POY 生产工艺特点及质量指标
poy工艺技术

poy工艺技术激光poy工艺技术,是一种以激光能量为驱动力的工艺技术,在纺织行业中得到广泛应用。
此技术通过激光束的照射和加热,将聚酯切片熔融,然后通过空气冷却,形成连续的单纤维丝。
相对于传统的熔融纺丝工艺,激光poy工艺具有许多优点。
首先,该技术的操作简单,不需要大量的设备和能源。
其次,激光poy工艺所采用的激光束加热方式,可以准确地控制纤维的质量和结构。
因此,生产出来的Poy纤维具有非常高的均匀性和稳定性。
此外,该技术还可以提高纤维的强度和延伸性能。
激光poy工艺还可以生产出各种特殊功能的Poy纤维。
例如,通过在激光束中添加适当的添加剂,可以在纤维中引入特殊的功能元素,如抗菌、防紫外线、防静电等。
这样的纤维广泛应用于纺织品、医疗、建筑等领域,为人们的生活和工作提供更多的便利和舒适。
激光poy工艺的应用还可以减少对环境的污染。
相对于传统的熔融纺丝工艺,激光poy工艺所需的能源更低,产生的废气和废水也更少。
此外,激光poy工艺中所使用的添加剂也不会对环境造成污染。
然而,激光poy工艺也存在一些挑战。
首先,该技术的设备成本相对较高,对企业的投资也相对较大。
其次,激光束的照射和加热过程需要精确控制,并且需要较高的技术水平。
因此,对操作人员的要求也较高。
为了进一步推广和应用激光poy工艺技术,我们应该加强对该技术的研发与创新。
一方面,可以继续改进设备,提高生产效率和降低成本。
另一方面,可以探索更多的应用领域,发挥该技术的优势和特点。
激光poy工艺技术是纺织行业中的一项重要创新技术,具有广阔的市场前景。
随着人们对纤维品质要求的提高,对环境友好和特殊功能纤维的需求也在不断增加。
激光poy工艺技术的应用将不断拓展,为人们的生活带来更多的选择和便利。
涤纶长丝POY的油剂要求

熔体纺丝工艺与质量控制
平滑剂组分的性能 熔体纺丝工艺与质量控制
另外,将不同分子量范围的聚醚按一定比例配合,有时再加入少量其他成分,可弥补表12-3中所列聚醚的欠缺。 盐城工业职业技术学院 宣志强
油剂是卷绕成型的关键因素之一,它应使得到的卷绕筒子成型良好、退绕张力小。
乳化剂为非离子型表面活性剂,常用的有烷基酚醚、脂肪酸酯等有机化合物。
μ μ 油膜 耐热 附着 条的 P O Y的油剂大多通过油嘴上油的方式施加到纤s维上。
c
组份 卷绕 高速 的白 粘度 高速纺丝油剂中还需加入脂肪酸、脂肪醇、醇醚等(F/F)(F/M)强度 性 性 集束 P O Y油剂与其他油剂一样,主要组分是平滑剂(占60%~95%)。
THANKS FOR YOUR ATTENTION
涤纶长丝POY的油剂要求
为了防止油嘴堵塞,油剂应经过滤和加杀菌剂。
高速纺丝油剂中平滑剂的成分主要为聚醚。 POY油剂使纤维与金属的动摩擦系数较大,故P O Y一般不适于作为拉伸复丝的原丝。
因摩擦系数过大时,拉伸中会出现毛丝和断头,影响产品质量。 由于抗静电剂为烷基磷酸酯盐、烷基硫酸酯盐类阴离子型化合物,耐热性较差,故油剂中的含量应降为1%~2%左右。 高速纺丝油剂中还需加入脂肪酸、脂肪醇、醇醚等调节剂,以增强油剂的热稳定性、抗氧化性和乳液稳定性。 因摩擦系数过大时,拉伸中会出现毛丝和断头,影响产品质量。
THANKS FOR YOUR ATTENTION P O Y油剂的组分和性能
• 聚醚可减小纤维与纤维间的静摩擦系数,有利于加弹,但却使纤维与金 P O Y的油剂大多通过油嘴上油的方式施加到纤维上。
高速纺丝油剂中还需加入脂肪酸、脂肪醇、醇醚等调节剂,以增强油剂的热稳定性、抗氧化性和乳液稳定性。
优化工艺_降低涤纶细旦POY断头率

优化工艺、降低涤纶细旦PO Y断头率王红芬(岳阳石油化工总厂涤纶厂,414014) 摘要 主要从工艺角度出发,介绍了切片内在质量,纺丝温度等工艺条件对细旦PO Y性能的影响及所采取的工艺措施。
关键词 工艺 细旦PO Y 断头率0 前言目前,国内各地厂家成套引进了具有国际先进水平的纺丝机及卷绕机,生产细旦(或微细旦)涤纶PO Y。
细旦PO Y在生产中经常会遇到比常规丝断头率高的问题,断头率的高低不但影响产品质量,而且直接影响生产秩序的稳定及生产消耗,对装置达标极为不利。
因此,在生产中要根据实际情况,采取相应的管理措施、工艺措施,提高生产效率。
产生断头率的因素很多,以下主要从工艺角度出发,对影响细旦涤纶PO Y断头率的主要因素加以分析和探讨。
1 原料111 聚酯切片内在质量的控制聚酯切片(以下简称切片)质量的好坏,直接影响细旦PO Y生产的稳定性。
由公式(1)可知,细旦PO Y的单丝直径比较细,如纺制122dtex 72f PO Y,其单丝直径13Λm,这对切片中杂质含量的要求比较严格,要求大于10Λm的凝聚粒子越少越好,否则在纺丝过程中易形成薄弱环节,而产生飘丝和断头。
d=11.89DΘ(Λm)(1)式中,d——纤维直径,ΛmD——纤维旦数,旦Θ——结晶聚酯比重(一般取1135g c m3)细旦PO Y纺丝温度较常规纺丝高5~10℃,要求切片的分子量分布窄,平均分子量高对纺丝有利〔1〕。
切片中端羧基等含量必须控制在最优范围内,以保证切片的可纺性能。
经验表明,端羧基含量≤27m o l t,二甘醇含量< 112%,且分布均匀、稳定,这样,才能使切片在一定温度下熔融完全,高温下的热降解尽可能小,以期有效地防止因热降解造成的飘丝、断头现象。
表1 细旦PO Y所用切片物理指标特性粘度 dL・g-1熔点 ℃端羧基 mo l・t-1二甘醇 %T i O2 %凝聚粒子个・m g-1灰分 %0164~0168>259≤27<1120115~013≤6<011112 切片干燥的要求湿切片干燥的目的是除去水分,提高结晶度和软化点。
涤纶poy生产工艺

涤纶poy生产工艺
涤纶POY是指聚酯切片经过一系列工艺流程后形成的是否拉
伸的聚酯长丝原料。
涤纶POY是涤纶长丝生产的第一道工序,也是涤纶纺织品最常用的生产原料之一。
涤纶POY的生产工艺一般包括切片预处理、熔体过滤、熔体
脱气、熔体混合、熔体拉伸、干燥和卷绕等环节。
首先是切片预处理,由于切片表面带有杂质,需要经过清洗和筛选,以保证切片质量的合格。
然后是熔体过滤,将切片投入到熔体过滤器中,去除其中的颗粒杂质,以保证后续工艺的顺利进行。
接着是熔体脱气,通过加热和真空处理的方式,将切片中的气体和挥发物质脱去,使熔体质量更加稳定。
然后是熔体混合,将经过脱气处理的切片与其他添加剂混合,以调整熔体的流动性、稳定性和染色性能。
接下来是熔体拉伸,将熔体通过喷丝孔板,经过一组或多组拉伸辊进行快速拉伸,形成长丝形态。
然后是干燥,将拉伸后的长丝通过干燥道进行热风干燥,使其含水率降至合适的水平。
最后是卷绕,将干燥后的长丝经过其他辅助设备进行卷绕,以
便于后续的梳理、捻制等工艺。
涤纶POY生产工艺的关键点在于熔体拉伸和干燥,这两个环节直接影响着POY的品质和性能。
在熔体拉伸过程中,需要控制好拉伸条件,包括辊的温度、速度和压力等参数,以保证长丝的拉伸比例和断裂强度等指标。
在干燥过程中,需要掌握好热风温度、风量和时间等参数,以确保长丝的含水率符合要求。
涤纶POY生产工艺的改进和优化,可以通过改变原料配比、调整工艺参数和优化设备结构等方式进行。
目前,随着科学技术的发展和生产设备的改进,涤纶POY的生产工艺已经越来越成熟和先进,可以生产出品质优良的POY产品,并广泛应用于各种涤纶纺织品的生产中。
一种生产poy的生产方法

一种生产poy的生产方法聚对苯二甲酸乙二醇酯(POY)是一种合成纤维原料,广泛用于纺织行业。
POY 的生产方法有许多种,下面将详细介绍一种常见的POY生产方法。
POY的生产通常分为聚合反应和纺丝两个主要步骤。
首先,聚合反应用于制备聚合物成分,然后通过纺丝过程将聚合物成分转化为纤维。
在聚合反应过程中,首先准备聚合物的原料,包括对苯二甲酸(PTA)和乙二醇(EG)。
PTA和EG按一定的摩尔比例混合,然后经过酯化反应得到聚对苯二甲酸乙二醇酯。
酯化反应通常在高温下进行,并添加一定量的聚合催化剂。
催化剂的作用是加速反应速度和提高反应效果。
在酯化反应完成后,将所得的聚合物溶解在合适的溶剂中,形成粘稠的聚合物溶液。
溶解后的聚合物溶液会通过一系列的工艺步骤,如过滤、脱泡、脱溶剂等,去除其中的杂质和溶剂,使得聚合物溶液更加纯净和浓缩。
接下来是纺丝工艺步骤。
首先,将经过浓缩的聚合物溶液注入到纺丝器中。
纺丝器通常是由旋转的钨丝组成,通过控制钨丝的旋转速度和温度,使聚合物溶液变得稀薄并形成细丝。
纤维的直径与纺丝器的旋转速度和温度有关,可以通过调节这两个参数来控制纤维的直径。
然后,将纺丝器出来的聚合物细丝通过空气流将其拉伸和冷却。
在拉伸和冷却过程中,纤维的结构得到进一步稳定和加强。
拉伸和冷却后的聚合物细丝进入牵伸器,通过牵伸器进一步拉伸和设置纤维的拉伸倍数,以获得所需的机械性能和特性。
接着,纤维经过定形器,定形器通过加热和拉伸来使纤维更加稳定。
定形处理后的纤维经过冷却和卷绕,最终形成卷曲的POY产品。
卷绕可以采用不同的方式,如切割、卷筒式等,以适应不同的生产需求。
最后,POY产品经过检验和包装,可以用于各种各样的织物生产,如针织、梭织、编织等。
POY的生产方法不仅能够生产出优质的纤维产品,而且具有较高的生产效率和成本效益。
综上所述,POY的生产过程主要包括聚合反应和纺丝两个步骤,聚合反应通过酯化反应制备聚合物成分,纺丝过程通过纺丝器和牵伸器等工艺步骤将聚合物成分转化为纤维。
poy纺丝工艺技术

poy纺丝工艺技术POY(Polyester Partially Oriented Yarn)是指聚酯部分定向纱线,是一种常用的化纤纺丝工艺技术。
POY的制备是在化纤纺丝过程中,通过将高聚物直接拉伸,使聚酯原料部分分子发生定向,形成线状纤维。
下面将详细介绍POY纺丝工艺技术。
POY纺丝技术是化学纤维行业中最重要的工艺之一,其工艺流程包括原料准备、聚合反应、纺丝成型、初定向、终定向、卷绕、加工等环节。
首先,POY的原料主要是聚酯切片,还有辅助添加剂等。
这些原料经过粉碎、混合等处理后,形成合适的原料供给。
接下来是聚合反应,将原料送入反应釜中进行化学反应,形成聚酯均分子。
然后是纺丝成型。
首先,将聚酯均分子通过共挤取或单对法送入纺丝器中。
纺丝器根据不同的工艺要求选择合适的模块和喷头,进而将聚酯均分子挤出,并通过空气流速和喷孔的设定,使挤出的聚酯均分子形成细小的纤维。
接下来是POY纤维的初定向。
通过调整纺丝速度和牵伸辊的转速,使纤维初次拉伸,使其具有一定的定向结构。
然后是POY纤维的终定向。
通过在高温环境下,利用热空气的流动和牵伸辊的拉伸作用,使纤维进一步拉伸,形成更加完美的定向结构。
终定向之后,POY纤维经过冷却、固化等工艺,最后进行卷绕。
卷绕是将POY纤维卷绕成卷筒形式,便于存储和运输。
卷绕过程中需要确保纤维的张力、密度等参数,以保证产品的质量。
POY纺丝工艺的最后一步是加工。
根据POY纤维的用途不同,可以选择不同的加工方式,如染色、拉丝、织造等,最终形成各种不同用途的纤维制品。
POY纺丝工艺技术具有高产能、高质量、低成本和环保等优点,被广泛应用于纤维行业。
随着纺织工艺的不断发展和创新,POY纺丝技术也在不断进步。
例如,引入高速纺丝技术,可以大幅提高纺纱速度和产量,提高POY纤维的生产效率。
总体来说,POY纺丝工艺技术是一种重要的化学纤维制备技术,具有广泛的应用前景。
随着科技的进步和对纺织品质量的不断要求,POY纺丝工艺技术也会不断完善和改进,为纺织行业的发展做出更大的贡献。
POY工艺

二:POY生产(预取向丝)(一)POY工艺流程:与常规纺丝相似1.切片纺丝法:图POY纺丝工艺流程示意图图无导丝盘卷绕方式流程1—料斗;2—挤出机;3—过滤器;1—喷丝板;2—冷却吹风筒;3—上油点;4—导丝器4—静态混合器;5—纺丝箱体;6—卷绕机5—丝筒;6—摩擦辊;7—丝束A—喷丝板与上油点距离;B—下纺丝筒长度聚酯切片→切片料桶(氮气保护)→螺杆挤出机(进料、熔融压缩、计量均化)→弯管→过滤器→纺丝箱体→吹风窗(冷却固化)→给湿上油→甬道→卷绕高速纺丝的工艺特点:熔体预过滤器、丝束的冷却、上油方式、导丝盘的有无、纺丝卷绕速度、静态混和器2.直接纺丝法:聚酯熔体→熔体输送管→过滤器→纺丝箱体→吹风窗→给湿上油→甬道→卷绕(二)POY工艺控制:1.对聚酯质量的要求:*切片的粉屑:<%;粉屑↑→纺丝喷丝板粘板↑——筛滤除去*凝胶:聚酯热降解→纺丝断头↑,深色丝(D丝)——聚合时避免氧渗入(高温、氧作用,金属是聚酯降解的催化剂)*高结晶聚合物:高结晶聚合物→熔点↑→纺丝断头——高过滤、螺杆温度提高*TiO2: TiO2→聚酯降解催化剂→→→→→→→→→→→→→→→不溶于三甘醇清洗剂→熔体过滤器滤芯难洗涤→→加入量%*二甘醇:<%;二甘醇↑→聚酯熔点↓、分子量↓、黄光↑2.对切片质量要求(干燥):*干燥切片含水率:%;含水率↑→高速纺丝熔体水解↑(高速纺丝温度=常规纺温度+5~15℃)→气泡丝→毛丝或断头(高速纺丝速度高,使气泡丝毛丝→或断头)→飘丝*干燥切片特性粘度:±g;*干燥切片温度:干燥风温度<185℃;干燥时切片的实际温度<160℃保证除去水分;保证特性粘度不至于下降过大(可采用加大干燥风量和降低干燥风湿度来提高干燥效率)3.纺丝温度:280--300℃(纺丝速度高→纺线上拉伸倍数↑→要求熔体流动性好→纺丝停留时间↓→要求熔体流动性好)纺丝温度↑→聚合物热分解↑→可纺性↓纺丝温度↓→熔体流变性和均匀性↓→毛丝、断头↑螺杆挤出机的加热划分成五区或六区,螺杆进料段(第一、二区)、压缩段(第三区)、计量段(第四、五、六区)。
50D144F 涤纶POY 扁平丝生产工艺

27收稿日期:2020-02-06作者简介:杨培恒(1981-),男,江苏徐州人,中级工程师。
50D/144F 涤纶POY 扁平丝生产工艺杨培恒(江苏德力化纤有限公司,江苏 宿迁 223800)摘要:在熔体直纺环吹风冷却工艺路线上,使用“—”型喷丝板,设置缓和的冷却条件,适当的无风区高度,纺丝温度及纺丝速度,开发生产50D/144F 扁平丝。
关键词:涤纶;风压;扁平丝;无风区中图分类号:TS941 文献标识码:A d oi:10.3969/j.issn.1673-0968.2020.03.009纤维截面异形化后可使防止品的光泽性、蓬松性、抗起毛、起球性、耐污性、硬挺度、弹性、手感等得到不同程度的改善。
诸如仿真、仿毛、仿麻、仿兽皮等,都可以通过异形纤维的物理特性并结合其他工艺条件实现。
在原生产50D/144F 圆孔的基础上,采用常州“—”型喷丝板生产出异形POY,本文重点分析了喷丝板规格、无风区高度、纺丝温度、冷却成型条件、油嘴的选型及上油方式、纺丝速度等工艺因素对生产的影响,为优化扁平丝的质量提供可靠的保证。
1 实验条件1.1 产品规格与工艺条件产品规格:83dtex/144f 涤纶POY 丝聚酯熔体粘度:0.6785工艺条件如下:纺丝速度:2360m/min环吹风温度:18℃冷却风湿度:85%环吹风风压:800 Pa 油嘴: 定制油嘴1.2 主要生产设备冷却装置:Barmag EVO 装置卷绕头:Barmag WINGS 40T-1500/101.3 测试仪器1.3.1 冷却风风压用德国巴马格公司生产的进口风压仪测定 1.3.2 条干不匀率用瑞士USTER 公司生产的USTER-4型条干仪。
2 实验和讨论2.1 喷丝板规格与设计目前扁平丝生产厂家基本选用矩形孔状喷丝板,但其异形度小(<65),而且用这样的喷丝孔纺Discussion on Production of POY 25dtex/96f by Melt Direct SpinningCai Rui, Zhang Pengjuan(Jiangsu Deli Chemical Fiber Co., Ltd, Suqian, Jiangsu 223800)Abstract: Polyester poy25dtex/96F is produced by melt direct spinning. The spinning temperature, cooling mode, lengthof windless zone and design of spinneret are discussed in the existing melt direct spinning POY production equipment. High strength and fine denier poy25dtex /96F product with excellent performance can be produced by adjusting the relevant process.Keywords: wind blowing; very fine; windless areaCopyright©博看网 . All Rights Reserved.28丝,在纺丝工序中,特别是在拉伸工序中,会产生大量断丝和毛丝,不利于生产和品质的提高。
高密度涤锦复合超细纤维POY的生产

Fi g. 2 Ma nuf a ct ur i ng t e c hno l og i c al pr oc e s s of hi gh de ns i t y PET/PA6 c o mp os i t e s upe r ine f ib f e r
理后 , 尺寸 回缩 率 达 1 0 3 0 %, 组 织 很 难 变 形 。结
1 . 3 . 1 原 料 的选择 在 生产 电子无 尘布 时客 户发 现 日本钟 纺涤 锦复
合D T Y产 品 , 客 户介 绍说 此产 品专 门用 于高 端 电子 行业 , 它的好 处致 密 柔 软 , 不变形 , 具 有 更 佳 的擦 拭 效果 。经过检 测 其 物理 指 标 为 : 线 密度 : 5 5 . 3 d t e x ;
所 示
改性 P E T 切 片
技术 难 点 , 其 切 片结 晶度 控 制是 关 键 。改 性 P E T的 玻 璃化 温度 t 及t 都 比纯 P E T的玻 璃化 温度 要低 ,
其 结 晶性能 也 发 生 了较 大改 变 , 比纯 P E T差 , 这 主 要 原 因是 改 性 P E T 中 引 入 了共 聚 组 分 , 破 坏 了 原 P E T大分 子排 布 的规 整性 , 并 部 分 改 变 了大 分 子结
1 . 1 设 备和仪 器
P E T切 片 , 并 多次试 验 , 满足本 产 品高 密度 涤锦 复 合 超细 纤维 生产需 求 。 依 据 涤 锦复 合 纺 丝 特点 , 其 原 料 黏 度选 择 要 匹
配, 为 此 选 择 的改 性 P E T特 性 黏 度 为 0 . 7 0~0 . 8 0
晶、 提高 P E T软化 点 , 防止 P E T在 干 燥 过 程 中产
国内外厂家苯乙烯系列产品质量指标
国内外厂家苯乙烯系列产品质量指标
引言
苯乙烯是一种重要的化工原料,在许多工业领域中都有广泛的应用。
国内外厂家生产的苯乙烯系列产品在质量指标方面存在一些差异,本文将对国内外厂家苯乙烯系列产品的质量指标进行比较和分析。
国内厂家苯乙烯系列产品质量指标
国内厂家生产的苯乙烯系列产品通常包括苯乙烯、苯乙烯酮、苯
乙烯醇等。
在国内市场上,苯乙烯系列产品的主要质量指标包括但不
限于: - 纯度 - 含水量 - 酸值 - 颜色 - 不溶物含量 - 结晶点 -
水合物含量 - 不饱和度
国外厂家苯乙烯系列产品质量指标
国外厂家生产的苯乙烯系列产品在质量指标上也有一定的规定和要求,通常以国际标准为准。
其主要质量指标包括: - 纯度 - 溶解度 - 结晶度 - 密度 - 粘度 - 闪点 - 氧化性能 - 稳定性
对比分析
国内外厂家在苯乙烯系列产品的质量指标上存在一定差异。
国内厂家更加注重产品的酸值、颜色等方面的指标,而国外厂家则更加注重产品的溶解度、密度等方面的指标。
在实际应用中,用户可以根据自身的需求和产品的具体用途选择适合的产品。
结论
通过对国内外厂家苯乙烯系列产品质量指标的比较和分析,可以看出不同厂家在产品质量指标上存在一定差异,用户在选择产品时应根据具体需求进行评估。
同时,厂家也应该根据市场需求不断优化产品质量指标,提高产品竞争力。
poy成分
poy成分POY是聚酯长丝预定向纺丝工艺中的一个重要环节,它是指在将液态聚酯材料通过喷丝孔冲击形成细丝的过程中,通过预定向辊的作用,使细丝在纺丝机出丝前获得一定程度的定向结构。
POY的主要特点是具有较高的拉伸强度和较低的断裂伸长率,适用于纺织和工业用途。
POY的制备过程中,聚酯原料经过融化、过滤、混合、加热等工序后,进入纺丝机中的喷丝孔。
在喷丝孔的作用下,聚酯原料被冲击形成细丝。
然后,在细丝出丝前,POY通过预定向辊的作用,使细丝在纺丝机出丝前获得一定程度的定向结构。
这种定向结构可以提高聚酯长丝的拉伸强度和断裂伸长率,使其更加适用于纺织和工业用途。
POY的制备过程中,关键的一步就是预定向。
预定向是通过辊子的转动速度和温度的控制,使细丝在冷却固化前获得一定程度的定向结构。
预定向的目的是使细丝的分子链在纺丝过程中发生定向排列,从而提高聚酯长丝的物理性能。
预定向辊的转动速度和温度的控制对POY的质量有着重要影响。
转动速度过快或温度过高会导致细丝的拉伸不均匀,影响产品的品质;而转动速度过慢或温度过低则会降低产品的拉伸强度。
POY的制备过程中,还需要注意纺丝机的调试和维护。
纺丝机的调试工作包括喷丝孔的调整、预定向辊的调整以及温度的控制等。
只有将这些参数调整到最佳状态,才能获得高质量的POY产品。
此外,纺丝机的维护工作也非常重要,包括定期清洁喷丝孔、更换磨损的辊子以及保持纺丝机的稳定运行等。
这些工作的不可忽视将直接影响到POY产品的质量和生产效率。
POY产品具有广泛的应用领域。
在纺织行业中,POY可用于制作各种纺织品,如服装、家纺、工业用纺织品等。
由于POY具有较高的拉伸强度和较低的断裂伸长率,使得制作的纺织品具有更好的强度和耐用性。
在工业领域,POY可用于制作工业线、输送带、过滤材料等。
由于POY具有优良的物理性能和耐磨性,使得这些产品在工业生产中能够发挥更好的作用。
总的来说,POY作为聚酯长丝预定向纺丝工艺的重要环节,通过预定向辊的作用,使细丝在纺丝机出丝前获得一定程度的定向结构,从而提高产品的物理性能。
poy纤维原料
poy纤维原料Poy纤维原料是一种重要的合成纤维原料,具有广泛的应用领域和优越的性能特点。
本文将从Poy纤维原料的定义、制备工艺、特性优势以及应用领域等方面进行详细介绍。
一、Poy纤维原料的定义Poy纤维原料即聚酯预定向纤维,是指在聚合物合成过程中,通过拉伸和定向结晶等工艺,使纤维具有一定的拉伸性能和结晶度。
Poy 纤维原料通常具有较高的强度和耐热性能,可用于制备各类纺织产品。
二、Poy纤维原料的制备工艺Poy纤维原料通常采用聚酯原料经过聚合反应合成线性聚酯,然后通过熔融纺丝工艺将聚酯熔体挤出成纤维状。
在纺丝过程中,通过拉伸、定向结晶等方式,使聚酯纤维具有一定的拉伸性能和结晶度。
最后,经过冷却、拉伸、卷绕等工艺,制备成卷装的Poy纤维原料。
三、Poy纤维原料的特性优势1. 高强度:Poy纤维原料具有较高的强度,可以制备出坚韧耐用的纺织品,适用于需要承受较大拉力的场合。
2. 耐热性:Poy纤维原料具有良好的耐热性能,能够在高温环境下保持较好的物理性能和稳定性,适用于高温工艺要求的纺织品制备。
3. 耐腐蚀性:Poy纤维原料对酸、碱等化学物质有较好的耐腐蚀性,可用于制备具有耐腐蚀性能要求的纺织品。
4. 良好的柔软性:Poy纤维原料具有良好的柔软性,制成的纺织品手感舒适,适合直接接触人体的产品。
5. 良好的吸湿性:Poy纤维原料具有一定的吸湿性能,可以制备出吸湿透气的纺织品,提高穿着舒适度。
四、Poy纤维原料的应用领域1. 纺织行业:Poy纤维原料可用于制备各类纺织品,如服装、床上用品、窗帘等。
其高强度和耐热性能使得纺织品具有较好的耐磨性和抗变形性,延长服装等产品的使用寿命。
2. 工业行业:Poy纤维原料可以制备耐热、耐腐蚀的工业用纺织品,如过滤材料、输送带等。
其耐热性和耐腐蚀性能使得纺织品能够在恶劣环境下长时间使用,提高工业生产效率。
3. 医疗卫生行业:Poy纤维原料可用于制备医疗卫生用品,如口罩、敷料、手术衣等。
熔体直纺超细POY的品质控制
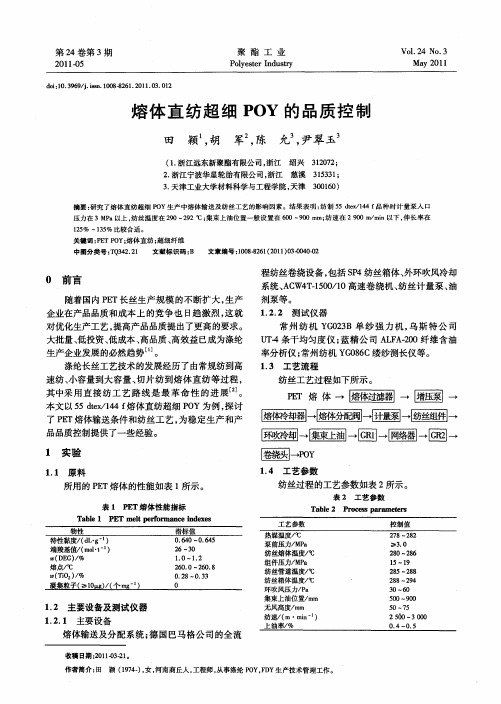
纺丝过程 的工艺参数如表 2 所示。
表 2 工艺 参数
T b e 2 Pr c s a a t r a l o e s p r mee s
工艺参数 热媒温度/ ℃ 泵前压力/ P M a
控制值
2 8—2 2 7 8
≥3 0 . 2 0—2 6 8 8 1 5—1 9
第3 期
田 颖, : 等 熔体直纺超细 P Y的质量控制 O
2 5 纺 速的选 择 .
4 1
2 结果及讨论
21 熔体 输送 压 力 .
纺速 的大小 , 直接决 定 P Y内在 分子 结构 排列 O
为了保证熔体到达纺丝箱体计量泵前有足够压 力, 又要避免较高的压力下压力降过大和在流动过
程中剪切压力过大产生高温 降解 , 对应 4条纺丝线
和物理机械性能。随纺速 的提高 , 后加工过程剩余 拉伸比下降, 毛丝增加的概率增大。纺细旦丝 , 纺速 应下降到 2 0 / i 0r mn以下 , P Y的伸长率控制 9 n 使 O 在 15 一 3 %比较合适。 2 % 15
匾圃 垂 医
l I 制
匾 圃 - + 圃 - 匦 + 医 囹 - 圃 一 一 + 圆 + 圆
1 实验
1 1 原 料 .
14 工艺 参数 .
所用的 P T熔体 的性能如表 1 E 所示 。
表 1 P T熔体性能 指标 E
Ta l P be1 ET l e f r a c d x s me tp r o m n e I e e n
26 P . oY 底层 纱退 绕 问题及 上 油率
设置 1 台熔体增压泵 , 保证出口压力在 1. P 左 80M a
右, 熔体到达计 量泵入 口处 压力在 30M a以上。 . P 若计量泵入 口压力过低 , 会造成线密度截面不匀率 高。
八叶异形涤纶POY生产工艺探讨
八叶异形涤纶POY生产工艺探讨涤纶POY(Partially Oriented Yarn,部分定向纤维)是一种常用的聚酯纤维,具有优异的性能和广泛的应用范围。
在POY生产过程中,对工艺参数的控制至关重要,可以影响产品质量、生产效率和能耗等方面。
本文将对八叶异形涤纶POY的生产工艺进行探讨,并提出一些改进措施,以提高产品质量和降低生产成本。
一、八叶异形涤纶POY生产工艺简介八叶异形POY生产是在标准POY工艺的基础上进行改进而来,其特点是通过调整射丝器结构和控制工艺参数,实现POY断面形状的变化,从而改善产品的外观和性能。
八叶异形POY通常被用于生产针织面料、纺织布料等产品。
八叶异形POY的生产工艺主要包括以下几个环节:1.原料处理:聚酯切片通过干燥、结晶、融化等处理,得到POY生产所需的原料。
2.挤出成丝:将处理好的聚酯切片送入挤出机,通过加热、融化、过滤等处理,得到POY的熔体。
3.挤出拉伸:将熔体通过射丝器挤出成丝,经过冷却、拉伸等处理,形成八叶异形POY的初步定向结构。
4.卷绕包装:对成品POY进行卷绕、包装,并进行质量检测。
二、八叶异形POY生产工艺的优化措施1.射丝器结构优化:射丝器的结构设计直接影响POY的形状和性能,因此需要对射丝器进行优化设计,以实现八叶异形POY的生产需求。
2.挤出拉伸参数控制:挤出拉伸过程是八叶异形POY形成的关键环节,需要合理控制挤出速度、拉伸倍数、冷却温度等参数,以确保POY的形状和性能。
3.质量检测和控制:在生产过程中,要加强对POY产品的质量检测和控制,确保产品符合规定的标准和要求。
4.节能减排措施:在生产过程中,要采取节能减排的措施,如优化设备结构、提高能效、减少废水废气排放等,同时降低生产成本。
三、结论八叶异形涤纶POY是一种具有广泛应用前景的纤维产品,通过优化生产工艺,可以提高产品的质量和生产效率,降低生产成本,符合可持续发展的要求。
因此,在POY生产过程中,应对工艺参数进行精准控制,不断优化工艺流程,提高产品的竞争力和市场占有率。
poy工艺流程

poy工艺流程
《poy工艺流程》
poy工艺流程是一种常用于聚酯纤维生产的工艺流程,poy即
全称为预取向丝,是指通过预取向拉伸机械设备对聚酯原料进行初步加工,使其成为一种特殊的纤维。
poy工艺流程主要包
括原料准备、聚酯融化、挤压成型、预取向拉伸、卷绕等多个环节。
首先是原料准备,聚酯原料通过原料清洗、干燥等处理,以保证原料的干净和干燥程度。
接着是聚酯融化,将干净、干燥的聚酯原料加入到特定的融化设备中,经过高温高压的处理,使其完全熔化成为聚酯熔融液。
然后是挤压成型,将聚酯熔融液通过挤出机器,以特定的形状加工出聚酯原料。
接下来是预取向拉伸,将挤出后的聚酯原料经过预拉伸加工,使其在微观结构上获得一定的定向,提高纤维的力学性能和抗拉强度。
最后是卷绕,将预取向的聚酯原料卷绕成为卷筒状,以便后续生产使用。
poy工艺流程通过多个环节的处理和加工,最终生产出具有一
定定向结构的聚酯丝,这种丝材料具有优异的力学性能和化学
性能,可以广泛应用于纺织、工业、建筑等领域,是一种非常重要的合成纤维品种。
直接纺微细旦聚酯POY的质量控制

1 聚 酯 熔 体 质 量 控 制
1 1 聚酯 平均 分子 量及 其分布 .
另外 , 聚酯生 产过 程 中 , 部 聚酯长 时 间处 于 在 局 接 近熔 点 温度 ( 6 ℃ ) 况 下 会 生 成 聚 酯 高 结 晶 20 情
聚酯 平 均 分 子 量 适 中 且 分 布 窄 时 , 微 细 旦 对 P Y纺丝 有利 。分 子 量分 布 窄 , 分 子量 末 端 含 量 O 低
摘
要 : 影 响 直 接 纺微 细旦 聚 酯 P Y质 量的 因素 如 聚 酯 平 均 分 子 量 及 分 布 、 对 O 凝胶 及 高 聚 物 的 产 生 、 氧化 钛 含 量 二
等进 行 了分析 , 并从 聚酯熔体 的质 量、 长丝 工艺参数优化 、 现场 控制 等方 面进 行 了分析探 讨 , 而保证 微细旦 P Y 从 O
1 2 凝胶 及 高结 晶物 的产 生 .
在 聚酯 生 产 及熔 体 输 送 过程 中 , 体 受热 发 生 熔
收 稿 日期 :0 6— 4—1 20 0 2
作 者 简 介 : 正路 (9 2一), , 程 师 , 事 长 丝 生 产 技 术 管 理 工 作 , 话 :0 7 )6 9 3 2 尹 17 男 工 从 电 (3 9 69 6 5 。
直, 要使分 子 取 向所 需 的力也 大 , 可能 导致 不完 全取 向。若分 子量 太低 , 大分子 链 应 为能 够 达 到 消光 作 用 的最 二 低值, 目前 我 厂 聚 酯 生 产 二 氧 化 钛 的 加 入 量 为 0 3 。二 氧化 钛还 可作 为 聚酯 降解 的催化 剂 , .% 在纺 丝时 促进 聚酯 降 解 。若 二 氧 化钛 粒 度 大 于 0 3 m . 或容 易在 乙二 醇悬 浮 液 中凝 集 , 体 中则会 含 有 大 熔 于 0 3 m 的二 氧 化 钛 凝 聚粒 子 , 短 熔 体 过 滤 器 . 缩 及纺 丝组 件使 用周 期 , 恶化 聚酯 可纺性 , 重 时造成 严 纺丝飘 丝 、 丝 、 头增 加 , 细 旦 P Y 各项 生产 质 毛 断 微 O 量指 标下 降 。
熔体直纺聚酯细旦POY的工艺探讨
纺丝温度/ ℃ 加工状态
138/ 36 3. 8
291. 5 良好
138/ 72 129/ 72
1. 9 1. 8
294. 0
294. 0
296. 0
良好 断头增加 良好
© 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved.
w (灰分) / % ≤0. 04
凝聚粒子/ (个·mg - 1)
≤0. 4
1. 4 产品质量 经过实践制定了适宜的细旦 PO Y 生产的工艺 , 该装置先后生产了 138 dtex/ 72 f 、129 dtex/ 72 f 等 规格的细旦 PO Y 长丝 ,产品质量完全能够达到国家
标准 。表 2 列出了相关细旦 PO Y 的产品质量 。
1. 98
1. 97
沸水收缩率/ %
POY 生产工艺特点及质量指标

POY 生产工艺特点及质量指标
POY 质量是加弹工艺的基本保证,针对粗旦、多孔数的特点,我厂POY 主要生产工艺确定如下。
3 . 1 纺丝速度
POY 纺速过高, 后加工断头多、毛丝多; 纺速过低,后加工染色变差、僵丝多、成品强度偏低。
表1 为三种纺丝速度下POY 和DTY 的部分质量
指标,由此可见纺速为3250 m/min 较好。
3 . 2 纺丝组件
涤纶POY 纺丝过程中的喷丝头膨化率不宜过大, 否则易使熔体破裂或造成丝条纤度和条干不匀、粘板、注头等,因此我厂选用0 . 23 ×0 . 7 ×96 规格的喷丝板,利用其较大的长径比降低丝条的喷头膨化率,稳定纺丝。
3 . 3 纺丝温度
适当提高熔体纺丝温度, 以改善熔体的流变性能, 我厂生产222dtex/96f 本色DTY 时的熔体温度比常规品种约高5 ℃, 达290 ℃。
3 .
4 冷却
由于纤维纤度大且根数较多, 因此必须加大侧吹风风量, 风速提高至0 .
80 ±0 . 02 m/s , 侧吹风湿度稳定在75 ±5 %, 同时提高集束上油的位置, 强
化丝条的冷却效果, 稳定丝条的固化成形,降低POY 条干不匀率。
3 . 5 上油
及时清洗、更换油泵,确保POY 含油率及均匀性,增强丝束的抱合力。
3 . 6 POY 质量
生产222 dtex/96 f DTY 时要求POY 质量指标如表2 。
涤纶超细旦poy生产工艺探讨
POY纺丝工艺参数对纺丝质量的影响-纺丝温度

盐城工业职业技术学院 宣志强
POY纺丝温度对纺丝质量的影响
纺丝温度即纺丝箱温度。 一般说来,聚酯长丝的纺丝温度在288~294℃之间。 在纺丝过程中,根据切片的粘度和纺丝的线密度及装置的特点来调节。
一般,纺制低线密度丝时,需采用相对低的纺丝温度;在纺制高线密度 线时,采用相对高的温度。
材料工程技术团队
POY纺丝温度对纺丝质量的影响
有试验表明,纺制涤纶FDY长丝时,随着箱体温度降低,长丝纤 维的强度提高,伸长率下降。
表3-2涤纶FDY纺丝 箱体温度与拉伸丝强
伸度影响
盐城工业职业技术学院
材料工程技术团队
BUSINESS POWERPOINT
THANKS FOR YOUR ATTENTION
CHEMICAL FIBER ! NEW FUTURE
对于高粘度的切片,采用较高的温度;对于低粘度的切片,采用较低的 温度。
一般情况下,纺丝温度不宜过高。在纺制高强度的FDY时发现,随头着 纺丝温度(箱体温度)的升高,强度下降,伸长率增大。
盐城工业职业技术学院
材料工程技术团队
POY纺丝温度对涤纶长丝强度和伸长的影响
纺丝温度对拉伸丝强度有明显影响。如图3-2所示,纺丝温度低于 280℃时强伸度明显下降。同时纤维断面不匀率也增加。卷绕丝的 肩颈强伸度也有明显下降,纤维冷拉时不发生肩颈现象,如图3-3。
因此纺丝温度一般不低于280℃。
盐城工业职业技学院
材料工程技术团队
纺丝温度对拉伸倍数的影响
纺丝温度提高,卷绕丝双折射率 下降,最大拉伸倍数提高,如图34所示。但是温度过高熔体粘度降
低,容易形成毛丝。
盐城工业职业技术学院
材料工程技术团队
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
POY 生产工艺特点及质量指标
POY 质量是加弹工艺的基本保证,针对粗旦、多孔数的特点,我厂POY 主要生产工艺确定如下。
3 . 1 纺丝速度
POY 纺速过高, 后加工断头多、毛丝多; 纺速过低,后加工染色变差、僵丝多、成品强度偏低。
表1 为三种纺丝速度下POY 和DTY 的部分质量
指标,由此可见纺速为3250 m/min 较好。
3 . 2 纺丝组件
涤纶POY 纺丝过程中的喷丝头膨化率不宜过大, 否则易使熔体破裂或造成丝条纤度和条干不匀、粘板、注头等,因此我厂选用0 . 23 ×0 . 7 ×96 规格的喷丝板,利用其较大的长径比降低丝条的喷头膨化率,稳定纺丝。
3 . 3 纺丝温度
适当提高熔体纺丝温度, 以改善熔体的流变性能, 我厂生产222dtex/96f 本色DTY 时的熔体温度比常规品种约高5 ℃, 达290 ℃。
3 .
4 冷却
由于纤维纤度大且根数较多, 因此必须加大侧吹风风量, 风速提高至0 .
80 ±0 . 02 m/s , 侧吹风湿度稳定在75 ±5 %, 同时提高集束上油的位置, 强
化丝条的冷却效果, 稳定丝条的固化成形,降低POY 条干不匀率。
3 . 5 上油
及时清洗、更换油泵,确保POY 含油率及均匀性,增强丝束的抱合力。
3 . 6 POY 质量
生产222 dtex/96 f DTY 时要求POY 质量指标如表2 。