭化物或杂质被带到料条,在牵引力作用下,造成断条;更换滤网的时间间隔太长,滤网被堵住,物料出不来,造成断条。
论改性塑料生产过程中存在的质量问题及管控策略
作者简介:卢津强(1987-),男,研究生,工程师,主要研究方向为改性塑料开发。
收稿日期:2023-11-03改性塑料是—种经过化学或物理改性过程,使其具有特定性能的塑料材料。
随着科技的不断进步与工业领域的快速发展,改性塑料在各个领域的应用越来越广泛[1]。
然而,在改性塑料的生产过程中,由于原料、生产工艺、环境、设备、人员操作等因素的影响,可能会出现各种质量问题。
本文将从原料、生产工艺、环境、设备、人员操作等方面,阐述改性塑料生产过程的质量管控策略。
基于此,本文首先简单介绍了优化改性塑料生产过程的必要性,然后分析了改性塑料生产过程中存在的质量问题,最后探究了改性塑料生产过程的质量管控策略,现具体论述如下。
1 优化改性塑料生产过程的必要性(1)有利于提高生产效率提高生产效率是企业生产过程中的重要目标。
优化生产工序、改进设备与技术,可以显著提高生产效率,降低生产成本,提高企业的竞争力[2]。
第一,优化生产工序。
通过对生产工序进行合理设计与改进,减少不必要的环节与物料转移,提高生产线的连续性,从而缩短生产周期,提高产能。
例如,采用失重称喂料可以省略原料混合以及造粒完后的均混工序,有效地提升了生产效率。
第二,改进设备与技术。
采用先进的自动化生产设备与技术,保证设备使用率的同时,降低人工成本。
例如,采用集中供料系统可以大大缩短物料转移时间。
(2)有利于降低能源损耗论改性塑料生产过程中存在的质量问题及管控策略卢津强,周立辉,陆龙威,车仕军,芦浩浩(横店集团得邦工程塑料有限公司,浙江 横店 322118)摘要:伴随改性塑料应用要求的日益提升,分析其生产实践中存在的质量问题及管控策略拥有十分关键的意义。
鉴于此,本文首先简单介绍了优化改性塑料生产过程的重要性,然后分析了改性塑料生产过程中存在的质量问题,最后结合相关实践经验,探究了改性塑料生产过程的质量管控策略,阐述了个人对于改性塑料的几点看法与认识,以供参考。
关键词:改性塑料;质量问题;管控策略中图分类号:TQ321.2文章编号:1009-797X(2024)02-0001-04文献标识码:B DOI:10.13520/ki.rpte.2024.02.001能源损耗是改性塑料生产过程中的成本的重要组成部分,降低能耗对于提高企业效益与保护环境均有重要意义[3]。
非金属填料在塑料中应用面临的问题(二)——如何进行表面改性
非金属填料在塑料中应用面临的问题(二)——如何进行表面改性1、全部粉体填料都必需要表面改性处理么?对粉体填料进行表面处理,使之从表面亲水性变化为疏水(亲油)性,也称之为表面活化或有机化,应当不存在分歧的。
但也要看到在很多情况下,粉体填料不进行表面处理照样可以在塑料中使用,而粉体经过表面处理的填充塑料的性能并没有显著的提高。
例如在软质聚氯乙烯塑料制品中可以直接使用不经表面处理的粉体填料,如人造革、铺地材料、鞋底等,一方面这些软质聚氯乙烯塑料中存在着增塑剂,如邻苯二甲酸二辛醋(俗DOP)、氯化石蜡等,它们在塑料加工过程中可以浸润粉体填料,实现对填料颗粒的包覆,填料进不进行表面处理并不影响加工性。
另一方面某些塑料制品的使用性能对材料本身的强度、冲击性能等指标要求不高,从降低原材料成本考虑使用不经处理的粉体填料更为合算。
因此对粉体填料要不要进行表面处理必需实在问题实在对待。
填料经过表面处理,由亲水性转为亲油性,或者通过化学反应或者通过分子链相互缠绕使填料与基体树脂之间的粘结强度大大提高,其界面由于存在过渡区显得模糊,这已是被浩繁讨论和电镜照片证明。
但并非在任何情况下两相界面粘结强度都是越坚固结实越好。
例如在热固塑料中使用玻璃纤维可以达到显著加强的目的,我们通常使用硅烷偶联剂处理玻璃纤维,一方面是由于硅烷偶联剂溶于水,可以很便利地在水中完成玻璃纤维表面的有机化,另一方面硅烷偶联剂分子以硅原子为中心的四个链中有三个链可以和玻璃纤维表面进行化学反应,生成强度极高的氧键,第四个链通常在链端也带有反应活性基团,可以参加环氧树脂或不饱和树脂的固化反应,从而把高分子基体材料和玻璃纤维通过化学键坚固地联系在一起,形成粘接强度极高的两相界面。
这种界面一旦形成,大分子与玻璃纤维之间的相对位置就已固定,很难再发生相对位移,这对热固性塑料没有什么关系。
由于一旦反应完成后,热固性塑料本身就呈立体网状分子结构,不能熔融也不能溶解于某种溶剂中。
粉体填料在塑料中应用现状及面临的问题

部分 产 品要使用粉 体填料 这 已是不 争 的 事实 , 方 面 一 台理 恰 当地使 用相对 价廉 的粉 体填 料 可 实现增 量 、 降 低原 材料成本 的 目的 ; 另一 方 面 也是 目前 倍受 关 注的 就是 按人 的愿 望改善某 些方 面 的物理化学 性能 或赋予
橡胶 , 到 7 %左 右 . 达 0 后两者 则 分别为 2 %左 右 和 4 5 %
左右 ; 对今后 十年 我 国石 油 化 工市 场 发展 趋 势 的预 而 测表 明 , 台成树脂 的市 场需 求 年 增 长速 度仍 将 高 于台 成纤 维 及台 成 橡胶 . 到 6 达 %以 上 20 05年 五 大台 成
料 用 将 体填 料面 临 的一 些 问题 和 看 法 。
关 键 词 : 体填 料 ; 眭每 ;ቤተ መጻሕፍቲ ባይዱ石 ; 母 ; 峙 土 柠 琉 汗 云 高
1 我 国塑料 工业 发 展现 状 与 前 景
塑料 制品 ( 或材 料) 的主要 原料是 台成 树脂 。台成 树脂与 合成纤 维 、 台成 橡胶 并 列 为三 大 合成 材 料 。根 据多 年来三大 台成材 料 实际 产 量统 计 , 料 用台 成树 塑 脂在三 大台成材 料 中的比例远远 超过合 成纤 维与台成
维普资讯
塑 料加工
20 0 2年第 3 5卷第 1 期
粉体 填 料 在 塑料 中应 用现 状及 面 临 的问题
刘英傻
( 国塑料加 工 工业协会 改性 塑料 专 业委 员会 ,10 3 ) 中 00 7
摘
要 : 体其 科是 塑 料 工 业 可缺 少 的厚 料 。 本 文 从 塑 料材 科 加 工 与应 用 的 角 度 出发 , 出对 粉 件 填 料 的 要 求 厦 发 展 塑 粉 提
粉体填料在塑料中应用面临的几个问题

- i
一 — —
世
_
_ 二 = = — — — —
非 矿 . 聚焦 黼
担剃
塑料是粉体填料 应用的大市场 .
而且 具 有 巨大 的 市场 潜 力 . 如 果 粉 但 体 填料 的加 工脱 离了塑料 工业整 体 技术水平 , 离了塑料制品 ( 脱 或材料 )
性塑料 本身就 呈立体 网状 分子结构 ,不 能熔融 也不
能溶解于某 种溶剂中。但界 面强度过 大, 大大限制 将
太分子位移 ,使得热塑性 塑料的熔融加 工十分 困难 , 因此在 处理用 于热塑性 塑料 的粉 体填料 时 ,不 宜使
联剂或其 它表面处理剂 。
而应 当使 用钛 酸酯偶 联剂 、 酸酯偶 铝 决用户使用要求的微米级填料弃之不用,而去花更 用硅烷偶联剂 ,
成 强度极 高 的硅 氧键 ,第 四个 链通 常在链端 也带 有 反 应活性基 团,可以参 与环氧树 脂 或不 饱和树 脂 的
固化反应 ,从 而把 高分 子基 体材料 和玻璃纤 维通 过 化 学键 牢固地联 系在一 起 ,形成粘接 强度极 高 的两 相界面。这 种界面一旦形成 , 分子与玻璃纤 维之问 大 的相对位置就 已固定 , 难再发生 相对位移 。这对 热 很 固性塑料没有什 么关系 , 因为一 旦反应完成后 , 固 热
对粉体 填料性 能与价格 的综 合需求 , 就会 给粉 体 工业 的发展 带来 不 良的 后果 ,因此将粉体填料 在塑料 中应 用 所 面临 的几个 问题提 出来讨论 十 分
必要 。
一、Leabharlann 粉体填料越细越好吗? 从理论上讲 ,填料与基体 高分 子材料 的质量 比一
定 时, 填料的粒径越小 , 填充 材料 的力学性 能就越好 ,
改性塑料生产过程常见质量问题及解决措施

改性塑料生产过程常见质量问题及解决措施聚合物改性是指通过物理或机械方法向高分子聚合物中添加有机或无机物质,或将不同类聚合物共混,或用化学方法实现高聚物的共聚、接枝、交联,或将卜述方法联用、并用,以在电、磁、声、光、热、燃烧等方面给与独特功能等效果。
聚合物改性的方法多种多样,总体上可分为共混改性、填充改性、复合材料、化学改性和表面改性等几大类。
世界上最早的聚合物共混物制成于1912年,第一个实现工业化生产的共混物是1942年投产的聚氯乙烯与丁腈橡胶和共混物。
随后的几十年罩,高抗冲聚苯乙烯(HIPS)、ABS等相继研制成功,而同时聚合物改性理论也在不断进展。
近年来,我国塑料改性技术取得显著进步。
日前改性塑料广泛应用于汽车、家电、IT、农业、建筑、电子电气、轻工及军工等行业,具有广阔的进展前景。
1、改性工艺流程改性塑料的重要生产设备是双螺杆挤出机,常见的生产工艺流程为:配料一混料一挤出——拉条一冷却一切粒一包装。
改性塑料产品质量问题重要可分为外观缺陷和性能不合格,在这里重点探讨的是外观缺陷。
外观缺陷大多与生产工艺、原材料质量、生产设备、生产环境等因素有关。
常见的缺陷有长条、连粒、黑点、变色、真空不良、铁屑、塑化不良、碳化等。
文章从生产过程入手,对改性塑料常见的质量问题进行分析并提出对策。
2常见缺陷2.1长条大于正常粒子2倍的长度均视为长条。
产生原因重要有开机拉条或断条、料条方向不是直线、切粒机刀具显现磨损或有缺口等。
重要解决措施:1)正常生产时调整料条进入切粒机的方向和调整过水长度;2)生产时断条严重需调褴工艺处理;3)注意切粒机动刀的检查,适时更换损坏的动刀;4)对于显现的长条可采纳合适的振动筛,过筛处理。
2.2连粒两个或多个粒子并排连在一起称为连粒。
产生原因重要有拉条时断条、过水长度不够等。
重要解决措施:1)挤出拉条时选用宽度合适的导条轮,分开连在一起的料条;2)调整合适的冷却过水长度,即可削减连粒;3)对于显现的连粒可采纳筛孔合适的振动筛过筛。
无机粉体改性塑料的研究进展

无机粉体改性塑料的研究进展无机粉体改性塑料是近年来塑料材料研究领域的热点,随着科技的进步,它得到了广泛的应用,并引发了人们深入的研究。
这类材料主要是由无机粉体和基体塑料通过其中一种方式共混或者化学结合而成。
通过有效改性,不仅可以提高塑料的机械性能、优化其表观质地,还能赋予其一些与天然材料近似的性能,例如疲劳耐性、耐磨性、抗老化性等。
本文将着重介绍无机粉体改性塑料的研究进展。
首先,无机粉体的选择范围广泛,常用的有纳米碳酸钙、氧化硅、氧化铝、金属硫化物等。
这些无机粉体的加入,为塑料提供了更强的刚度、更高的热稳定性和更好的阻燃性。
例如,氧化铝的加入能增加塑料的抗氧化性和阻燃性,使其在高温环境下保持良好的性能。
除此之外,为了达到最佳的改性效果,共混技术在无机粉体改性塑料研究中扮演着关键角色。
通过共混技术,无机粉体可以在塑料基体中分散均匀,从而使改性塑料具有更好的性能。
包括熔融共混、溶液共混、高剪切力共混等在内的各种共混技术都已被研究并成功应用。
另外,无机粉体的表面改性也是最近研究热点。
表面改性不仅能改善无机粉体在塑料基体中的分散性,还能优化其与基体的界面相容性,从而提高改性塑料的整体性能。
目前,无机粉体的表面改性方法主要包括硅烷偶联剂改性、有机硅改性、有机金属改性等。
值得一提的是,随着可持续性、环保性研究的逐渐深入,生物基塑料和可生物降解塑料也开始被应用于无机粉体改性塑料的生产中。
这些塑料不仅本身具有更好的生物相容性和可降解性,而且在无机粉体的添加下,仍然能保持较好的机械性能和使用性能。
总体来看,无机粉体改性塑料的研究进展迅速,技术日趋成熟,并在塑料产业中有着广阔的应用前景。
然而,真正实现该技术的产业化,还需要在选择无机粉体、改性方法和适配基体塑料等多方面进一步研究和优化。
只有这样,才能使无机粉体改性塑料真正发挥其优势,满足未来塑料产业的高效、环保、可持续发展的要求。
使用填充母料的注意事项

• 4、打开包装前,检查包装是否完好,将未 用完的母料尽快热封包装。
• 5、在使用前一定要了解你买的产品的使用 范围,以及添加时间。
• 好了,以上就是对填充母料的使用方法的 简介,希望对大家有所帮助。
使用填充母料的注意事项
• 生活中的大多数的人其实不是很了解填充 母料的,为了可以给大家带来些帮助,下 面就给大家介绍下在使用填充母料时要注 意哪些呢?
• 1、不得与受潮塑料共同加热烘干,以免造 成产品质量缺陷。
•
2、使用前避免受潮吸湿,即配料即使用, 效果最佳。 • 3、不允许母料包装破损以及敞口保存,避 免阳光暴晒、雨淋。
粉末涂料应用过程中的注意事项

粉末涂料应用过程中的注意事项在粉末涂料的应用过程中,只要注意对过程的跟踪和关注便可避免许多问题。
但是,整个应用过程中的任何部分的不完善均能引起问题的复杂性。
这些问题可能来自于前处理,粉末回收系统或任何公用设施,同时造成对本系统和其他系统带来负面影响,最终导致工件涂装的质量下降。
以下表格为粉末涂料应用中经常出现的一系列问题提供一些导致原因和解决方法。
这些原因和解决方法分为以下六个部分:1. 供粉系统,粉管,粉泵,文丘里管2. 静电粉末涂装系统3. 回收、循环4. 底材和涂层的污染5. 粉末涂料固化6. 金属粉末涂料注意:除本说明书外,请仔细阅读设备、化学品粉末涂料供应商的使用说明书。
In the process of powder coating application, pay attention to the process of tracking and concerns can avoid many problems. However,any part imperfections in the entire application process can cause complex problem . These problems may come from the pre-treatment, powder recovery system or any utilities,in the mean time ,it cause the negative impact of the system and other systems, which eventually led to the decline in the quality of the workpiece coating.The following sheet is a series of problem for powder coating applications and its solutions. These causes and solutions are divided into the following six parts:1. Powder supply system, powder tube, powder pump, venturi tube.2. Electrostatic powder coating system.3 Recovery cycle.4. Contamination of the substrate and coating5. powder coating curing6.Metallic powder coating7.Note: In addition to this manual, please read the manual of equipment, chemical powder coating from suppliers.表1:供粉系统,粉管,粉泵,文丘里管问题可能引起的原因解决方法粉桶内流化差粉末太少加入粉末至正常水平粉末比重过大或潮湿A.人工将粉桶内粉末疏松B.检查压缩空气质量流化板部分堵塞检查粉桶底部和流化板的阻塞物粉末粒径A.降低回收粉量粉管,粉泵,文丘里管堵塞正常堆积清洗或更换零件空气压力过大降低粉泵和喷枪的空气压力空气受潮检查供气系统粉管材料选择不当更换粉管粉管过长改进构造,缩短粉管文丘里管或粉泵老化更换文丘里管或粉泵粉末过细A.降低粉桶内回收粉量B.检查新粉的粒径分布粉末从粉桶中溢出空气压力过大降低流化床的气压粉末过细A.降低粉桶内回收粉量B.检查新粉的粒径分布Sheet 1Powder supply system ,powder tube,powder pump ,venturi tube Problem Reason SolutionBad Fluidized property in powderbarrel Too little powder Add more powder to reach the standardPowder proportion is too largeor powder is moistA.Loose the powderB.Check the air qualityFluidized board is blocked Check the block in the powder barrelPowder particle A.Decrease the recycled powderB.Check the particle size of new powderPowder tube ,powder pump ,venturi tube blocking accumulation Clean or renew the partsAir pressure is too large Reduce the air pressure of powder pump and spray gun The air damp Check the gas supply systemImproper material of powdertubeChange the powder tubePowder tube is too long Shorten the powder tubeVenturi tube break down Change the venturi tube or powder pumpPowder particle is too small A.Reduce the recycled powder in the powder barrelB.Check the new powder particlePowder spill from the powder barrel Too much air pressure Reduce the pressure of fluidized bed Powder particle is too small A.Reduce the recycled powderB.Check the new powder particle表-2:静电粉末涂装系统问题可能引起的原因解决方法工件涂膜太薄电压不正确检查电压,清理或更换喷枪接地不良清理接地装置和挂具挂具接地性不良清理挂具喷房中有潮气检查喷房的供气系统喷枪空气压力太大降低送粉空气压力喷枪位置不当重新布置喷枪位置挂具设计不当重新设计挂具,减少屏蔽送粉量过小设置正确的输送压力检查文丘里管尺寸、清洁程度及安装情况如何喷涂时间不足降低链速,增加喷涂时间增加静电电压,送粉气流,更换喷枪位置法拉第效应(屏蔽)调节电压,送粉气流,更换喷枪位置挂具表面积过大减小挂具的尺寸粉末受潮更换粉末,使用粉末以前要保持密封工件涂膜太厚粉末输送量过大降低喷枪的粉末流量增加喷枪和工件之间的距离喷枪电压过高调整喷枪电压喷涂时间过长降低工件在喷枪前的时间A.提高链速B.提高升降机的往返速度预热温度过高降低预热温度喷枪出粉不稳定压缩空气受潮A.检查空气干燥器B.安装冷冻系统C.放尽管内的粉末压缩空气供应不稳定检查空压机是否过载粉末过细检察新粉和回收粉的比率,并做相应调整穿透性能差粉末输送量过小增加粉末流量接地不良检查接地情况,并做改善喷涂方式不正确更换不同的喷嘴电压过高降低电压,使近喷枪处工件表面不排斥粉末粉末输送速度不正确降低气量,使气流不会将粉末吹走。
第九讲填充改性.

也可根据化学组成将填料分为氧化物、盐、单质和有机物 四大类,
化学类型 氧化物 盐
单质 有机物
实例
氧化铝(金刚砂) Al(OH)3
碳酸盐:碳酸钙、碳酸镁(方解石、大理石、 白云石) 硫酸盐:硫酸钡(重晶石) 硅酸盐:硅酸钙、硅酸铝、硅酸镁(硅灰石、 高岭土、滑石)
金属(Fe、Cu、Al等制成球、片、纤维、粉状 物) 碳 木粉、煤粉
第八页,编辑于星期日:二十一点 五十三分。
改变塑料的化学性能 如改变界面反应性、化学活性、耐水性、耐气候性、阻燃
性、耐油性、渗透性等。 使塑料制品获得本身所不具备的特殊性能。
如导电性、导热性、压电性、隔声性以及对电磁波的吸 收和对放射性的防护等。这些填料一般称为功能填料。 调整塑料的流变性:如黏性、防止收缩、改进表面性能
2 )表观密度:由于填充材料形状、大小及分布的差异,相同质量 的填料堆砌体积不同,呈现出不同的密度,称为表观密度。
如重质碳酸钙与轻质碳酸钙的真实密度是相似的,并无轻重之分 ,但表观密度却相差很大。
第二十页,编辑于星期日:二十一点 五十三分。
3)硬 度
物质表面抵抗某些外来机械作用,特别是刻画作用的能力
第四章 填充改性及纤维增强复合材料
第一节 填充改性
一、填充聚合物的结构
二、聚合物填充改性效果
三、填充塑料加工中的共性问题
第一页,编辑于星期日:二十一点 五十三分。
填充改性:向聚合物中加入适量的填充材料,以使制品的某 些性能得到改善,或降低原材料成本的改性技术。
•填充改性聚合物的性能和填充改性的效果,主要取决于作为 基体的树脂的性能,填充材料的种类、形态、在改性聚合物 中的浓度及分散状态,填充材料与基体树脂的界面结构、复 合结构等因素。
弹性体中无机粉体填料的选择原则
弹性体中无机粉体填料的选择原则填料的选择应综合考虑制品的性能、成型工艺和成本等几方面因素。
填料的吸油值、颗粒度大小和分布、填充量、相对密度、触变性、填料价格等都会影响到填料的选择。
1、吸油值吸油值也称树脂吸附量,表示填充剂对树脂汲取量的—种指数。
在实际应用中,大多数填料用吸油值这个指标来大致预測填料对树脂的需求量。
颗粒相同的填料,带空隙的比不带空隙的填料颗粒吸油值要髙,所以油吸附量小的填料在树脂中的用量就可加添。
吸油值对选择填料具有肯定的引导意义,它直接影响到模塑料的成本和加工性能。
填料吸油值大,有可能会吃掉几倍甚至几十倍于自身价格的树脂,这无形中提髙了物料的成本。
吸油值上升,树脂的黏度随即上升,这会严重影响其对钎维的浸渍,甚至会更改模塑料的流变性能,使其成型工艺性能变差。
所以,为提高填料在模塑料中的含量。
所选择的填料以较低的吸油值为好。
为了降低填料对树脂的吸湿性,提高填料的使用量,应当对填料进行表面处理。
例如,碳酸钙表面可涂一层脂肪酸、树脂或湿润剂等。
2、颗粒度大小和分布颗粒是填料的基本单元。
填料的颗粒度一般用其通过某号筛网所给定的百分数来分级。
如99.8%的颗粒通过127.95网孔数(325目)的网筛,此填料的细度称为325目。
与网筛目相对应的也有用微米表示填料细度的,假如构成网筛金属细丝间距离为44um,那么通过网筛的填料也可称为直径为44um的填料。
直径比44um大的粒子不能在网筛中通过,但比44um小的粒子却能通过网筛并混在一起,因此,实际上所使用的填料的粒径大小是不等的。
对于填料颗粒度的要求有两项:一是平均颗粒度;二是颗粒度分布。
般平均颗粒度以5um左右为好,最大颗粒度不宜超20um,颗粒表面应光滑。
超过20um的颗粒会给制品性能造成不良影响。
填料的颗粒大小与吸油值有肯定的关系。
颗粒较大、平均颗粒为8um填料的总表面就较小,吸油值亦较低,易被树脂所浸润,可以有很高的加入量,如碳酸钙、二氧化硅和粗的滑石粉等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
书山有路勤为径,学海无涯苦作舟
粉体填充改性塑料,这6 个问题一定要注意
无机填料填充塑料时,如滑石粉填充PP,滑石粉的化学性质和构成、宏观物理形态上与PP 之间有着很大的差异,不能有效的亲和,会出现滑石粉与聚合物之间粘附不强,且滑石粉粒子的平均粒径小,比表面积大,表面能高,自身易团聚,在非极性聚合物熔体中更难均匀分散的现象,导致制品的性能降低,因此常用基体树脂改性、填料改性以及加入助分散剂等方法解决。
1 填料的分散问题
无机填料填充塑料时,如滑石粉填充PP,滑石粉的化学性质和构成、宏观物理形态上与PP 之间有着很大的差异,不能有效的亲和,会出现滑石粉与聚合物之间粘附不强,且滑石粉粒子的平均粒径小,比表面积大,表面能高,自身易团聚,在非极性聚合物熔体中更难均匀分散的现象,导致制品的性能降低,因此常用基体树脂改性、填料改性以及加入助分散剂等方法解决。
通过填充改性制得塑料制品,通常有两种工艺方法:一种是直接用预混合好的填充混合物加工成制品,另一种是先混合混炼造粒,制成母料或者专用科,再加工成制品。
不论用哪一种工艺路线,由于填料的加入都对改性制品的成型产生影响。
2 填料对热塑性基体树脂加工流动性的影响
从填料的形状来看,球形填料有利于改进填充体系的加工流动性,而片状或纤维状的填料(如滑石粉)往往会使填充体系的流动性下降。
从填料的粒径大小来看、填料的粒径越大(在一定范围内),对加工流动性影响越小,反之亦然。
当颗粒粒径很小且分布又很窄,其填充体系的流动作最差。
填料的加入会使填充体系的加工流动性不同于纯树脂,不仅与填料的形状、填料的加入量,还与表面处理效果和体系内的其它组分等因素有关。
用单螺杆挤出机或用同向旋转。