LCM常见不良检查条件判定标准介绍
LCM行业 IC质量检查标准
NO
项 目
判定标准
缺陷
等级
1
规格,型号
核对外包装型号标示与BOM / 或物料替代表是否一致
主要
2
包装
混装,错装,放置不规则,包装破损、脏污不允许拒收
主要
3
IC本体标示
在显微镜下核对本体标示是否与文件(IC标示图)一致
*注1:真空包装之IC须拆封在显微镜下抽验。
*注2:对已经开封之IC或散装IC,尽可能在显微镜下全检,检验是否混装。
主要
4
IC本体外观
1.IC本体上有任何划伤,划痕,脏污 拒收
2.IC PADS氧化 拒收
Байду номын сангаас次要
5
IC PAD探测点
1.IC PAD上无测试痕迹 拒收
2.在IC 的同一PAD上有3个或3个以上测试痕迹拒收
主要
8.0相关文件:
《抽样检验作业指导书》 (YTL-QAR-WI-003)
IC
IC Inspection Specification
DEPARTMENT
NAME
SIGNATURE
DATE
品质部
生产部
厂务经理
修订页
修订日期
修订版本
修订内容
准备
检查
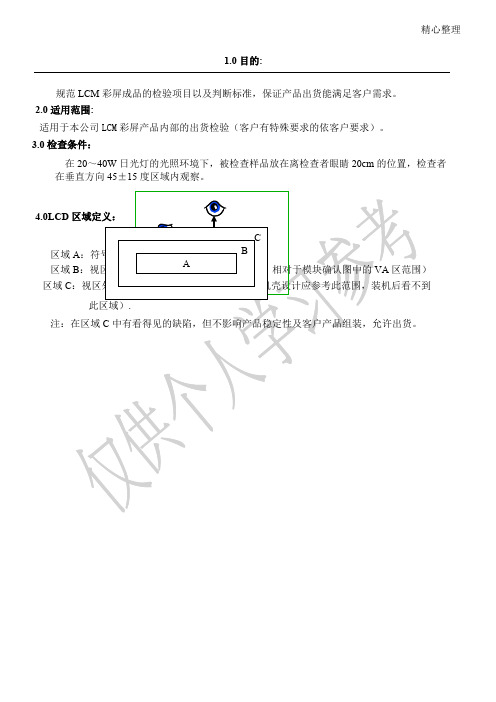
1.0目的:
明确IC品质检验标准,确保IC质量符合本公司要求。
2.0适用范围:
除特别说明外,本标准适用于Bonding IC来料检验。
3.0定义:
3.1IC---积成电路
4.0使用文件及参考资料
4.1 IC资料
5.0检验仪器设备及治、工具:
LCM成品检验标准

2217
铁框表面外观
Φ=(长+宽)/2
Φ单位:mm
1.:生锈,氧化,不合格。
●
2.任何破裂,正面不可有缺口,侧面缺口≧0.2mm,不合格。
3.正面变形﹥1.0 mm,侧面变形﹥2.0 mm,不合格
●
4.铁框视区开口内部有毛边向内或向下﹥0.1mm(特殊机型依另定规格),不合格
●
5.材质,型号
材质与型号不符合定单要求,不合格
尺寸Φ
容许个数
Φ≦0.10
不计(密集不可)
0.10<Φ≦0.20
3
0.20<Φ≦0.25
2
Φ>0.25
0
●
2215
LCD崩裂/损伤
电极区外(非导电面)
1.1. X≧3mmNG; 2. Y破损达可视区,NG;3.Z>1/2T,不合格;4.破损造成1/3胶框以上外露者,不合格.
说明:X:长边方向,Y:短边方向,Z:厚度方向,T为LCD上片或下片的厚度
●
2215
LCD崩裂/损伤
1.X、Y触及框胶宽度1/3以上,不合格;
2.A>1/4导电层宽度,不合格。
●
2216
铁框组装外观
Φ=(长+宽)/2
Φ单位:mm
1.铁框变形,不合格
●
2.(适用于铁框组装机型)组装后,铁框应与LCD表面紧密接触,不可有悬空,但不可积压LCD,使之变色
●
3.铁框,刮伤不合格。
4
温湿度
温度在22℃±3℃之间
湿度在55%~75%之间
温度在22℃±3℃之间
湿度在45%~75%之间
5.可视区域的定义:
A区可视区域 B区:外行尺寸,包括A区的可视区域
LCM成品检验标准
6、元件偏移>1/4焊盘NG
2-38(MI)
FPC粘胶
FPC金手指上粘胶擦拭不掉
NG
目视
2-39(MI)
FPC损坏
FPC损坏,边缘破损,折痕
1、边缘破损(无裂纹)大于0.2mm且伤及线路NG
目视
目镜
2、裂纹NG
3、折痕:FPC弯曲成弧形,未伤及金手指线路OK;金手指弯折角度成锐角,或伤及金手指线路NG
缺划\暗缺
显示时一部分不显示,缺整行或缺整列
无保护膜
偏光片上无保护膜
NG
目视
2-17(MI)
偏光片水纹
偏光片上有水纹
可视区有水纹(擦拭不掉)拒收。
日光台灯下目视
2-18(MI)
保护膜翘起
保护膜边缘脱离偏光片形成翘起
保护膜翘起进入可视区之内NG
目视
LCM
外观
LCM
外观
2-19(MA)
压合异物或压合气泡
FPC与LCD压合处渗有胶.压着气泡或异物
1.宽度不可大于ITO宽度的1/3
0.3<Φ≦0.5mm
1
1
不计
Φ>0.5mm
0
0
0
注:两点之间间距≥10mm
C区
Φ≤1/3框胶宽度
2
Φ>1/3框胶宽度
0
线泡
C区
Φ≤1/2框胶宽度
3
Φ>1/2框胶宽度
0
线泡(偏光片内缩)
不允许
0
有机壳的机型用机壳进行判定
3
每处单边只允许1处
注:A区:显示区;B区:可视区;C区:非可视区。
2-16(MI)
下观察
LCM背光源结构组织及常见不良介绍
錯誤手法舉例
手套破損,立即更換
注意撕完保护膜装导光板时手不能触到 导光板表面,避免造成导光板刮伤,污 等不良
拿Film材時雙手拿取兩側小耳朵處,避免造成表面污
各半成品對B/L的影響
B/L污
相關不良介紹
LGP ,擴散片,lens上 刮傷或可擦污造成
B/L漏光
不良現象:天側地側靠近燈管處
原因:反射片位移,折傷
光行進方向
Diffuser(擴散片) Diffuser(擴散片) Diffuser(擴散板)
CCFL(冷陰極管) Reflector(反射板)
3. 構成部品與特性
構成部品與特性-BL各組件功能
組件
導光板 稜鏡片 反射片 擴散片 CCFL/LED
功能
側光式光源傳播媒介 提高亮度,集中光源 將未被利用的光線反射再利用 修正光線角度,使光線均勻化 發光源,使用壽命長,耗電量低
不良原因:LED撞件,CN連接器不良,線路刮傷…
HOT-SOP缺陷
不良現象:點燈地側可見多顆 亮點,隨著檢驗視角變化,程 度差異很大
不良原因:Lightbar 貼附浮起
B/L暗影(2)
• 不良照片
2007/10/26 大億傢因LGP網點脫落造成暗影
2007/12/18 自組B/L因LGP設計不良造成天地兩 側暗影
鐵框夾點燈線
不良現象:鐵框夾點燈線
不良原因:理線時點燈線超出膠框平面 正確理線(高壓線在里低壓線在外,不 能超出膠框平面)
LED水舞
Back Light
LCD與背光模組-光源分類
因為液晶分子沒有自主發光,僅具有開關及旋光的機制,所以需要有光源才能看 見液晶面板所顯示的內容。
(1)反射(半透)式 – 在液晶面板下放置反射物,利用環境光的反射來顯示。 (優點):不需背光源,重量較輕,耗電量低,但是受外界影響的情況大,當外界 明亮時,顯示清楚, 反之外界陰暗時,顯示不清楚。
LCM检验标准
LCM检验标准1.目的:用以规范和统一产品LCM检验、可靠性测试标准,保证LCM的产品质量,指导生产人员和QA检验人员的依据。
2.适用范围:本标准适用于本公司系列机型的样品的确认,进料检验,可靠性测试。
3.编制依据:《可靠性试验程序》、《整机检验标准》、《LCM规格书》4. 测量面定义:LCM 检测表面属于AA面:显示信息的区域5. 缺陷定义致命缺陷(Critical Defective): 产品存在对使用者的人身及财产安全构成威胁的缺陷;主要缺陷(Major Defective) : 导致产品失效或使产品使用性能降低,但为一般用户不可接受的缺陷;具体表现为:1. 功能缺陷影响正常使用;2. 性能参数超出规格标准;3. 结构及外观方面存在让一般顾客难以接受的严重缺陷。
轻微缺陷(Minor Defective): 可能会使产品使用性能降低,但为一般用户可以接受的缺陷。
注意:有些外观检查中发现的问题会影响到产品的功能,则按照功能缺陷的标准来确定缺陷等级。
6. 检验条件6.1 测试工具:手机或专用夹具、振动仪、恒温湿热箱、缺陷测量模板6.2 抽检标准:抽检标准按照国标GB2828-2003(或MIL-STD-105E)正常抽检水平,一次抽样, II类6.3允收质量水平(Acceptance Quality Level)致命缺陷AQL=0,轻微缺陷 AQL=1.5,严重缺陷 AQL=0.406.4 外观检验6.4.1 检验条件及方法:✧照明条件:距离观测物0.5~1m处的光强为1000到2000lux 。
✧观察角度:被测面与桌面成45度,视角与被测物成45度角至90度角范围内。
✧观察距离:被测物与眼球距离为30cm±5 cm,只有在30cm内才能看到的外观问题不记缺点✧观察时间:≤10s。
✧检验员视力:裸视或矫正视力在1.0以上且无色盲。
✧每一厂家按照图纸上指定的标准进行各项试验,拟定由设计部和质量部认可的“试验报告”,试验的结果写进报告附页。
LCM常见不良检查条件判定标准介绍

不良现象
不良现象介绍以及检测方法
在全黑画面下,用无尘布左右横向擦拭或轻 拍过后出现白色斑块,且不消失或消失时间 较长(2~3秒). 判定标准:轻拍后消失,正视角不可见为合格. 新开发的屏以不可见为合格要求
在低灰阶(64gray)模式下上视角可见有块状 黑影. 判定标准:64gray模式下正常视角(上下 左右+/-20°)内不可见,有限度样本的可参照.
屏幕划伤,铁框变形,PCB 破损等
判定标准:屏组装前发现不良判厂家来 料不良,组装后发现判作业不良.
8
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
1
Greenish
(闪绿)
2
Function 功能
3
Light Leakage (屏下部漏光)
Light Leakage (屏上下边缘漏光)
Light Leakage
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
1
Low luminance
(亮度低)
2
B/L
3
4
B/L Off (背光不亮)
B/L F/M (背光异物)
Light leakage 漏光
不良现象
不良现象介绍以及检测方法
屏幕上下半边或左右半边暗,一般是灯 管不良引起 判定标准:参考样板
开机后瞬间背光灭或 闪烁后灭或点亮持续 一段时间灭
在正常画面下屏上有白色mura,一般是长时 间使用后出现 判定标准:不可见为合格。(HSD,LPL)
在正常画面下屏上有水波纹一样,俯视更为 明显 判定标准:不可见为合格。(CPT)
LCM成品检验标准
LCM成品检验标准
一.范围:
适用与单色LCM与彩色LCM (Color STN、TFT、OLED)之成品之组装检验和QC检验。
二.检验设备工具:
点灯检查设备,放大镜,测试架,游标卡尺,点线毛对比卡,带刻度目镜,测试机,数位电表,样品等
三.检验水准
3.1 生产过程中制造部对主缺之质量项目须全检;
3.2 OQC以下方式进行抽样检验
依AQL-105E-一般正常LEVEL II进行(特殊情况时实施全检,如客退品)
3.3QA与制造全检
3.4IPQC 5pcs/2H随机抽样检验
四.检验方式
5.可视区域的定义: A 区可视区域
B 区:外行尺寸,包括A 区的可视区域
五.检验规格,如下: 5.1 外观规格
※※密集定义:25m㎡数量﹥5个,称为
5.2.1电性功能--------显示
六.其他说明::
6.1 图中图片后续会更新
6.2 当客户提供检验标准时,以客户标准优先执行.。
模组LCM检验标准

模组L C M检验标准 Document number【SA80SAB-SAA9SYT-SAATC-SA6UT-SA18】目的:规范LCM 彩屏成品的检验项目以及判断标准,保证产品出货能满足客户需求。
适用范围:适用于本公司LCM 彩屏产品内部的出货检验(客户有特殊要求的依客户要求)。
检查条件:在20~40W 日光灯的光照环境下,被检查样品放在离检查者眼睛20cm 的位置,检查者在垂直方向45±15度区域内观察。
LCD 区域定义:区域A :符号或数字显示区区域B :视区(除A 区)(A 区+B 区=最小视区,相对于模块确认图中的VA 区范围) 区域C :视区外围(模块确认图的VA 区外,客户机壳设计应参考此范围,装机后看不到此区域).注:在区域C 中有看得见的缺陷,但不影响产品稳定性及客户产品组装,允许出货。
5.2.7TP外观相关标准TP气泡/凹凸点尺寸Φ(mm)接收数量A区B区C区Φ≤忽略(不允许串忽略<Φ≤2(点距≧10mm)<Φ≤1<Φ0轻缺陷TP组装歪斜按图纸要求且不允许超出背光边缘TP水印水印:测力计垂直用力≥300g力不见OKTP牛顿环/似牛顿环不点亮模块,在正常或倾斜视角从触摸屏表面看到的规律性或非规律性的彩色圈1、规律性:不允许2、非规律性:S牛顿环≤ 1/ 6STP,且点亮背光后不影响文字及直线失真,允许。
TP点胶标准1、IC位置的缺口必须点满胶。
2、胶不能点到FPC的弯折位,不能点到背光两边胶架及触摸屏的表面。
3、白胶不能进入视区。
TP脏污内脏污按不同型号的极限样板TP边角破裂同边角破裂标准(备注:破损不允许进入银线)图案字体1、图案字体清晰,无严重粗细现象,允许轻微图案字体渗透或干版;2、字体线条变粗或变细较正常线条宽度≤1/3(且≤+/-0.1mm),无断字菲林形拱5.2.8UV/易拉胶纸规格未附贴不允许轻缺陷附贴位置参照产品规格书或者产品图纸轻缺陷序号检查项目检查标准等级5.2.9喷码未喷码不允许重缺陷2.产品有热压之制程,其金手指(压着区)沾锡,拒收 空焊:焊面与焊垫未接合不可 重缺陷 锡尖/裂、虚焊一律不可 重缺陷 不可有白色粉状残留物 轻缺陷元件偏移≥1/2?L 2. A2/3W2/3W B1/2?L 4. t1/2*T轻缺陷焊点锡量高度大于零件焊脚(鸥翼型),拒收 焊点锡量高度大于零件焊面高度(圆型),拒收轻缺陷鸥翼型:焊点锡量高度小零件焊脚1/3H ,或焊垫吃锡少于70%,拒收圆柱型:焊点锡量高度小于零件焊面1/4H 或焊垫吃锡少于70%,拒收重缺陷L BA WTt 参照1、2标示大于,NG 大于焊面高度NGH焊量高度小于焊脚1/3H 锡量高度小于焊面连接器(含:卡盖)不可破损或掉,连接部位不可有松香,阻焊剂,白色粉状残留物,异物重缺陷板翘: PCB与平面之间的间隙大于长度的1/100不可(若无特殊要求依此标准作业)轻缺陷5.2.14离型纸/导电布等脱落不允许轻缺陷脏污参考极限样板、功能测试5.3.1 LCD Module 功能测试,一般依据设计提供的该产品的标准测试软件和夹具进行。
LCM信赖性测试项目以及判定标准

LCM信赖性测试项⽬以及判定标准1.⽬的为规范我司信赖性测试,特制定本检验标准。
2.适⽤范围凡本公司内信赖性测试均适⽤。
3.职责实验室:按照测试申请条件和信赖性测试规范完成测试并输出试验结果。
4.缺陷区分及定义4.1.重缺: 显⽰或者功能缺陷,严重偏离规格,客户⽆法正常使⽤。
严重外观缺陷,严重偏离规格,客户⽆法正常使⽤。
4.3.轻缺:轻微偏离规格,不影响产品功能,但对产品外观有影响LCD:液晶显⽰屏;TP:触摸屏;LCM:液晶显⽰模组;CTP:电容触摸屏注:在区域 C 中有看得见的外观缺陷,但不影响产品质量及顾客产品组装,除崩边崩⾓按规格外,其它⼀般原则下是允许的,外观检验标准适⽤于 A 区、B 区。
客户有特殊要求时除外;5.检验⽅法,环境及检验⼯具5.1 检验⽅法5.1.1 在20—40W⽇光灯的照明条件下,样品离检查者眼睛约30cm处进⾏检查。
检验⽅向以垂直线前后左右45°(以时钟3点、6点、9点、12点)5.1.2检验者视⼒需达到标准视⼒1.0以上。
5.1.3检验者需戴静电⼿环、⼿套或者两⼿⼋个⼿指套。
5.1.4外观检验者以⽬视检查或以菲林对⽐卡⽐对。
5.1.5电性测试使⽤电测测架,主板,电源线及单⽚机。
5.1.6辉⾊度检测请参照样品,检测⽅法依照辉⾊度检验标准。
5.2 检验环境电测:照度为200LUX以下,外观: 照度为800LUX-1200LUX,每个画⾯检验时间:1秒-5秒5.3 检验⼯具电测测架,主板,电源线及单⽚机,菲林对⽐卡,游标卡尺,放⼤镜,滤光⽚,实体显微镜(必要时)等等。
5.4 检验顺序产品检验顺序按照先检验产品四周,再由上⾄下“Z”字型测试,如下⽰意图:5.5 环境类测试项⽬以及判定检验⽅法(测试条件可根据产品规格要求做调整变化)。
5.5.1 ⾼温⾼湿运⾏试验(THO)5.5.1.1 测试⽬的:测定长时间在⾼温⾼湿环境下LCD Module产品的运⾏情况,发现产品的潜在的不良,提供产品改善的依据。
LCM画面检查教育训练资料

10
主要检查画面
Flicker显示不良 : 闪烁不均
彩条画面显示不良 : 检测彩条饱和度
Crosstalk显示不良 : Cross talk
11
主要检查画面
全黑加框画面显示不良 : 亮点、色点、异物、COG Mura、边框少 线 灰阶显示不良 : 杂讯 、闪烁、各階显示是否正常
马赛克显示不良 : Imagestick
板,并将眼睛移至mura发生位置的正上方以正视角度
判定(眼睛与mura发生位置的Panel表面垂直)
ND Filter
7
检验条件
檢查角度為上下15度,左右45度,由 中心-左上-右上-右下-左下 (θU=θD=15°,θR=θL=45°) 環境照度:
點燈(<200 lux)
Perpendicular θL θU θR 或相邻的两个子像素都是暗点,则称之为并列暗点 13. 亮点:由于MOS管失效造成一个子像素一直发光,称为亮点。当亮点面积大于二分之一个 子像素时,记为一个亮点。 14. 异物点/线缺陷:由于液晶屏内或背光模组内侵入杂质而引起的不良,目测时呈点状或线型。 15. 碎亮点:由于液晶屏内两个电极间侵入了可导电的杂质微粒,造成像素内部分区域一直发亮,
-Y
+X
45度
檢查距離:30~35 cm
8
主要检查画面
全红显示不良: H亮线、V亮线、区塊缺陷、色泽、亮/ 暗点 全绿显示不良: H亮线、V亮线、区域缺陷、色泽、亮/ 暗点 全蓝显示不良: H亮线、V亮线、区域缺陷、 色泽、亮/暗点
9
主要检查画面
全黑显示不良及外观不良 : 亮点、色点、异物、COG Mura,红蓝斑 等 全白显示不良: 画面有无异物,白点,暗点,杂点,内 污,Hotspot 50%灰阶显示不良: 点线缺陷,黑点,白韵 ,异物,刮伤,色点
LCM成品质量检验标准(2)
6.2.3 LCD B 类外观检验标准
检验项目
现象/图例
圆形缺陷:
黑白点、硌伤
Y
X
D=(X+.05<D≤0.1 D≤0.05
接受数量 0 1 2
数量不计
黑点闪烁放大不接受
检验方法 判定标准
目测/菲林
MIN
两点间距离需≥25MM
线形缺陷:
尺寸
不接受 接受 不接受
目测
卡尺 目测 万用表
PCB 上白油、白字 内容正确、完整,目视可识别
接受
目测
补绿油区域 PCB 绿油层走线区
PCB 绿油层非走线 区
补后完全覆盖露铜处,表面光 滑,无杂质及起泡,直径≤2mm
走线上疵点(不露铜)
Y
X
D=(X+Y)/2
走线上划痕(不露铜)
W
L
走线上疵点(不露铜)
Y
0
0.05≤D≤0.1
1
D<0.05
2 目测/菲林
黑点闪烁放大不接受
判定标准 MIN
两点间距离需≥25MM
线形缺陷: 黑线、划伤
W L
不接受
目测
MIN
漏墨 彩虹 颜色
不接受 允许轻微均匀的单色彩
虹 批量颜色一致
目测 目测 目测
气泡
不接受
目测
备注: 1.以上总缺陷在 LCD 面积≤20mm2 时不接受超过 3 个,面积≥20mm2 不接受超过 5 个
SMT: Surface Mounting Technology,在 PCB 板上进行电子元器件进行表面贴装。 COB: Chip On Board,在 PCB 板上进行 IC 芯片裸片邦定并密封。 COG: Chip On Glass,将 IC 芯片直接集成在液晶显示屏上。 MAJ:主要缺陷,影响产品性能,使产品无法正常使用的缺陷。 MIN:次要缺陷,虽不影响产品使用,但使产品品质等级降低的缺陷,包括严重缺陷以
小尺寸LCM 产品检验标准

1、目的本标准为统一公司从采购物料到产品生产过程、成品验收、出货时的品质验收标准,确保产品质量和满足客户要求而制定。
2、范围适用于深思维有限公司所有LCM(液晶显示模块)5寸以内成品检验。
3、定义3.1 缺点定义3.1.1致命缺陷(CR):会导致使用人员或财产安全构成威胁的缺陷;3.1.2 主要缺陷(MaJ):严重影响产品使用的外观、功能及可靠性的缺陷;3.1.3 次要缺陷(Min):不影响产品正常使用的外观、功能及可靠性的缺陷;3.1.4 点状缺陷φ=(X+Y)/2,具体见图1;3.1.5 线状缺陷 L:表示长度,W:表示宽度,具体见图2;3.1.6 间距:两缺陷之距离≥10mm。
3.2 名词解释3.2.1 密集:在 10mm 以内有两个或两个以上的缺陷称之为密集;3.2.2 区域:3.2.2.1 显示区:显示图案的区域,即:A-A 区。
3.2.2 .2非可视区:顾客模组组装后看不到的区域注:具体区域划分见图3WY Array XD=(X+Y)/2图1 图2 图34、设备/量具电测机架、稳压电源、万用表、游标卡尺、显微镜、菲林尺、防静电手环、防静电手指套等。
5、抽样方案与检验条件5.1 抽样方案 5.1.1 生产对外观检验与电性测试进行全检,对尺寸测量每型号首检抽样测量 5Pcs 。
5.1.2 品质(OQC )对送检的每型号抽检 5Pcs 进行外观尺寸的测量,对功能、外观抽检计划如5.2 检验条件与方法5.2.1 通常在 22±3℃,45±20%RH 的环境,光强度 750-1400Lux 下(40W 日光灯,40cm 距离左右),检验员的眼睛与模块之间的距离为 30cm ±2cm ,LCD 下面用背光源来检查(见 图4):30cm4545040cm图 45.2.2 模块目视检验方向,按图纸规定视角方向偏离 LCD 平面法线 45°;5.2.3 采用裸眼检查,检验者需戴好防静电手环、防静电指套;5.2.4 功能测试时,产品在正常显示时用棉签或手指轻轻按压 FPC 邦定处、电子元件处、背光焊接处,检查是否存在不稳定现象。
LCD检验标准

1目的本标准由深圳市盟博科技有限公司制定,它是用于检验LCD性能及外观方面的指导性文件,详细阐述了检验条件、接受及判退的品质标准,为功能和外观检验提供科学、客观的方法。
2 适用范围本标准适用于盟博所有LCD类物料认证及来料检验过程。
3 引用文件无4 定义4.1 CRI(致命缺陷):产品极重要质量特性不符合规范要求,此特性不合格将丧失产品使用价值或对人身有伤害的缺陷。
4.2 MAJ(主要缺陷):产品重要质量特性不符合规范要求,此特性不合格将降低产品使用价值;4.3 MIN(次要缺陷):一般质量特性不符合规范要求,不影响产品使用及装配。
5 抽样方案:5.1 依据GB/T 2828.1-2003 正常一次抽样Ⅱ类。
5.2 AQL取值(除特殊规定外):CRI(致命缺陷):0; MAJ(主要缺陷):0.4; MIN(次要缺陷):1.05.3 检验抽样方案转换原则(针对同一供应商同一型号的部品)5.3.1 正常检查转加严检查的条件:连续5批中有2批(包括检验不到5批已发现2批)检验不合格。
5.3.2 加严检查转正常检查的条件:连续5批合格。
5.3.3 正常检查转放宽检查的条件:①连续10批检验合格;②10批中不合格品(或缺陷)总数在界限个数以下;③生产正常;④主管者认为有必要。
以上四个条件必须同时满足。
5.3.4 放宽检查转正常检查的条件:①1批检验不合格;②生产不正常;③主管者认为有必要。
只要满足以上三条件之一。
5.3.5加严检查转暂停检查的条件:加严检验开始后,不合格批数累计达到五批。
5.3.6 抽样开箱率要求:开箱率60%,根据抽样数量,每包/盘数量、随机抽样。
6 外观检查条件6.1 环境条件:检查应在800-1200LUX的白色荧光灯下进行6.2 检查方法:目测,检查人眼应离液晶屏垂直距离大于30CM,角度为45度转动检查,时间15秒;6.3 视角判断方法:普通屏与显示屏水平面角度视角30~90度,IPS屏显示屏水平面角度成15~90度;7 LCD 区域定义7.1 外观区域定位、检验项目及判定标准:区域AA :可视区,符号和数字显示区;区域A :(除A 区外)可视区周围离玻璃边缘左右3MM ,上下5MM ; 区域B :可视区外围(装机后看不到的区域,如固定框);检验项目:要求表面平坦,无变形、刮花、划伤、裂痕、污渍、指纹、灰尘;色差;保护膜粘贴良好,无难撕现象;边缘胶框部分无压痕(小屏LCD 无此检验查项目)、变形、披锋,标识位置正确,字迹清晰,字体正常;对于带导光板的要求没有明显的压痕,划伤等。
模组(LCM)检验标准
精心整理
1.0目的:
规范LCM彩屏成品的检验项目以及判断标准,保证产品出货能满足客户需求。
2.0适用范围:
适用于本公司LCM彩屏产品内部的出货检验(客户有特殊要求的依客户要求)。
3.0检查条件:
在20~40W日光灯的光照环境下,被检查样品放在离检查者眼睛20cm的位置,检查者在垂直方向45±15度区域内观察。
4.0LCD
区域
区域
区域C
连接器(含:卡盖)不可破损或掉,连接部位不可有松香,阻焊剂,白
色粉状残留物,异物
板翘:PCB
与平面之间的间隙大于长度的小于焊脚1/3H 锡量高度小于焊面1/4HNG
焊垫吃锡
少于70%,NG。
lcm不良分析简介
• 確認電測機、電測治具是否有問題 確認電測機、 • 金像顯微鏡檢查(異常需拍照): 金像顯微鏡檢查(異常需拍照)
1.BONDING精度與導電粒子破裂狀況 2.LCD ITO線路是否有短斷路 3.ACF貼付位置與BONDING面是否有異狀 短斷路確認: 短斷路確認:以三用電表歐姆檔檢查VDD-VSS或相鄰COM線或SEG線間是 否短路(探棒需使用細針型) 動態信號確認: 動態信號確認:以示波器量測是輸入信號否有波形、BIAS電壓準位是 否正常、SEG或COG輸出是否正常(建議INTERFACE加工後再量) IC&LCD分離確認 分離確認: IC&LCD分離確認:使用ACF溶解劑軟化IC(或使用熱壓分離機),先以 金像顯微鏡檢查BONDING區ITO是否異常,再以LCD電測機確認LCD電性, 或換新IC再BONDING IC REPAIR: IC浸泡重工藥水後,以金像檢查外觀後再BONDING,層別 IC是否已FAIL
二、直橫線深淺不一
原因:
1.LCD短路或CP點不良 2.PCB問題(COG除外) 3.Bonding短路 4.IC NG 5.RubberNG (COG除外) 6.熱壓不良(COG除外) 7.組裝不良 (COG除外) 8.熱壓紙不良 (COG除外) 9.焊接不良(COG除外)
三、缺字
原因: 1.Bonding不良 2.IC不良 3.PCB問題(COG除外) 4.LCD多處短斷路 5.電測程式錯誤或電測信號干擾
Yes
客供治具測試 OK NG
與客供治具對照 後,有差異性時 ,請產品測試部 追加電測功能、 改善治具或相關 電路;如有涉及 產品設計問題時 ,應請產品部工 程師變更設計, 以達到廠內測試 結果與客供治具 測試結果相同為 目標。
LCM检验作业指导书

1.6检查来料所送来料LOT号是否为不可用批次
六、注意事项:
1.检验员操作时必须戴手指套防护,严禁检验时在LCD表面留有手指印。
2.检验员在检LCD时,一定要做好防静电要求,戴好手指套和防静电环。
.
更改原因
更改内容
修订
日期
批准
日期
拟制
审核
批准
3. MIN(次要缺陷):不影响产品的使用性能的轻微外观不良的缺陷。如黑、白点,凹、凸点,轻微划伤,表面脏污,保护膜难撕等不良现象。
四、抽样方案:
1.根据MIL-STD-105E II抽样检验标准从不同的包装箱(包)内随机抽取来料
2. AQL取值(抽样有特殊规定的除外):
CRI(致命缺陷)=0;MAJ(主要缺陷)=0.4;MIN(次要缺陷)=1.0。
1.2物料的包装:要求箱内、外无异物、水、灰尘,包装无破裂.
1.3 LCD:玻璃无破裂现象,偏光片上无脏污、异物、气泡、划伤、凹凸点等现象,保护膜上均有凸出部分以方
更改原因
更改内容
修订
日期
批准
日期
拟制
审核
批准
IQC部品检验作业指导书
LCM
版本
A2
生效日期
06.11.19
便撕取。
1.4FPC金手指或连接器:金手指无断、划痕迹、翘起等不良;连接器焊接无连锡现象,连接器端子内部无脏污异物;FPC上无明显折痕、破裂,FPC上标识是否正确,且LOT号必须确认为可用批次。
3.检验抽样方案转换原则(针对同一条件:连续5批中有2批(包括检验不到5批已发现2批)检验不合格。
3.2加严检查转正常检查的条件:连续5批合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
Sub Bright Pixel (SBP)
(碎亮点)
F/M in Pol
4
(偏光膜内异物)
Waste Elimination by All Employees !
5 / 12
挑战 883!
不良现象介绍以及检测方法
在全黑画面下发光的点,用放大镜看是 满像素格常亮的 判定标准:按照IIS判定(ZBD和NON-ZBD)
不良现象
挑战 883!
不良现象介绍以及检测方法
屏幕上下半边或左右半边暗,一般是灯 管不良引起 判定标准:参考样板
开机后瞬间背光灭或 闪烁后灭或点亮持续 一段时间灭
开机后瞬间背光灭或闪烁后灭或点亮持 续一段时间灭
判定标准:复测还是不亮判NG
白场模式下屏上有黑点,有的轻拍后可 移动,一般是背光与CELL之间的义务 引起
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
1
water mura
(水渍mura)
2
Mura
3
cloud mura (云状mura/白斑)
ripple mura (水波纹)
不良现象
挑战 883!
不良现象介绍以及检测方法
在灰阶(127gray)画面下屏上有像水一样 mura,一般是长时间使用后出现 判定标准:不可见为合格 (LPL)
8 / 12
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
5
开关机noise
不良现象
6
Cross talk
Function 功能
7
Vertical Line Defect (V-L/D)(竖亮线)
Horizon Line Defect
8
(H-L/D)(水平亮线)
Waste Elimination by All Employees !
任何画面可见。 判定标准:不可见为合格
12
White Screen
(白屏)
Waste Elimination by All Employees !
10 / 12
插信号无输出,一般是LVDS接口或PCB 不良造成
判定标准:不可见为合格
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
13
Black Screen (B/L On)
屏幕划伤,铁框变形,PCB 破损等
判定标准:屏组装前发现不良判厂家来 料不良,组装后发现判作业不良.
8
Waste Elimination by All Employees !
6 / 12
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
1
Greenish
(闪绿)
不良现象
2
Function 功能
3
stamp mura (图章型mura)
Vertical mura (竖型mura)
Point mura
4
(点状mura)
Waste Elimination by All Employees !
不良现象
1 / 12
挑战 883!
不良现象介绍以及检测方法
在全黑画面下,用无尘布左右横向擦拭或轻 拍过后出现白色斑块,且不消失或消失时间 较长(2~3秒). 判定标准:轻拍后消失,正视角不可见为合格. 新开发的屏以不可见为合格要求
不良名
NO 大分类
小分类
5
Scratch in Pol
(内划伤)
不良现象
挑战 883!
不良现象介绍以及检测方法
在全黑画面下可发现彩色发光点,颜色 随视觉角度变化而变化. 判定标准:点状按照SBP点判定标准判 定,线型按照pol内异物标准判定.
6
Cosmetic 表面
7
Other Mechanical Defect (其他不良)
3
Light Leakage (屏下部漏光)
Light Leakage (屏上下边缘漏光)
Light Leakage
4
(屏左右侧边漏光)
Waste Elimination by All Employees !
7 / 12
挑战 883!
不良现象介绍以及检测方法
从全白画面切换到全黑画面瞬间屏会有绿色 色块慢慢消失,时间在2秒左右,产线发现。 判定标准:如有发现需按照客户签核标准判 定
.
判断标准:按照检验规范
4 / 12
白场模式下从侧面看有光从屏与铁框架 缝隙中露出,老化30分钟后
判断标准:45度左右偏视角不可见为 OK
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
1
Bright Dot defect
(亮点不良)
不良现象
Dark Dot defect
2
(暗点不良)
Cosmetic 表面
全白画面下从屏上下偏视角检查,在调整 对比度(正常65~85)时有无明显的屏闪 判定标准:上下30度偏视角有较为明显的 NG。(AUO V-com调整不良)
在全白画面下像素格不发光或者发光亮 度比较暗。 判定标准:按照IIS判定
在全黑画面下可发现发光细小彩色点, 每个点发光面积小于1/2sub-pixel(一 般由CELL内部异物引起) 判定标准:按照客户签核标准
在全黑画面下可发现细小线型发光体 判定标准:按照IIS判定
LCD 不良现象介绍及检查方法
9 / 12
挑战 883!
不良现象介绍以及检测方法
开机瞬间在屏背光点亮之前有彩色的亮线出 现,宽度,数量不一。关机有同样的横向亮 线出现。 判定标准:只要瞬间消失视为OK,厂家分析 为信号时序先后的问题。
在“五方格”画面模式下左右上下角度观察 在黑场格会有白色“拖影现象 判定标准:没有定义以不可见为合格标准, 有定义的按照客户要求判定
在低灰阶(64gray)模式下上视角可见有块状 黑影. 判定标准:64gray模式下正常视角(上下 左右+/-20°)内不可见,有限度样本的可参照.
在低灰阶(64gray)模式下上视角可见有柱状 黑影. 判定标准:64gray模式下正常视角(上下 左右+/-20°)内不可见,有限度样本的可参照.
在低灰阶(64gray)模式下上视角可见有点状 黑影. 判定标准:64gray模式下正常视角(上下 左右+/-20°)内不可见,有限度样本或者ND膜 遮挡的可参照.
挑战 883!
LCD常见不良检查条件判定标准介绍
Contents
1
Mura
2
B/L
3
Cosmetic
4
Function
Waste Elimination by All Employees !
0 / 12
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
1
Touch mura
(轻拍mura)
2
Mura 斑块
在正常画面下屏上有白色mura,一般是长时 间使用后出现 判定标准:不可见为合格。(HSD,LPL)
在正常画面下屏上有水波纹一样,俯视更为 明显 判定标准:不可见为合格。(CPT)
Dark spot
4
(暗斑)
Waste Elimination by All Employees !
2 / 12
不良原因是M/D 背光模组组装过程中异物遗 漏导致 判定标准:不可见为合格。(LPL TV)
黑屏(通电状态)
不良现象
挑战 883!
不良现象介绍以及检测方法
插信号无输出,背光亮 判定标准:不可见为合格
14
Function
15
)
L/C Leakage (漏液)
16
Flicker(闪烁)
Waste Elimination by All Employees !
11 / 12
屏幕上有黑色线状不良,一般是长时间使 用后会出项 判定标准:屏幕无破损的为屏本身不良
4
Waste Elimination by All Employees !
3 / 12
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
1
Low luminance
(亮度低)
2
B/L
3
B/L Off (背光不亮)
B/L F/M (背光异物)
Light leakage
4
漏光
Waste Elimination by All Employees !
任何画面可见。 判定标准:不可见为合格
任何画面可见。 判定标准:不可见为合格
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
9
Vertical Block
(竖块状)
10
Function
11
Horizon Block (水平块状)
不良现象
挑战 883!
不良现象介绍以及检测方法
任何画面可见。 判定标准:不可见为合格
白场模式下屏底部出现比其他区域更亮的带 状漏光,长度不一,宽度5mm左右。 判定标准:不可见为合格
全黑画面点亮10分钟后正常照度下屏上下 会有弧形的漏光现象,轻微的属正常现象。 判定标准:参照限度样本,
全黑画面点亮10分钟后正常照度下屏左右 会有漏光现象。 判定标准:参照限度样本,无样本的以不 可见为合格
LCD 不良现象介绍及检查方法
不良名
NO 大分类
小分类
1
Dirty muraBiblioteka 2Mura3
Line mura
不良现象