数控车技能大赛实操样题
1 数控车工 实操样题 A4印刷
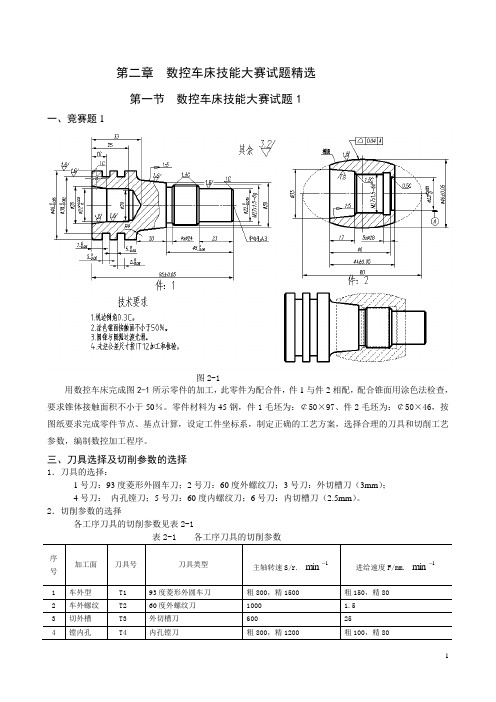
2020年河南省中等职业教育技能大赛现代制造技术类数控车加工技术赛项竞赛试题工作任务书(样题)(操作技能竞赛部分)一、选手须知(一)竞赛内容参赛选手在不间断的个小时,以现场操作的方式,完成以下竞赛任务:任务1.完成独立赛件加工:根据任务书利用现场提供的数控车床、CAD/CAM 软件和毛坯等,按图纸要求完成赛件加工,同时对选手职业素养(工具、量具、刃具摆放;安全防护;现场安全、文明生产和操作规范)进行评分。
任务2.完成小批量赛件加工:根据任务书利用现场提供的数控车床、CAD/CAM软件和毛坯(四件)等,按图纸要求加工完成小批量赛件3件,第4件毛坯选手可根据自己加工情况选择性使用(不配分)。
注:最后由选手选择3件上交测量评分,第4件(或毛坏)上交但不测量。
(二)安全文明参赛要求1.参赛选手应严格遵守竞赛规则和竞赛纪律,服从裁判员和竞赛工作人员的统一指挥安排,自觉维护赛场秩序,不得因申诉或对处理意见不服而停止比赛,否则以弃权处理。
2.参赛选手在比赛过程中,必须穿工作服、防砸防刺穿劳保工作鞋,佩戴护目镜,女选手要求带工作帽,且长发不得外露。
3.竞赛现场提供数控车床、计算机及CAD/CAM软件、竞赛毛坯、相关技术资料等,选手不得自带任何纸质资料、存储工具及通讯工具,如出现较严重的违规、违纪、舞弊等现象,经裁判组裁定取消比赛成绩;选手离开比赛场地时,不得将草稿纸等与比赛相关的纸质物品带离比赛现场。
4.比赛过程中,选手若需休息、饮水或去洗手间,一律计算在比赛时间内,食品和饮水由赛场统一提供。
5.参赛选手必须将全部数据文件存储至计算机指定盘符下,不按要求存储数据,导致数据丢失者,责任自负。
6.当裁判长宣布比赛开始后才可切削操作;比赛距结束前15分钟裁判长对选手作出提示,裁判长宣布比赛结束后,选手应立即按下机床“进给保持”键,离开机床至指定位置,然后选手在现场裁判员的监督下停止机床运转并卸下工件,3分钟之内必须把赛件、工作任务书上交至收件区收件裁判员处。
数控车床实操技能比赛中级
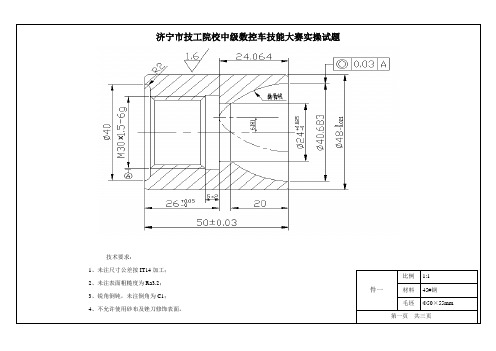
济宁市技工院校中级数控车技能大赛实操试题技术要求:1、未注尺寸公差按IT14加工;2、未注表面粗糙度为Ra3.2;3、锐角倒钝,未注倒角为C1;4、不允许使用砂布及锉刀修饰表面。
件一比例1:1材料45#钢毛坯Φ50×55mm 第一页共三页济宁市技工院校中级数控车技能大赛实操试题(A卷)技术要求:1、未注尺寸公差按IT14加工;2、未注表面粗糙度为Ra3.2;3、锐角倒钝,未注倒角为C1;4、不允许使用砂布及锉刀修饰表面。
件二比例1:1材料45#钢毛坯Φ50×105mm 第二页共三页济宁市技工院校中级数控车技能大赛实操试题配合图比例1:1材料45#钢毛坯第三页共三页评分标准考件编号: 姓名: 准考证号:单位:试题编号操作时间360min 总分序号项目考核内容及要求配分评分标准检测结果扣分得分备注1件一外圆Φ480-0.021IT 3 超0.01mm扣1分,2 Ra 0.5 降级不得分3内孔Φ24+00.025IT 3 超0.01mm扣1分,4 Ra 0.5 降级不得分5Φ40IT 1 超0.02mm扣1分,Ra 0.5 降级不得分6长度50±0.03 IT 3 超0.02mm扣1分,7 26+00.05IT 3 超0.02mm扣1分,8 20 IT 1 超差不得分9 圆弧R2IT 0.5 样板检测,不符不得分10 Ra 0.5 降级不得分11抛物线IT 8 样板检测,不符不得分12 Ra 1 降级不得分13螺纹M30×1.5IT 5 螺纹环规检测,不合格不得分14 Ra 1 降级不得分15 槽5×2 IT 1 超差不得分16 倒角4处 2 漏倒或超差不得分17件二外圆Φ480-0.021IT 3 超0.01mm扣1分,18 Ra 0.5 降级不得分19Φ400-0.021IT 3 超0.01mm扣1分,20 Ra 0.5 降级不得分21Φ240-0.021IT 3 超0.01mm扣1分,22 Ra 0.5 降级不得分23Φ240-0.021IT 3 超0.01mm扣1分,24 Ra 0.5 降级不得分25Φ160-0.05IT 3 超0.01mm扣1分,26 Ra 0.5 降级不得分27 Φ41.308IT 1 超差不得分28 103±0.05 IT 3 超0.02mm扣1分,29长度27±0.03 IT 3 超0.02mm扣1分,30 15±0.1 IT 3 超差不得分31 10 IT 1 超差不得分32 4 IT 1 超差不得分33 8 IT 1 超差不得分34 3 IT 1 超差不得分35 抛物线IT 8 样板检测,不符不得分36 Ra 1 降级不得分37 圆弧R10IT 2 样板检测,不符不得分38 Ra 1 降级不得分39 螺纹M30×1.5IT 5 螺纹环规检测,不合格不得分40 Ra 1 降级不得分41 槽5×2 IT 1 超差不得分42 倒角6处 3 漏倒或超差不得分43配合129±0.05 IT 4超0.01mm扣1分,超0.03mm不得分44 3±0.03 IT 4 超0.01mm扣1分,超0.03mm不得分45 13±0.05 IT 4 超0.01mm扣1分,超0.03mm不得分46 安全文明生产1、遵守机床安全操作规程2、刀具、工具、量具放置规范,设备保养、场地清洁酌情扣1~5分47工艺合理1、工件定位、加紧及刀具选择合理2、工顺序及刀具轨迹路线合理酌情扣1~5分48程序编制1、指令正确,程序完整2、数值计算正确、程序编写表现出一定的技巧,简化计算及加工程序3、刀具补偿功能运用正确、合理,切削参数、坐标系选择正确、合理酌情扣1~5分49其他项目发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操竞赛资格记录员监考人检验员济宁市技工院校中级数控车技能大赛准备通知单一、考场准备1、毛坯材料:45#棒料Ф50×55mm Ф50×105mm2、设备及附具。
数控车床实操试题(D卷)
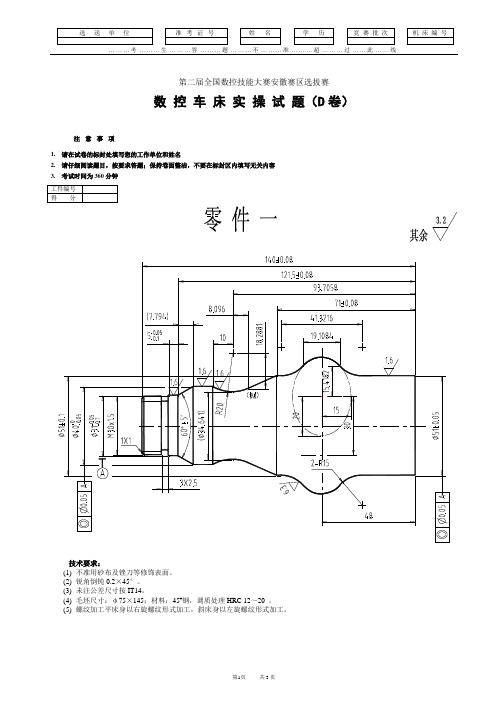
第二届全国数控技能大赛安徽赛区选拔赛
数控车床实操试题(D卷)
注意事项
1.请在试卷的标封处填写您的工作单位和姓名
2.请仔细阅读题目,按要求答题;保持卷面整洁,不要在标封区内填写无关内容
3.考试时间为360分钟
技术要求:
(1)不准用砂布及锉刀等修饰表面。
(2)锐角倒钝0.2×45°。
(3)未注公差尺寸按IT14。
(4)毛坯尺寸:φ75×145;材料:45#钢,调质处理HRC 12~20 。
(5)螺纹加工平床身以右旋螺纹形式加工,斜床身以左旋螺纹形式加工。
第二届全国数控技能大赛安徽赛区选拔赛
数控车床实操试题(D卷)
技术要求:
(1)不准用砂布及锉刀等修饰表面。
(2)锐角倒钝0.2×45°。
(3)未注公差尺寸按IT14。
(4)毛坯尺寸:φ75×85;材料:45#钢,调质处理HRC 12~20 。
(5)螺纹加工平床身以右旋螺纹形式加工,斜床身以左旋螺纹形式加工。
第二届全国数控技能大赛安徽赛区选拔赛
数控车床实操评分标准(D卷)。
数控车技能实操试题
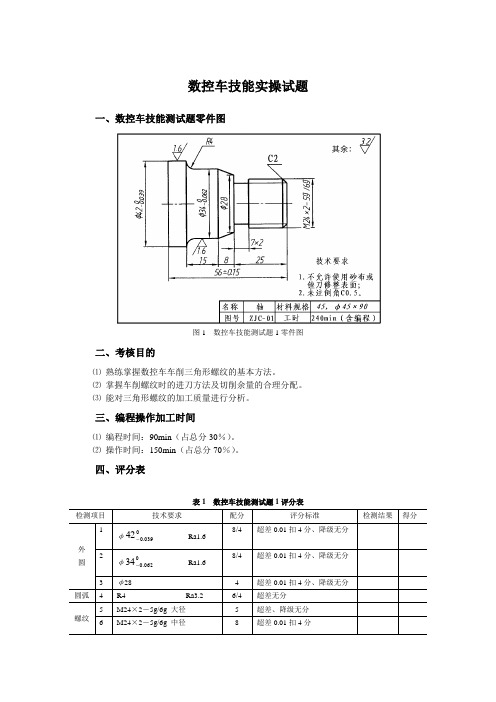
一、数控车技能测试题零件图
图1数控车技能测试题1零件图
二、考核目的
⑴熟练掌握数控车车削三角形螺纹的基本方法。
⑵掌握车削螺纹时的进刀方法及切削余量的合理分配。
⑶能对三角形螺纹的加工质量进行分析。
三、编程操作加工时间
⑴编程时间:90min(占总分30%)。
⑵操作时间:150min(占总分70%)。
0~150mm
1
4
螺纹千分尺
0~25mm
1
5
半径规
R1~R6.5
1
6
刀具
端面车刀
1
7
外圆车刀
2
8
螺纹车刀60°
1
9
切断车刀
1
宽4~5mm,长23mm
10
其它辅具
1.垫刀片若干、油石等
11
2.铜皮(厚0.2mm,宽25mm×长60mm)
12
3.其它车工常用辅具
13
材料
45钢φ45×90一段
14
数控车床
6
M24×2-5g/6g中径
8
超差0.01扣4分
7
M24×2-5g/6g两侧Ra3.2
8
降级无分
8
M24×2-5g/6g牙形角
5
不符无分
沟槽
9
7×2两侧Ra3.2
6/4
超差、降级无分
长度
10
56±0.15两侧Ra3.2
5/2
超差、降级无分
11
25
5
超差无分
12
15
5
超差无分
13
8
5
超差无分
倒角
14
C2
第三届全国数控技能大赛学生组数控车实操试题

盘7
装
配
在
一
起,
要
求
保
证
装
配
间
隙
6
.
1Байду номын сангаас
8
5+- 00 .. 00
4 8
,
并
保
证
法
兰
盘
7
的
端
面
跳
动
要
求;
4、按照装配图的要求,将轴套1反装在装配图的右端,保证装配间隙尺寸5.246±0.05,要求四周距离均匀,并保证
轴套1的端面跳动精度。
5、为保证轴套1与锥轴4两圆弧面与φ12钢球的接触,可修调节轴2的定位端面。
7 CA0205
法兰盘
1 45钢
6 CA0204
本体
1 45钢
5
φ4钢球
两圈
提供
4 CA0203
锥轴
1 45钢
1
3 2 CA0202 1 CA0201
序号 代号
φ12钢球 调节轴 轴套
名称
一圈 1 45钢 1 45钢
数量 材料
提供
单件 总计 重量
备注
学生组 第三届全国数控技能大赛
标记 处数 分 区 更改文件号 签 名 年、月、日
1
2
-
0 0
.
0
43
1.6
4
0
+0. 0
4
3
+0.0 0
+0.0 0
8
C1
1.6 (5.2)
4 4
3
4 5 °1 . 6
6
0
5
.
6
5
创业杯数控竞赛实操样题
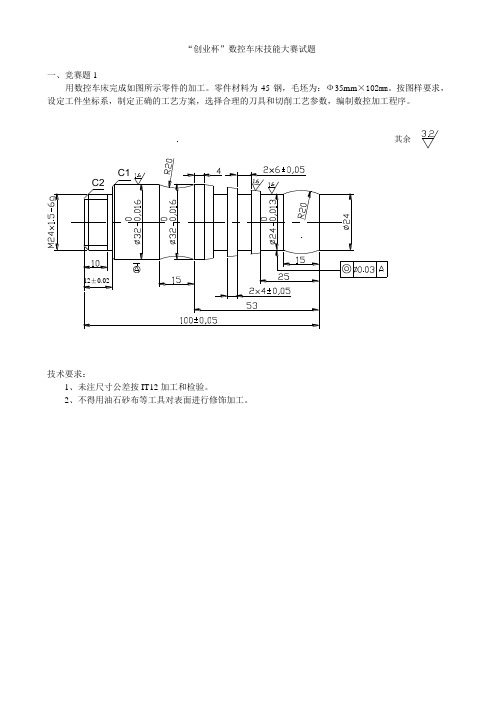
“创业杯”数控车床技能大赛试题一、竞赛题1用数控车床完成如图所示零件的加工。
零件材料为45钢,毛坯为:Ф35mm×102mm。
按图样要求,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
其余技术要求:1、未注尺寸公差按IT12加工和检验。
2、不得用油石砂布等工具对表面进行修饰加工。
二、评分标准三、刀具准备1、外圆粗车刀1把2、外圆精车刀1把3、60º外螺纹刀1把4、外切槽刀1把(4mm)四、检测量具准备1、150mm游标卡尺1把2、0~25mm外径千分尺1把3、25~50mm外径千分尺1把4、深度千分尺1把5、百分表1只6、磁性表座1套7、M24×1.5-6g螺纹环规1把8、分度头1只9、150mm钢直尺1把10、5~25mm内径千分尺1把“创业杯”数控车床技能大赛试题竞赛题2用数控车床完成如图所示零件的加工,零件材料为45钢,毛坯为:Ф60m m×122mm。
按图样要求设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
技术要求1、未注倒角C2。
2、未注尺寸公差按IT12加工和检验。
3、不得用油石砂布等工具对表面进行修饰加工。
三、刀具准备1、外圆粗车刀1把2、外圆精车刀1把3、60º外螺纹刀1把4、外切槽刀1把(4mm)5、外圆弧车刀1把6、内孔镗刀1把7、内切槽刀1把8、Ф20mm钻头1把9、中心钻1只四、量具准备1、150mm游标卡尺1把2、25~50mm外径千分尺1把3、50~75mm外径千分尺1把4、25~50mm内径千分尺1把5、深度千分尺1把6、M32×2-6g螺纹环规1把7、百分表1只8、磁性表座1套9、分度头1只10、150mm钢直尺1把“创业杯”数控车床技能大赛试题竞赛题3用数控车床完成如图所示零件的加工。
此零件为配合件,件1与件2相配,零件材料为45钢,件1毛坯为:Ф50m m ×62mm ,件2毛坯为:Ф50m m ×100mm ,按图样要求设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
数控车床实操技能比赛中级
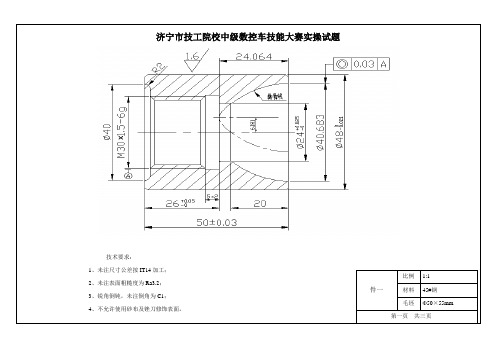
济宁市技工院校中级数控车技能大赛实操试题
技术要求:
1、未注尺寸公差按IT14加工;
2、未注表面粗糙度为Ra3.2;
3、锐角倒钝,未注倒角为C1;
4、不允许使用砂布及锉刀修饰表面。
件一
比例1:1
材料45#钢
毛坯Φ50×55mm 第一页共三页
济宁市技工院校中级数控车技能大赛实操试题(A卷)
技术要求:
1、未注尺寸公差按IT14加工;
2、未注表面粗糙度为Ra3.2;
3、锐角倒钝,未注倒角为C1;
4、不允许使用砂布及锉刀修饰表面。
件二
比例1:1
材料45#钢
毛坯Φ50×105mm 第二页共三页
济宁市技工院校中级数控车技能大赛实操试题
配合图
比例1:1
材料45#钢
毛坯
第三页共三页
评分标准
考件编号: 姓名: 准考证号:单位:
济宁市技工院校中级数控车技能大赛
准备通知单
一、考场准备
1、毛坯材料:45#棒料Ф50×55mm Ф50×105mm
2、设备及附具。
3、考试试间:180分钟
二、工具准备。
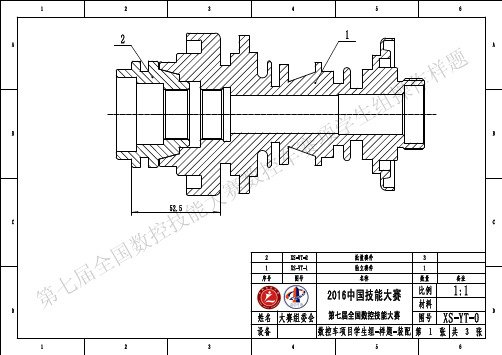
第七届数控技能大赛 数控车工学生组实操样题
4mm 端面槽刀
CFIR2525M04L100070
11
刀片
LCMR160404-0400-FT,CP500
12 3mm 端面槽刀及刀 FR2525M-V21
片
V21-COR1303L060043
LCMR130304-0300-FT,CP500
13 3mm 内沟槽刀
A20R-CGFR1303
LCMR130304-0300-FT,CP500
山高
加工直径 70-100,切
深 12mm 。 原 要 求 1 3mm,建议改为 4mm, 山高
这样的话和车削中心
的端面槽刀通用
1 4mm 切槽刀片,通用 山高
加工直径 43-60,加工
1 槽深 18;mm 以下。建 山高
议采用第 11 项。
可切槽宽≥3mm, 1
山高
最小镗孔直径 20mm 1 为保安全,建议孔直 山高
14 内 孔 刀 杆 , 深 度 A16Q-SCLCR09
60mm
CCMT09T304-F1,TP2501
1 3mm 切槽刀片,通用 山高
1 切深 20mm
山高
1 4mm 切槽刀片,通用 山高
1
刀体同第 7 项相同的 刀体
山高
1 R1.5 球头刀片
山高
1
刀体同第 8 项相同的 山高 刀体
1 R2 球头刀片
第七届全国数控技能大赛数控车赛项学生组操作样题
第七届全国数控技能大赛数控车赛项学生组操作样题
第七届全国数控技能大赛数控车赛项学生组操作样题
第七届全国数控技能大赛数控车赛项学生组操作样题
第七届全国数控技能大赛数控车赛项学生组操作样题
第七届全国数控技能大赛数控车赛项学生组物品发放一览表
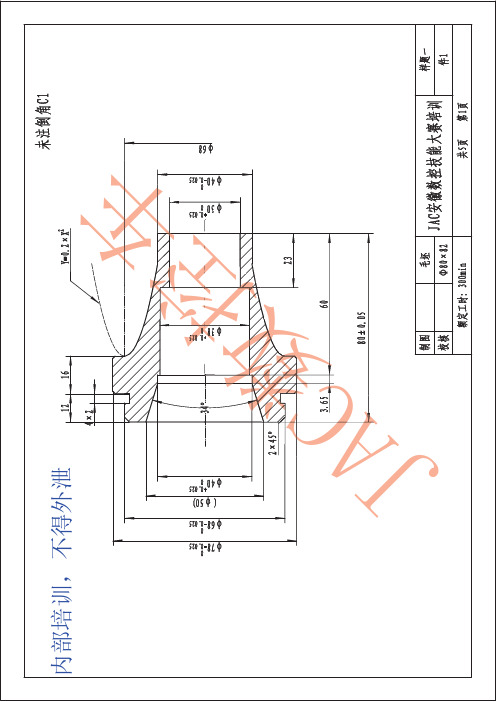
数控车技能大赛实操样题
3
φ44
Ra1.6
4
每超差0.01扣2分
4
φ46
Ra1.6
2
超差不得分
5
φ33.61
Ra1.6
4
每超差0.01扣2分
槽
6
6X4,4X1.5
Ra3.2
2ቤተ መጻሕፍቲ ባይዱ
超差不得分
偏心
7
φ42
Ra1.6
3
超差不得分
8
2
4
每超差0.01扣2分
9
R5
Ra1.6
1
超差不得分
螺纹
10
φ36
0.5
超差不得分
11
φ33
Ra1.6
不合理每次扣2分
40
加工准备与机床清理
不符合要求每次扣2分
缺陷
41
工件缺陷、尺寸误差0.5mm以上、外形与图纸不符
扣2~10分/每次
文明生产
42
人身、机床、刀具安全
扣5~20分/每次
评分人:年月日核分人:年月日
数控加工工序(工步)卡片
零件图号
零件名称
材料
使用设备
工步号
工步内容
刀具号
刀具名称
刀具规格
主轴转速
8
每超差0.01扣2分
12
φ29
0.5
超差不得分
13
M30X1.5(通规进,止规不进)
Ra1.6
4
止规不进不得分
内孔
14
φ34
Ra1.6
4
超差不得分
长度
15
13
1
超差不得分
16
34
1
数控技能大赛数控车样题(标注尺寸)
J
A 车控数C 部培训,不得外泄
J
A 车控C 数部培训,不得外泄
J
车数控A C 部培训,不得外泄
J
A C 车控数部培训,不得外泄
J
车控A 数C 部培训,不得外泄
车J
A C 数控部培训,不得外泄
J
A C 控车数部培训,不得外泄
J
C A 控数车部培训,不得外泄
J
控车A C 数部培训,不得外泄
A C 车J 数控部培训,不得外泄
车控C 数A J
部培训,不得外泄
A J
控车C 数部培训,不得外泄
J
车C 数控A 部培训,不得外泄
车J
A C 数控部培训,不得外泄
J
A 车C 控数部培训,不得外泄
车
控C J A 数部培训,不得外泄
J
A 数控车C 部培训,不得外泄
J
A 车控数C 部培训,不得外泄X 59.31Z 42.73X 67.89Z 56.31
内部培训,不得外泄
车
控
数
C
A
J
J 车控数A C 部培训,不得外泄
J
A 控车C 数部培训,不得外泄
车A
C 控数部培训,不得外泄
J
A C 数控车部培训,不得外泄
J
A C 车控数部培训,不得外泄
A J
车控C 数部培训,不得外泄
控C 数车J A 部培训,不得外泄。
第五届河北省数控技能大赛实际操作试题
φ60 - 0 .1
φ36
0
φ60
0
(
)
比例 1:1 材料 45钢 数量
1
零件2
图号
XS-2
PDF 文件使用 "pdfFactory Pro" 试用版本创建
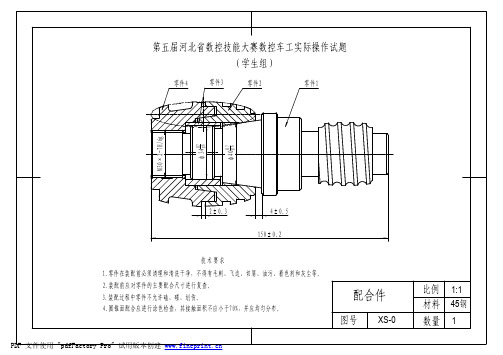
第五届河北省数控技能大赛数控车工实际操作试题 (学生组)
Ra1.6
φ40 -0 .0 2 5
-0 .0 0 9
45 - 0. 1
0
25 150±0.2
15 -0 . 1
0
11
34±0.1
10 - 0 .1
线性尺寸的极限 偏差数值 >3~6 ±0.1 >6~30 ±0.2 >30~120 ±0.3
技术要求 1.未注 公差尺寸按GB/T1804-m加工; 2.不准用 砂布、锉刀等修 饰表面; 3.未注倒角C1,锐 边倒钝; 4.偏心 部分不允许使用 偏心夹具; 5.圆弧面上圆弧 螺纹不允许使用R3的 成型刀。
xs236419038配做400025044908482816001065993椭圆长半轴33短半轴8841601037011201071153454520?01570?01槽600?01ra32ra1612556666椭圆处pdf文件使用pdffactorypro试用版本创建wwwfineprintcn第五届河北省数控技能大赛数控车工实际操作试题学生组比例材料数量1
φ34
+0 .0 2 5 0
22±0.1
1±0.02
技术要求 1.不准 用砂布、锉刀等 修饰表面; 2.未注倒 角C0.5,锐边倒钝; 3.偏心部分不允 许使用偏心夹具 ;
Ra3.2
(
)
比例 1:1 材料 45钢 数量
1.数控车工职工组实操样题
内孔刀体(孔深
70mm)
8
A20R-SCLCR09
CCMT09T304-F1,TP2501
最小镗直径25,建议
1山高使用第7项刀具
刀片CNMG120408-MF5,TP25011钢件,粗加工R0.8山高
刀片CNMG120404-MF1,CP5001钢件,精加工R0.4山高
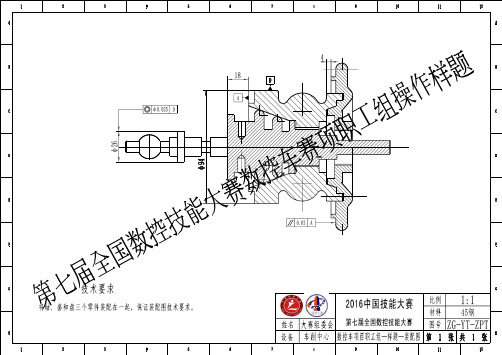
2016年中国技能大赛
——第七届全国数控技能大赛数控车赛项
20)
11V40-101
12V40-121
13V40-161
14镗刀套V40-201
15V40-251
16V40-321
共3件EVERMORE镗刀套E240x40
18钻头套V40-MTA11共3件
19V40-MTA21EVERMOE
20V40-MTA31镗刀套E2(40x40)
2套类零件毛坯(45钢)1现场发放
3轴类零件毛坯(45钢)1现场发放
(三)刀具清单
序提供名称型号数量备注
号厂家
80度外圆刀体DCLNL2525M12-M1左手刀体山高
1刀片CNMG120408-MF5,TP25011钢件,粗加工R0.8山高刀片CNMG120404-MF1,CP5001钢件,精加工R0.4山高
注:
1.职工组车削中心动力头由宝鸡机床集团有限公司提供。
2.比赛结束后所有图纸、草稿纸以及零件均需上交,包括未完成加工的工件和毛坯。大赛提供的刀具、工具均留在原工位上,给下一场的选手使用。
3.比赛所用到的所有量具和工具参考赛项规程。不允许携带毛坯、自制工装夹具和非大赛提供的U盘。
FR2525M-V21
V21-COR1303L060043
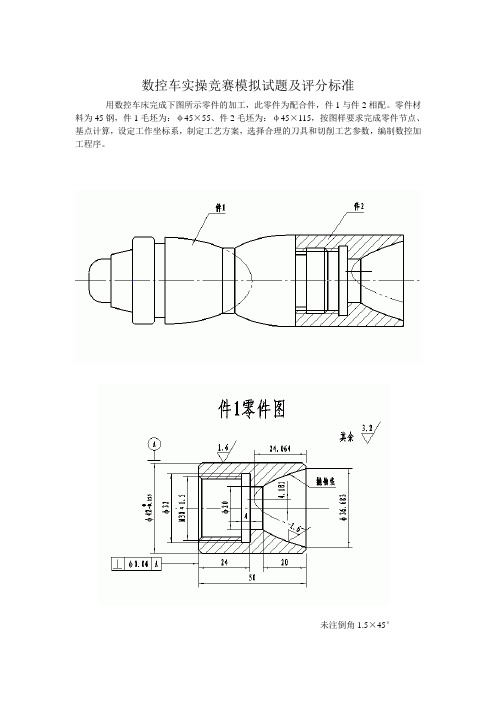
数控车实操竞赛模拟试题及评分标准
工种
数控车床
图号
GDSKCJS303
单位
总得分
竞赛批次
机床编号
姓名
学历
序号
考核项目
考核内容及要求
配分
评分标准
检测结果
扣分
得分
备注
1
件1
外圆
IT
6
超差0.01扣2分
2
Ra
3
降一级扣2分
3
内孔
IT
3
超差0.01扣1分
4
Ra
3
降一级扣1分
5
内槽
IT
2
超差0.01扣1分
6
Ra
1
降一级扣1分
7
倒角
3处
数控车实操竞赛模拟试题及评分标准
用数控车床完成下图所示零件的加工,此零件为配合件,件1与件2相配。零件材料为45钢,件1毛坯为:φ45×55、件2毛坯为:φ45×115,按图样要求完成零件节点、基点计算,设定工作坐标系,制定工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
未注倒角1.5×45°
3
错、漏1处扣1分
8
抛物面
形状
6
超差0.01扣1分
8
Ra
3
降一级扣1分
10
形位公差
垂直度
4
降一级扣1分
11
件2
外圆
IT
6
超差0.01扣2分
12
Ra
3
降一级扣2分
13
圆锥
形状
4
不合格不得分
14
Ra
2
降一级扣2分
15
圆弧面
R40
IT
数控车床技能大赛试题精选(精简版)
(12)用G71循环粗加工件2左端内腔,用G70循环精加工件2左端内腔。
(13)切4×¢25内槽。
(14)用G76螺纹复合循环加工M24×1.5内螺纹。
参考程序:
第三节数控车床技能大赛试题3
一、竞赛题3
图2-3
用数控车床完成图2-3所示零件的加工。零件材料为45钢,毛坯为件1:¢50×100、件2:¢50×80,按图纸要求完成零件节点、基点计算,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
四、参考程序
1.SIEMENS-802S系统参考程序
工艺路线:
(1)用LCYC95粗加工件2左端,
用调用子程序精加工件2左端,留¢25×30工艺搭子。
(2)调头夹¢25×30工艺搭子,粗加工右端椭圆,留双边1mm余量。
(3)手工切断,保证长度52。
(4)用LCYC95粗加工件1左端,用调用子程序精加工1左端。
(11)将件2旋入件1,粗、精加工件2外型。
参考程序:
第二节数控车床技能大赛试题2
一、竞赛题2
图2-2
用数控车床完成图2-2所示零件的加工。此零件为配合件,件1与件2相配,零件材料为45钢,零件材料为45钢,件1毛坯为:¢50×80、件2毛坯为:¢50×100,按图纸要求完成零件节点、基点计算,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
(3)手工切断,保证长度52。
(4)用G71粗加工件1左端,精加工1左端。
(5)切40度槽及椭圆左端槽。
(6)调头夹¢36×28,用G71粗加工加工件1右端内孔,精加工件1右端内孔。
(7)切4×¢31槽。
全国数控技能大赛实操试题
全国数控技能大赛实操试题一、简答题1. 简述数控机床的操作流程。
2. 描述一下你对数控编程的理解。
二、实操操作题本次实操操作题目为数控铣削加工,需要加工一个圆形零件,要求如下:1. 材料为45号钢,直径为20mm,厚度为5mm。
2. 操作环境为FANUC Oi Mate-TC系统,铣削刀具为4mm的立铣刀。
3. 零件表面需要加工出螺纹,螺纹深度为2mm。
4. 加工完成后需要检测零件尺寸,确保其符合要求。
操作步骤:1. 打开数控机床,检查电源、气压、冷却液等是否正常。
2. 将45号钢材料放入工作台上,装夹固定好。
3. 根据图纸要求确定加工路径和参数,输入到数控系统中。
4. 开始运行程序,观察工件加工过程中的情况,调整参数和加工路径,保证加工质量。
5. 完成加工后,取出工件,检测其尺寸和表面质量。
6. 如果工件不符合要求,则根据检测结果调整参数和加工路径,重新加工。
7. 重复以上步骤,直到工件符合要求为止。
注意事项:1. 操作过程中要保持安全,避免发生意外事故。
2. 加工过程中要密切关注刀具磨损情况,及时更换刀具或调整切削参数。
3. 加工完成后要清理工作台和周边环境,保持整洁。
4. 在进行实操操作时,请严格按照操作规程进行,确保自身和他人的安全。
三、分析题1. 请分析数控机床加工中常见的故障原因及解决方法。
2. 描述一下数控机床与普通机床在操作过程中的区别。
3. 在实际工作中,如何根据图纸要求选择合适的数控机床和刀具?答案:一、简答题:1. 数控机床的操作流程主要包括开机、设置工件坐标系、装夹工件、输入加工程序、启动程序、观察加工过程、调整参数和刀具、完成加工、关机等步骤。
在操作过程中,需要注意安全问题,避免发生意外事故。
2. 数控编程是一种利用计算机技术对数控机床进行控制的过程,通过编写程序来控制机床的运动轨迹和切削参数,以达到加工出符合要求零件的目的。
我对数控编程的理解是,它是一种高效、精确的加工方法,需要结合零件图纸、工艺方案、刀具选择、切削参数等因素综合考虑,才能获得最佳的加工效果。
第四届全国数控大赛预赛实操试题-数控车工高级组操作技能-B
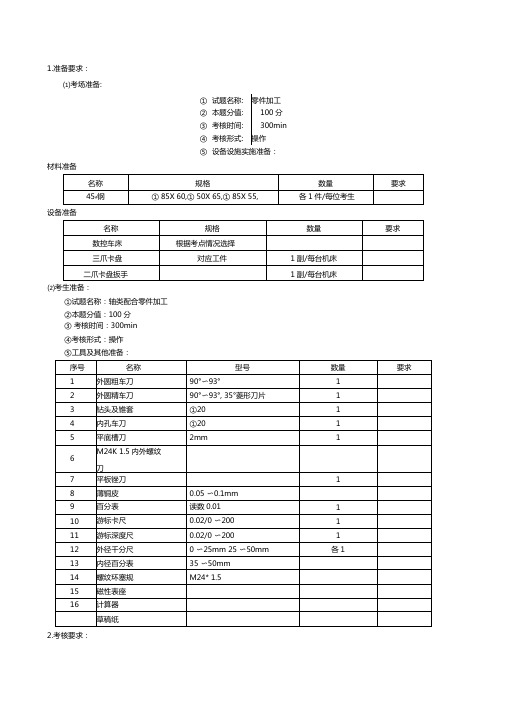
1.准备要求:
⑴考场准备:
①试题名称: 零件加工
②本题分值: 100分
③考核时间: 300min
④考核形式: 操作
⑤设备设施实施准备:材料准备
设备准备
2.考核要求:
⑴本题分值:100分
⑵ 考核时间: 300min
⑶ 考核形式:操作
⑷ 具体考核要求:根据零件图纸完成加工
⑸ 否定项说明:
① 出现危及考生或他人安全的状况将中止考试,如果原因是考生操作失误所致,考生该题成绩记零分。
② 因考生操作失误所致,导致设备故障且当场无法排除将中止考试,考生该题成绩记零分。
因刀具、工具损坏而无法继续应中止考试。
4 件二FE
未注倒曲G1
未注公差有配合要玖的自定,基余按IT14
加工.
三个*件应能按图配合.件二不86 荊向移动,并符合图标尺寸要玖
操作技能考核总成绩表
现场操作规范评分表
工件质量评分表
评分人:年月日核分人:年月日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车实操考核试卷
考件编号:
注意事项
一、请考生仔细阅读试题的具体考核要求,并按要求完成操作;
二、操作技能考核时要遵守考场纪律,服从考场管理人员指挥,以保证考核安全顺利进行。
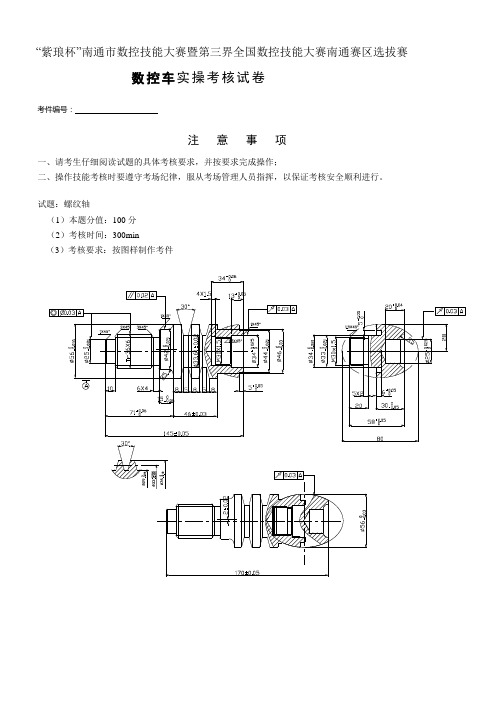
试题:螺纹轴
(1)本题分值:100分
(2)考核时间:300min
31
5X2
1
超差不得分
长度
32
30
1
超差不得分
33
58
1
超差不得分
34
倒角,未注公差(IT12)
2
超差不得分
配合
35
170
6
每超差0.01扣2分
36
同轴度,跳动,平行度
6
每超差一级扣2分
机床
操作
37
装夹、换刀操作熟练
5
不规范每次扣2分
38
机床面板操作正确
误操作每次扣2分
39
进给倍率与主轴转速设定合理
不合理每次扣2分
40
加工准备与机床清理
不符合要求每次扣2分
缺陷
41
工件缺陷、尺寸误差0.5mm以上、外形与图纸不符
扣2~10分/每次
文明生产
42
人身、机床、刀具安全
扣5~20分/每次
评分人:年月日核分人:年月日
数控加工工序(工步)卡片
零件图号
零件名称
材料
使用设备
工步号
工步内容
刀具号
刀具名称
刀具规格
主轴转速
(3)考核要求:按图样制作考件
“紫琅杯”南通市数控技能大赛暨第三界全国数控技能大赛南通赛区选拔赛
数控车实操考核试卷
考件编号:姓名:准考证号:单位:
试题:螺纹轴
时限
5h
开始时间
结束时间
总得分
考核项目
序号
鉴定内容
配分
评分标准
检测记录
扣分
工件
1
共53分
外圆
1
φ56
Ra1.6
3
超差不得分
2
φ25
Ra1.6
2
3
超差不得分
工件
2
共30分
外圆
23
φ56
Ra1.6
3
超差不得分
24
φ33
Ra1.6
2
超差不得分
螺纹
25
M30X1.5(通规进,止规不进)
Ra1.6
4
止规不进不得分
内孔
26
φ25
Ra1.6
4
超差不得分பைடு நூலகம்
27
R5
Ra1.6
1
超差不得分
端面槽
28
φ34
Ra1.6
4
超差不得分
29
5
4
超差不得分
30
6
3
超差不得分
8
每超差0.01扣2分
12
φ29
0.5
超差不得分
13
M30X1.5(通规进,止规不进)
Ra1.6
4
止规不进不得分
内孔
14
φ34
Ra1.6
4
超差不得分
长度
15
13
1
超差不得分
16
34
1
超差不得分
17
5
1
超差不得分
18
46
1
超差不得分
19
15
1
超差不得分
20
71
1
超差不得分
21
145
2
超差不得分
22
倒角,Ra1.6,未注公差(IT12)
超差不得分
3
φ44
Ra1.6
4
每超差0.01扣2分
4
φ46
Ra1.6
2
超差不得分
5
φ33.61
Ra1.6
4
每超差0.01扣2分
槽
6
6X4,4X1.5
Ra3.2
2
超差不得分
偏心
7
φ42
Ra1.6
3
超差不得分
8
2
4
每超差0.01扣2分
9
R5
Ra1.6
1
超差不得分
螺纹
10
φ36
0.5
超差不得分
11
φ33
Ra1.6
进给速度
刀具半径补偿号
刀具长度补偿号
备注
数控加工工序(工步)卡片
零件图号
零件名称
材料
使用设备
工步号
工步内容
刀具号
刀具名称
刀具规格
主轴转速
进给速度
刀具半径补偿号
刀具长度补偿号
备注