自动送料机生产线结构
自动化生产线的组成结构

自动化生产线的组成结构随着科技的不断进步,自动化生产线在现代工业中扮演着越来越重要的角色。
自动化生产线以其高效、精确和可靠的特点,成为各行业提高生产效率和降低成本的重要手段。
本文将从整体结构的角度介绍自动化生产线的组成。
一、物料处理系统物料处理系统是自动化生产线的首要组成部分之一。
它包括物料的输入、存储、分配和传送等环节。
物料输入可以通过人工或自动化设备实现,如传送带、机械臂等。
物料的存储通常采用仓储系统,可以根据需要进行自动化控制。
物料的分配和传送则需要依靠传送带、输送机、搬运车等设备,实现物料在不同工序之间的流动。
二、加工工序加工工序是自动化生产线的核心环节之一。
它包括对物料进行加工、组装、装配等操作。
加工工序可以通过各种自动化设备来实现,如机器人、数控机床等。
这些设备可以根据预先设定的程序进行工作,实现高效、精确的加工操作。
同时,加工工序还可以利用各种传感器和监控系统,实时监测生产过程中的各项参数,确保产品质量和生产效率。
三、控制系统控制系统是自动化生产线的关键组成部分之一。
它通过各种传感器、执行器和控制器等设备,对整个生产线进行监控和控制。
传感器可以实时感知生产过程中的各种参数,如温度、压力、速度等,将这些信息传输给控制器。
控制器则根据预设的控制策略,对各个设备进行控制和调节,保证整个生产线的正常运行。
控制系统还可以通过网络与上位机或其他设备进行通信,实现远程监控和控制。
四、检测与质量控制检测与质量控制是自动化生产线不可或缺的环节。
它通过各种检测设备和质量控制手段,对生产过程中的产品进行检测和控制,确保产品的质量符合要求。
检测设备可以通过光学、电子、机械等原理,对产品的尺寸、外观、性能等进行检测和测量。
质量控制手段则可以通过控制系统对生产过程中的各项参数进行调节,以达到产品质量的要求。
五、信息管理系统信息管理系统是自动化生产线的重要组成部分之一。
它通过各种软件和硬件设备,对生产过程中的信息进行采集、传输、存储和处理。
自动化装配生产线结构组成形式

自动化装配生产线结构组成形式自动化装配生产线是一种高效、精确、可靠的生产方式,可以大大提高生产效率和产品质量。
它由多个组成部分构成,每个部分都有特定的功能和作用。
以下是自动化装配生产线的标准格式文本,详细介绍了其结构组成形式。
1. 输送系统:输送系统是自动化装配生产线的基础,用于将零件和产品在生产线上输送。
它通常由传送带、滚筒、链条等组成,可以实现零件的自动传送和定位。
2. 供料系统:供料系统用于将零件提供给装配机器人或操作员。
它可以包括自动供料机、振动盘、料架等设备,确保零件按需供应。
3. 检测系统:检测系统用于检测零件和产品的质量和尺寸。
它可以包括传感器、视觉系统、测量仪器等设备,确保产品符合要求。
4. 装配机器人:装配机器人是自动化装配生产线中的核心部分,用于完成产品的装配任务。
它可以根据程序进行精确的动作,将零件组装成成品。
装配机器人通常具有多轴自由度和高精度。
5. 控制系统:控制系统用于控制和监控整个自动化装配生产线的运行。
它可以包括PLC(可编程逻辑控制器)、人机界面(HMI)、数据采集系统等设备,实现生产线的自动化控制和数据管理。
6. 安全系统:安全系统用于保障操作人员和设备的安全。
它可以包括安全光幕、急停按钮、安全门等设备,确保生产过程中的安全性。
7. 输送带和工作台:输送带和工作台是自动化装配生产线中的工作平台,用于支撑和定位零件和产品。
它们通常具有可调节高度和角度的功能,以适应不同的装配需求。
8. 数据管理系统:数据管理系统用于收集、分析和管理生产线的数据。
它可以记录生产过程中的关键参数和质量指标,为生产优化和质量控制提供依据。
9. 人机协作系统:人机协作系统是指人员与自动化装配生产线之间的交互界面。
它可以包括触摸屏、指示灯、声音提示等设备,方便操作员进行操作和监控。
10. 环境控制系统:环境控制系统用于控制生产线的温度、湿度和洁净度等环境参数。
它可以包括空调、除尘设备、静电消除器等设备,确保生产环境符合要求。
简述自动化生产线通用结构
简述自动化生产线通用结构
自动化生产线的通用结构包括以下几个主要部分:
1. 物料输送系统:该系统主要负责将原材料或半成品从一个工作站输送到另一个工作站。
它通常包括传送带、滚筒输送机、气垫输送机等。
物料输送系统能够将物料顺序、准确地传送到各个工作站,提高生产效率。
2. 机器人操作系统:该系统主要包括机器人和机器人控制器。
机器人用于执行各种生产操作,如装配、焊接、搬运等。
机器人控制器用于控制机器人的运动和操作,可以实现精准的动作和路径规划。
3. 传感器与监控系统:该系统用于监测和控制生产线的运行状态。
传感器可以监测温度、压力、速度、位置等物理参数,以及监测产品质量。
监控系统可以实时显示生产线的运行状态,并通过数据分析和报警功能提高生产线的稳定性和可靠性。
4. 控制系统:该系统用于控制和协调生产线中各个部件的工作。
它可以根据产品要求和工序顺序,自动调整各个设备和工作站的运行速度和工作方式,以适应不同的生产需求。
控制系统通常包括PLC(可编程逻辑控制器)和SCADA(监控与数据采集)系统。
5. 检测与质量控制系统:该系统用于对产品的质量进行检测和控制。
它可以通过检测设备对产品进行尺寸、外观、性能等方面的检测,以确保产品符合设计和质量要求。
同时,质量控制
系统还可以根据检测结果进行自动剔废或调整生产参数,以提高产品质量。
以上是自动化生产线通用结构的简要介绍,实际生产线的结构和组成部分可能有所不同,具体取决于不同的生产需求和工艺流程。
自动化装配生产线结构组成形式
自动化装配生产线结构组成形式一、引言自动化装配生产线是指通过自动化设备和机器人等技术手段,实现产品的自动化装配过程。
它具有高效、高质、高稳定性的特点,能够大大提高生产效率和产品质量。
本文将详细介绍自动化装配生产线的结构组成形式。
二、自动化装配生产线的结构组成形式1. 传输系统传输系统是自动化装配生产线的基础,它负责将零部件从一个工位传送到另一个工位。
传输系统可以采用传送带、滚筒输送机、气动输送系统等形式。
传输系统需要具备稳定、高效的特点,以确保零部件的准确传送。
2. 供料系统供料系统负责将零部件提供给装配机器人或自动化设备。
供料系统可以采用震动盘、送料器、自动上料机等形式。
供料系统需要具备快速、准确供料的特点,以满足装配工艺的要求。
3. 装配机器人装配机器人是自动化装配生产线的核心部件,它能够根据预设的程序和算法,自动完成零部件的装配任务。
装配机器人可以采用多关节机械臂、平行机构等形式。
装配机器人需要具备高精度、高速度的特点,以确保装配过程的准确性和效率。
4. 检测系统检测系统负责对装配完成的产品进行质量检测和故障排查。
检测系统可以采用视觉检测、传感器检测等形式。
检测系统需要具备高灵敏度、高准确度的特点,以确保产品质量达到标准要求。
5. 控制系统控制系统是自动化装配生产线的大脑,它负责对整个生产线的运行进行控制和监控。
控制系统可以采用PLC控制、计算机控制等形式。
控制系统需要具备可靠、稳定的特点,以确保生产线的正常运行和故障处理。
6. 人机界面人机界面是自动化装配生产线与操作人员之间的交互界面,它通过显示屏、按键等形式,向操作人员提供生产线的运行状态和操作指导。
人机界面需要具备用户友好、直观清晰的特点,以方便操作人员的操作和监控。
7. 安全系统安全系统是保障自动化装配生产线安全运行的重要组成部分,它可以包括安全光幕、安全门、急停按钮等安全设备。
安全系统需要具备快速、可靠的特点,以确保操作人员和设备的安全。
高速冲床自动送料装置(结构图)

高速冲床自动送料装置(结构图)
自动送料装置冲床送料辊传动系手动齿条机械冲头送进
冲床自动送料装置是配合冲床工作,以提高冲床的工作效率,同时减轻工人的劳动量,提高冲压工艺的自动化程度。
带轮将动力通过齿条传递给齿轮,齿轮和一个单向超越离合器相联结,只传递正向的转矩。
单向超越离合器带动传动轴1转动,由轴1上的齿轮带动送料辊送料。
轴1和轴2通过摩擦离合器联接,由轴2上的齿轮带动卷料筒卷起废料。
卷料筒在卷起废料的过程中直径会不断增加,致使轴2的圆周速度增加,当卷料筒的卷料速度大于送料速度时,由于摩擦离合器所传递的转矩过大,摩擦片就会打滑,从而消减卷料筒的卷料速度。
床之设计原理是将圆周运动转换为直线运动,由主电动机出力,带动飞轮,经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,从主电动机到连杆的运动为圆周运动。
连杆和滑块之间需有圆周运动和直线运动的转接点,其设计上大致有两种机构,一种为球型,一种为销型(圆柱型) ,经由这个机构将圆周运动转换成滑块的直线运动。
高速冲床对材料施以压力,使其塑性变形,而得到所要求的形状与精度,因此必须配合一组模具(分上模与下模),将材料置于其间,由机器施加压力,使其变形,加工时施加于材料之力所造成之反作用力,由冲床机械本体所吸收。
文章编辑:东莞豪辉机械有限公司官方网: huangkaijun。
自动化装配生产线结构组成形式
自动化装配生产线结构组成形式自动化装配生产线结构组成形式一、引言自动化装配生产线是一种高效、精确和可重复的生产方式,能够大幅提高生产效率和产品质量。
本文将详细介绍自动化装配生产线的结构组成形式,包括以下几个章节:生产线布局、设备选择、工作站设计、物料输送系统、工艺控制系统和数据采集与分析系统。
二、生产线布局1.生产线形式:直线型、U型、L型等。
2.工作站排布:前后工位、并列工位等。
3.辅助设施位置:人员通道、设备维护区、物料存储区等。
三、设备选择1.装配设备:自动拧螺丝机、自动焊接机、自动喷涂机等。
2.检测设备:视觉检测、测量仪器、质量测试设备等。
3.辅助设备:输送带、工装夹具、工作台等。
四、工作站设计1.工作站布局:工作台高度、工作空间大小等。
2.工作站设备:工作台、显示屏、工具箱等。
3.人机交互界面:触摸屏、数据采集终端、报警器等。
五、物料输送系统1.输送带:直线输送带、弯曲输送带、提升输送带等。
2.输送机械臂:机械手臂、转台等。
3.输送:AGV(自动引导车)、AMR(自主移动)等。
4.物料储存与分配:料架、仓储系统、自动托盘等。
六、工艺控制系统1.控制设备:PLC(可编程逻辑控制器)、SCADA(监控与数据采集系统)等。
2.控制策略:自动装配逻辑控制、检测与修正算法等。
3.系统集成与接口:设备通讯接口、数据采集接口等。
七、数据采集与分析系统1.数据采集设备:传感器、仪表等。
2.数据传输与存储:网络传输、云存储等。
3.数据分析与决策:数据分析软件、智能算法等。
附件:本文档未涉及附件。
法律名词及注释:1.自动化装配生产线:一种基于各种自动化设备和系统的装配生产线,能够实现高效、精确和可重复的产品装配。
2.生产线布局:指生产线的整体排布形式,包括线型、型号、辅助设施位置等。
3.装配设备:用于产品组装的各种自动化设备,如自动拧螺丝机、自动焊接机等。
4.工作站设计:工作站的布局和设备设计,包括工作台高度、工作空间大小等。
自动化装配生产线结构组成形式

自动化装配生产线结构组成形式一、引言自动化装配生产线是现代制造业中的重要设备,它能够提高生产效率、降低成本、提高产品质量。
本文将详细介绍自动化装配生产线的结构组成形式,包括生产线的基本结构、主要组成部分以及其功能和特点。
二、自动化装配生产线的基本结构自动化装配生产线的基本结构通常包括以下几个部分:1. 进料系统:用于将原材料或半成品输送到生产线上,常见的进料系统有传送带、自动送料机器人等。
2. 加工单元:包括各种加工设备,如机床、焊接设备、喷涂设备等,用于对原材料或半成品进行加工处理。
3. 装配单元:用于将加工后的部件进行组装,通常包括装配机器人、装配工作台等。
4. 检测与质量控制单元:用于对装配完成的产品进行检测和质量控制,以确保产品符合标准要求。
常见的检测设备有视觉检测系统、测量仪器等。
5. 出料系统:将装配好的产品从生产线上取出,并进行包装、标识等后续处理。
三、自动化装配生产线的主要组成部分及其功能1. 传送带:用于输送原材料或半成品到加工单元,实现自动化的物料输送。
2. 自动送料机器人:能够根据预设的程序将原材料或半成品准确地送到指定位置,提高生产效率。
3. 机床:用于对原材料进行切削、钻孔、铣削等加工操作,确保产品的精度和质量。
4. 焊接设备:用于对零部件进行焊接,实现产品的连接和固定。
5. 喷涂设备:用于对产品进行喷涂,增加产品的美观度和防腐性能。
6. 装配机器人:能够根据程序进行精确的零部件组装,提高装配效率和一致性。
7. 装配工作台:提供装配操作所需的工作空间和工具,方便装配人员进行操作。
8. 视觉检测系统:通过摄像头等设备对产品进行检测,如外观缺陷、尺寸偏差等。
9. 测量仪器:用于对产品进行尺寸、重量等方面的测量,确保产品符合规定要求。
10. 包装设备:将装配好的产品进行包装,以确保产品在运输过程中的安全性。
11. 标识设备:对产品进行标识,如贴标签、喷码等,方便追溯和管理。
四、自动化装配生产线的特点1. 高效性:自动化装配生产线能够实现连续、高效的生产,大大提高了生产效率。
自动化装配生产线结构组成形式

自动化装配生产线结构组成形式自动化装配生产线是一种高效率、高精度的生产方式,它通过使用自动化设备和机器人来完成产品的装配工作。
这种生产线通常由多个组成部分组成,每个部分都有特定的功能和任务。
下面将详细介绍自动化装配生产线的结构组成形式。
1. 进料系统:进料系统是自动化装配生产线的起点,它负责将原材料或零部件输送到生产线上。
这个系统可以包括输送带、传送机械臂等设备,通过自动化控制来实现原材料或零部件的准确输送。
2. 零部件供应系统:零部件供应系统是为了保证装配过程中所需的零部件能够及时供应。
它可以包括自动仓储系统、自动拣选系统、自动供料系统等。
这些系统可以根据生产线的需要,自动调度和供应所需的零部件。
3. 装配工作站:装配工作站是自动化装配生产线的核心部分,它是完成产品装配的地方。
每个装配工作站通常由一台或多台机器人、自动化设备和传送带组成。
在装配工作站上,机器人和自动化设备可以完成各种装配任务,如焊接、螺栓紧固、零部件组装等。
4. 检测和质量控制系统:检测和质量控制系统是为了保证产品质量,确保装配过程中没有错误或缺陷。
这个系统可以包括各种传感器、视觉系统和检测设备,用于检测产品的尺寸、外观、功能等方面的质量指标。
5. 输送和排出系统:输送和排出系统负责将已完成装配的产品从装配工作站输送到下一个工作站或最终的包装区域。
这个系统可以包括传送带、滚筒输送机、机器人等设备,通过自动化控制来实现产品的顺利输送和排出。
6. 控制系统:控制系统是整个自动化装配生产线的中枢,它负责对各个部分进行协调和控制。
控制系统可以包括PLC(可编程逻辑控制器)、SCADA(监控与数据采集系统)等设备,用于实现自动化装配生产线的自动化控制和监控。
以上是自动化装配生产线的一般结构组成形式,不同的生产线可能会有所差异,根据具体的产品和生产需求进行调整和优化。
自动化装配生产线的优势在于提高生产效率、降低成本、提高产品质量和一致性,可以广泛应用于各个行业的生产制造领域。
自动化装配生产线结构组成形式

自动化装配生产线结构组成形式引言概述:自动化装配生产线是一种高效、精确的生产方式,通过自动化设备和机器人的运行,实现产品的快速组装。
本文将从五个方面详细介绍自动化装配生产线的结构组成形式。
一、自动化装配生产线的物料输送系统1.1 传送带系统:传送带系统是自动化装配生产线中常见的物料输送系统,它通过传送带将物料从一个工作站传送到另一个工作站。
传送带系统具有高效、连续运输的特点,可以适应不同工作站之间的距离和速度要求。
1.2 输送机系统:输送机系统是一种用于输送物料的机械设备,它通过输送机将物料从一个工作站输送到另一个工作站。
输送机系统具有灵活、可调节的特点,可以根据物料的特性和工作站的需求进行调整。
1.3 AGV系统:AGV(自动导引车)系统是一种无人驾驶的物料输送系统,它通过自动导引车将物料从一个工作站运送到另一个工作站。
AGV系统具有智能化、高度自动化的特点,可以根据生产线的需要进行路径规划和物料调度。
二、自动化装配生产线的装配设备2.1 机器人:机器人是自动化装配生产线中最重要的装配设备之一,它可以根据预设的程序和指令进行精确的装配操作。
机器人具有高速、高精度的特点,可以完成各种复杂的装配任务。
2.2 自动化工作台:自动化工作台是一种用于装配的特殊工作台,它可以根据产品的要求进行自动调整和定位。
自动化工作台具有灵活、可编程的特点,可以适应不同产品的装配需求。
2.3 自动化工具:自动化装配生产线中的自动化工具可以实现各种装配操作,如螺丝刀、扳手等。
自动化工具具有高效、精确的特点,可以提高装配的速度和质量。
三、自动化装配生产线的控制系统3.1 PLC控制系统:PLC(可编程逻辑控制器)是自动化装配生产线中常用的控制设备,它可以根据程序和逻辑进行各种控制操作。
PLC控制系统具有可靠、稳定的特点,可以实现对生产线的全面控制。
3.2 传感器系统:传感器系统是自动化装配生产线中用于感知和检测的设备,它可以实时监测物料的位置、状态和质量等信息。
自动化生产线的组成结构

自动化生产线的组成结构自动化生产线是一种高度自动化的生产方式,通过将各种设备、机器和系统有机地组合在一起,实现产品的自动加工、装配和包装。
自动化生产线的组成结构主要包括以下几个方面:1. 传送系统:传送系统是自动化生产线的基础,用于将原材料、半成品和成品从一个工作站传送到另一个工作站。
传送系统可以采用传送带、输送机、悬挂链条等形式,确保物料的顺利流动。
2. 加工设备:加工设备是自动化生产线中的核心部分,用于对原材料进行加工、成型和加工。
例如,数控机床、注塑机、冲床等设备可以根据预先设定的程序自动进行加工操作,提高生产效率和产品质量。
3. 机器人系统:机器人系统是自动化生产线中的重要组成部分,可以替代人工完成重复、繁琐和危险的操作。
机器人可以进行各种动作,如抓取、搬运、组装等,大大提高了生产线的灵活性和生产效率。
4. 控制系统:控制系统是自动化生产线的大脑,用于对整个生产过程进行监控和控制。
通过传感器、PLC控制器、触摸屏等设备,可以实时监测生产线的运行状态,并根据需要进行调整和优化。
5. 数据管理系统:数据管理系统用于对生产线上的各种数据进行采集、分析和管理。
通过数据管理系统,可以实时监测生产线的运行情况,及时发现和解决问题,提高生产效率和产品质量。
6. 安全系统:安全系统是自动化生产线中不可或缺的组成部分,用于保障生产线的安全运行。
安全系统包括防护设备、安全传感器、急停按钮等,可以及时发现和处理生产线中的安全隐患,确保员工的人身安全。
7. 供应链管理系统:供应链管理系统用于对原材料和零部件的采购、库存和配送进行管理。
通过供应链管理系统,可以实现生产线的物料需求计划和物料流转的精确控制,确保生产线的正常运转。
8. 质量检测系统:质量检测系统用于对产品进行质量检测和品质控制。
通过各种检测设备和技术,可以对产品进行尺寸、外观、性能等多方面的检测,确保产品符合标准要求。
以上是自动化生产线的主要组成结构,不同类型的生产线可能会有一些差异,但总体上都包括了传送系统、加工设备、机器人系统、控制系统、数据管理系统、安全系统、供应链管理系统和质量检测系统等方面。
注塑自动化生产线
注塑自动化生产线注塑自动化生产线是一种高效、精确和可靠的生产方式,它将传统的手工操作转变为自动化机械操作,大大提高了生产效率和产品质量。
本文将详细介绍注塑自动化生产线的标准格式,包括生产线的组成、工作流程、设备要求和效益分析等方面。
一、生产线的组成注塑自动化生产线主要由注塑机、自动送料机、模具、机械手、传送带、冷却系统、品检系统和封箱机等组成。
1. 注塑机:是整个生产线的核心设备,用于将熔化的塑料注入模具中形成产品。
2. 自动送料机:负责将塑料颗粒自动输送到注塑机的料斗中,确保生产连续进行。
3. 模具:是注塑生产中的关键部件,用于塑料成型和产品的冷却。
4. 机械手:用于取出注塑成型的产品,并将其放置在传送带上或者进行后续加工。
5. 传送带:将已成型的产品从注塑机运送到冷却系统或者品检系统。
6. 冷却系统:用于快速冷却产品,确保产品的质量和尺寸稳定。
7. 品检系统:通过视觉检测、尺寸测量等手段对产品进行质量检验,确保产品符合要求。
8. 封箱机:将产品进行包装和封箱,方便运输和储存。
二、工作流程注塑自动化生产线的工作流程通常包括以下几个步骤:原料准备、注塑成型、冷却固化、品检和包装。
1. 原料准备:将需要注塑的塑料颗粒准备好,并通过自动送料机输送到注塑机的料斗中。
2. 注塑成型:注塑机按照预设的注塑工艺参数,将塑料熔化后注入模具中,形成产品的外形。
3. 冷却固化:注塑成型后的产品经过一段时间的冷却,使其固化并保持稳定的尺寸和形状。
4. 品检:通过品检系统对产品进行质量检验,包括外观检查、尺寸测量等,确保产品符合要求。
5. 包装:通过封箱机将产品进行包装和封箱,方便运输和储存。
三、设备要求为了确保注塑自动化生产线的正常运行和高效生产,对设备有一定的要求。
1. 注塑机:需要具备稳定的注塑能力和精确的注塑控制系统,以保证产品的质量和尺寸稳定。
2. 自动送料机:需要具备自动化控制系统,能够准确、连续地将塑料颗粒输送到注塑机的料斗中。
自动化装配生产线结构组成形式

自动化装配生产线结构组成形式一、引言自动化装配生产线是指利用先进的自动化技术和设备,将产品的装配过程实现自动化,提高生产效率和质量的装配生产线。
本文将详细介绍自动化装配生产线的结构组成形式。
二、自动化装配生产线的结构组成形式1. 传送系统传送系统是自动化装配生产线的基础,用于将各个工作站之间的零件或者成品传送到下一个工作站。
传送系统可以采用传送带、滚筒输送机、链板输送机等多种形式,根据产品特点和生产需求选择合适的传送系统。
2. 供料系统供料系统用于将零件或者材料提供给装配工人或者自动化设备。
供料系统可以包括自动供料机、振动盘供料机、送料机器人等,通过精确的供料系统可以保证装配过程的稳定性和准确性。
3. 多工位装配设备多工位装配设备是自动化装配生产线的核心部份,用于完成产品的装配工序。
多工位装配设备可以包括装配机器人、自动化装配台、装配线等,根据产品的复杂程度和装配工序的要求选择合适的装配设备。
4. 检测与质量控制系统检测与质量控制系统用于对装配过程中的产品进行检测和质量控制,以确保产品符合规定的质量标准。
检测与质量控制系统可以包括视觉检测设备、尺寸测量仪器、电子称重器等,通过精确的检测和控制系统可以提高产品的合格率和质量稳定性。
5. 数据采集与监控系统数据采集与监控系统用于对自动化装配生产线的各个环节进行数据采集和监控,以实现生产过程的可视化和数据分析。
数据采集与监控系统可以包括传感器、监控软件、数据存储设备等,通过实时监控和数据分析可以及时发现问题并进行调整和改进。
6. 输送与包装系统输送与包装系统用于将装配完成的产品输送到下一个工序或者包装成最终成品。
输送与包装系统可以包括输送带、机械臂、包装机等,根据产品的特点和包装要求选择合适的输送与包装系统。
7. 人机界面与操作控制系统人机界面与操作控制系统用于操作和控制自动化装配生产线的运行。
人机界面与操作控制系统可以包括触摸屏、PLC控制器、工控机等,通过简单易用的操作界面和精确的控制系统可以实现生产线的高效运行和管理。
自动送料机构设计

自动送料机构设计摘要:本课题所设计的自动送料机构的目的,是为了实现自动送料,消除积累误差,同时减少劳动力成本。
在设计过程中,主要是设计了工作台以及工作台面上的夹紧装置,滚珠丝杠的选用,以及可以实现自动送料的伺服电机。
通过对这些方面的设计和研究,可以大大减少劳动力成本,减少了误差,同时也简化了机构。
这在实际生产中具有很好的推广效果和意义。
关键词:工作台滚珠丝杠伺服电机Abstract: the design of this project be automatic conveying mechanism in order to realize the aim, is automatic packing, eliminate accumulation error, while reducing the cost of Labour. In the design process, mainly design on the bench and workbench clamping device, ball screw choose, and can realize automatic feed of servo motors. Based on the design and research of these aspects, can reduce labor costs, reduce the error, also simplifies organization. This in practical production have very good promotion effect and meaning.Keywords: punch workbench ball screw servo motor1.引言1.1 课题的背景在我国和国外的生产和研究中,自动送料方式有很多种,但是在这些产品中,存在着一些问题。
自动化装配生产线结构组成形式

自动化装配生产线结构组成形式一、引言自动化装配生产线是现代工业生产中的关键设备,通过自动化装配生产线可以实现高效、精确、稳定的产品组装,提高生产效率和产品质量。
本文将详细介绍自动化装配生产线的结构组成形式,包括线体结构、工作站布局、传动系统、控制系统等方面的内容。
二、线体结构自动化装配生产线的线体结构是其基本骨架,通常由输送带、滚筒、导轨等组成。
线体结构的设计应考虑产品的尺寸、分量、形状等因素,以确保产品在装配过程中的稳定性和流畅性。
线体结构还应具备可调节高度、角度和速度的功能,以适应不同产品的装配需求。
三、工作站布局自动化装配生产线的工作站布局是根据产品的装配流程进行设计的。
每一个工作站通常负责完成产品装配的一个或者多个环节,如零件装配、焊接、涂装等。
工作站之间应保持适当的间距,以便操作人员和自动化设备的运行。
工作站的布局应考虑人机工程学原则,使操作人员能够方便地进行操作、检查和维护。
四、传动系统自动化装配生产线的传动系统是实现产品在线体上运动的关键部份。
传动系统通常由机电、减速器、链条、齿轮等组成,其作用是驱动输送带、滚筒等线体结构进行运动。
传动系统的设计应考虑产品的分量和速度要求,以及装配过程中的加工力和精度要求。
传动系统还应具备可靠性高、噪音低、维护方便等特点。
五、控制系统自动化装配生产线的控制系统是实现生产线自动化运行的核心部份。
控制系统通常由PLC(可编程逻辑控制器)、传感器、执行器等组成,其作用是监测和控制生产线的各个部份,实现自动化装配过程的精确控制。
控制系统的设计应考虑生产线的稳定性、可靠性和安全性,以及与其他设备和系统的协调工作。
六、其他辅助设备自动化装配生产线还可以配备一些辅助设备,如视觉系统、机器人等,以进一步提高生产线的效率和灵便性。
视觉系统可以用于产品的质量检测和定位,机器人可以用于完成一些复杂的装配任务。
辅助设备的选择和配置应根据具体的生产需求进行,以最大程度地满足装配过程的要求。
注塑自动化生产线
注塑自动化生产线一、概述注塑自动化生产线是一种高效的生产工艺,通过将塑料颗粒加热熔化后注入模具中,冷却后形成塑料制品。
自动化生产线能够实现生产过程的自动化控制,提高生产效率和产品质量,降低人力成本和生产风险。
二、生产线组成1. 注塑机:负责将塑料颗粒加热熔化,并将熔融塑料注入模具中。
2. 模具:用于塑料制品的成型,根据产品要求定制。
3. 自动送料机:将塑料颗粒按照一定的比例和时间自动投入注塑机中。
4. 自动取料机:将成品从模具中取出并进行处理,如切割、清洗等。
5. 传送带:用于将原材料、成品和废品在生产线中进行运输。
6. 控制系统:包括PLC控制器、触摸屏等,用于对生产线进行自动化控制和监控。
三、生产线工作流程1. 原材料准备:将塑料颗粒按照一定的比例和配方准备好。
2. 自动送料:自动送料机将预先准备好的塑料颗粒按照设定的比例和时间投入注塑机中。
3. 注塑成型:注塑机将塑料颗粒加热熔化后,通过注射装置将熔融塑料注入模具中,并进行冷却。
4. 成品取出:自动取料机将成品从模具中取出,并进行处理,如切割、清洗等。
5. 废品处理:废品通过传送带运输到废品处理区域进行处理,如破碎、回收等。
6. 产品包装:成品经过清洗和质检后,进行包装和标识。
7. 产品出库:包装好的产品通过传送带运输到出库区域,准备发货。
四、生产线特点和优势1. 高效生产:自动化生产线能够实现生产过程的自动化控制,提高生产效率,减少人力投入和生产周期。
2. 稳定质量:自动化生产线能够精确控制注塑过程中的温度、压力和速度等参数,确保产品质量的稳定性和一致性。
3. 降低成本:自动化生产线能够减少人力成本和生产风险,提高生产效率,降低废品率和能耗。
4. 灵活性和可扩展性:自动化生产线可以根据产品需求进行灵活调整和扩展,适应不同规格和型号的产品生产。
5. 数据监控和分析:自动化生产线可以实时监控和记录生产过程的数据,进行生产数据分析和优化,提高生产效率和产品质量。
浅谈自动生产线的构成

浅谈自动生产线的构成引言自动生产线是现代工业生产的关键组成部分,其高效、精确的操作能力为工业生产提供了重要的支持。
自动生产线的构成由多个组件组成,包括传送带、机器人、传感器、控制系统等。
本文将深入浅出地探讨自动生产线的构成及其重要组件的功能。
1. 传送带传送带是自动生产线中最基本的组件之一,它主要用于将物料从一处运输到另一处。
传送带的形式多样,有直线传送带、曲线传送带、斜面传送带等。
传送带通常由驱动装置、支撑装置、托板和带履带等组成。
驱动装置提供传送带的运动力,而支撑装置则用于支撑传送带的结构。
托板和带履带则用于将物料固定在传送带上,确保物料在运输过程中不会滑落。
2. 机器人机器人是自动生产线中的重要组成部分,它能够代替人工完成一些重复、危险或高精度的操作。
机器人具有高速、高精度和灵活性等特点,可根据需求进行编程,完成不同的任务。
机器人可以分为固定式机器人和移动式机器人两种。
固定式机器人通常安装在固定位置,适用于重复性高的任务。
移动式机器人则可以自由移动,适用于需要灵活性和自主性的任务。
3. 传感器传感器是自动生产线中的重要感知设备,它能够感知物料的位置、状态和环境等信息。
传感器的种类繁多,包括光电传感器、压力传感器、温度传感器等。
光电传感器可以用于检测物料的位置和存在与否,压力传感器可以用于检测物料的压力情况,温度传感器可以用于检测物料的温度变化。
传感器将感知到的信息传输给控制系统,控制系统则根据这些信息来控制其他组件的运行。
4. 控制系统控制系统是自动生产线的大脑,它通过接收传感器传输的信息来控制其他组件的运行。
控制系统通常由计算机和程序控制器组成。
计算机负责对整个自动生产线进行监控和管理,而程序控制器则负责按照预定的程序指令来控制传送带、机器人和其他设备的运行。
控制系统的设计必须考虑到生产的要求和设备的特性,以确保生产线的正常运行和高效性。
5. 其他组成部分除了传送带、机器人、传感器和控制系统以外,自动生产线还包括一些其他的组成部分。
注塑自动化生产线
注塑自动化生产线注塑自动化生产线是一种高效、精确的生产方式,它能够大大提高生产效率和产品质量。
本文将详细介绍注塑自动化生产线的标准格式,包括生产线的组成、工作流程、设备要求等方面的内容。
一、生产线的组成注塑自动化生产线主要由注塑机、自动送料机、自动取料机、温度控制系统、模具等组成。
其中,注塑机是整个生产线的核心设备,它通过将熔融的塑料注入模具中,形成所需的产品。
二、工作流程1. 原料准备:将塑料颗粒等原料准备好,并按照一定的比例混合均匀。
2. 注塑机调试:根据产品要求,对注塑机进行调试和设置,包括温度、压力等参数的设定。
3. 自动送料:将混合好的原料通过自动送料机输送至注塑机的料斗中。
4. 注塑成型:注塑机根据设定的参数,将熔融的塑料注入模具中,形成产品的形状。
5. 自动取料:注塑成型后,自动取料机将产品从模具中取出,并放置在指定位置。
6. 冷却固化:取出的产品经过一定的冷却时间,使其固化成型。
7. 产品处理:对冷却固化后的产品进行修整、清洁等处理,使其达到要求的外观和质量。
三、设备要求1. 注塑机:注塑机应具备一定的注射速度和压力控制能力,能够满足不同产品的注塑要求。
2. 自动送料机:自动送料机应具备稳定的输送能力和精确的送料控制能力,以确保原料的准确供给。
3. 自动取料机:自动取料机应具备快速、稳定的取料能力,能够适应不同产品的取料要求。
4. 温度控制系统:温度控制系统应具备精确的温度调节能力,能够确保注塑过程中的温度稳定。
5. 模具:模具应具备高精度、高耐磨的特点,能够满足产品的形状和尺寸要求。
四、生产线的优势1. 提高生产效率:注塑自动化生产线的自动化程度高,能够实现连续、高效的生产,大大提高生产效率。
2. 保证产品质量:自动化生产线能够精确控制注塑过程中的温度、压力等参数,确保产品的一致性和质量稳定。
3. 减少人力成本:自动化生产线能够减少对人工操作的依赖,降低人力成本,提高生产效率。
自动生产线的结构与组成
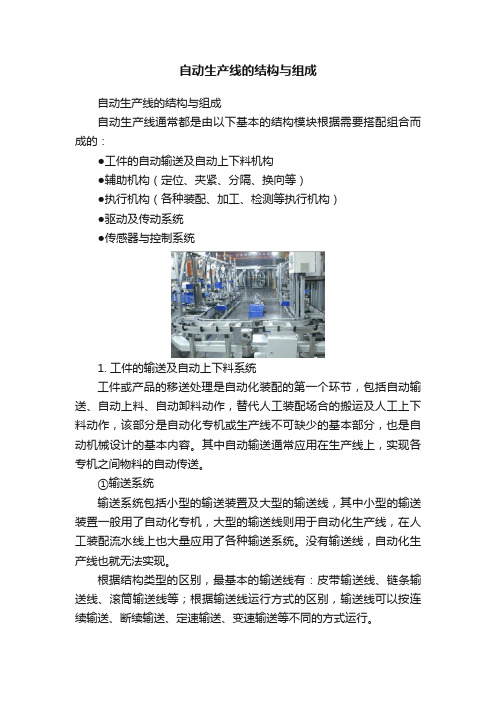
自动生产线的结构与组成自动生产线的结构与组成自动生产线通常都是由以下基本的结构模块根据需要搭配组合而成的:●工件的自动输送及自动上下料机构●辅助机构(定位、夹紧、分隔、换向等)●执行机构(各种装配、加工、检测等执行机构)●驱动及传动系统●传感器与控制系统1. 工件的输送及自动上下料系统工件或产品的移送处理是自动化装配的第一个环节,包括自动输送、自动上料、自动卸料动作,替代人工装配场合的搬运及人工上下料动作,该部分是自动化专机或生产线不可缺少的基本部分,也是自动机械设计的基本内容。
其中自动输送通常应用在生产线上,实现各专机之间物料的自动传送。
①输送系统输送系统包括小型的输送装置及大型的输送线,其中小型的输送装置一般用了自动化专机,大型的输送线则用于自动化生产线,在人工装配流水线上也大量应用了各种输送系统。
没有输送线,自动化生产线也就无法实现。
根据结构类型的区别,最基本的输送线有:皮带输送线、链条输送线、滚筒输送线等;根据输送线运行方式的区别,输送线可以按连续输送、断续输送、定速输送、变速输送等不同的方式运行。
②自动上下料系统自动上下料系统是指自动化专机在工序操作前与工序操作后专门用于自动上料、自动卸料的机构。
在自动化专机上,要完成整个工序动作,首先必须将工件移送到操作位置或定位夹具上,待工序操作完成后,还需要将完成工序操作后的工件或产品卸下来,准备进行下一个工作循环。
自动机械中最典型的上料机构主要有:●机械手●利用工件自重的上料装置(如料仓送料装置、料斗式送料装置)●振盘●步进送料装置●输送线(如皮带输送线、链条输送线、滚筒输送线等)卸料机构通常比上料机构更简单,最常用的卸料机构或方法主要有:●机械手●气动推料机构●压缩空气喷嘴气动推料机构就是采用气缸将完成工序操作后的工件推出定位夹具,使工件在重力的作用下直接落人或通过倾斜的滑槽自动滑入下方的物料框内。
对于质量特别小的工件,经常采用压缩空气喷嘴直接将工件吹落掉人下方的物料框内。
自动生产线组成
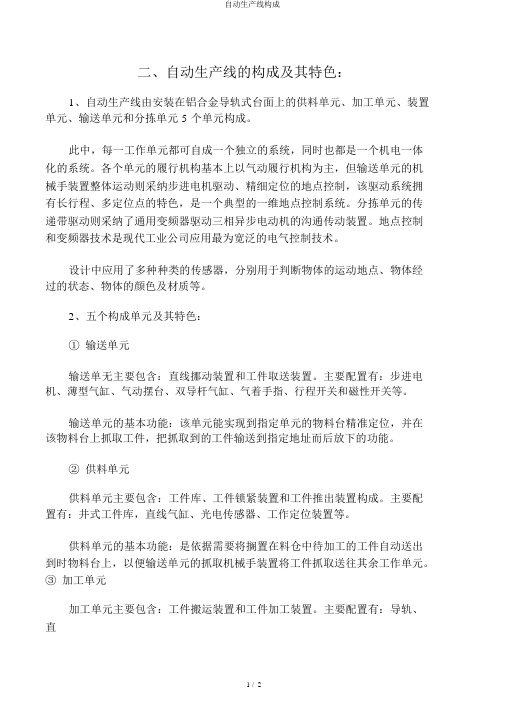
二、自动生产线的构成及其特色:1、自动生产线由安装在铝合金导轨式台面上的供料单元、加工单元、装置单元、输送单元和分拣单元 5 个单元构成。
此中,每一工作单元都可自成一个独立的系统,同时也都是一个机电一体化的系统。
各个单元的履行机构基本上以气动履行机构为主,但输送单元的机械手装置整体运动则采纳步进电机驱动、精细定位的地点控制,该驱动系统拥有长行程、多定位点的特色,是一个典型的一维地点控制系统。
分拣单元的传递带驱动则采纳了通用变频器驱动三相异步电动机的沟通传动装置。
地点控制和变频器技术是现代工业公司应用最为宽泛的电气控制技术。
设计中应用了多种种类的传感器,分别用于判断物体的运动地点、物体经过的状态、物体的颜色及材质等。
2、五个构成单元及其特色:① 输送单元输送单无主要包含:直线挪动装置和工件取送装置。
主要配置有:步进电机、薄型气缸、气动摆台、双导杆气缸、气着手指、行程开关和磁性开关等。
输送单元的基本功能:该单元能实现到指定单元的物料台精准定位,并在该物料台上抓取工件,把抓取到的工件输送到指定地址而后放下的功能。
② 供料单元供料单元主要包含:工件库、工件锁紧装置和工件推出装置构成。
主要配置有:井式工件库,直线气缸、光电传感器、工作定位装置等。
供料单元的基本功能:是依据需要将搁置在料仓中待加工的工件自动送出到时物料台上,以便输送单元的抓取机械手装置将工件抓取送往其余工作单元。
③ 加工单元加工单元主要包含:工件搬运装置和工件加工装置。
主要配置有:导轨、直线气缸、薄型气缸、工作夹紧装置等。
加工单元的基本功能:把该单元物料台上的工件(工件由输送单元的抓取机械手装置送来)送到冲压机构下边,达成一次冲压加工动作,而后再送回到物料台上,待输送单元的抓取机械手装置拿出。
④ 装置单元装置单元主要包含:装置工作库和装置工件搬运装置。
装置装置主要配置有:工件库,摆台、导杆气缸、气着手指、直线气缸、光电传感器等。
装置单元的基本功能:达成将单元料仓内的黑色或白色小圆柱工件嵌入到已加工的工件中的装置过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动送料机生产线结构
使用冲床搭配模具的冲压加工主要有单冲加工和连续加工两种作业形式,单冲加工采用的是手工送料模式,其存在一系列的问题,如劳动强度大、危险性高、作业空间大、产品品质不稳定品质不高等问题,越来越不能适应现代化的产品制造生产。
而连续加工生产则能从根本上解决这系列的问题。
连续加工生产需使用自动送料机生产线,其由开卷、整平、送料、冲压这几大功能部分组成,每一功能部分又分别对应的是专用型设备,负责开卷的设备被称为材料架,负责整平的设备被称为整平机,负责送料的部分被称为送料机,负责冲压的设备被称为冲床,由材料架将卷料从外周逐步开卷,在经整平机整平后,由送料机步进化送料冲床中,完成整个自动化生产。
自动送料机生产线结构开料架
1、开卷部分:由专门的材料架来完成,负责将卷为筒状的料卷从外周开卷后进给给后续的整平机。
可根据实际自动送料机生产线所冲压材料的材质、宽度、厚度、重量等规格参数来选择材料架的类型,常用的材料架设备有重型材料架、油压重型材料架、轻型材料架、双头材料架、平面电子送料机这五大种,同时也可根据特殊需求另行订制。
2、整平部分:由专门的整平机来完成,其运用错位对压排列的整平滚筒来对由材料架内送出的板材进行反复的施加压力,从而消除卷材内部的弯曲内应力,使得材料变平,确保冲压产品品质。
可根据实际自动送料机生产线所冲压材料的材质、宽度、厚度这三大特性来选择整平机的类型,自动送料机生产线常用的整平设备有精密整平机、双段式薄板整平机、精密整平机、材料矫正机、厚板整平机这几大类型。
3、送料部分:由专门的送料机来完成,通过伺服马达传动送料滚筒实现对冲床定量的传送材料(此处以冲床使用多的NC送料机的原理为例讲解)。
可根据实际自动送料机生产线所冲压材料的宽度、厚度、送料步距、精度要求来选择送料机的类型,自动送料机生产线常用的送料设备有空气送料机、滚轮送料机、NC送料机、夹式送料机、齿轮送料机这几大类型。
4、冲压加工部分:由专门的冲床来完成,冲床通过安装连续模,将由送料机送入的板材通过强大的力量冲击,实现材料的变形加工。
可根据冲压工艺特点、效率要求来选择冲床类型,自动送料机生产线常用的冲床设备开式强力型精密冲床、开式双曲轴精密冲床、单点半闭式精密冲床、闭式双曲轴精密冲床、三圆导柱冲床、闭式龙门冲床、桌上冲床这几大类型。