罐藏食品工艺学第二章 装罐、预封和排气[精]
食品工艺学导论名词解释和解答

食品工艺学导论名次解释:冷冻食品TTT概念:指速冻食品在生产、储藏及流通各个环节中,经历的时间和经受的温度对起品质的容许限度有决定性的影响。
栅栏因子:指食品防腐的方法或原理归结为高温处理,低温冷藏,降低水分活度的酸化,降低氧化还原电势,添加防腐剂,竞争性菌群及辐照等因子的作用。
食品的干制过程:实际上是食品从外界吸收足够的热量使其所含水分不断向环境中转移,从而导致其含水量不断降低的过程。
吸收剂量:在辐射源的辐射照场内单位质量被辐射物质吸收的辐照能量称为吸收剂量,简称剂量。
罐藏:是将食品原料经预处理后密封在容器或包装袋中,通过杀菌工艺杀灭大部分微生物的营养细胞,在维持密闭和真空条件下,得以在室温下长期保藏的食品保藏方法。
品质改良剂:通常是指能改善或稳定剂制品的物理性或组织状态,如增加产品的弹性,柔软性,黏性,保水性和保油性等一类食品添加剂。
涨罐:正常情况下罐头底盖呈平坦或内凹装,由于物理,化学和微生物等因素只是罐头出现外凸状,这种现象称为胀罐或胀听。
栅栏效应:保藏食品的数个栅栏因子,它们单独或相互作用,形成特有的防止食品腐败变质的“栅栏”,使存在于食品中的微生物不能逾越这些“栅栏”,这种食品从微生物学的角度考虑是稳定和安全的,这就是所谓的栅栏效应。
顶封:在食品装罐后进入加热排气之前,用封罐和初步降盖卷入到罐身翻边下,进行相互勾连操作。
水分活度:是对微生物和化学反应所能利用的有效水分的估量。
预包装食品:指预先包装与容器中,以备交付给消费者的食品。
罐头的真空度:罐头排气后,罐外大气压与罐内残留气压之差即为罐内真空度罐头食品的初温:是指杀菌刚刚开始时,罐头内食品最冷点的平均温度D值:在一定的环境和热力致力的温度下,杀死某细菌群原有残存活菌数的90%所需要的时间。
冷害:在低温储藏时,有些水果,蔬菜等的储藏温度虽未低于其冻结点,但当储温低于某一温度界限时,这些水果蔬菜等的储藏就会表现出一系列生理病害现象,其正常的生理机能受到障碍失去平衡,这种由于低温所造成的生理病害现象称为冷害。
罐藏工艺优质获奖课件
包装、检验(packing and Inspection)
1、保温储备 storage at constant temperature
2、检验 Inspection 3、包装出场或进仓库 packing and storage
第二节 罐头食品旳ຫໍສະໝຸດ 生物学The microbiology of canned food
(2)罐头密封不完全情况下旳腐败菌:
• 非芽孢细菌,主要为酵母和霉菌
二、微生物旳耐热性
1、影响细菌芽孢旳耐热性旳有关原因 (1)细菌本身旳特征
• 营养体细菌 自由水分含量多 灰分含量高
脂肪含量高
• 芽孢细菌 结合水分含量高 灰分含量少
• (2)、影响微生物耐热性旳外部原因 • 罐头杀菌温度旳影响 • 罐头食品化学成份旳影响
封罐措施(Sealing procedure)
1、马口铁罐旳密封 the sealing of metal cans
二重卷边过程
• 2、玻璃罐旳密封
the sealing of glass cans
挤压密封过程
• 3、蒸煮袋旳密封
the sealing of plastic bags
热合过程
杀菌(Sterilizing)与冷却(Cooling)
• 1、马口铁旳构造 • 2、铁溶出值 • 3、ATC试验 • 4、酸浸时滞值 • 5、紧密度 • 6、密封完整率 • 7、电阻焊接罐旳优点 • 8、内涂料旳目旳与要求 • 9、内涂料后旳效果 • 10、简述软包装袋旳三层构造,马口铁旳5层构造 • 11、叠接率要求到达多少,电阻焊接缝园罐旳罐身搭接量为多少? • 12、形成密封旳二重卷边旳四个基本要素是什么? • 13、二重卷边是怎样形成旳?请画图简述阐明。 • 14、二重卷边形成后旳最佳效果 • 15、二重卷边旳质量技术旳指标涉及哪些?
2_罐头工艺

常压杀菌(巴氏杀菌)
常压杀菌(巴氏杀菌)
>4.6
>4.6
≤0.85
>0.85
常压杀菌(巴氏杀菌)
高压杀菌
54
55
酸性食品中出现的腐败菌主要是耐热性较低 的微生物
如:耐酸性细菌、酵母、霉菌等,一般以酵 母作为主要杀菌对象。 酸性食品可采用常压杀菌。如沸水中杀菌。
值得注意的是在常压杀菌的加热条件下,酶的 耐热性反而比腐败菌更显现出来了,尤其是高 酸性食品,在采用高温短时杀菌时,酶的钝化 为其杀菌的主要问题。
9
蔬菜
10
二、罐藏容器
(一)罐头对容器的要求 无毒、无害、无臭、 无味,不与食品起化学反 应,耐高温高压,密封性 好,能适应机械化操作, 重量轻,易开启取食。
11
(二)常用罐藏容器
1.马口铁罐 为镀锡薄钢板制成的三片罐, 二重卷边密封。 2. 玻璃罐 罐身是玻璃,罐盖是马口铁, 密封多为旋封式。 3.蒸煮袋 一般由内外保护层和中间隔绝 层组成,封口采用热熔密封。
52
pH>4.6 、Aw > 0.85的食品统称为低酸性 食品。其标准菌是肉毒梭状芽孢杆菌,该菌在 Aw 为0.9~0.93,pH>4.6的环境下能生存。 凡是低酸性食品必须接受低酸性食品的杀 菌强度(高温高压)。
53
不同类型的食品所需的杀菌条件
平衡后pH 水分活度 杀菌方式
≤4.6
≤4.6
≤0.85
lna-lnb=kt lnb= lna-kt b=a/ekt
该式表明,当杀菌温度和杀菌时间一定时,对某 一特定菌来说,b就取决于a。
菌种、菌数与污染源有关 原料来源 原料新鲜度 加工处理过程的合理性 车间个人卫生
食品罐藏的基本工艺过程

食品的灌装和预封
装罐的工艺要求 装罐的方法 预封
装罐的工艺要求
工艺要求: 1 装罐迅速,不要积压。
装罐注意事项: 1 装罐量准确——净重偏差 不超过正负3%;含量包括净
2 保证净重和固形物含 量。
含量和固形物含量。 2 按大小、成熟度分级装
罐——所有装罐食品都必须
3 原料需合理搭配。
食品罐藏的基本工艺过程
4保证操作过程的卫生条件。
通常是采用热处理或其他物理措施如辐射、加压、微波、阻抗等方法杀死食品中所污染的致病菌、产毒菌及腐败菌。
畜产品原料需进行兽医检查。
2 按大小、成熟度分级装罐——所有装罐食品都必须合理搭配,并注意大小、色泽、成熟度等基本一致,分布排列整齐,特别是用玻
璃罐时更应注意。
密封 分空气在真空条件下立即被抽走,随即封罐。
目的:预防因固体食品膨胀而出现汁液外溢;
3 流体和半流体状食品大多采用流体定量装罐机。
一、罐藏容器应具备的条件
2 午餐肉自动充填机、蚕豆自动装罐机、果汁自动装罐机、自动加汁机等
3 有的食品原料装量过多,挤压过稠,降低热的穿透速率,可能引起杀菌不足。
三 、罐藏容器的清洗与消毒
二 常用的罐藏容器
薄锡薄板罐(马口铁罐) 铝合金薄板罐(铝罐) 玻璃罐 软罐头:由聚酯、铝箔、聚烯烃等组成的复合薄膜为材 料制成。
罐藏容器
三 、罐藏容器的清洗与消毒
为什么要对空罐进行清洗与消毒?
在空罐的生产过程中,由于工序较多,容器内外壁 上往往粘附着许多灰尘、微生物、以及残留的焊接药 水、锡珠、油脂及其他污染物;在空罐的贮藏、运输 过程中也必然会有微生物、灰尘的污染。因此,装罐 前必须对空罐进行彻底清洗、消毒,以保证食品的质 量、卫生,提高杀菌的效率。
食品罐藏工艺介绍

• 1、预封。
将罐盖与罐筒边缘稍稍弯曲钩连,罐盖能自由转动 但不能脱落。
预封的目的:使罐盖在排气或抽气过程中不致脱落。 ①留有排气通道, ②防止表面层被蒸汽烫伤, ③防止蒸汽冷凝水落入罐内, ④保持顶隙处较高的温度, ⑤便于使用高速封罐机。 预封一般用于需要热力排气的产品,并非所有产品 所必需。如生产玻璃罐装食品时,不必进行预封。
P2蒸:封罐后冷却下来(温度为t2)时,其顶 隙内水蒸气压。
一般t2为室温,则P2蒸为一定值。 故PW1与PW、P1蒸有关。 而P1蒸与t1相关,所以PW1与PW、t1有关。 操作时,只有当P1蒸<真空室的实际压力时才能封 口,否则会产生暴溢现象。
真空室的实际压力=P(大气压)-PW 水蒸气分压是随食品温度而变的,因此封罐时食 品的温度与真空室的真空度是两个关键因素。
热处理(Thermal processing) •是采用加热的方式来改善食品品质、延长食品 贮藏期的食品处理方法(技术)。
• 是食品加工与保藏中最重要的处理方法之一
商业杀菌( Commercial Sterilization )
將病原菌、产毒菌及在食品上造成食品腐敗的微生物杀 死,罐头内允许残留有微生物或芽孢,不过,在常溫无 冷藏狀況的商业贮运过程中,在一定的保质期内,不引 起食品腐败变质,这种加热处理方法称为商业灭菌法。
食品罐藏工艺介绍
第一节 食品罐藏的基本过程
一:概述 食品的罐藏就是把食品置于罐(can,tin)、 瓶(bottle)或袋(sac,sachet)中,密封后 加热杀菌,借助容器防止外界微生物的入侵, 达到在自然温度下长期存放的一种保藏方法。
罐藏食品工艺考试要点
罐藏食品工艺考试要点罐藏食品工艺总论〔一〕罐藏容器的预备用于罐头生产的容器主要有:镀锡薄板罐镀铬薄板罐铝合金薄板罐玻璃罐塑料罐及复合塑料薄膜袋〔二〕装罐与注液装罐的一般要求:顶隙:指罐内食品的外表与罐盖内外表之间的空隙。
一般为 6_8mm。
目的:使罐内保持肯定的真空度。
假设顶隙过小,在加热杀菌时,造成气体膨胀,会发生跳罐现象。
假设顶隙过大,杀菌冷却后,罐头外压力大大高于罐内压,易造成瘪罐。
〔三〕排气与密封 1.排气的作用:(1)防止或减轻罐头在高温杀菌时发生容器的变形和损坏 (2)防止需氧菌和霉菌的生长生殖 (3)有利于食品色、香、味的保存 (4)削减维生素和其他养分素的破坏(5)防止或减轻罐头在贮藏过程中罐内壁的腐蚀 (6)有助于“打检”,检查识别罐头质量的好坏〔质量良好的罐头具有肯定的真空度,其底盖呈内凹状,便于识别罐头的好坏〕2.排气的方法:热力排气、真空密封排气和蒸汽密封排气〔四〕杀菌与冷却 1.杀菌的目的和要求微生物学上的灭菌与商业无菌的区分?微生物学上的灭菌:是指确定无菌。
罐头食品的杀菌:并不要求确定无菌,只要求杀灭致病菌和能引起罐内食品变败的腐败菌,也称之“商业无菌”。
罐头食品杀菌的意义:〔1〕.罐头杀菌时的同时也破坏了食品中酶的活性,从而保证罐内食品在保质期内不发生腐败变质。
〔2〕.罐头的加热杀菌还具有肯定的烹调作用,能增进风味,软化组织巴氏杀菌:指在100℃以下加热介质中低温杀菌的方法,杀死致病菌、无芽孢的细菌,但无法完全杀灭腐败菌。
针对一些酸性食品杀菌2.影响罐头热杀菌的因素食品的酸度:同一微生物在同一杀菌温度下,随着PH 的下降,杀菌时间可以大大缩短。
食品的酸度越高,PH 越低,微生物及其芽孢的耐热性减弱,杀菌温度越低。
一般以 PH4.6 为界限PHPH≥4.6低酸性食品一般应承受高温高压杀菌,即杀菌温度高于100℃ 〔影响罐头传热的因素〕热的传递方式有三种:传导、对流和辐射罐头加热时的传热方式主要是:传导和对流冷点:温度梯度中,温度变化的最慢的一点传导传热的罐头的冷点:在罐头的几何中心对流传热的罐头的冷点:在罐头中心轴上离罐底约 20_40mm 处对流传热的速度比传导传热快3.罐头热杀菌的工艺条件罐头热杀菌过程中杀菌的工艺条件:主要是温度、时间和压力三项因素“杀菌公式” t1-t2-t3/t 或t1-t2/t,p 公式中t1:升温时间,表示杀菌斧内的介质由初温上升到规定的杀菌温度时所需要的时间 t2:恒温杀菌时间,即杀菌斧内的热介质到达规定的杀菌温度后在该温度下所持续的杀菌时间t3:降温时间,表示恒温杀菌后,杀菌斧内的热介质由杀菌温度下降到开斧出罐时的温度所需要的时间F 值:指在某一恒定的杀菌温度下〔通常以121℃为标准温度〕杀灭肯定数量的微生物或芽孢所需要的加热时间D 值:在恒定的热杀菌温度t 下,使 90%的对象菌死灭所需要的加热杀菌的时间4.罐头〔热〕杀菌技术(1)罐头的热杀菌依据各种食品对温度的要求分为:常压杀菌:杀菌温度不超过100℃高温高压杀菌:杀菌温度高于100℃小宇125℃超高温杀菌:杀菌温度在125℃以上(2)冷却的方法:依据所需要的压力的大小可分为常压冷却和加压冷却加压冷却也叫反压冷却目的:a 维持罐内外的压力平衡 b 避开容器变形(3)玻璃瓶罐头应承受分段冷却,并严格掌握每段的温差,防止玻璃罐炸裂。
食品保藏与加工原理第二章食品罐藏

• a)镀锡方法:热浸镀锡板
•
电镀锡板
• b)结构特点:中心层为钢基,从中心向外:为铁锡合金层, 锡层,氧化膜,油膜
• c)钢基板:提高空罐的强度和加工性能
• 含铬量: 高铬铁
• 中铬铁
•
低铬铁
• L型钢:杂质含量相对低,且用于耐腐蚀要求比较 高的食品
• MR型钢:杂质含量相对高,只用于一般罐头食品 的罐装
• 添加剂超标 – 添加“合成甜味剂、防腐剂”超标 ; – 二氧化硫超标 ; – 违规使用合成色素;
• 我国水果罐头出口大量采用OEM方式,量大价低,产品附加值不高, 缺乏自主品牌,加上行业无序竞争,原材料成本上涨,罐头产品的利 润空间非常狭小。
2-2罐藏容器
• 一.罐藏容器的基本要求
• 无毒,需要密封性好,良好的耐腐蚀性
• 辅助材料:
• 颜色:增加灌底的色彩。 常见:钛 白,氧化锌
• 增塑剂(软化剂):增加柔软性。 常见 的多元醇,酯类,棉籽油,亚麻油
• 流平剂:改善树脂的 流动性,降低模的 表面张力
3、镀铬薄板(无锡)P346 4、铝材:二片罐,冲拉罐
(二)空罐制造:P349 主要是圆罐 制造
• 1.圆形罐的成品规格
第二章 食品罐藏
2-1概述
• 一.罐藏与罐头的定义: • 1.罐藏定义:将食品放在一个密封容器里,
经过排气,密封,杀菌处理后,在正常的贮藏 温度下,使食品得到较长时间的保存. • “排气,密封,杀菌处理” 三大共性
2.罐头:用罐藏保藏的食品.
3.罐头的分类:
• ⑴按原料来分:果蔬,水产罐头 • ⑵按PH值来分:
•
铁溶出值:
•
合金-锡电偶值:把锡3层除去,后用钢基板阴极,合
第二篇 罐藏食品工艺

2.真空密封排气法
操作:借助于将罐头置于真空封罐机的真空仓内,在抽气 的同时进行密封。 优点:能在短时间内获得较高的真空度、能较好的保存维 生素和其它营养素,适用于各种罐头的排气,封罐机体积小、 占地少
缺点:排气时间短,只能排出罐头顶隙部分的空气,食品 内部的气体难以排除。
组织内部含气量高的食品,最好在装罐前先抽空处理。
将经过一定处理的食品装入镀锡薄板罐、玻璃罐或 其他包装容器中,经密封杀菌,使罐内食品与外界隔绝 而不再被微生物污染,同时又使罐内绝大部分微生物死 灭,使酶失活,从而消除了引起食品变败的主要原因, 获得在室温下长期贮存的保藏方法。
罐藏食品(canned food):
密封在容器中并经杀菌而在室温下能够较长时间保 存的食品。
清渍类
醋渍类
去骨类
盐渍 (酱渍)类
内脏类
处理好的原料经糖浆熬煮至可溶性固形 物达60~70%后装罐,加入高浓度糖浆 制成,又称液态蜜饯罐头 处理过的水果加水或不加水煮沸,经压榨、取汁、 过滤、澄清后加入砂糖、柠檬酸、果胶等配料,浓 缩至可溶性固形物达65~70%后装罐而成 纯果冻或 水果果冻 果胶果冻 果冻类 马茉兰 人工果冻 果汁类 果 酱 果胶水果 果冻
(1)热装罐排气
操作:先将食品加热到一定温度,然后立即
趁热装罐并密封。
适用:流体、半流体或组织形态不会因加热
时的搅拌而遭到破坏的食品。
注意:
必须保证装罐密封时食品的温度。
密封后及时杀菌。
(2)加热排气
操作:将装罐后的食品(经预封或不预封)送入排气箱,在 具有一定温度的排气箱内经一定时间的排气,使罐头中心温 度达到工艺要求温度(一般80 º C左右),罐内空气充分外 逸,然后立即趁热密封、杀菌,冷却后罐头就可得到一定的 真空度。 优点:较好的排除食品组织内部的空气,杀菌 缺点:影响色、香、味等品质,排气速度慢,热量利用率低。
《食品工艺学》复试试题库-罐藏部分
《食品工艺学》复试试题库-罐藏部分《食品工艺学》复试试题库-罐藏部分一、名词解释(每小题2分,共10分)1.罐头食品(Canned Food/Tinned Food):是指将符合标准要求的原料经处理、调味后装入金属罐、玻璃罐、软包装材料等容器,再经排气密封、高温杀菌、冷却等过程制成的一类食品。
2.商业无菌: 罐头食品经过适度的热杀菌后,不含有对人体健康有害的致病性微生物(包括休眠体),也不含有在通常温度条件下能在罐头中繁殖的非致病性微生物。
3.铁溶出值(ISV): 指一定面积的镀锡薄板在一定温度的酸液中保持一定时间浸出的铁的数量。
4.酸浸时滞值:指镀锡板的钢基在保持一定温度的酸液中达到一定的溶解速度时为止所需要的时间。
5.真空膨胀:食品放在真空环境中,食品组织间隙内的空气膨胀导致的食品体积膨胀现象。
6.真空吸收:真空密封好的罐头静置20-30min后,其真空度下降(比刚封好时的真空度低)的现象。
7.平盖酸坏:指罐头外观正常而内容物却在平酸菌活动下发生腐败,呈现轻微或严重酸味的变质现象。
8.平酸菌:导致罐头食品出现平盖酸坏变质腐败的细菌。
即该类细菌代谢有机物质产酸而不产气。
9.D值:指在一定的条件和热力致死温度下,杀死原有菌数的90%所需要的杀菌时间。
10.Z值:在一定条件下,热力致死时间呈10倍变化时,所对应的热力致死温度的变化值。
11.TDT值:(Thermal Death Time,TDT)热力致死时间,是指热力致死温度保持不变,将处于一定条件下的食品(或基质)中的某一对象菌(或芽孢)全部杀死所必须的最短的热处理时间。
12.TRT值:热力指数递减时间(Thermal Reduction Time,TRT)在任何热力致死温度条件下将细菌或芽孢数减少到某一程度(如10-n)时所需的热处理时间(min)。
13.顶隙:罐头食品上表面表与罐盖之间的垂直距离。
14.叠接率:指卷边内身钩与盖钩重叠的程度。
食品工艺学罐头

5.2 冷却Cooling
常压冷却 主要用于常压杀菌的罐头和部分高
压杀菌的罐头,
加压冷却 pressure-cooling 主要用于高温
高压杀菌后,容器容易变形、损坏的罐头。
6. 罐头的检验
➢ 外观检验 ➢ 内容物检
验
➢ 保温检验
外观检验
罐头容器的检验
罐头内容物的检验
感官指标 理化指标 微生物指标
糖液的配置
我国目前生产的水果罐头,要求开罐糖度为1418%; 灌装前温度维持在65-85℃
灌装时糖液浓度计算公式 Y=(W3Z-W1X)/W2X100%
Y:需配置糖液浓度% W3:每罐净重g;Z:要求开罐时糖液浓度% W1:每罐装入果肉重g;X:果肉含糖量 W2:每罐注入糖液重量
盐液的配置
食盐加水煮沸,出去泡沫,过滤澄清液 盐水一般浓度为1-4% 盐液浓度的测定:
特点:
• 阻隔性好 • 耐热、传热性好 • 机械强度大 • 可视性差 • 素铁罐不耐腐蚀,成本较高
玻璃罐
优点:价格便宜,透明,耐腐蚀,易 回收,传热性能不如金属罐。 缺点:重量大,易破碎
蒸煮袋 质量轻,携带方便,成本低。 阻隔性差,易造成环境污染。
2. Materials preparation
物理杀菌
温度 不同
化学杀菌
加热杀菌过程有升温阶段保温阶段和 降温阶段。常用杀菌公式表示:
(T1---T2----T3)/t 或(T1---T2)/t, P
T1-----升温时间 T2----恒温杀菌时间 t-----规定的杀菌温度 P----反压冷却时杀菌锅内应采用的反压 力。
例如: 15’---18’----15’ 121 ℃
润的食品不能用此方法。
罐藏食品工艺
罐藏食品工艺解读01 概述1、罐头的一般生产过程:装罐、排气、密封和杀菌冷却为必经阶段2、罐头食品的特点:1) 储存期长2) 对储存环境的要求低3) 便于携带、运输4) 食用方便。
3、罐藏食品的两要素:密封性、商业无菌02 罐藏容器1、罐藏容器分类:按其材料性质可分为金属容器和非金属容器。
按其制造方式分类可分为三篇罐、两篇罐;按接缝方式分类可分为焊锡罐、电阻焊罐、激光熔接罐和粘接罐;按罐体形状不同可分为圆罐、方罐、椭圆罐、梯形罐、马蹄形罐等。
2、罐藏容器的性能与要求1) 食品符合卫生要求;2) 具有良好的密封性能3) 具良好的耐腐蚀性;4) 适合工业化生产5)容器应易于开启,取食方便,体积小,重量轻,便于携带,利于消费。
3、常用的罐藏容器1) 镀锡薄板罐,俗称马口铁: 分为5层,中间钢基,钢基上下各为一层合金层,再上面是镀锡层,再上面是氧化膜和油膜。
2)涂料铁抗硫涂料:加入氧化锌,用于肉禽类、水产类罐头;抗酸涂料:以环氧树脂为主要原料,用于高酸性食品;防粘涂料:用于午餐肉等罐头;乙烯型涂料以及环氧胺基涂料:啤酒罐面涂料;3)其他:包括铝合金罐、镀鉻薄板、玻璃罐、软罐头等。
其中软罐头是由聚酯、铝箔、聚烯烃组成的复合薄膜为材料制造成的,软包装的使用被认为是罐头工业技术的革新。
4. 空罐的制造( 以悍锡罐为例)1)罐身、罐盖的生产工艺:板材剪切——切角、切缺——端折——成圆——踏平——焊锡——翻边——罐身2) 空罐的卷封: 二重卷边、迭接率03 实罐的生产工艺1、装罐前容器的准备:。
罐藏食品工艺学第二章 装罐、预封和排气[精]
![罐藏食品工艺学第二章 装罐、预封和排气[精]](https://img.taocdn.com/s3/m/60c0a94b5901020207409c68.png)
真空封罐时,罐内真空度与封罐温度和密封室真空度之间的关系
(2)液态食品封罐时温度的控制
t1越高,则P蒸1越大,但封罐时, 因:P蒸1 + P空1 = B - W ,则:P 蒸1应小于真空室内压B - W,否则罐内液态食品会瞬时沸腾外溢。
即:如果 P蒸1 > B - W 则: P蒸1 + P空1 » B - W
汽消毒。均用洗罐机自动完成。 常用滚动式和旋转式圆盘连续洗 罐机专门用于镀锡薄板金属罐。 如图所示:
2.玻璃瓶清洗
主要去除油污、食品残余物、标签等。 常采用NaOH液(1-5%)去油污,亦用漂白粉液杀菌。 工序:浸泡(40-50℃ NaOH液或漂白粉液)或高压喷淋→洗刷→热水(4598℃)→喷洗数次→沥干。喷洗结合的自动洗瓶机如下图所示。 注意:清洗干净的 容器不能完全去除微生物,只是一种减菌处理。
4、 各种排气方法的比较
1)热力排气 优点:适合大部分罐头食品并能获得较好真空度。特别适合非热敏性的
且组织内空气多的食品。 缺点:(1)占地大;(2)蒸汽用量多(成本高);(3)卫生较差,
效率低;(4)采用高温排气时导致食用品质下降。
2)真空排气 优点:设备占用面积小、生产效率高、适合绝大部分食品,特别是热敏
• 重点要求掌握:1)玻璃罐清洗要求;2)预封 和排气的作用;3)真空封罐温度控制与计算; 4)三种排气方法与比较 。
思考题
1. 试比较各种排气方法的优缺点。
2. 真空封罐时,食品初温为70℃,向真空封罐 机机头真空度应控制在什么范围才能保证真 空度要求?若机器达不到要求,可采用什么 措施弥补? 。
罐头内真空度要求达到:20-45cmHg。
(二)排气的重要作用 1、防止残留需氧菌芽孢及霉菌的生长; 2、防止因热力杀菌导致空气膨胀而带来的容器变形、破损或泄漏; 3、控制或减轻罐内壁因长期贮存时的锈蚀; 4、减轻内容物的氧化变质(油脂、维生素、天然色素、芳香物质等); 5、避免假胀罐; 6、增强密封性。特别是四旋玻罐其密封性完全取决于排气获得的真空度。 可防止玻罐热力杀菌时的跳盖。
罐藏2
真空封罐时的补充加热:
真空封罐时,封罐机真空仓的真空度和罐内食品的 温度是控制罐头真空度的基本因素。有时由于某些 原因真空封罐机真空仓的真空度只能达到某一程度, 此时,要想保证罐头获得最高的真空度就得通过控 制食品的温度来实现。 真空封罐机的性能不好,真空仓的真空度达不到要 求,此时就需要采用补充加热的措施来提高食品的 温度,使罐头获得可能达到的最高真空度。
适用范围:肉禽、水产及汤汁较少的蔬菜罐头。 对于汤汁比较多的果蔬制品,可采取如下方法: (1)预先将果蔬制品放入真空室内抽空,使组织中吸附 和溶解的气体排出,再加汁,使汁液取代原先空气的 空隙,用真空封口机封口。 (2)如果汤汁较多,可适当降低真空室内的真空度。这 样可达到与汤汁少的罐头同样的效果。
‚真空吸收‛程度高的食品需要补充加热
各种食品的‚真空吸收‛程度不同,常用真空吸收 系数来表示。
pw末 K吸 100% pw始
式中:pw始—真空封口时罐内的真空度 pw末—真空封口后.静置20~30min后的罐内真 空度 K吸—真空吸收系数 对K吸高的食品,就需要补充加热。
(3)蒸汽喷射排气法 即在封罐的同时向罐头顶隙内喷射具有一定压力的高 温蒸汽,用蒸汽驱赶、置换顶隙内的空气,密封、杀 菌冷却后顶隙内的蒸汽冷凝而形成一定的真空度。
①排气时间; ②密封温度 对于空气含量少的食品,密封温度是主要因素,高温 有利于顶隙内气体的出; 对于空气含量多的食品,除温度外,应适当延长排气 时间,尽量降低食品中的气体含量,但时间长,食品 品质会受影响。应尽量避免采用较高的排气温度。
第二章食品装罐与排气
第二章食品装罐与排气第一节罐藏食品的沿革与发展罐藏原理及基本生产过程,要求在此反复强调。
预处理→装灌→排气→密封→杀菌冷却→贮藏,罐藏食品的定义:就是上面罐藏原理及基本生产过程。
生产过程你不熟,商场如何识别,特点:打开要腐烂,熟食品,室温长期保存;排除其它保藏原理。
举例:火腿肠,啤酒,饮料,袋装泡菜。
袋装米,袋装蜜饯,袋装饼干。
咸菜,香辣酱。
第二段:强调排气→密封→杀菌玻璃瓶→马口铁罐→电阻焊罐塑料瓶/纸质复合材料/铝箔等,可在超市中观查。
第二节罐藏食品的分类1肉类四川人多猪多,牛佛烘肘、火腿肠2禽类鸡类罐头、鹌鹑、自贡白鹅。
3水产类沿海地区鱼类、凤尾鱼4水果类糖水水果、果酱果冻、果汁5蔬菜类青豆、蘑菇、酸黄瓜、泡菜、建议开发腌制黄瓜条。
宜宾的苦竹笋基地,巴中的芦笋6其它类油炸坚果类,花生米,核桃仁新产品开发思路:民间食品、餐饮食品、原料利用等。
汤类罐头:星级饭店煲的汤。
建议开发羊肉汤罐头,将餐饮品牌转化为工业食品品牌。
蛇肉汤,药膳汤。
由于这种理念,获得3万元资助,成果、获奖、论文及论文奖、人才工程奖等。
知道并不一定全部知道,全部知道并不等于认识到,况且认识也有一个深度问题,从认识到变成“实际行动——积极实践——达到目的”还有一段距离。
温州的打火机、皮鞋、衣服、纽扣。
为什么能形成很大产业?学而不思则惘,思而不学则殆!高等教育大众化,定位要准——产业化人才。
第三节罐藏容器的准备一、罐藏容器的清洗和消毒为什么要清洗和消毒?污染微生物、灰尘、污物等。
回收玻璃瓶更脏。
1金属罐的清洗金属罐打捆,人工和机械两种:热水清洗,沸水/蒸汽消毒1.1链带式洗罐机它主要是采用链带移动金属罐,进罐一端采用喷头从链带下面向罐内喷射热水进行冲洗,其末端则用蒸汽喷头向金属罐喷射蒸汽消毒,取出后倒置沥干。
1.2 滑动式洗罐机机身内装有金属条构成的滑道,金属罐在滑道中借本身重力向前移动。
开始时罐身横卧滚动,随着滑道结构的改向,逐渐使金属罐倒立滑动,同时开始用喷头冲洗和消毒,然后又随着滑道的改向逐渐再转变成横卧移动滚出洗罐机。
3食品罐藏2
饱和蒸汽压随温度的升高而加大,使气体从组 织中逸出; 内容物体积受热膨胀,也起到驱逐组织内空气 的作用。
特点:
◆特别适合组织中气体含量高的食品; ◆设备简单、操作容易、成本较低。
缺点: 增加食品受热次数,对色香味及营养保持有一定影响。
例:设封口时温度为85 ℃ ,杀菌后在 25 ℃的室温下放置,问罐内真空度约为 多少? 解:查得25 ℃和85 ℃时的饱和蒸汽压 分别是3.17kPa和57.81 kPa。 真空度= 57.81 - 3.17 =54.64kPa
1、 封机的主要部件和作用 压头--用于固定罐头,使其在密封时不会滑动; 托底板--将待封罐头向上托起,嵌入压头内固定; 头道滚轮--将罐盖盖沟卷入罐身翻边下,使之相互 卷合; 二道滚轮--将已相互卷合的卷边压紧,形成紧密的 二重 卷边。
2、 二重卷边的结构及质量评定指标
卷边厚 T=3tc+2tb +∑g =1.25~1.7mm 卷边宽 W=BH+LC+2.6tc =2.8~3.1mm 埋头度 C=W+0.15~0.3 =2.8~3.1mm
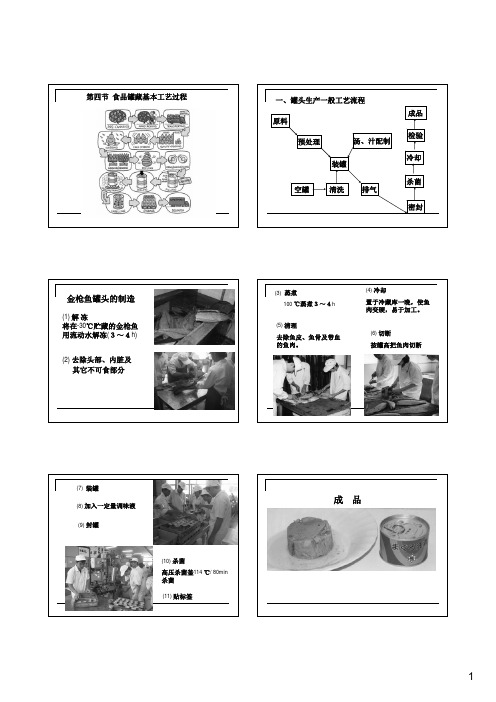
菠萝原料处理
B.玻璃瓶
新瓶经浸泡、冲洗即可,旧瓶一般不回收
C.蒸煮袋 无需清洗
顶隙 2、 装罐的工艺要求 Ⅰ 合理搭配,使内容物色泽、大小、块型、个数基 本一致; Ⅱ 排列整齐; Ⅲ 必须留有适当顶隙(4~8mm); Ⅳ 保持罐口清洁,严格防止异物混入罐内; Ⅴ 控制装罐时间,避免积压。 罐内容物表面到罐盖间的空隙。(一般为4~8mm) 顶隙对罐头质量的影响: 排气效果和罐内真空度 罐头的净重; 卷边密封性; 容器杀菌后的外观变形; 罐头贮藏期间容器内壁的腐蚀。
例:在标准大气压下真空封罐时,封罐机真空度 为 79.99kPa ,试问食品温度最高应多少,才 不会产生瞬间沸腾现象? 解:算出真空室的实际压力 P余=B – P室=101.3 - 79.99=21.33kPa 61℃――水蒸气压20.85kPa < 21.33kPa 62℃――水蒸气压22.84kPa > 21.33kPa ∵ Pt蒸 < P余,∴ 相应的食品温度应为61℃。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.玻璃瓶清洗
主要去除油污、食品残余物、标签等。 常采用NaOH液(1-5%)去油污,亦用漂白粉液杀菌。 工序:浸泡(40-50℃ NaOH液或漂白粉液)或高压喷淋→洗刷→热水(4598℃)→喷洗数次→沥干。喷洗结合的自动洗瓶机如下图所示。 注意:清洗干净的 容器不能完全去除微生物,只是一种减菌处理。
CANNED FOOD TECHNOLOGY
罐藏食品工艺学
第二章 装罐、预封和排气
教学重点:1)玻璃罐清洗要求;预封和排气的作用;真空封罐温度控制;排气方法 与比较 。
教学难点:真空封罐温度控制。
一. 装罐方式
(一)容器的清洗(消毒)
1. 金属容器清洗 主要去除灰尘和微生物。 一般先用热水清洗,再用蒸
采用下面经验公式计算:
n≤ 60× H / R (转/分)
H--顶隙高(m) R --罐内径(m)
例如 H=0.01 m,R=0.05 m,则 n ≤ 120 (转/分)
三、排气方法与比较
(一)定义 排气是指密封前将处于顶隙内的空气以及食品组织内部中的空气排除,
并使密封后罐头顶隙形成部分真空的技术过程。排气是罐藏食品生产过程中 不可缺少的三要素之一(排气、密封和杀菌)。
GT4B2型卷边封口机示意 l-压盖杆,2-套简,3-弹簧,4-上压头固定支座,5、6-差动齿轮 7-封盘,8-卷边滚轮,9-罐体,10-托罐盘,11-六槽转盘,12-盖仓13-
分盖器,14-推盖板,15-推头。
2)液态食品真空封罐时温度的控制
(1)真空室真空度、食品封罐温度和最后罐内真空度之间的关系 封罐前后压力与温度情形如图所示。
2)加热排气法 方法: 装罐预封后于排气箱中接受(70-90℃)热水和蒸汽加热并排气(罐内
温度要达到70-90℃)。一般由连续排气箱完成,如图所示
加热时间与温度控制: (1) 含气量多的食品除顶隙有较多空气外,其组织的细胞内含气量也大,常利用 相对低温长时间排气。如桃罐头,82-85℃、10min
(2) 含气量少的食品,通常顶隙小,且内部残余空气少,一般采用高温短时间排 气。如果汁罐头,85--95℃、5min。
适合不易外溢食品的圆罐。另有GT4)。
特点: (1)该法较适合固态食品,如午餐肉,油浸鱼等。用该法获得的真空度较 用加热排气法好。也适合液态和半液态食品如饮料、果蔬罐头等。 (2)采用该法常可获得25-30cmHg的真空度,最高可达40-55cmHg,但 真空度太大易造成瘪罐。 (3)采用该法的食品顶隙不能太小或不留。否则难以获得理想真空度,若 是液态食品,还易被吸至罐外。
不锈钢连续排气箱
2、真空封罐排气法
1)真空排气原理与特点 在真空环境中完成排气和封罐,顶隙和食品中部分空气被抽出,并获
得一定真空度。
采用真空封罐机完成。国内最常用的定型产品是GT4B2 (42罐/min) 及其机构图如图所示。
实罐真空封罐机,机头中的封盘部分可获得真空度,由水环式真空泵 抽气获得,真空度一般可达24-55cmHg。
大口瓶顶隙常为0.5-1.0cm。饮料瓶顶隙常 2~5cm 。
顶隙过小: (1)杀菌时易胀罐,造成假胀罐,永久性变 形。 (2)造成凸盖 (3)易污染瓶口,影响密封性。
顶隙过大: (1)内容物净重不足 (2)易残留空气,造成罐壁罐盖腐蚀及食品 的氧化变质。 (3)瘪罐
(三)装罐方法
1.人工装罐
适合于:易碎、易损伤食品,或要求块形搭配食品。 如:水产、肉、
罐头内真空度要求达到:20-45cmHg。
(二)排气的重要作用 1、防止残留需氧菌芽孢及霉菌的生长; 2、防止因热力杀菌导致空气膨胀而带来的容器变形、破损或泄漏; 3、控制或减轻罐内壁因长期贮存时的锈蚀; 4、减轻内容物的氧化变质(油脂、维生素、天然色素、芳香物质等); 5、避免假胀罐; 6、增强密封性。特别是四旋玻罐其密封性完全取决于排气获得的真空度。 可防止玻罐热力杀菌时的跳盖。
(三)排气方法
1、热力排气方法 指利用气体受热膨胀的原理将罐内空气排除的方法。
1) 热装罐排气密封法 方法:(1)热态食品( > 70℃的液态或半液态食品)立即装罐密封(如:果
汁、果酱等);(2)块形食品+热汤汁(>90℃)立即装罐密封,同时辅助保温处理 积压杀菌前的罐头。
特点: 食品的热容量较大、不易散热者较适用。但仍要求密封后尽快杀菌, 否则易引起嗜热菌繁殖。
B、酱体装料机:适合膏状类。
C、固体粉末装料机:适合均匀颗粒或粉末状。 各种自动装罐机如图所示
金属罐预封示意
4、自旋预封转速的控制(金属罐圆罐)
金属罐均采用自动预封机完成,玻璃罐一般采用自动扣 盖机完成。金属异型罐和玻璃罐不存在预封转速的控制。
除了考虑生产效率外,要控制好转速,以免食品外溢。
禽和水果类。
过程:装料
压紧 加汤汁等
擦口
特点:简单,但公差大、效率低、不卫生。
2. 自动装罐 适合于:液态、半流态以及均匀颗料的固态食品。如:饮料、酱类、青
豆、粮食、午餐肉、鱼糜等。 过程:由机器自动完成定容或定重、灌装扣盖、预封或密封等过程。
A、液体灌装机: a 等压式(控制液位式,旋塞式等自动定量) b 负压式(通过压差灌装)
(二)装罐的技术要求
1. 清洗好的容器最好立即装罐,防止微生物再次污染; 2. 装罐净重公差<±3%。出口食品<±1%; 3. 内容物在色泽、大小、个数、块形等方面要分类或搭配均匀; 4. 保持罐口不留残余物、无食品污染,防止密封性降低; 5. 预留顶隙。
顶隙是内装食品上平面与罐盖之间的净值高度。一般要根据不同容器预留一定 空间。如图所示
封罐温度t1下:W=B-P蒸1-P空1 …[1],B为大气压 封罐后室温t2下:W 2 =B-P蒸2-P空2 …[2] 因残存空气很少,P空1≈P空2
[1]代入(2)得 W+P蒸1=W2+P蒸2,
即 W2=W+P蒸1-P蒸2
其中 W——可调定值 P蒸1——与封罐时食品温度有关 随t1变化 P蒸2——与测定罐头真空度室温有关 随t 2变化