(仅供参考)Dynaform材料参数说明
Dynaform自定义材料的方法
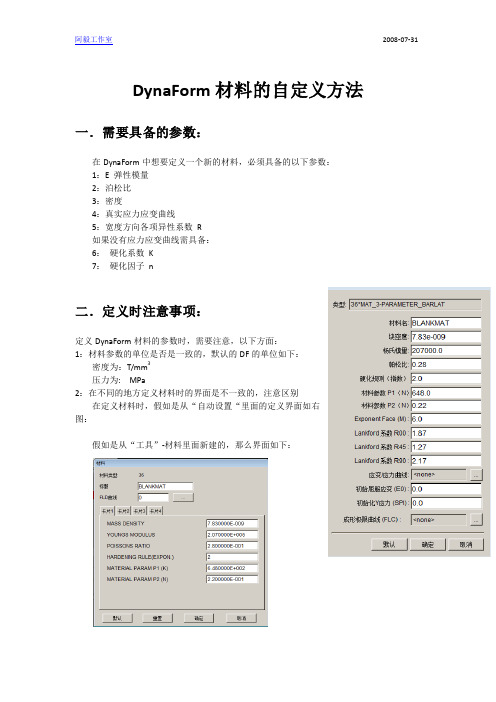
DynaForm材料的自定义方法一.需要具备的参数:在DynaForm中想要定义一个新的材料,必须具备的以下参数:1:E 弹性模量2:泊松比3:密度4:真实应力应变曲线5:宽度方向各项异性系数R如果没有应力应变曲线需具备:6:硬化系数K7:硬化因子n二.定义时注意事项:定义DynaForm材料的参数时,需要注意,以下方面:1:材料参数的单位是否是一致的,默认的DF的单位如下:密度为:T/mm3压力为: MPa2:在不同的地方定义材料时的界面是不一致的,注意区别在定义材料时,假如是从“自动设置“里面的定义界面如右图:假如是从“工具”-材料里面新建的,那么界面如下:3:通过第二点,我们可以看出,两者还是有区别的,个人建议从自动设置里面新建,毕竟代表了最新的发展方向而且是中文的。
三. 定义的一个实例以AL6061为例,进行自定义:弹性模量E = 70GPa泊松比:0.3密度 2.7吨/M3各项异性系数R0 = 0.38 R45 = 0.48 R90 = 0.66应力应变曲线(DF里面的应力为MPa,s所以首先要更改单位)应变应力(GPa)0.000000E+000 ; 3.000000E-001 5.000000E-003 ; 3.100000E-0011.000000E-002 ; 3.166000E-0012.000000E-002 ;3.265000E-0013.000000E-002 ; 3.354000E-0014.000000E-002 ; 3.441000E-0015.000000E-002 ; 3.533000E-0016.000000E-002 ; 3.609000E-0017.000000E-002 ; 3.680000E-0018.000000E-002 ; 3.727000E-0019.000000E-002 ; 3.770000E-001 1.000000E-001 ; 3.816000E-001 1.100000E-001 ; 3.837000E-001点新建:选择36号弹出下图的一个对话框:更改前 更改后然后点应力应变曲线边上的按钮:弹出如下图的对话框,点“添加”手工输入数值,如下图:点确定,确定基本的材料建立完毕。
DYNAFORM材料参数说明
DYNAFORM材料参数说明18#材料模型:(幂指数塑性材料模型)没有考虑材料的厚向异性,只在一些简单的各向同性材料中应用。
MASS DENSITY——质量密度;YOUNG MODULUS——杨氏模量;POISSONS RATIO——泊松比;STRENGTH COEFF(K)——强度系数;HARDENING EXPONENT(N)——强化系数,也就是人们常说的硬化指数;STRAIN RATE PARAM (C)——Couper—symonds应变率系数C;STRAIN RATE PARAM (P)——Couper—symonds应变率系数P;INITIAL YIELD STRESS——初始屈服应力;FORMULATION——用公式表示。
24#材料模型:(分段线性材料模型)主要用于一些各向同性材料的冲压分析中。
MASS DENSITY——质量密度;YOUNG MODULUS——杨氏模量;POISSONS RATIO——泊松比;YIELD STRESS——屈服应力;TANGENT MODULUS——切变模量;FAILURE PL。
STRAIN——材料失效时的等效塑性应变;STEP SIZE FOR EL. DEL——段数;STRAIN RATE PARAM (C)——Couper—symonds应变率系数C;STRAIN RATE PARAM (P)——Couper—symonds应变率系数P;36#材料模型(Barlat’s-3 Parameter Plasticity Model)——3参数Barlat材料模型这种材料模型适用于任何薄板金属成形分析,特别是对象铝合金必须用次模型分析。
使用此模型一般输入以下参数:MASS DENSITY(质量密度);YOUNG MODULUS(杨氏模量);POISSONS RATIO(泊松比);EXPONENT FACE M(Barlat指数m);LANKFORD PARAM R0(各向异性参数r0);LANKFORD PARAM R45(各向异性参数r45);LANKFORD PARAM R90(各向异性参数r90);HARDENING RULE(EXPON.)(硬化规律:对于线性硬化模型,HR=1;对于幂指数硬化模型,HR=3;对于分段线性硬化模型,不需要输入HR);MATEIAL PARAM P1(K)和MATEIAL PARAM P2(N)是材料参数:⑴对于线性硬化模型:P1=切线模量=tg(α); P2=屈服应力σs;⑵对于幂指数硬化模型:P1=k(强化系数);P2=n(强化指数);⑶对于分段线性硬化模型,不需要输入:HR,P1,P2,E0,SPI等参数的值。
DYNAFORM基础教程之板料和模具网格划分

5.3等距法向
注意: 在等距之前,要确认die的法线方向。Offset功能是按 法向来进行的。本例由die等距出punch和binder,所 以等距前要确认die的法向向下。如果不是向下,请反 转。
5.3等距(创建存放punch和binder的零件层)
Parts/Create
输入punch,然后选择Apply 再输入binder,然后选择Ok Current Part选择PUNCH为 当前零件层
2.
划分板料网格
• •
3.
划分工具网格
• • • •
4.
网格检查和修补
• •
5.
手动等距工具网格
• • • • • •
6.
把所有网格导出并保存为Nastran(*.dat)文件
1.导入几何文件
1.导入几何文件并保存
File/import/fender.igs
File/Save as/fender_forming.df
4.2工具网格检查并修补
注意: 选择 ,发现还有三处内部边界
如果想擦 除显示的 边界,请 用图标栏 的
1
2
选择
,分别删除1,2处如图显示的单元
并选择 ,删除多余节点
4.2工具网格检查并修补
擦除边检,再显示边界,仍有内部边界3, 此处缺少一个单元
3
选择
,以产生一个新的单元
依次选择图示三个节点,然后鼠标中键确认 选择。
4.2工具网格检查并修补(重叠单元修补delete)
选择
,然后用鼠标选择上图所示的单元
确定选择的单元正确好,点击Ok以确认删除, 并退出删除操作。
4.2工具网格检查并修补(重叠单元修补modify)
dynaform操作流程文件
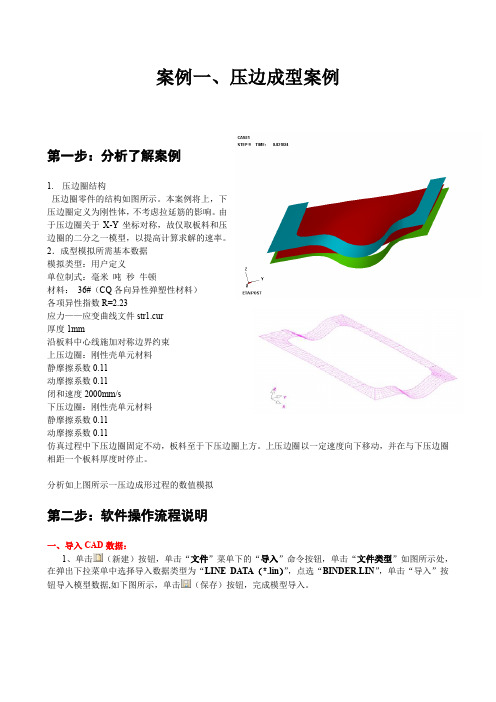
案例一、压边成型案例第一步:分析了解案例1.压边圈结构压边圈零件的结构如图所示。
本案例将上,下压边圈定义为刚性体,不考虑拉延筋的影响。
由于压边圈关于X-Y坐标对称,故仅取板料和压边圈的二分之一模型,以提高计算求解的速率。
2.成型模拟所需基本数据模拟类型:用户定义单位制式:毫米吨秒牛顿材料:36#(CQ各向异性弹塑性材料)各项异性指数R=2.23应力——应变曲线文件str1.cur厚度1mm沿板料中心线施加对称边界约束上压边圈:刚性壳单元材料静摩擦系数0.11动摩擦系数0.11闭和速度2000mm/s下压边圈:刚性壳单元材料静摩擦系数0.11动摩擦系数0.11仿真过程中下压边圈固定不动,板料至于下压边圈上方。
上压边圈以一定速度向下移动,并在与下压边圈相距一个板料厚度时停止。
分析如上图所示一压边成形过程的数值模拟第二步:软件操作流程说明一、导入CAD数据:1、单击(新建)按钮,单击“文件”菜单下的“导入”命令按钮,单击“文件类型”如图所示处,在弹出下拉菜单中选择导入数据类型为“LINE DATA(*.lin)”,点选“BINDER.LIN”,单击“导入”按钮导入模型数据,如下图所示,单击(保存)按钮,完成模型导入。
2、单击“工具”菜单下的“分析设置”命令按钮,在弹出的分析设置对话框中设置“接触间隙”为1mm,拉延类型为“Userdefine”,用户定义,如右图所示。
二、单元划分1、划分板料单元(1)、单击(关闭零件层)按钮,在弹出的对话框中仅留下曲线零件层,单击右下角的“当前零件层”按钮,在弹出对话框中点选“BLANK”零件层为当前零件层,如右图所示。
(2)、单击“工具”菜单下的“毛坯生成器”命令按钮,在在弹出的单元对话框中单击“边界线”按钮,点选曲线中的矩形坯料曲线,在弹出的单元划分对话框中输入尺寸6,单击“确定”按钮,结果如图所示。
(3)、保存文件2、划分下压边圈单元(1)、单击(关闭零件层)按钮,在弹出的对话框中仅留下压边曲线零件层,单击右下角的“当前零件层”按钮,在弹出对话框中点选“LWRING”零件层为当前零件层,如右图所示。
最新dynaform功能介绍汇总
d y n a f o r m功能介绍DYNAFORM软件基于有限元方法建立, 被用于模拟钣金成形工艺。
Dynaform 软件包含BSE、DFE、Formability三个大模块,几乎涵盖冲压模模面设计的所有要素,包括:定最佳冲压方向、坯料的设计、工艺补充面的设计、拉延筋的设计、凸凹模圆角设计、冲压速度的设置、压边力的设计、摩擦系数、切边线的求解、压力机吨位等。
DYNAFORM软件可应用于不同的领域,汽车、航空航天、家电、厨房卫生等行业。
可以预测成形过程中板料的裂纹、起皱、减薄、划痕、回弹、成形刚度、表面质量,评估板料的成形性能,从而为板成形工艺及模具设计提供帮助。
DYNAFORM软件设置过程与实际生产过程一致,操作上手容易。
来设计可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形。
DYNAFORM软件适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。
DYNAFORM 的模块包含:冲压过程仿真 (Formability) ;模具设计模块(DFE) ;坯料工程模块 (BSE) ;精确求解器模块(LS-DYNA)。
功能介绍1.FS-Formability-Simulation成形仿真模块可以仿真各类冲压成形:板料成形,弯管,液压涨形可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形,还可以仿真超塑性成形过程,热成形等适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。
成形仿真模块在世界各大汽车公司、家电、电子、航空航天、模具、零配件等领域得到广泛的应用。
通过成形仿真模块,可以预测成形缺陷起皱,开裂,回弹,表面质量等,可以预测成形力,压边力,液压涨形的压力曲线,材料性能评估等本模块中的主要功能特色有:1)可以允许三角形、四边形网格混合划分,可以用最少的单元最大程度的逼近模具的形状,并可方便进行网格修剪;2)等效拉延筋的定义通过拾取凹模(或下压边圈)上的节点(线)生成拉延筋(多种截面),可以方便分段,合并,修改拉延筋及其阻力。
Dynaform_基本功能和应用

模面工程(DFE)实施过程
产品
产生压料面
计算工艺补充
模面生成完成
DFE案例 - Fender
模面工程(DFE)
应用实例
Door inner
模面工程(DFE)
Body side Outer
Cow lower
Manifold
Hinge
模面工程(DFE)
模块化技术
根据工程经验,总结出四种压料面模块和六种工艺补充面模块。 压料面类型
(一) ETA公司介绍
(一) ETA公司介绍
国内汽车模具及钢铁行业用户
• 天津汽车模具有限公司 • 福田汽车潍坊模具公司 • 六丰模具(昆山)有限公司 • 河北兴林模具公司 • 上海千缘模具公司 • 普什模具有限公司 • 上海宏旭模具公司 • 安徽福臻模具公司 …
. 宝钢集团公司用户中心 . 攀钢集团公司研究院 . 鞍钢技术中心 . 武钢技术中心 . 包钢技术中心 …
(一) ETA公司介绍
国内其他行业用户
• 安特精密机械有限公司(精密冲压) • 广东凌丰集团公司(精密厨具) • 富士康科技集团(深圳、昆山)公司 • 上海锻造厂(轮毂锻压) • 内蒙古包头第一机械集团公司(军工) • 长春轨道客车股份有限公司(轨道客车) • 北车集团齐齐哈尔铁路车辆公司(轨道货车) •…
应力,所以不可能准确预测起皱
仿真模块(FS)
回弹分析(Numisheet2005)
位移分布图
Kesu Liu (ETA kliu@) Weili Xu (Baosteel weilixu@)
网格参数 排样方式 材料设置 排样参数
文件导入
坯料尺寸工程(BSE)
• 冲压件的成形性快速分析,自动生成成形性分析报告
DYNA材料
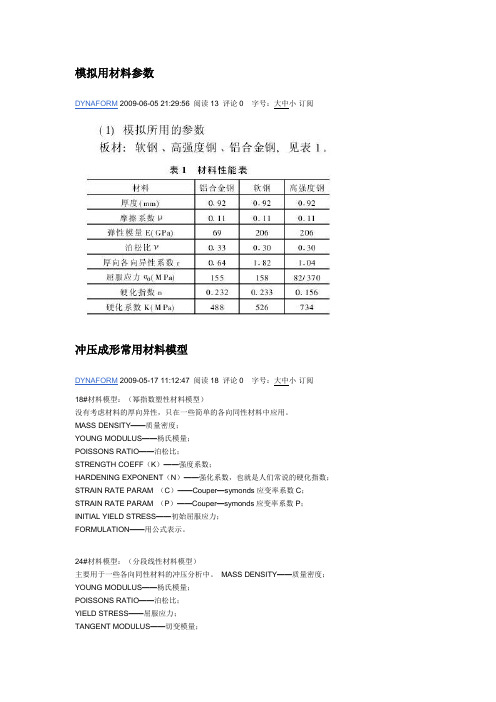
模拟用材料参数DYNAFORM 2009-06-05 21:29:56 阅读13 评论0 字号:大中小订阅冲压成形常用材料模型DYNAFORM 2009-05-17 11:12:47 阅读18 评论0 字号:大中小订阅18#材料模型:(幂指数塑性材料模型)没有考虑材料的厚向异性,只在一些简单的各向同性材料中应用。
MASS DENSITY——质量密度;YOUNG MODULUS——杨氏模量;POISSONS RATIO——泊松比;STRENGTH COEFF(K)——强度系数;HARDENING EXPONENT(N)——强化系数,也就是人们常说的硬化指数;STRAIN RATE PARAM (C)——Couper—symonds应变率系数C;STRAIN RATE PARAM (P)——Couper—symonds应变率系数P;INITIAL YIELD STRESS——初始屈服应力;FORMULATION——用公式表示。
24#材料模型:(分段线性材料模型)主要用于一些各向同性材料的冲压分析中。
MASS DENSITY——质量密度;YOUNG MODULUS——杨氏模量;POISSONS RATIO——泊松比;YIELD STRESS——屈服应力;TANGENT MODULUS——切变模量;FAILURE PL。
STRAIN——材料失效时的等效塑性应变;STEP SIZE FOR EL. DEL——段数;STRAIN RATE PARAM (C)——Couper—symonds应变率系数C;STRAIN RATE PARAM (P)——Couper—symonds应变率系数P;DYNAFORM 基本分析过程DYNAFORM 2009-05-01 18:01:57 阅读58 评论0 字号:大中小订阅这是在一个论坛上看到的,感觉还不错,特别适合于初学者,故在此与大家共同分享。
DYANFORM分析过程介绍一、导入几何或网格模型FILE----IMPORT二、修改零件名称PARTS----EDIT三、划分曲面网格对于坯料:TOOLS----BLANK GENERATOR对于工具:PREPROCESS----ELEMENT四、检查网格PREPROCESS----MODEL CHECK五、创建不见及偏置凹模(凸模)创建凸模(凹模)和压边圈创建部件:PARTS----CREAT偏置单元:PREPROCESS----ELEMENT----COPY六、分离压料面和凸模(凹模)PARTS----ADD TO PART/SEPARATE七、定义坯料材料及属性TOOLS----DEFINE BLANK八、定义工具TOOLS----DEFINE TOOLS九、定义等效拉延筋创建拉延筋线:PREPROCESS----LINE/POINT----FE BOUNDARY LINE/OFFSET创建拉延筋:TOOLS----DRAW BEAD十、工具自动定位分析设置:TOOLS----ANALYSIS SETUP自动定位:TOOLS----POSITION----AUTO POSITION十一、定义工具运动曲线测量工具间距离:TOOLS----POSITION----MIN DISTANCE定义工具运动速度/力曲线:TOOLS----DEFINE TOOLS----DEFINE LOAD CURVE十二、检查工具运动情况TOOLS----ANIMATE十三、定义成形参数和控制参数ANALYSIS----ANALYSIS十四、提交工作到求解器进行计算ANALYSIS----FULL RUN DYNA十五、后处理分析POSTPROCESS十六、分析报告DFE模面设计过程一、导入零件几何模型DFE----PREPARATION----IMPORT二、划分网格1、创建新零件DIEPART----CREAT2、划分网格DFE----PREPARATION----MESH TOOL三、检查并修补网格DFE----MODEL CHECK/REPAIR四、冲压方向调整DFE----TIPPING/UNDERCUT五、内部填充DFE----PREPARATION----INNER FILL六、外部光顺DFE----PREPARATION---OUTER SMOOTH七、创建压料面DFE----BINDER八、创建过渡面(工艺补充面)DFE----ADDENDUM九、切割压料面DFE----MODIFICATION----BINDER TRIMBSE坯料估算过程一、导入零件模型BSE----PREPARATION----IMPORT二、划分网格BSE----PART MESH三、检查和修补网格BSE----MESH CHECK/REPAIR四、坯料尺寸估算BSE----BLANK SIZE ESTIMATE----MSTEP五、坯料网格划分BSE----DEVELOPMENT----BLANK GENERATOR 六、外部光顺BSE----OUTER SMOOTH七、生成新的坯料轮廓线和网格PREPROCESS----LINE/POINT----FE BOUNDARY LINEBSE----DEVELOPMENT----BLANK GENERATOR八、坯料排样BSE----NESTING九、输出排样报告和报价DY中的模拟设置DYNAFORM 2009-04-30 22:06:33 阅读7 评论0 字号:大中小订阅(1)DY中的模拟设置即DY中的“SETUP”菜单,它主要包括两种设置类型:一种为快速设置(QS);一种为自动设置(TUTOSETUP)。
dynaform材料参数释义
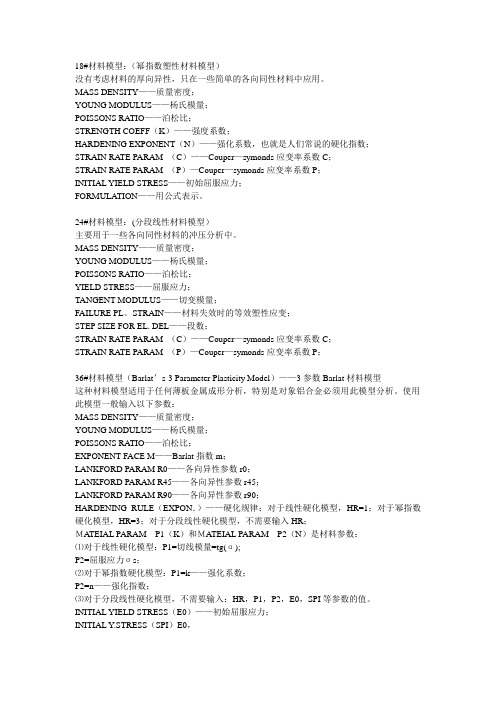
18#材料模型:(幂指数塑性材料模型)没有考虑材料的厚向异性,只在一些简单的各向同性材料中应用。
MASS DENSITY——质量密度;YOUNG MODULUS——杨氏模量;POISSONS RATIO——泊松比;STRENGTH COEFF(K)——强度系数;HARDENING EXPONENT(N)——强化系数,也就是人们常说的硬化指数;STRAIN RATE PARAM (C)——Couper—symonds应变率系数C;STRAIN RATE PARAM (P)—Couper—symonds应变率系数P;INITIAL YIELD STRESS——初始屈服应力;FORMULATION——用公式表示。
24#材料模型:(分段线性材料模型)主要用于一些各向同性材料的冲压分析中。
MASS DENSITY——质量密度;YOUNG MODULUS——杨氏模量;POISSONS RATIO——泊松比;YIELD STRESS——屈服应力;TANGENT MODULUS——切变模量;FAILURE PL。
STRAIN——材料失效时的等效塑性应变;STEP SIZE FOR EL. DEL——段数;STRAIN RATE PARAM (C)——Couper—symonds应变率系数C;STRAIN RATE PARAM (P)—Couper—symonds应变率系数P;36#材料模型(Barlat’s-3 Parameter Plasticity Model)——3参数Barlat材料模型这种材料模型适用于任何薄板金属成形分析,特别是对象铝合金必须用此模型分析。
使用此模型一般输入以下参数:MASS DENSITY——质量密度;YOUNG MODULUS——杨氏模量;POISSONS RATIO——泊松比;EXPONENT FACE M——Barlat指数m;LANKFORD PARAM R0——各向异性参数r0;LANKFORD PARAM R45——各向异性参数r45;LANKFORD PARAM R90——各向异性参数r90;HARDENING RULE(EXPON.)——硬化规律:对于线性硬化模型,HR=1;对于幂指数硬化模型,HR=3;对于分段线性硬化模型,不需要输入HR;MA TEIAL PARAM P1(K)和MATEIAL PARAM P2(N)是材料参数:⑴对于线性硬化模型:P1=切线模量=tg(α);P2=屈服应力σs;⑵对于幂指数硬化模型:P1=k——强化系数;P2=n——强化指数;⑶对于分段线性硬化模型,不需要输入:HR,P1,P2,E0,SPI等参数的值。
冲压软件dynaform详细讲解

冲压软件dynaform详细讲解•引言•dynaform软件功能介绍•dynaform软件操作指南•dynaform在冲压工艺中的应用实例•dynaform软件高级功能探讨•dynaform软件使用技巧与经验分享•总结与展望01引言掌握冲压模拟技术介绍dynaform 软件在冲压模拟方面的功能和应用,使读者能够掌握该技术并应用于实际生产。
提高生产效率和产品质量通过讲解dynaform 软件在优化冲压工艺参数、预测产品缺陷等方面的作用,帮助读者提高生产效率和产品质量。
深入了解冲压工艺有更深入的了解,包括冲压过程、材料变形、模具设计等。
目的和背景软件概述软件功能应用领域技术特点02 dynaform软件功能介绍前处理功能灵活的网格划分工具强大的CAD数据接口便捷的工艺设置丰富的材料库内置多种常用材料参数,用户可直接调用或自定义材料属性,满足各种冲压工艺需求。
ABCD高效求解算法自动重启动功能实时监控与反馈多核并行计算求解器功能后处理功能全面的结果展示可展示多种物理量的计算结果,如应力、应变、位移、速度等,帮助用户全面了解冲压过程的力学行为。
强大的后处理工具提供丰富的后处理工具,如云图、矢量图、动画等,方便用户对计算结果进行可视化分析和处理。
自定义报告生成支持用户自定义报告模板和格式,可快速生成符合需求的计算报告和图表。
数据导出与共享可将计算结果导出为多种通用数据格式,方便与其他软件或平台进行数据交换和共享。
03 dynaform软件操作指南界面介绍及基本操作主界面视图操作文件管理建立模型提供丰富的建模工具,支持创建点、线、面等几何元素,构建完整的冲压模型。
导入模型支持导入多种格式的CAD模型,如IGES、STEP等,实现与其他CAD软件的协同工作。
模型修复提供模型修复功能,自动检测并修复模型中的错误,确保模型的正确性。
模型建立与导入内置丰富的材料库,支持用户自定义材料属性,如弹性模量、泊松比、密度等。
Dynaform控制参数分析

8.2选择Drawbead的相应位置
8.3选择格Drawbead阻力系数
如图所示位置:5,7,16为40% 15为30% 13和9位10% 其余设为5%
锁定drawbead
• 选择所有的drawbead • 选择Die或者Binder上 • 投影并锁定
9.控制参数界面说明
IX. 控制参数:
时间步长和CPU数量
凸模和凹模分别参照产品上表面 (下表面) 和 下表面 (上表面) .如果之前只有其中的一个模 面上表面或者中面或者下表面.使用几何等距 的方式.
Outer Top Middle Tipping Middle
Inner
Bottom
三种设置
传统设置 快速设置 自动设置
具有最大限度的灵活性。 可以添加任意多个辅助 工具,同时也可以定义 简单的多工序成形。但 是设置非常繁琐,用户 需要仔细定义每一个细 节。很容易出错 需要更多的设置时间, 不易于初学者学习,易 出错 手工定义运动、载荷曲 线,可任意修改,但是 不做正确性检查
网格细分参数
隐式计算参数
DYNAFORM/AutoSetup
X.
总结:
Click the Summary… button on the bottom of the mainly GUI The Summary tree list will list all the information of the current setup The user should check that the time of each stage is not Zero. Or the program will warning and can’t be output the dyn file
dynaform分析步骤讲解学习
d y n a f o r m分析步骤1. 创建一个新的零件层:l 线或者网格单元不能创建在一个空的数据库中,在定义任何几何模型数据前,用户必须首先定义零件层。
2.一旦导入或者创建了所需的几何模型之后,用户就可以通过工具定义对话框将各个部件定义成相应的工具,比如凹模、凸模、压边圈等;同时,也可以通过板坯定义对话框定义板坯。
在板坯定义对话框中,用户可以一并定义板坯所对应的材料和属性(厚度)。
在定义好工具和板坯之后,用户就可以对工具进行自动定位了。
自动定位后,用户需要定义各个工具的运动曲线。
如果需要定义拉延筋,用户可以通过工具菜单下面的拉延筋命令来进行。
定义好所有的设置参数之后,用户可以在分析菜单下提交计算或者输出DYNA 关键字文件。
计算结束之后,用户可以打开后处理eta/Post进行分析。
计算结束之后,用户可以从计算所在的目录下面导入DYNAIN文件到eta/DYNAFORM中观察板坯的变形情况。
同时也可以将DYNAIN文件应用到回弹计算或者后续的多工序成形模拟。
对于需要修边的零件,用户可以通过工具菜单下面的板坯操作→修边命令来进行。
修边后的板坯,用户可以通过分析菜单的导出新的DYNAIN文件输出。
对于分析结果,用户可以通过后处理软件eta/POST打开计算得到的D3PLOT文件进行详细的分析。
eta/DYNAFORM依据局部坐标系来进行平移、旋转、镜像、复制以及产生点、线和节点。
当选择这些功能时,程序会自动提示用户建立一个由U、V、W方向组成的局部坐标系。
局部坐标系(LCS)对话框将被显示(图2.5.1)。
用户可以创建一个新的局部坐标系或者通过选择GLOBAL(全局坐标),CURRENT LCS(当前坐标),LAST(最后定义的坐标),VIEW DIRECTION (视图方向)等按钮作为当前坐标系。
零件层标识号(PID)。
零件层的名称是一个不大于八个字符的字符串。
目前,用户最多可以在一个数据文件中创建1000个不同的零件层,用户可以继续创建新的零件层,新的零件层将被作为当前零件层,显示在DISPLAY OPTIONS(显示选项)窗口中。
Dynaform中文手册
第 1 节. 背景Engineering Technology Associates Inc. (ETA)板料冲压工艺组为板金成形数值分析中的基本训练准备了这个文件。
它为新的用户提供基本的信息和训练来学习该如何使用 DYNAFORM-PC。
这是一个以 LS- DYNA 为基础的板料冲压成形数值分析技术;因此,为使用户方便和易读,这将会是“DYNAFORM-PC”的参考手册。
板料冲压成形数值分析技术在过去二十年以来有长足的发展。
这要归功于计算机的高速发展。
板料冲压成形工业仍然解决一系列的问题,包括在尝试中的试验和失败的费用。
订造一个典型的汽车面板金属模的时间要二年,其中九到十二个月为试验。
今天这个高度竞争的市场要求金属成形工业从概念上的设计到生产的产品发展周期要改进。
强烈要求成本降低,缩短生产周期,高的质量,这就需要发展Computer Aided Engineering(CAE)模拟。
CAE 应用为金属模设计和板金属形成过程模拟提供一个工具协助金属模设计者和冲压工程师在设计阶段就能评估制造的可行性; 探究替代方案设计并评估trade-offs,最后, 得出一个设计最优方案。
有限元分析 (FEA) 是分析复杂的三维板金形成的一个强力的模拟工具,可以模拟潜在的成形缺陷如开裂,起皱和回弹等问题。
它能用在金属模设计期间或如故障修理期间。
板金的可成形性可以认为是一个系统的过程,包含材料的属性,金属模设计,成形过程的控制。
DYNAFORM-PC解决包是研究上述问题和协助金属模设计者和冲压工程师完成"快速的设计原型"。
第 2 节. 板金成形应用这节提供板金成形过程和应用的基本知识和数据。
大部份数据和草图摘录在"Computer Modeling of Sheet Metal Forming Process; Theory, Verification and Application",作者为N.M. Wang和S.C. Tang。
DYNAFORM控制参数详解

人工时间步长即DT2MS
凸模整个行程距离:D 凸模最大行程速度:V
例:取循环步数500,速度2000MM/S,人工时间步长为: 1/500*2000 (建义模具最大值在2-5M/内,同时定义速度行程曲 线以零开始和结束。对于大多数冲压成型分析,每运行1MM,建议 100-1000步循环,当出现意外退出时,可根据上面公式计算合适时间 步长。
SHLTHK参数:接触界面是否考虑壳体厚度。取0时不考虑,取1时,考虑变形体 厚度,但不考虑刚体厚度,建议取10
PENOPT参数:建议取4,取1或0时,表示最小主面和从节点:取2,利用 主面刚度;取3,利用从节点值;取4,利用从节点值,面积或质量加权.
THKCHG参数:单一面接触算法中是否考虑壳体厚度改变,默认取0,不考虑, 取1时,刚考虑.
X度之积的节点 被设置为自由状态.默认为4.0
DYNAFORM控制参数详解
其他不做修改
DYNAFORM控制参数详解
积分点数目
DYNAFORM控制参数详解
DYNAFORM控制参数详解
当使用人为增加速度的方法后,一般要对质量进行缩放来消除惯性效 应,进行质量缩放时,一般用时间步长作为缩放因子,也就是图 示ENDMAS参数,也就是只有对质量进行缩放,这个参数才有效, 他是用来控制总质量的变动范围的。
ISLCHK参数:接触界面初始穿透检查并将结果输出到输出文件中的控制卡。 等于1或0时不作穿透检查,默认为2,即所有接触界面作初始穿透检查
dynaform分析步骤讲解学习
d y n a f o r m分析步骤1. 创建一个新的零件层:l 线或者网格单元不能创建在一个空的数据库中,在定义任何几何模型数据前,用户必须首先定义零件层。
2.一旦导入或者创建了所需的几何模型之后,用户就可以通过工具定义对话框将各个部件定义成相应的工具,比如凹模、凸模、压边圈等;同时,也可以通过板坯定义对话框定义板坯。
在板坯定义对话框中,用户可以一并定义板坯所对应的材料和属性(厚度)。
在定义好工具和板坯之后,用户就可以对工具进行自动定位了。
自动定位后,用户需要定义各个工具的运动曲线。
如果需要定义拉延筋,用户可以通过工具菜单下面的拉延筋命令来进行。
定义好所有的设置参数之后,用户可以在分析菜单下提交计算或者输出DYNA 关键字文件。
计算结束之后,用户可以打开后处理eta/Post进行分析。
计算结束之后,用户可以从计算所在的目录下面导入DYNAIN文件到eta/DYNAFORM中观察板坯的变形情况。
同时也可以将DYNAIN文件应用到回弹计算或者后续的多工序成形模拟。
对于需要修边的零件,用户可以通过工具菜单下面的板坯操作→修边命令来进行。
修边后的板坯,用户可以通过分析菜单的导出新的DYNAIN文件输出。
对于分析结果,用户可以通过后处理软件eta/POST打开计算得到的D3PLOT文件进行详细的分析。
eta/DYNAFORM依据局部坐标系来进行平移、旋转、镜像、复制以及产生点、线和节点。
当选择这些功能时,程序会自动提示用户建立一个由U、V、W方向组成的局部坐标系。
局部坐标系(LCS)对话框将被显示(图2.5.1)。
用户可以创建一个新的局部坐标系或者通过选择GLOBAL(全局坐标),CURRENT LCS(当前坐标),LAST(最后定义的坐标),VIEW DIRECTION (视图方向)等按钮作为当前坐标系。
零件层标识号(PID)。
零件层的名称是一个不大于八个字符的字符串。
目前,用户最多可以在一个数据文件中创建1000个不同的零件层,用户可以继续创建新的零件层,新的零件层将被作为当前零件层,显示在DISPLAY OPTIONS(显示选项)窗口中。
材料成型Dynaform综合实验
目录一、实验过程报告 (1)1、实验目的 (1)2、实验内容 (1)3、实验用具 (1)4、实验步骤 (1)5、实验材料(铝合金Ly12)性能分析 (2)6、影响材料冲杯实验结果的因素 (2)7、实验数据 (2)二、用DYNAFORM软件模拟实验过程中的拉深试件 (3)1、创建三维模型 (3)2、数据库操作 (4)(1) 创建DYNAFORM数据库 (4)(2) 导入模型 (4)(3) 参数设定 (5)3、网格划分 (6)(1) 毛坯网格划分 (6)(2) 工具网格划分 (8)4、传统设置 (9)(1) 从PUNCH零件层单元网格等距偏移出DIE零件层单元网格 (9)(2) 创建BINDER层及网格划分 (10)(3) 分离PUNCH和BINDER层 (11)(4) 定义工具 (12)(5) 定义毛坯,设置工艺参数 (13)(6) 自动定位工具 (14)(7) 测量PUNCH的运动行程 (16)(8) 定义PUNCH运动曲线 (16)(9) 定义压边圈(BINDER)的压力曲线 (18)5、设置分析参数及求解计算 (18)6、后置处理 (19)7、模拟结果分析 (20)(1) PUNCH的运动位移曲线 (20)(2) BINDER的压力载荷曲线 (20)(3) 零件的最终外形图 (21)(4) 最终零件的壁厚变化分布图 (21)(5) 最终零件的FLD图 (22)8、实验结果模拟分析 (22)(1) 不同直径毛坯的成形极限图 (22)(2) 不同直径毛坯的厚度分布图 (24)(3) 不同直径毛坯的平均应力分布图 (26)一、实验过程报告1、实验目的(1)掌握最小拉深系数的测定方法。
(2)认识起皱、拉裂现象及其影响因素。
(3)熟悉掌握dynaform软件操作方法,熟悉板料成形模拟原理。
2、实验内容(1)拉深系数m是每次拉深后圆筒形件的直径与拉深前坯料(或工序件)直径的比值。
由公式m=d/D计算。
由上式可以看出,m值越小,表明拉深前后的直径差越大,也就是该次工序的变形度越大。
Dynaform后处理 eta post 1.81应用手册中文版
eta/POST应用手册版本1.8.1美国工程技术联合公司Engineering Technology Associates, Inc.1133 E. Maple Road, Suite 200Troy, MI 48083电话:+1 (248) 729 3010传真:+1 (248) 729 3020电子邮件:support@Engineering Technology Associates, Inc.,ETA,ETA徽标和eta/DYNAFORM都是美国工程技术联合公司的注册商标。
所有的商标和名称都是由ETA版权所有。
版权所有 ©1998-2010美国工程技术联合公司声明本手册所提及的概念、方法和实例仅为说明及培训之目的,并不意欲应用于实际工程分析和设计。
本手册中所提供的材料参数仅作为参考。
任何个人或公司因使用本手册中包含的信息而造成的直接或间接损失,美国工程技术联合公司不对其承担任何责任。
概述概述eta/POST是ETA公司开发的一款能够快速判读和评定LS-DYNA分析结果的强大可视化工具。
它提供等值线云图、矢量图、变形图、FLD、应力分布、动画及云图动画等帮助用户快速准确的分析计算结果。
提供曲线图帮助用户查看LS-DYNA分析结果中的时间历史曲线,同时提供丰富的工具转化和理解模拟分析结果。
例如:显示设置的操作(标记,颜色等),丰富的高级曲线过滤技术(FIR,SAE,Butterworth,Averaging等)和不同结果的计算等。
对任何分析而言,文档编制也是一个非常重要的环节。
eta/POST提供了对图形的直接、高质量的打印和绘图功能。
通过一条简单的复制命令可以将图形导出到其他程序中。
例如:可以轻松地将图片导出到常用的文字处理程序如MICROSOFT WORD、MICROSOFT POWERPOINT和ADOBE FRAMEMARKER等中,或是导出到电子表格、数据库、桌面印刷软件以及画图和插图程序中。
dynaform功能介绍

DYNAFORM软件基于有限元方法建立, 被用于模拟钣金成形工艺。
Dynaform软件包含BSE、DFE、Formability三个大模块,几乎涵盖冲压模模面设计的所有要素,包括:定最佳冲压方向、坯料的设计、工艺补充面的设计、拉延筋的设计、凸凹模圆角设计、冲压速度的设置、压边力的设计、摩擦系数、切边线的求解、压力机吨位等。
DYNAFORM软件可应用于不同的领域,汽车、航空航天、家电、厨房卫生等行业。
可以预测成形过程中板料的裂纹、起皱、减薄、划痕、回弹、成形刚度、表面质量,评估板料的成形性能,从而为板成形工艺及模具设计提供帮助。
DYNAFORM软件设置过程与实际生产过程一致,操作上手容易。
来设计可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形。
DYNAFORM软件适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。
DYNAFORM 的模块包含:冲压过程仿真(Formability) ;模具设计模块(DFE) ;坯料工程模块(BSE) ;精确求解器模块(LS-DYNA)。
功能介绍1.FS-Formability-Simulation成形仿真模块可以仿真各类冲压成形:板料成形,弯管,液压涨形可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形,还可以仿真超塑性成形过程,热成形等适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。
成形仿真模块在世界各大汽车公司、家电、电子、航空航天、模具、零配件等领域得到广泛的应用。
通过成形仿真模块,可以预测成形缺陷起皱,开裂,回弹,表面质量等,可以预测成形力,压边力,液压涨形的压力曲线,材料性能评估等本模块中的主要功能特色有:1)可以允许三角形、四边形网格混合划分,可以用最少的单元最大程度的逼近模具的形状,并可方便进行网格修剪;2)等效拉延筋的定义通过拾取凹模(或下压边圈)上的节点(线)生成拉延筋(多种截面),可以方便分段,合并,修改拉延筋及其阻力。
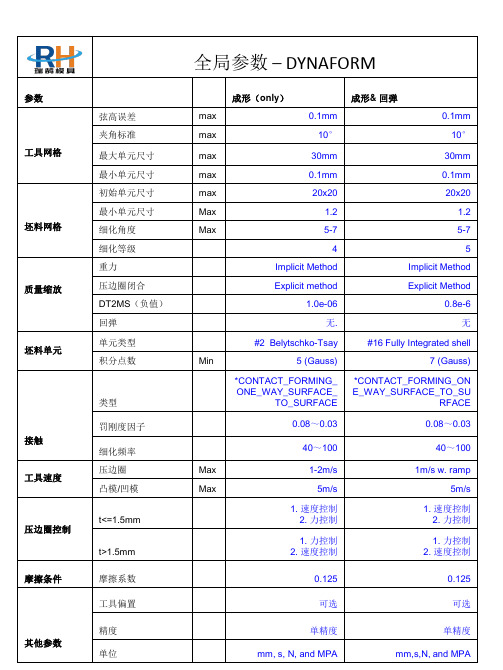
DYNAFORM参数设置对照表
#16 Fully Integrated shell
7 (Gauss) *CONTACT_FORMING_ON E_WAY_SURFACE_TO_SU RFACE 0.08~0.03 40~100 1m/s w. ramp 5m/s 1. 速度控制 2. 力控制 1. 力控制 2. 速度控制 0.125 可选 单精度 mm,s,N, and MPA
全局参数 – DYNAFORM
参数 弦高误差 夹角标准 工具网格 最大单元尺寸 最小单元尺寸 max max max max 成形(only) 0.1mm 10° 30mm 0.1mm 成形& 回弹 0.1mm 10° 30mm 0.1mm
初始单元尺寸
最小单元尺寸 坯料网格 细化角度
max
Max Max
#2 Belytschko-Tsay
5 (Gauss) *CONTACT_FORMING_ ONE_WAY_SURFACE_ TO_SURFACE 0.08~0.03 40~100 Max Max 1-2m/s 5m/s 1. 速度控制 2. 力控制 1. 力控制 2. 速度控制 0.125 可选 单精度 mm, s, N, and MPA
20x20
1.2 5-7
20x20
1.2 5-7
细化等级
重力 质量缩放 压边圈闭合 DT2MS(负值) 回弹
4
Implicit Method Explicit method 1.0e-06 无.
5
Implicit Method Explicit Method 0.8e-6 无
坯料单元
单元类型
积分点数 Min
类型 罚刚度因子 接触 细化频率 工具速度 压边圈 凸模/凹模 t<=1.5mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
18#材料模型:(幂指数塑性材料模型)
没有考虑材料的厚向异性,只在一些简单的各向同性材料中应用。
MASS DENSITY——质量密度;
YOUNG MODULUS——杨氏模量;
POISSONS RATIO——泊松比;
STRENGTH COEFF(K)——强度系数;
HARDENING EXPONENT(N)——强化系数,也就是人们常说的硬化指数;STRAIN RA TE PARAM (C)——Couper—symonds应变率系数C;
STRAIN RA TE PARAM (P)——Couper—symonds应变率系数P;
INITIAL YIELD STRESS——初始屈服应力;
FORMULATION——用公式表示。
24#材料模型:(分段线性材料模型)
主要用于一些各向同性材料的冲压分析中。
MASS DENSITY——质量密度;
YOUNG MODULUS——杨氏模量;
POISSONS RATIO——泊松比;
YIELD STRESS——屈服应力;
TANGENT MODULUS——切变模量;
FAILURE PL。
STRAIN——材料失效时的等效塑性应变;
STEP SIZE FOR EL. DEL——段数;
STRAIN RA TE PARAM (C)——Couper—symonds应变率系数C;
STRAIN RA TE PARAM (P)——Couper—symonds应变率系数P;
36#材料模型(Barlat’s-3 Parameter Plasticity Model)——3参数Barlat材料模型
这种材料模型适用于任何薄板金属成形分析,特别是对象铝合金必须用此模型分析。
使用此模型一般输入以下参数:
MASS DENSITY(质量密度);
YOUNG MODULUS(杨氏模量);
POISSONS RATIO(泊松比);
EXPONENT FACE M(Barlat指数m);体心立方材料m=6;面心立方材料m=8 LANKFORD PARAM R0(各向异性参数r0);
LANKFORD PARAM R45(各向异性参数r45);
LANKFORD PARAM R90(各向异性参数r90);
HARDENING RULE(EXPON.)(硬化规律:对于线性硬化模型,HR=1;对于幂指数硬化模型,HR=3;对于分段线性硬化模型,不需要输入HR);
MA TEIAL PARAM P1(K)和MA TEIAL PARAM P2(N)是材料参数:
⑴对于线性硬化模型:P1=切线模量=tg(α);
P2=屈服应力σs;
⑵对于幂指数硬化模型:P1=k(强化系数);
P2=n(强化指数);
⑶对于分段线性硬化模型,不需要输入:HR,P1,P2,E0,SPI等参数的值。
INITIAL YIELD STRESS(E0)(初始屈服应力);
INITIAL Y.STRESS(SPI)
E0,SPI用于确定幂指数硬化模型的初始屈服应力。
可以通过公式计算。
LOAD CURVE ID 应力应变曲线号;
MATERIAL AXES OPTION(材料轴选项);
VECTORS COMPONENT (A1)
VECTORS COMPONENT (A2)
VECTORS COMPONENT (A3)
VECTORS COMPONENT (D1)
VECTORS COMPONENT (D2)
VECTORS COMPONENT (D3)
37#材料模型——Transversely Anisoptropic Elastic-Plastic(Hill厚向异性弹塑性材料模型)该模型仅适用于壳单元分析
需要输入的参数如下:
弹性模量、质量密度、泊松比、厚向异性系数r。
当利用线性硬化塑性应力-应变关系作为材料的硬化模型时,需输入材料的初始屈服强度、切线模量;当利用分段线性硬化塑性应力-应变关系作为材料的硬化模型时,需输入表示材料塑性应力-应变关系作为材料的硬化模型时,需输入表示材料塑性应力-应变关系的分段线性函数。
39#材料模型(Transversely Anisotropic Elastic-Plastic with FLD)(带FLD的厚向异性弹塑性材料模型)
本模型仅适用于壳单元和2D单元。