模具寿命统计表
国内外模具加工精度,生产周期,寿命对比

国内外各类模具加工精度、生产周期、模具寿命等对比情况表1模具制造精度项目国外国内1、塑料模型腔精度 0.005~0.01mm 0.02~0.05mmRa0.10~0.050μm(△11-△12) Ra0.20μm(△10)2、压铸模型腔精度 0.01~0.03mm 0.02~0.05mmRa0.20~0.10μm(△10-△11) Ra0.40μm(△9)3、冷冲模尺寸精度0.003~0.005mm 0.01~0.02mmRa0.20μm以下(△10以上) Ra01.60-0.80μm(△7-△8)4、锻模 0.02~0.03mm 0.05~0.10mmRa0.40μm以下(△9以上) Ra1.60μm(△7)5、级进模步距精度 0.0023~0.005mm 0.003~0.01mm表2模具生产周期项目国外国内1、中型压铸模1-2个月3-6个月2、中型塑料模1个月左右2-4个月3、高精度级进模 3-4个月4-5个月4、汽车覆盖件模 6-7个月12个月表3模具寿命项目国外国内1、压铸模:锌、锡压铸模100-300万次 20-30万次铝压铸模 100万次以上 20万次铜压铸模 10万次 5000-1万次黑色金属压铸模 0.8-2万次 1500次2、塑料模:非淬火钢模 10-60万次 10-30万次淬火钢模 160-300万次 50-100万次3、冷冲模:合金钢制模总寿命 500-1000万次 100-400万次硬质合金制冲模总寿命 2亿次 6000万次-1亿次500-1000万次/刃磨一次 100-300万次/刃磨一次4、锻模:普通锻模 2.5万次 0.8-1万次精锻模 1-1.5万次 0.3-0.8万次玻璃模:寿命 30-60万次 10-30万次资料来源:中国模协技术委员会。
模具使用寿命管理台账

模具使用寿命管理台账模具使用寿命管理台账2021年6月27日生产实际2021年度生产数量裁决作成检讨检讨星期六NO顾客处p/nameP/NOLINE/P2021年前生产数量 1月 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月TOTAL1 2 3 4 5 6 7 8 9北京日进北京日进北京万都哈尔滨万都哈尔滨万都北京日进哈尔滨万都哈尔滨万都北京日进CAP CAP RETAINER POPPET RETAINER WASHER CAP TPUT ROD RETAIN S.H.D WASHER CAP SEAT SPRING PA STRUT CAP CAP STRUT RETAINER BOOT DUST SHIELD CAP CAP CAP CAP KEY KEY KEY KEY RKT-GL/BOX UNDE BT02 DUST SHIELD DUST SHIELD 二次手动WASHER STOPPER SPRING RETAINER CLEVIS STOPPER STOPPER MT'G BRKT SEAT SPRING(PB) SEAT SPRING(PB) STOPPER STOPPER O/P LEVER O/P LEVER O/P LEVER O/P LEVER CLEVIS PLAT.PT DUST CAP DUST CAP 二次工程 FRAME BUCKLE PATH BRACKET CABLE BRKT CABLE BRACKET CABLE BRACKET DAPHRAME Retain CABLE KEKT CABLE KEKT D9 FRAME HOUSING HOUSING FRAME D1 HOUSING FRAME,A MIRROR REEL LOWER BRKET LH REEL LOWER BRKETRHA0033358-04 GP277-072-00/20211023 4BB5765 BB477-002-00Z3 BM-133-005-00GP277-020-00/092/019 BB491-008-00A3 BD588-001-00 354684-04 BM124-023-00 BD442-021-00 GP277-071-00 26129424-05 BD442-013-00 BD234-007-01/02C3 301102-011 92253277-04 54530-31600/5453621100 54534-2K000/51768B2000GP277-053-00 和072、023字头不一样80TON 1# 80TON 1# 80TON 1# 80TON 1# 80TON 1# 150 TON 80TON 2# 80TON 2#80TON 1# 110TON 1# 110TON 1# 110TON 1# 110TON 1# 110TON 1# 110TON 1# 110TON 1# 110TON 1# 110TON 1# 110TON 2# 110TON 2# 110TON 2# 110TON 2# 110TON 2# 110TON 2# 150TON 150TON 150TON 150TON 200 TON 200 TON 200 TON 200 TON 200 TON 250TON 1# 250TON 1# 250TON 1# 250TON 1# 250TON 1# 250TON 1# 350 TON 250TON 1# 250TON 1# 250TON 1# 250TON 1# 250TON 2# 300 TON 300 TON 300 TON 350 TON 350 TON 350 TON 350 TON 350 TON 350 TON 350 TON 400TON 1# 400TON 2# 400TON 2# 400TON 2# 400TON 2# 400TON 2# 350 TON 350 TON 350 TON 350 TON 350 TON 400TON 1# 400TON2#0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 010 哈尔滨万都 11 哈尔滨万都 12 13 北京日进北京日进14 哈尔滨万都 15 哈尔滨万都 16 17 18 19 20 沈阳万都北京日进北京日进北京日进北京日进21 哈尔滨万都 22 哈尔滨万都 23 24 25 26 27 28 29 30 31 北京万都北京万都北京星宇北京星宇天津日进天津日进北京万都北京日进印度BB492-009-00 BB492-006-00 BB492-010-00 BB492-007-00 84718-0U000 71591/92-08BAO DAF21063-DS DAF21063-DS CNSZ320-014-01 79392-1C000 BM125-022-00B2 BB467-001-00 CNSK324-004-01 SU324-004-01 79386/96-29000 3BM4479 BM125-036-00Z2 79392-37000A 79392-38000 BD336-070-00A2 BD336-060-00A2 BD336-050-00A3 BD336-002-00A3 BB467-001-00 BGJ560047C DOE31021-DC DOE31021-DC 0219-B3SPE1K PSLC01-0001 BD128-012-00 BD128-001-01 BD128-001-02 CNBB478-001-00 BD128-029-01A3BD128-029-02A3 0163-D9S0250-4 BGD520217 BGD520217 PSD921-0012 BGJ520017C 0281-D9S0Z5-01 PPF003-001 PPF003-002 PPF003-003 PPF001-001 PPF001-002 PPF001-003 PPF001-004 XAB3091-DD XAB3090-DD XAB-3064-DD XAB-3064-DD 185 832 哈尔滨万都 33 34 35 36 北京万都北京万都北京日进印度37 哈尔滨万都 38 39 北京日进北京日进40 哈尔滨万都 41 哈尔滨万都 42 哈尔滨万都 43 哈尔滨万都 44 哈尔滨万都 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 日本天津日进天津日进北京日进北京世进沈阳万都沈阳万都沈阳万都北京万都沈阳万都沈阳万都北京世进日日本本北京世进日本北京世进北京世进北京世进北京世进 REEL LOWER BRKET CTR 北京世进北京世进北京世进北京世进天津日进天津日进天津日进天津日进 ANCHOR BRKT LH ANCHOR BRKT RH ANCHOR BRKT CTR ANCHOR BRKT CTR DUST SHIELD DUST SHIELD DUST SHIELD DUST SHIELD FRONT SHELL手动0 0裁板73天津汉拿汽车部品有限公司2021年6月27日星期六1858FRONT SHELL73天津汉拿汽车部品有限公司感谢您的阅读,祝您生活愉快。
FPC模具制作能力及寿命表
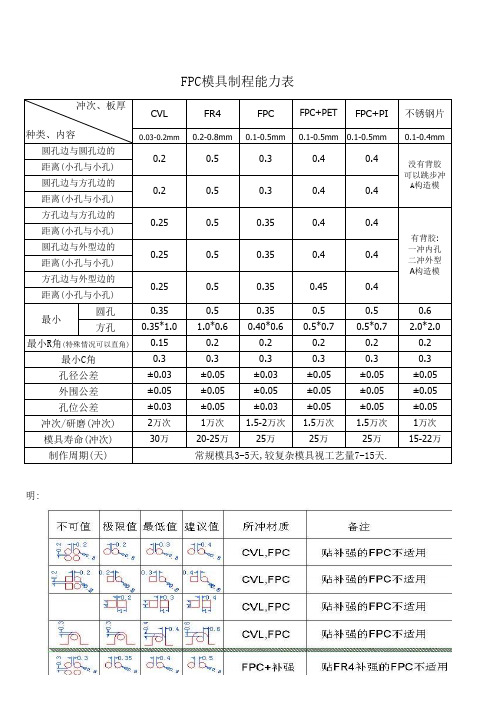
0.03-0.2mm 0.2-0.8mm 0.1-0.5mm 0.1-0.5mm 0.1-0.5mm 0.1-0.4mm 圆孔0.350.50.350.50.50.6方孔0.35*1.01.0*0.60.40*0.60.5*0.70.5*0.72.0*2.00.150.20.20.20.20.20.30.30.30.30.30.3±0.03±0.05±0.03±0.05±0.05±0.05±0.05±0.05±0.05±0.05±0.05±0.05±0.03±0.05±0.03±0.05±0.05±0.052万次1万次 1.5-2万次 1.5万次 1.5万次1万次30万20-25万25万25万25万15-22万特殊能力说明:0.40.50.35方孔边与方孔边的0.4距离(小孔与小孔)距离(小孔与小孔)0.250.45CVL FR40.4FPC+PET 0.40.40.20.50.3FPC 冲次、板厚有背胶:一冲内孔二冲外型A 构造模FPC+PI 不锈钢片0.20.50.30.40.35FPC模具制程能力表0.350.40.4种类、内容圆孔边与圆孔边的距离(小孔与小孔)圆孔边与方孔边的最小C角方孔边与外型边的0.4圆孔边与外型边的距离(小孔与小孔)0.250.5距离(小孔与小孔)0.250.5没有背胶可以跳步冲A构造模孔径公差制作周期(天)常规模具3-5天,较复杂模具视工艺量7-15天.外围公差孔位公差冲次/研磨(冲次)模具寿命(冲次)最小最小R角(特殊情况可以直角)。
成型模具寿命汇总表
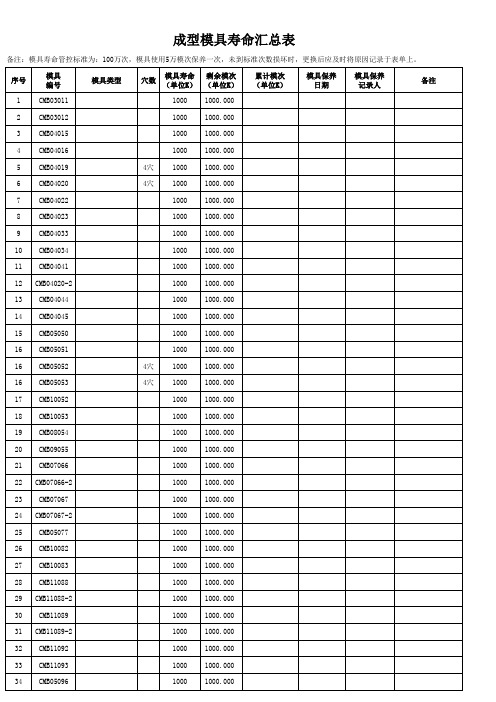
46 CMB07177
1000 1000.000
47 CMB07245
1000 1000.000
48 CMB11190
1000 1000.000
49 CMB06191
1000 1000.000
50 CMB06192
1000 1000.000
51 CMB11194
1000 1000.000
52 CMB06195
1000 1000.000
88 CMB07271
1000 1000.000
89 CMB07288
1000 1000.000
90 CMB10289
1000 1000.000
91 CMB07290
1000 1000.000
92 CMB07291
1000 1000.000
93 CMB07294
1000 1000.000
1000 1000.000
82 CMB07260
1000 1000.000
83 CMB07263
1000 1000.000
84 CMB07264
1000 1000.000
85 CMB07265
4穴 1000 1000.000
86 CMB07266
2穴 1000 1000.000
87 CMB07270
15 CMB05050
1000 1000.000
16 CMB05051
1000 1000.000
16 CMB05052
4穴 1000 1000.000
16 CMB05053
4穴 1000 1000.000
17 CMB10052
1000 1000.000
模具寿命管理规范(含表格)

模具寿命管理规范(含表格)压铸模具寿命管理规范(IATF16949/ISO9001-2015)1.0目的为了确保模具的使用处于受控状态,防止已报废模具被使用,并根据模具寿命申请备用模具,使公司对模具的使用寿命进行有效的管理。
2.0适用范围适用于公司的压铸模具。
3.0职责3.1压铸模具工负责对压铸模具寿命的评估申请;3.2开发负责对压铸模具寿命的评估及判定;3.3压铸模具由开发工程师及项目工程师进行评估申请及判定。
4.0内容:4.1压铸模具4.1.1在新模试产合格后移交至压铸车间时,模具工根据《模具库管理办法》建立模具履历等相关资料。
在生产现场每一次归还模具时,模具工在模具履历上填写使用的相关模数,并根据《压铸模具保养规程》进行保养。
当模具生产使用到寿命时,及时提交<模具寿命评估表>。
压铸模具使用寿命判定如下:(1)当压铸模的总寿命达到表1的额定使用寿命规定后,若模具已严重磨损无法使用,则需要提交《模具报废申请表》进行审批;(2) 提交《模具寿命评估报告》进行评估后若仍可继续使用,使用的模具则每生产满5000模次后,需进行一次二级保养。
表1 压铸模的额定使用寿命(万次)4.2压铸模具4.2.1开发在模具移交至生产的时候,工程师或项目工程师负责提供模具履历档案信息和易损件,包括模具设计寿命、镶针设计图面、模具水路图等资料。
4.2.2外协单位每次借用/归还模具时需采购按流程填写《固定资产调拨单》,在压铸车间《模具进出登记表》登记,每次借出模具的生产数量、日期以及维修事项记录于模具履历表内。
4.2.3模具工对每次模具生产完毕后将生产数量记录到模具履历表中,模具生产数量已达到设计寿命的50%以上的模具由模具工统计出来将统计结果反馈到开发和销售部门,提出计划开备用模具的申请。
4.2.4模具使用部门可以根据模具寿命统计表进行模具寿命评估申请(包括以下三种情况):a.当模具的使用寿命达到模具设计寿命的50%以上,使用部门可以提出申请对模具的状况进行评估,并依据模具寿命标准将评估内容填入《模具寿命评估表》中.。
模具设计评审检查记录表+模具延长寿命评估表(精机)
动模直冷却运水是否合
型芯针是否采用快换结构
是□否□
动模是否需要挤压销
是□否□
材料
型芯材料
模架材料
型芯针材料
顶杆
模具其他设计及质量要求
动定模套板硬度
动定模镶块硬度
真空排气冷却块硬度
分流锥上刻铝料牌号
模具出的产品标记
直冷运水的接头螺纹规格
点冷运水的接头螺纹规格
滑块冷却运水管规格
定模套板侧安装铭牌要求
动模套板侧安装铭牌要求
顶杆、拉杆孔要求
真空冷却块接口螺纹规格
抽芯油管接头螺纹规格
挤压销油管接头螺纹规格
冷却水接口是否方便接管
是□否□
会签:
序号内容
确认
评审记录
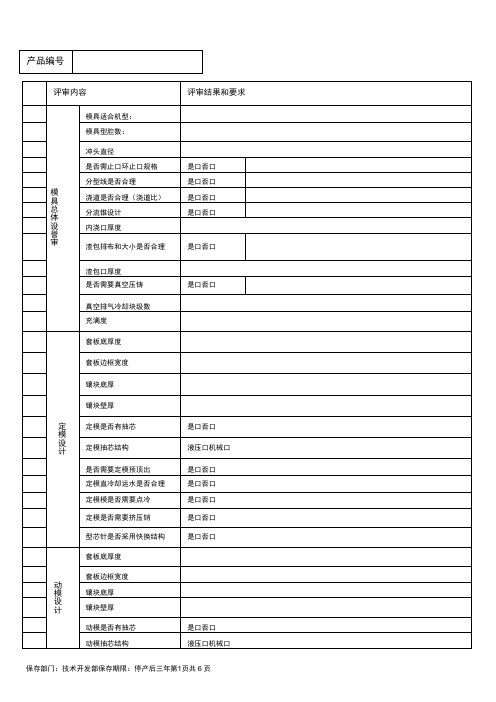
产品编号
模具延长寿命评估表
模具名称
□□□□□□
顾客
□□□□□
适用机型
□□□□□□
设定寿命
目前寿命
允许继续寿命
部门
技术开发部
镶块底厚
镶块壁厚
定模是否有抽芯
是口否口
定模抽芯结构
液压口机械口
是否需要定模预顶出
是口否口
定模直冷却运水是否合理
是口否口
定模模是否需要点冷
是口否口
定模是否需要挤压销
是口否口
型芯针是否采用快换结构
是口否口
动模设计
套板底厚度
套板边框宽度
镶块底厚
镶块壁厚
动模是否有抽芯
是口否口
动模抽芯结构
液压口机械口
动模顶针印排布是否合理
产品编号
评审内容
评审结果和要求
模具总体设誉审
模具适合机型:
模具型腔数:
刀模使用寿命记录表

刀模使用寿命记录表刀模使用寿命记录表——提升生产效率的利器引言:近年来,随着工业化进程的加速,刀模的应用越来越广泛,无论是在制造业还是日常生活中,刀模都扮演着重要角色。
然而,随着使用时间的累积,刀模的使用寿命逐渐缩短,给生产和生活带来一定的困扰。
为了更好地管理和维护刀模,记录刀模的使用寿命是非常重要的。
在本文中,将介绍一种刀模使用寿命记录表的设计和应用,以帮助提升生产效率和延长刀模的使用寿命。
一、刀模使用寿命记录表的设计1. 表格结构刀模使用寿命记录表主要包含以下列:序号、日期、使用次数、加工材料、加工效果、刀模状况、维护情况、刀模寿命预计等。
通过这些列的设计,可以全面、系统地记录和分析刀模的使用情况。
2. 数据记录和分析在每次使用刀模后,及时将相关数据填写到记录表中。
其中,日期和使用次数是必填项,可根据需要添加其他项。
每个刀模使用的加工材料和加工效果也需要记录。
通过累积和分析这些数据,可以更好地了解刀模的磨损状况,及时进行维护和更换,以延长其使用寿命。
二、刀模使用寿命记录表的应用1. 生产管理通过刀模使用寿命记录表的应用,生产部门可以清楚地了解每个刀模的使用情况,包括使用次数、加工效果等。
基于这些数据,生产部门可以进行生产计划的合理安排,避免因刀模寿命过短而导致的生产停滞。
及时维护和更换刀模也可以减少生产线的故障率,提高生产效率。
2. 维护管理通过进行定期的刀模使用情况回顾和分析,可以及时发现刀模的磨损和破损情况,采取相应的维护措施。
维护措施可以包括清洁、磨削、涂敷保护剂等,以延长刀模的使用寿命。
还可以根据刀模使用寿命预计情况,提前准备备用刀模,避免因刀模临时损坏而影响生产进度。
三、个人观点和理解刀模使用寿命记录表的应用对于提升生产效率和延长刀模的使用寿命非常重要。
通过记录和分析数据,可以更好地了解刀模的使用情况,及时进行维护和更换,从而减少生产停滞和故障率。
刀模使用寿命记录表还可以帮助生产部门进行生产计划的合理安排,提高生产效率。
模具寿命参照表及维护保养标准

6万
不锈铁带材
8万
6万
4万
不锈钢带材
6万
4万
2万
模具镶件
铜带材
12万
10万
8万
铝带材
10万
8万
6万
不锈铁带材
8万
6万
4万
不锈钢带材
6万
4万
2万
模具冲针
(SKH-9高速钢)
铜带材
12万
10万
8万
铝带材
10万
8万
6万
不锈铁带材
8万
6万
4万
不锈钢带材
6万
4万
2万
冲头刀口
(SKH-9高速钢)铜带材Fra bibliotek12万类别
项目
产品原材料
冲压行程/次
维护意见
0.2-0.8
mm厚
0.8-1.2
mm厚
1.2-2.0
mm厚
简易模具
铜带材
15万
12万
10万
①、此表数据仅供参考,具体以实际产品成型后检验合格为准;
②、在模具冲压行程达到表内所对应次数时,须对相关模具进行严控,能够在产品发生重大异常前进行检修;
③、维修模具后,正式量产前必须做首件管控确认,并对维修前的异常点做跟踪监控;
④、针对相关易发生的批锋问题,由相关机台操作员进行密切监视管控,发现问题立即隔离整修;
⑤、模具镶件、冲针、刀口的维护,以此表数据做参考,具体应以产品实际成型后的品质为前提进行管控;
⑥、冲床上下模应该依照冲床安全操作及保养指引进行规范操作,不规范的操作会损坏模具,对于不规范的操作引起的事故,将对相关责任人进行处罚。
铝带材
12万