铁路货车轮轴及零部件标记
铁路货车轴承标记
铁路货车轴承标记5.3.1 制造标记5.3.1.1 基本标记有轴承型号、制造单位代号和制造年月。
在外圈制造年月后须刻打生产顺序号,按6位阿拉伯数字编排,在内圈制造年月后须刻打材料批次号,按3位阿拉伯数字编排。
5.3.1.2 轴承公称内径直径比原型公称内径直径小0.5mm的等级轴承,在内圈的轴承型号后再刻打“D1”标记。
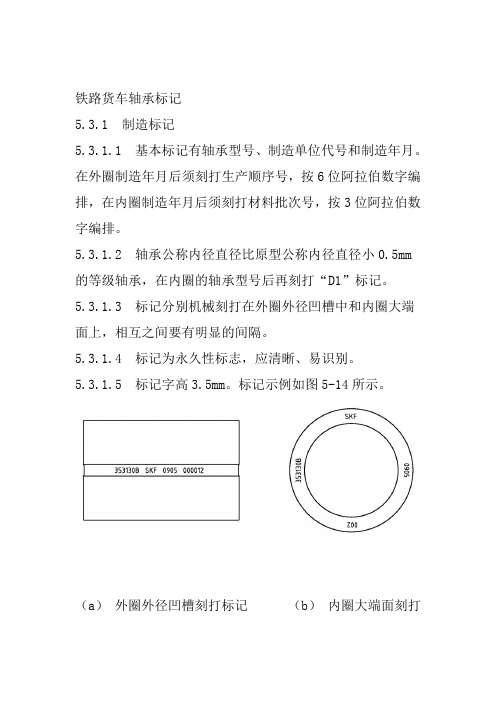
5.3.1.3 标记分别机械刻打在外圈外径凹槽中和内圈大端面上,相互之间要有明显的间隔。
5.3.1.4 标记为永久性标志,应清晰、易识别。
5.3.1.5 标记字高3.5mm。
标记示例如图5-14所示。
(a)外圈外径凹槽刻打标记(b)内圈大端面刻打标记.(c)等级轴承内圈大端面刻打标记图5-14 轴承制造标记示例图5.3.2 大修标记5.3.2.1 大修标记有轴承大修符号,轴承大修单位代号,轴承大修年月,补充新品标记(更换内圈或外圈新品时)和轴承编号。
5.3.2.2 轴承外圈上的大修标记分别刻打在外圈外径凹槽中和刻写在外圈内径面上。
外圈外径凹槽中的大修标记须采用刻字机刻打,在轴承制造标记后面集中排列;外圈内径面上的大修标记可采用手工刻写,应集中排列,不得损伤滚道。
大修符号为“○”、轴承大修单位代号如“TMB”、轴承大修年月如“1407”和补充新品标记“X”(补充新品外圈时在大修年月标记后面刻打)和轴承编号(按5位数逐月编排,外圈内径面上不刻写),外圈标记示例如图5-15所示。
5.3.2.3 轴承内圈上的大修标记须采用刻字机刻打在内圈大端面上,在轴承制造标记后面集中排列,轴承大修符号为”1407“轴承大修年月如、”TMB“轴承大修单位代号如、“○”和补充新品标记“X”(补充新品内圈时在大修年月标记后面刻打),内圈标记示例如图5-16所示。
5.3.2.4 轴承大修符号为直径Φ10mm的圆,其他拼音字母、汉字和阿拉伯数字的字高为5mm,深度不小于0.15mm。
图5-15 轴承大修外圈标记示意图图5-16 轴承大修内圈标记示意图5.3.3 一般检修标记5.3.3.1 一般检修标记有一般检修符号、检修单位代号、检修年月日。
铁路货车轮轴简介(二)车轴只是分享
一种方案,运装货车[2004]479号文件规定在新制中停用。
二、铁路货车车轴简介
RD2
B型
无卸荷槽,轴颈、防尘板座根部圆弧半径分别为R25mm、R30mm, R25mm,有限元分析计算过渡圆弧处最大局部应力值为177.366 MPa,比 A、C方案降低了7.6%。
的新制车轴单位而设计的过渡方案。与C型方案的区别是:轴颈卸荷槽处
的圆弧半径由R20mm修改为R25mm,轴颈卸荷槽的深度由0.20-0.10mm修 改为0.100.05mm,采用车削加工后滚压工艺。E型
是对B型方案车轴等级修的型式,无卸荷槽,图中的直径D有164.5mm和 164mm两种,取决于订购的砂轮尺寸;D型方案的车轴卸荷槽深度较小、 表面质量较好的情况下也可采用E型方案进行等级修。该方案采用成型磨 加工。
1977年修订车轴标准时,因轴承已定型,轴颈 规格不能改动,仅将该型车轴的轮座增大到 194mm,轴身增大到174mm,全加工。因当时 国内仍无成型磨削设备,故仍采用了轴颈根部有卸 荷槽的一种型式。
二、铁路货车车轴简介
RD2
修订TB450-83、GB/T12814-91和GB/T128142002时,虽仍受国内磨削设备限制,但考虑到今后 的技术进步,设计了2种有卸荷槽(A、C型)和1种 无卸荷槽(B型)的RD2型车轴方案 。
二、车 轴
★ 既有铁路货车车轴型号 ★铁路货车车轴发展历程及特点
二、铁路货车车轴简介
车轴型号
1. 既有铁路货车车轴型号(7种)
25t轴重(3种):RE2B(主型)、RE2A、RE2 (旧轮规)。
21t轴重(3种):RD2 (主型,旧轮规) 、 RD2Y 、RD3 (旧轮规) 。
铁路货车轮轴简介(二)车轴

二、铁路货车车轴简介
RD2
修订TB450-83、GB/T12814-91和GB/T128142002时,虽仍受国内磨削设备限制,但考虑到今后 的技术进步,设计了2种有卸荷槽(A、C型)和1种 无卸荷槽(B型)的RD2型车轴方案 。 由于车轴轴颈表面发生损伤的数量逐步增加, 为做到物尽其用,铁道部于1993年3月,决定开始 对轴颈及防尘板座有缺陷的车轴进行降等级加工, 等级车轴分别为K1、K2两个等级。 为有效遏制车轴发生冷切事故,铁道部运输局 于2003年2月决定从2003年3月1日起报废K1、K2 等级车轴。
RD2
F 型 D 型 F 型
F型
与C型方案轴颈卸荷槽结构相同,是针对既有车轴进行等级修而不得不存 在的型式,主要用于C型方案的车轴等级修,D型方案的车轴也可采用此 方案进行等级修,图中的直径D有165mm、164mm及163mm三种, 采用车削加工后滚压工艺。
二、铁路货车车轴简介 2.1.2 RD2型车轴主要参数
目
录
二、车 轴
★ 既有铁路货车车轴型号
★铁路货车车轴发展历程及特点
二、铁路货车车轴简介
车轴型号
1. 既有铁路货车车轴型号(7种)
25t轴重( 3种):RE2B(主型) 、RE2A、RE2 (旧轮规)。 21t 轴重( 3 种): RD2 (主型,旧轮规) 、 RD2Y 、RD3 (旧轮规) 。 12t轴重(1种): RB2 (旧轮规) 。 详见《轮规》P289。
在载荷作用下各型车轴轴颈的变形(mm)
二、铁路货车车轴简介 2.3 RE2B型与RE2A型车轴比较
2191 1981
RE2B型与RE2A型车轴比较
230
125
三种型式
RE2A
铁路机车轮对

作业:画标准滚动轴承车轴简图,标出各部
分的名称,并说明作用。
第三节 轮对的分类与标记
一、轮对的分类:据轮轴类型确定
轮对型号与轴型一致,轮为相应吨位的轮。 如: 轮对RD2型——RD2轴、HD或HDS轮 轮对RD3型——RD3轴、KD或KDS轮 表2-12
二、轮对标记:车轴标记、车轮标记
整体辗钢轮: 强度髙,韧性好,适应重载、髙速, 寿命长,轮缘可焊修,踏面可旋修, 自重轻。 新型铸钢轮: 按辐板形狀:直辐板形轮 S形辐板轮
1、轮缘:轮内侧面径向圆周凸起, 保持轮在轨上运行,不脱轨
2、踏面:轨接触。
3、轮辋:踏面径向厚度 4、辐板:曲面狀,具弹性, 5、轮毂:轮轴配合部。 6、轮毂孔:安轴。
98年批量生产 主要结构特点:辐板S形,LM型踏面, 取消辐板孔,适当减薄轮毂孔壁厚度。
2、尺寸:表2-5、2-6
3、材质:
Ⅱ牌号的钢材 化学成份;表2-8、2-9 C、Si、Mn、P、S 机械性能:表2-10、2-11
五、新型铸钢轮:采用电弧炉炼钢、石墨铸型、
雨淋式浇口浇铸工艺 与辗钢轮比: 1、比辗钢轮劳动力消耗少、生产能耗低。 2、尺寸精确、几何形狀好、内部组织均匀、 质量分布均匀、轮轨间动力作用相对小。 3、耐疲劳、抗热裂性的性能均优于辗钢轮。
(一)车轮标记:热压、冷打或铸造等方式生成。 可打在轮辋外侧面、轮毂内侧面、辐板内侧面 上 1、马鞍山钢铁股份有限公司车轮轮箍厂制造的 整体辗钢轮:热打、冷打 图2-8
2、太原重型机械有限公司制造的整体辗钢轮:冷打 (轮毂内侧面) 3、美国格里芬车轮厂:整体铸钢车轮上冷打标记
4、美国ABC车轮厂——整体铸钢车轮。辐板内侧面。 5、前苏联车轮制造厂——整体辗钢轮,热打,轮 辋外侧面。
铁路货车轴承标记
铁路货车轴承标记5.3.1 制造标记5.3.1.1 基本标记有轴承型号、制造单位代号和制造年月。
在外圈制造年月后须刻打生产顺序号,按6位阿拉伯数字编排,在内圈制造年月后须刻打材料批次号,按3位阿拉伯数字编排。
5.3.1.2 轴承公称内径直径比原型公称内径直径小0.5mm的等级轴承,在内圈的轴承型号后再刻打“D1”标记。
5.3.1.3 标记分别机械刻打在外圈外径凹槽中和内圈大端面上,相互之间要有明显的间隔。
5.3.1.4 标记为永久性标志,应清晰、易识别。
5.3.1.5 标记字高3.5mm。
标记示例如图5-14所示。
(a)外圈外径凹槽刻打标记(b)内圈大端面刻打标记.(c)等级轴承内圈大端面刻打标记图5-14 轴承制造标记示例图5.3.2 大修标记5.3.2.1 大修标记有轴承大修符号,轴承大修单位代号,轴承大修年月,补充新品标记(更换内圈或外圈新品时)和轴承编号。
5.3.2.2 轴承外圈上的大修标记分别刻打在外圈外径凹槽中和刻写在外圈内径面上。
外圈外径凹槽中的大修标记须采用刻字机刻打,在轴承制造标记后面集中排列;外圈内径面上的大修标记可采用手工刻写,应集中排列,不得损伤滚道。
大修符号为“○”、轴承大修单位代号如“TMB”、轴承大修年月如“1407”和补充新品标记“X”(补充新品外圈时在大修年月标记后面刻打)和轴承编号(按5位数逐月编排,外圈内径面上不刻写),外圈标记示例如图5-15所示。
5.3.2.3 轴承内圈上的大修标记须采用刻字机刻打在内圈大端面上,在轴承制造标记后面集中排列,轴承大修符号为”1407“轴承大修年月如、”TMB“轴承大修单位代号如、“○”和补充新品标记“X”(补充新品内圈时在大修年月标记后面刻打),内圈标记示例如图5-16所示。
5.3.2.4 轴承大修符号为直径Φ10mm的圆,其他拼音字母、汉字和阿拉伯数字的字高为5mm,深度不小于0.15mm。
图5-15 轴承大修外圈标记示意图图5-16 轴承大修内圈标记示意图5.3.3 一般检修标记5.3.3.1 一般检修标记有一般检修符号、检修单位代号、检修年月日。
铁路货车轮轴简介(二)车轴ppt课件

二、铁路货车车轴简介
RE2B
2.2 RE2B型车轴 为进一步满足货车提速、重载的需要,提高
车轴使用的可靠性,防止货车车轴冷切事故的发 生,2005年设计了RE2B型车轴。
2.2.1 RE2B型车轴设计
二、铁路货车车轴简介
RE2B
相同于RE2A的B型
二、铁路货车车轴简介
RE2B
2.2.2 RE2B型车轴主要参数 1)商业运营速度:120km/h 2) 轴重:25t (245kN) 3) 总长:2181mm 4) 载荷中心距:1981m 5) 轴肩距:1761mm 6) 轴颈长度:210mm 7) 车轴载荷中心到轴颈根部的距离:110mm 8) 轴颈直径:150mm 9) 防尘板座直径:180mm 10) 轮座直径:210mm 11) 轴身直径:184mm
RD2
2.1.2 RD2型车轴主要参数
● 商业运营速度:120km/h ● 轴重:21t (205.8kN) ● 全长:2146mm ● 载荷中心距:1956mm ● 轴肩距:1706mm ● 轴颈长度:220mm ● 载荷中心到轴颈根部距离:125mm ● 轴身长度:1228mm,突悬 ● 轴颈及防尘板座型式:4种
二、铁路货车车轴简介
RD2
通过对车轴卸荷槽加工工艺研究,铁道部
2004年12月下文规定了新制RD2型车轴的B、D 型方案和等级修后的E、F型方案 。
二、铁路货车车轴简介
RD2
B型
与前述B型方案相同,为无卸荷槽结构,采用成型磨加工工艺。
二、铁路货车车轴简介
RD2
D型
是在C型方案的基础上改进的轴颈有卸荷槽结构,是针对无成型磨床条件
由于车轴轴颈表面发生损伤的数量逐步增加, 为做到物尽其用,铁道部于1993年3月,决定开始 对轴颈及防尘板座有缺陷的车轴进行降等级加工, 等级车轴分别为K1、K2两个等级。
铁路货车主要零部件规范名称
铁路货车主要零部件规范名称铁路货车常见零部件标准名称目录第一章车体部分 (3)1.1敞车(C) (3)1.11端墙 (3)1.12侧墙 (3)1.13.中侧门 (3)1.14下侧门 (3)1.15车体附件 (3)1.2棚车(P) (3)1.21地板 (3)1.22端墙 (4)1.23侧墙 (4)1.24车门 (4)1.25车顶 (4)1.26车窗 (4)1.27车体附件 (4)1.28车内设备 (4)1.3罐车(G) (4)1.31车顶 (4)1.32罐体 (4)1.33鞍座组成 (4)1.34加温装置 (5)1.35排油装置 (5)1.36安全阀装置 (5)1.37车体附件 (5)1.38押运间 (5)1.4平车(N、X) (5)1.41地板 (5)1.42侧门 (5)1.43端门 (5)1.44车体附件 (5) 1.5矿石车(K) (5) 1.51端墙 (5)1.52侧墙 (6)1.53车顶 (6)1.54底开门装置 (6) 1.55操纵室 (6)1.56车体附件 (6) 1.6冷藏车(B) (6) 1.61地板 (6)1.62端墙 (6)1.63侧墙 (6)1.64车门 (6)1.65车顶 (6)1.66通风装置 (6) 1.67车体附件 (7)第二章底架部分 (7) 2.1中梁 (7)2.2侧梁 (7)2.3端梁 (7)2.4枕梁 (7)2.5横梁 (7)2.6从板座 (7)2.7牵引梁 (7)2.8底架附件 (7)第三章转向架部分 (7) 3.1摇枕 (7)3.2摇枕附件 (8)3.3侧架 (8)3.4构架及附件 (8)3.5侧架附件 (8)3.6下心盘 (8)3.7圆弹簧 (8)3.8交叉杆支撑装置 (8)3.9承载鞍 (8)3.11斜楔 (8)3.12旁承 (9)第四章基础制动装置部分 (9) 4.1制动梁 (9)4.2拉杆、杠杆 (9)4.3圆销、开口销 (9)4.4闸调器 (9)4.5人力制动机 (9)4.51固定链式: (9)4.52折叠链条式: (9)4.53掣轮式: (10)4.54脚踏式: (10)4.55 FSW型: (10)4.56 NSW型: (10)第五章空气制动装置部分 (10) 5.1管系 (10)5.2编织制动软管总成 (10) 5.3塞门 (10)5.4空重车调整装置 (10)5.5制动缸 (10)5.6风缸 (11)5.7风缸吊架及卡带 (11)5.8制动阀 (11)5.9缓解阀装置 (11)5.10脱轨自动制动装置 (11)第六章车钩缓冲装置部分 (11)6.1钩舌 (11)6.2钩体 (11)6.3钩尾框 (11)6.4缓冲器 (11)6.5钩腔配件 (11)6.6钩尾销、从板 (12)6.7现车组装 (12)第一章车体部分1.1敞车(C)1.11端墙钢地板、端墙板、上端梁、端梁筋板、端柱拉铆钉、冲击座与端梁支撑连接板;1.12侧墙侧墙板、侧柱、角柱、上侧梁、侧墙斜撑、侧柱连铁、侧柱补强板、侧柱内强板、侧柱铆钉、角柱铆钉、蓬布护铁、上侧梁锁销孔、撑杆、撑杆座、侧柱铆钉、角柱铆钉;1.13.中侧门中侧门、中侧门门板、中侧门折页、中侧门折页座、中侧门折页圆销、中侧门上锁销档铁、中侧门上锁垫板、中侧门下锁垫板、中侧门上锁销、中侧门下锁销、中侧门上锁销座、中侧门下锁销座、中侧门上锁开闭杆、中侧门下锁手柄、中侧门上锁锁铁、中侧门下锁锁铁、中侧门上锁开闭杆固定座、中侧门下锁开闭杆固定座、上门杠杆、中侧门扶手、卷扬机挂钩、卷扬机挂钩铆钉、中侧门折页圆销与档圈、中侧门限位档、中侧门锁铁座、中侧门门锁盒、中侧门门锁盒导向板、中侧门上门锁开关柄、中侧门上门锁开关柄止档、中侧门上门锁开关柄止档弹簧、车门插销;1.14下侧门下侧门、下侧门门板、下侧门门折页、下侧门折页座、下侧门折页圆销、下侧门折页圆销开口销、下侧门搭扣、下侧门搭扣螺栓、下侧门搭扣座、下侧门门吊环、下侧门门吊钩、下侧门门吊钩座、下侧门折页圆销与档圈、下侧门搭扣铆钉、下侧门搭扣座拉铆钉、下侧门搭扣座螺栓、下侧门折页拉铆钉;1.15车体附件票插、产权牌、脚蹬、脚蹬踏板、脚蹬护铁、脚蹬铆钉、扶梯、绳栓、绳栓铆钉、脚蹬拉铆钉、车内水平撑杆、车内斜撑杆、钩提杆座、钩提杆座螺栓、软管吊链组成;1.2棚车(P)1.21地板钢地板、地板压铁、地板压铁螺栓、木地板、防火板、1.22端墙端墙板、端柱、端墙加强筋1.23侧墙侧墙板、侧柱、角柱、上边梁、雨檐、1.24车门车门、车门门板、车门止铁(铧铁)、半开连杆、半开连杆座、车门止架、门锁座、门锁把、中侧门扶手、门吊、车门门柱、车门门柱护铁、车门上导轨、车门下导轨、车门上滑道档铁、滑轮、滑轮座、滑轮螺栓、滑轮轴、门锁搭扣、门锁扣环、门锁扣座、门锁钩、门锁轴、门锁紧铁、备用施封座、车门与门框搭接量;1.25车顶车顶板、车内木顶板、车顶弯梁、车顶烟窗孔、车顶窗盖、车顶窗座、车顶窗把、车顶窗支架;1.26车窗车窗、车窗檐、内车窗板、外车窗板、窗柱、窗档、窗框、车窗上导框、车窗下导框、窗把、车窗锁、通风口、通风口罩、百叶窗;1.27车体附件票插、产权牌、脚蹬、脚蹬踏板、脚蹬护铁、脚蹬铆钉、扶梯、脚蹬拉铆钉、钩提杆座、钩提杆座螺栓、软管吊链组成1.28车内设备排便器、排便器下体、灯钩、栓马环1.3罐车(G)1.31车顶车顶走板、车顶走板架铁、车顶走板护栏、车顶走板组装螺栓、端走板组装螺栓;1.32罐体罐体、空气包、人孔、人孔盖、人孔盖螺栓、人孔盖折页螺栓、人孔密封胶条、罐体上鞍、罐体下鞍、铅封、装料口、人孔座;1.33鞍座组成鞍座中木垫、鞍座纵木垫、鞍座蹊形板、鞍座木座托铁、鞍座连接板、鞍座档铁、鞍座三角板、鞍座卡带座、卡带、卡带调整器、卡带螺栓、罐体中部鞍座螺栓;1.34加温装置加温套版、加温套支铁、进气管、排水管、加温套焊口、加温管、加温管盖;1.35排油装置排油阀座、排油阀座各密封圈、油标指示牌、开闭杆、排油阀、排油阀盖;1.36安全阀装置安全阀体、安全阀座、安全阀组装螺栓、安全阀盖;1.37车体附件票插、产权牌、脚蹬、脚蹬踏板、脚蹬护铁、脚蹬铆钉、扶梯、端梯、端梯扶手、端走板、端走板护栏、内梯、内梯座槽、脚蹬拉铆钉、内梯组装螺栓、钩提杆座、钩提杆座螺栓、扶手铆钉、软管吊链组成;1.38押运间押运间车门、押运间车门开关、押运间备品、押运间大便器装置;1.4平车(N、X)1.41地板钢地板、地板压铁、地板压条、地板压条(铁)螺栓、木地板、集装箱锁座、集装箱门止档、活动锁座、活动锁座圆销及链、集装箱锁头、防火板;1.42侧门侧门、侧门门板、侧门折页、侧门折页座、侧门合轴圆销、侧门档铁、侧门压铁、侧门支座;1.43端门端门、端门门板、端门折页、端门折页座、端门轴圆销、端门档铁、端门压铁、端门支座、门轴圆销与档圈;1.44车体附件票插、产权牌、脚蹬、脚蹬踏板、脚蹬护铁、脚蹬铆钉、扶手、绳栓、绳栓铆钉、柱插、脚蹬拉铆钉、车脚蹬拉铆、钩提杆座、钩提杆座螺栓、扶手铆钉、软管吊链组成;1.5矿石车(K)1.51端墙钢地板、端墙板、上端梁、端柱、端墙上端缘、端墙斜撑、端墙腰带;1.52侧墙侧墙板、侧柱、角柱、上侧梁、侧墙斜撑;1.53车顶车顶板、车顶弯梁、车顶纵梁、车顶走板、料口盖轴、料口盖锁、料口盖、料口盖导轨、车顶走板护栏;1.54底开门装置侧漏斗板、中漏斗板、漏斗隔板、导流板、分碴梁、流碴板、流碴板锁铁、流碴板锁铁链、底开门(排碴)手轮、手轮轴、离合器、离合器手柄1.55操纵室1.56车体附件票插、产权牌、脚蹬、脚蹬踏板、脚蹬护铁、脚蹬铆钉、扶梯、扶手、内梯及座、车脚蹬拉铆、钩提杆座、钩提杆座螺栓、扶手铆钉、软管吊链组成;1.6冷藏车(B)1.61地板钢地板、木地板、地板隔热材、胶地板、玻璃房地板、地板木梁、地板木梁架铁、离水格子、离水格子挂钩、防火板;1.62端墙上端梁、端柱、端墙外墙板、端墙内墙板、端墙隔热材;1.63侧墙侧柱、角柱、上侧梁、侧墙外墙板、侧墙内墙板、侧墙隔热材、侧木梁;1.64车门车门、车门门板、车门折页、车门折页座、车门锁铁档、车门芯板、车门隔热材、车门锁销、车门锁座、车门锁手把、车门锁杆、车门门框;1.65车顶外顶板、内顶板、车顶端梁、车顶走板、车顶走板架铁、1.66通风装置通风装置、通风口座、支撑座、撑杆、通风口盖、通风口外板、通风口芯板、通风口扶手、通风口锁把、通风口锁环、通风口折页、通风格子组成、通风口木框帆布;1.67车体附件票插、产权牌、脚蹬、脚蹬踏板、脚蹬护铁、脚蹬铆钉、扶梯、传感阀罩、传感阀盖、传感阀、钩提杆座、钩提杆座螺栓;第二章底架部分2.1中梁中梁上翼板、中梁下翼板、中梁上盖板、中梁下盖板、中梁腹板、中梁内隔板、中梁补强板;2.2侧梁侧梁上翼板、侧梁下翼板、侧梁腹板、侧梁、侧梁附加梁;2.3端梁端梁翼板、端梁腹板、端梁补强板;2.4枕梁枕梁上盖板、枕梁下盖板、枕梁翼板、枕梁腹板、枕梁补强板;2.5横梁大横梁上盖板、大横梁下盖板、大横梁腹板、大横梁补强板、小横梁;2.6从板座前从板座、前从板座铆钉、后从板座、后从板座铆钉、前从板座拉铆钉、后从板座拉铆钉;2.7牵引梁牵引梁内侧面、牵引梁上翼板、牵引梁下翼板、牵引梁腹板、牵引梁根部、牵引梁补强板、牵引梁上盖板、牵引梁两侧磨耗板、牵引梁钩尾框限位档板;2.8底架附件上心盘、上旁承、车辆标签、标签防盗底版、标签附加底版、冲击座、冲击座铆钉、整体式上心盘、上心盘铆钉、上旁承组装螺栓、整体式上心盘座、上旁承垫板、上拉杆吊架、闸调器吊架;第三章转向架部分转向架型号:转8A型、转8AG型、转8G型、转K2型、转K3型、转K4型、转K5型、转K6型、2D 型;3.1摇枕摇枕内腔端部、摇枕内腔中部、摇枕斜楔摩擦面、摇枕斜楔摩擦面弯角处、摇枕弹簧支承面、摇枕旁承盒根部、摇枕固定杠杆支点座根部、摇枕心盘座内腔、摇枕心盘座、摇枕心盘座根部、摇枕内壁加强筋、摇枕漏水孔、摇枕出沙孔、摇枕减重孔、摇枕档、摇枕A部位、摇枕B部位、摇枕圆脐;3.2摇枕附件摇枕斜楔摩擦面磨耗板、固定杠杆支点座、固定杠杆支点座衬套、上拉杆尼龙滚套;3.3侧架侧架导框、侧架导框上平面、侧架三角孔、侧架三角孔内腔、侧架三角孔立柱、侧架承簧台底平面、侧架凸脐、侧架A部位、侧架B 部位、侧架弯角处、侧架导框工艺孔;3.4构架及附件K3转向架:构架横梁、构架侧梁、横梁上盖板、横梁下盖板、横梁腹板、侧梁上盖板、侧梁下盖板、侧梁腹板、减振器吊环、轴箱弹簧悬挂装置、制动梁吊座、安全托吊座、轴箱导框;3.5侧架附件侧架立柱磨耗板、侧架立柱磨耗板铆钉、斜楔档、制动梁滑槽上翼板、制动梁滑槽下翼板、制动梁滑槽磨耗板、支撑座、摇动座、摇动座支撑、导框摇动座、档键、轴箱橡胶垫、轴箱橡胶垫铜绞线、侧架立柱磨耗板拉铆钉、弹簧托板、弹簧托板折头螺栓、弹簧托板折头螺母、档键螺栓;3.6下心盘下心盘垫板、下心盘螺栓、下心盘磨耗板、下心盘中心销、心盘磨耗盘、心盘衬垫、下心盘拉铆钉、下心盘螺母;3.7圆弹簧摇振弹簧内簧、摇振弹簧外簧、减枕弹簧内簧、减枕弹簧外簧、轴箱弹簧内簧、轴箱弹簧外簧、旁承弹簧;3.8交叉杆支撑装置上交叉杆、下交叉杆、夹板螺栓、夹板、轴向橡胶垫、双耳垫圈、锁紧板、端部紧固螺栓、安全索、交叉杆杆体、交叉杆上下盖板、安全链、交叉杆与端头环焊缝、杆体扣板焊缝、交叉杆支撑座连接板;3.9承载鞍承载鞍导框档边、承载鞍顶面、承载鞍导框档边内侧、承载鞍导框地面、承载鞍鞍面、承载鞍推力挡肩两端、承载鞍垫板;3.11斜楔组合式斜楔副摩擦面、组合式斜楔尼龙主摩擦板、组合式斜楔主摩擦板、斜楔、斜楔球块、组合式斜楔;3.12旁承旁承型号:普通型、弹型旁承、JC型、JC-1型、JC-2型、JC-3型;下旁承体、下旁承座、下旁承垫板、下旁承、弹性旁承体、弹性旁承座、弹性旁承垫板、弹性旁承磨耗板、弹性旁承滚子顶面与磨耗板距离、弹性旁承体上下部距离、弹性旁承、弹性旁承滚子、旁承体、旁承座、旁承垫板、旁承磨耗板、旁承滚子顶面与磨耗板距离;第四章基础制动装置部分4.1制动梁制动梁型号:槽钢型、槽钢型防脱型、L-A型、L-B型、L-C型、K3型;制动梁弓型杆、滚子轴、制动梁支柱、制动梁槽钢、制动梁梁体、闸瓦托、制动梁滑块、制动梁滚子、制动梁滑块磨耗套、筋板、夹扣、制动梁支柱衬套、制动梁安全链、制动梁安全链螺栓、制动梁安全吊、闸瓦托铆钉、夹扣螺栓、夹扣螺母、滚子轴垫圈、闸瓦托吊、高摩合成闸瓦、低摩合成闸瓦、高磷闸瓦、闸瓦插销;4.2拉杆、杠杆上拉杆、下拉杆、移动杆杆、固定杠杆、中拉杆、水平杠杆、连接杠杆、制动缸前杠杆、固定杠杆支点、闸调器控制杠杆、闸调器连接杠杆、附加杠杆、制动缸后杠杆、制动杠杆托架、制动缸活塞推杆、闸调器控制杠杆与制动缸前杠杆间连板组成;4.3圆销、开口销上拉杆圆销及开口销、下拉杆圆销及开口销、中拉杆圆销及开口销、固定支点圆销及开口销、水平杠杆圆销及开口销、连接杠杆圆销及开口销、制动杠杆圆销及开口销、闸调器控制杠杆圆销及开口销、制动梁支柱圆销及及开口销、闸调器连接杠杆圆销及开口销、附加杠杆圆销及开口销、制动缸活塞推杆圆销及开口销、闸瓦托吊圆销及开口销;4.4闸调器闸调器型号:ST1—600型、ST2—250型;闸调器调整螺栓、闸调器连接螺母、闸调器调整手柄、闸调器螺杆、拉杆、护管;4.5人力制动机4.51固定链式:人力制动机轴顶母、人力制动机手轮、人力制动机轴、上导架、下导架、棘子锤、棘子、棘轮、棘轮健、踏板、轴托、轴链、链条滑轮、人力制动机拉杆、拉杆托、拉杆链;4.52折叠链条式:人力制动机轴顶母、人力制动机手轮、人力制动机轴、轴活节销、轴套、轴导架、轴卡板、轴手把托、棘子锤、棘子、棘轮、棘轮健、踏板、轴链、链条滑轮、人力制动机拉杆、拉杆托、拉杆链;4.53掣轮式:人力制动机踏板、链条滑轮、制动手把、缓解手把、掣轮止簧、轮轴、制动链、壳体、掣轮;4.54脚踏式:人力制动机踏板、链条滑轮、长套管、螺杆、轴承衬套、调整套、脚瞪、控制杆、脚踏杠杆、拉杆、拉杆销子、制动链、壳体、轴、绕链棘轮、止动棘爪、绕链棘爪、重锤连块、锁鼻;4.55 FSW型:手轮组成、主动轮组成、人力制动机踏板、卷链轴组成、链条滑轮、开闭杆、箱壳组成、推柄、扇形轮、手柄、弹簧、底座、油杯;4.56 NSW型:手轮组成、主动轮组成、人力制动机踏板、卷链轴组成、链条滑轮、箱壳组成、轴承座、底座、导链轮;第五章空气制动装置部分5.1管系主管、T形接头、主管卡子、主管卡子吊架、主管端接管、主管端接管连接处、支管、支管三通接头连接处、支管连接处、支管卡子、支管卡子吊架、连接管、连接管连接处、连接管卡子、制动缸连接管法兰、连接管法兰螺栓、连接管法兰螺母、主管法兰连接处、副风缸连接管法兰连接处、支管法兰连接处、空重车调整装置连接管法兰连接处;5.2编织制动软管总成制动软管卡箍、连接器、密封圈、制动软管接头;5.3塞门锥芯折角塞门、球芯折角塞门、锥芯截断塞门、球芯截断塞门、球芯直端塞门、脱轨自动制动阀塞门、塞门手把、塞门销;5.4空重车调整装置手动调整:空重车转换塞门、塞门手把、塞门开口销、空重车调整杆、调整手把、空重车牌;KZW系列自动调整:传感阀、抑制盘、支架、调整阀、支管、法兰、横跨梁组成;TW-1系列自动调整:传感阀、调整阀、支管、法兰、调整气室;5.5制动缸制动缸型号:普通式、密封式、密封盖上式、旋压密封式;前盖及螺栓、后盖及螺栓、制动缸体、活塞杆;5.6风缸副风缸体、工作风缸体、加速缓解风缸体、降压风缸体、风缸排水堵5.7风缸吊架及卡带副风缸吊架、螺栓、螺母、副风缸卡带、工作风缸吊架、螺栓、螺母、工作风缸卡带、加速缓解风缸吊架、螺栓、螺母、加速缓解风缸卡带、降压风缸吊架、螺栓、螺母、降压风缸卡带、制动缸吊架、螺栓、螺母;5.8制动阀GK阀、103阀、120阀、120-1阀、5.9缓解阀装置缓解阀、缓解阀拉杆、缓解阀拉杆吊、缓解阀拉杆开口销;5.10脱轨自动制动装置制动阀杆、拉环、顶梁、脱轨自动制动阀、脱轨自动制动阀盖;第六章车钩缓冲装置部分6.1钩舌钩舌型号:13号、13A型、13B型、16号、17号;钩舌内侧S 面、钩舌牵引台、钩舌锁面、钩舌销孔、钩舌销孔衬套、钩舌护销突缘;6.2钩体钩体型号:13号、13A型、13B型、16号、17号;上钩耳、上钩耳孔、下钩耳、下钩耳孔、钩身、钩尾、钩尾销孔、钩肩、钩腕、钩腔内部、上防跳台、下防跳台、钩腔锁面接触面、钩颈、钩体冲击台、牵引台、上下护销突缘、上下钩耳孔衬套;6.3钩尾框钩尾框型号:13号、13A型、13B型、16号、17号;钩尾框上框、钩尾框后端弯角处、钩尾框后堵、钩尾框销孔、钩尾框下框;6.4缓冲器缓冲器型号:2号、MT-2型、MT-3型、ST型;6.5钩腔配件13号、13A型、13B型:钩舌销、钩舌销开口销、钩锁铁、钩舌推铁、上锁销杆、上锁销、锁销圆销、下锁销杆、下锁销;16号、17号:钩舌销、钩舌销开口销、钩舌推铁、下锁销转轴、钩锁组成、下锁销组成;6.6钩尾销、从板6.7现车组装13号、13A型、13B型:钩尾框托板、托板螺栓及螺母、钩尾框磨耗板、车钩托梁、托梁螺栓及螺母、托梁垫板及磨耗板、钩尾销螺栓、钩尾销安全吊架、吊架螺栓及螺母、钩提杆、钩提链、钩提链圆销、防跳插销及链、钩提杆、马蹄环;16号、17号:钩尾框托板、托板螺栓及螺母、钩尾框磨耗板、车钩托梁、托梁螺栓及螺母、托梁磨耗板、钩尾销托梁、托梁螺栓及手柄、磨耗板、档圈、止挡铁及螺栓和螺母、止挡角铁、支撑弹簧、车钩支撑座、钩提杆复位弹簧、防跳插销及链、车钩安全托板及螺栓和螺母;。
铁路货车轮轴简介(二)车轴资料
二、铁路货车车轴简介
RD2
且不加工。 因轴颈尺寸公差、形位公差要求严格,必须采用 机加工和磨削加工,而我国70年代没有成型磨削设 备,不得已采用了轴颈根部卸荷槽的一种型式,形 成了标准迁就工艺的局面 。 1977年修订车轴标准时,因轴承已定型,轴颈 规格不能改动,仅将该型车轴的轮座增大到 194mm,轴身增大到174mm,全加工。因当时 国内仍无成型磨削设备,故仍采用了轴颈根部有卸 荷槽的一种型式。
二、铁路货车车轴简介
RD2
A型
在车轴轴颈和防尘板座根部均有深度为0.20-0.10 mm、圆弧半径为R20mm 的卸荷槽,有限元分析计算轴颈卸荷槽最大局部应力值达191.971MPa,作 为最原始的一种方案,2004年12月23日运装货车[2004]479号文件规定在 新制和等级修中停用。
二、铁路货车车轴简介
RD2
C型
在轴颈根部有深度为0.20-0.10 mm、圆弧半径为R20mm的卸荷槽,有限元 分析计算最大局部应力值达191.971MPa,与A型的差别是防尘板座采用精 车加工完成,该部位取消了卸荷槽,圆弧半径为R30mm,也是最原始的 一种方案,运装货车[2004]479号文件规定在新制中停用。
二、铁路货车车轴简介
二、铁路货车车轴简介
RD2
B 型 E 型 D 型 E 型
E型
是对B型方案车轴等级修的型式,无卸荷槽,图中的直径D有164.5mm和 164mm两种,取决于订购的砂轮尺寸;D型方案的车轴卸荷槽深度较小、 表面质量较好的情况下也可采用E型方案进行等级修。该方案采用成型磨 加工。
二、铁路货车车轴简介
RD2
B型
无卸荷槽,轴颈、防尘板座根部圆弧半径分别为R25mm、R30mm, R25mm,有限元分析计算过渡圆弧处最大局部应力值为177.366 MPa,比 A、C方案降低了7.6%。
铁路货车轮轴介绍

铁路货车轮轴介绍1 铁路货车轴承1.1 铁路货车轴承发展1.1.1 197726型轴承1.1.1.1 图样来源197726型无轴箱双列圆锥滚子轴承是我国引进日本技术、国内生产的轴承。
通过试验,基本满足我国使用的环境条件和线路状况,1978年铁道部决定在我国铁路货车上装用197726型轴承;1980年开始在新造货车上大量装车使用。
该型轴承成为我国货车的主型产品。
1.1.1.2 图样修订1992年南口机车车辆机械厂对图样进行了修订。
1.1.1.3 停止生产日期2002年1月1日起停止生产197726型滚动轴承。
1.1.1.4 基本技术参数轴重21t,运行速度≤120km/h,使用寿命120万km。
1)新造使用时间或里程:5年或50万km。
2) 大修使用时间或里程:4年或40万km。
3)2005年6月1日以后,为加快淘汰钢保持架,大修和淘汰时间提前半年,缩短了半年的使用时间。
1.1.1.5 大修轴承装用或换装工程塑料保持架a) 装用工程塑料保持架2005年3月铁道部运输局装备部通过了197726型大修轴承装用工程塑料保持架的技术审查。
2005年5月铁道部运输局下发“关于197726型大修轴承装用工程塑料保持架的通知”,规定自2005年6月1日起,各轴承厂在197726型轴承大修时必须装用工程塑料保持架,各保持架生产厂家停止生产、供应197726型钢保持架。
1.1.1.5 大修轴承装用或换装工程塑料保持架b) 换装工程塑料保持架铁道部为了加快淘汰钢板冲压保持架,从2006年6月20日起对符合下面条件的197726型轴承一律退卸并返轴承大修厂换装工程塑料保持架: 一般检修中须退卸的装用钢板冲压保持架的轴承。
已大修过的仍装用钢板冲压保持架。
当车轮踏面擦伤、局部凹陷深度达到1mm及剥离、缺损超过限度时须退卸的装用钢板冲压保持架的轴承。
1.1.1.5 大修轴承装用或换装工程塑料保持架c) 小挡边外径由原 155mm补充加工成153+0.25mm,增加了9 的装配角。
铁路货车轮轴简介(二)车轴ppt课件
二、铁路货车车轴简介
RD2
2. 铁路货车车轴发展历程及特点
2.1 RD2型车轴 2.1.1 RD2型车轴的设计及工艺
我国1969年开始借鉴国外的经验,研究使用无
轴箱双列圆锥轴承,当时与轴颈直径为φ130mm
的货车车轴配合使用的轴承型号为97726。在20
世纪70年代推广使用的197726型滚动轴承配装的
-0.5
-0.6
d) 轴颈可以增加检修等级 -0.7
变形 1 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 161 171 181 191 201 211 221 231 241 251 261 271 281 291
RE2B
E轴 F轴 K轴 RE2轴 RE2A轴 RE2B轴 RD2轴 RD2B轴
RD2
A型
在车轴轴颈和防尘板座根部均有深度为0.20-0.10 mm、圆弧半径为R20mm 的卸荷槽,有限元分析计算轴颈卸荷槽最大局部应力值达191.971MPa,作
为最原始的一种方案,2004年12月23日运装货车[2004]479号文件规定在
新制和等级修中停用。
二、铁路货车车轴简介
RD2
C型
在轴颈根部有深度为0.20-0.10 mm、圆弧半径为R20mm的卸荷槽,有限元 分析计算最大局部应力值达191.971MPa,与A型的差别是防尘板座采用精
车轴轴颈长度 在载荷作用下各型车轴轴颈的变形(mm)
二、铁路货车车轴简介
RE2B型与RE2A型车轴比较
2.3 RE2B型与RE2A型车轴比较
2191
1981
230
三种型式
125
RE2A
150 180
铁路货车标志板标记
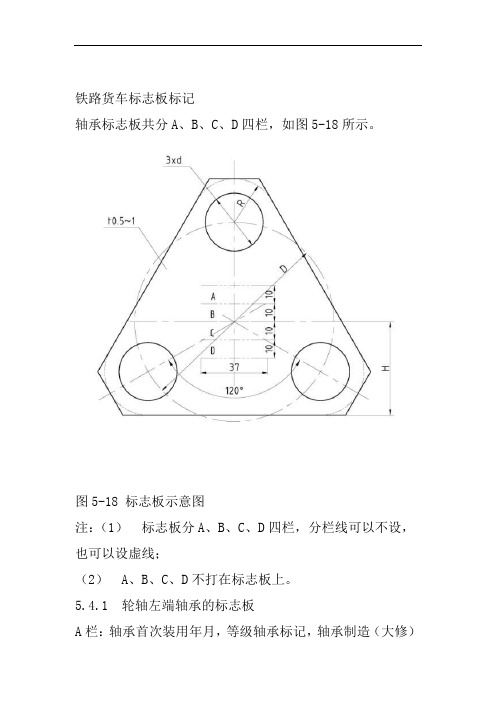
铁路货车标志板标记轴承标志板共分A、B、C、D四栏,如图5-18所示。
图5-18 标志板示意图注:(1)标志板分A、B、C、D四栏,分栏线可以不设,也可以设虚线;(2) A、B、C、D不打在标志板上。
5.4.1 轮轴左端轴承的标志板A栏:轴承首次装用年月,等级轴承标记,轴承制造(大修)单位代号,轴承分类代号。
B栏:轮对第一次组装年月日,左,轴号。
C栏:轴承本次装用年月日,车轴制造年月、车轴钢钢种代号、车轴制造单位代号。
LZ50钢钢种标记为“W”,LZ45CrV 钢钢种标记为“H”,LZ40钢钢种标记为“S”。
D栏:轴承本次装用单位代号,一般检修单位代号,一般检修符号。
.5.4.2 轮轴右端轴承的标志板A栏:轴承首次装用年月,等级轴承标记,轴承制造(大修)单位代号,轴承分类代号。
B栏:轮对最后一次组装年月日,轮对组装单位代号。
C栏:轴承本次装用年月日。
D栏:轴承本次装用单位代号,一般检修单位代号,一般检修符号。
5.4.3 标记刻打说明(1)标志板上的标记使用钢印或激光等方式刻打,深度不小于0.2mm,字高5mm,角标字高3mm,行间距3mm。
右端B 栏、左端C栏不同内容之间空两个字的距离,但车轴制造年月、车轴钢钢种代号、车轴制造单位代号之间可连打。
(2)轴承分类代号中,新造轴承代号为高度10mm的等边三角形,大修轴承代号为直径10mm的圆形,轴承分类代号套打在轴承制造(大修)单位代号外边。
(3)新造轴承或大修轴承首次装用时,D栏内只刻打轴承本次装用单位代号;轴承为本单位一般检修并压装时,在轴承本次装用单位代号外边套打轴承一般检修符号,即高度10mm、长度22mm的菱形框;轴承为外单位一般检修而由本单位压装时,在轴承本次装用单位代号后面刻打轴承一般检修单位代号并套打轴承一般检修符号。
栏首次装用年月后A轮轴装用等级轴承时,须在)4(.面增加刻打轴承等级标记“D1”。
4.4 标志板标记刻打示例如图5-19所示。
铁路货车轮轴组装检修及管理规则基本要求

铁路货车轮轴组装检修及管理规则基本要求2.1轮轴新组装和检修修程2.1.1铁路货车轮轴新组装是新品车轴、车轮、轴承及附件的全新组装,可装用于新造铁路货车和各级修程货车。
2.1.2 铁路货车轮轴检修修程从低级到高级依次分为一级修、二级修、三级修和四级修。
一级修是经对轴承、车轮外观技术状态检查,无需退卸轴承,仅对车轮踏面进行旋修的轮轴检修,主要结合货车站修进行,修复后装用于辅修、临修货车。
二级修是经对轮轴外观技术状态检查,无需退卸轴承但需探伤的轮轴检修,主要结合货车段修、入段厂修进行,修复后装用于段修及以下修程货车。
三级修是经对轮轴外观技术状态检查,需退卸轴承而不需分解轮对的轮轴检修,主要结合货车段修、入段厂修、工厂(公司)厂修进行,修复后可装用于各级修程货车,其中单端退卸轴承的修复后装用于段修及以下修程货车。
四级修是检修过程中需分解轮对并重新组装,且车轮踏面经过旋修(新品车轮除外)的轮轴检修,主要在车辆段轮轴(车轮)车间和工厂(公司)进行,修复后可装用于各级修程货车。
铁路货车轴承检修分为一般检修和大修。
2.2 质量保证铁路货车车轴、车轮、轮对、轮轴、轴承实行质量保证,时间统计精确到月,在正常运用和维护条件下,其质量保证要求规定如下:2.2.1 车轴制造的质量保证在规定的车轴使用寿命期内,凡由于车轴材质和制造质量问题而造成的行车事故,应由车轴制造单位承担事故责任;凡由于车轴材质和制造质量问题危及行车安全的缺陷车轴,由车轴制造单位免费更换。
2.2.2 车轮制造的质量保证在车轮的整个使用期内,凡由于车轮材质和制造质量问题而造成的行车事故,应由车轮制造单位承担事故责任;凡由于车轮材质和制造质量问题危及行车安全的缺陷车轮,由车轮制造单位免费更换。
2.2.3 轮对组装的质量保证2.2.3.1 质量保证期限双列圆锥滚子轴承LZ40钢车轴的轮对为5年,LZ50钢、LZ45CrV钢材质车轴的轮对为6年,圆柱滚子轴承的轮对为4年。
轮对标记
轮对的分类及其标记作者:佚名来源: 中国铁路网更新时间:2010-06-11轮对的类型和名称,应根据车轮和车轴类型而定。
货车标准滑动轴承轮对型号与车轴、车轮三者型号完全一致;标准滚动轴承轮对型号与车轴型号一致,其车轮即为普通相应吨位的车轮。
客车滚动轴承轮对型号与车轴型号一致,车轮为相应吨位客车车轮。
非标准轮对型号的确定与标准轮对相似。
轮对的标记包括车轴标记、车轮标记和轮对标记三部分。
车轴的标记:车轴制成以后,在车轴一端的任意1/3圆内,刻打一“左”字做为始端并刻打制造标记,车轴的制造标记包括:制造工厂代号、熔炼号码、制造顺序号码(即轴号)、轴型标记、制造年月日。
车轮制造标记:车轮应在辗压成型后的炽热状态下,在其轮辋外侧面刻打制造厂代号、制造年月、制造顺序号码、熔炼号码、轮型等标记。
轮对责任钢印:凡轮对组装,车轴横裂纹处理等均应在轴端刻打责任钢印。
其刻打方法是:第一次责任钢印刻打在制造钢印旁,即按顺时针方向的第二个三角形面内,以后各项顺序刻打,一端用完可在另一端刻打,第六次刻打完时,应磨去第一次的责任钢印后继续刻打。
轮对的责任钢印内容应包括:责任厂或段代号、检查员钢印、验收员钢印、年月日,此外,根据具体修程内容应分别刻打专门钢印。
凡有轴型、轴号、“左”或表示横向裂纹标记“艹”代号者,均需永久保留,直至该车轴报废为止。
车轮踏面设计成斜度的理由及踏面磨耗的主要过程以往车轮外形成锥形,即踏面具有一定的斜度,主要是由于:1、当车辆通过曲线时,虽然外轨比内轨长,但因离心作用,轮对偏向外轮运行,外侧车轮在钢轨上滚动部分的直径较内侧车轮为大,使外侧车轮比内侧车轮滚动的距离大,利用此滚动部分的直径大小不同以适应内、外轨长短不同的特点,减小了车轮在轨面上的滑动,使车辆顺利地通过曲线。
2、由于踏面具有一定斜度,且靠轮缘处为1/20,靠车轮外侧有1/10的斜度。
踏面外侧制成1/10的斜度,这使车轮外侧直径更为减少,以便通过更小的曲线半径。
铁路货车轮轴及零部件标记
铁路货车轮轴及零部件标记5.1车轴标记5.1.1包括车轴制造标记、轮对组装标记和特殊标记。
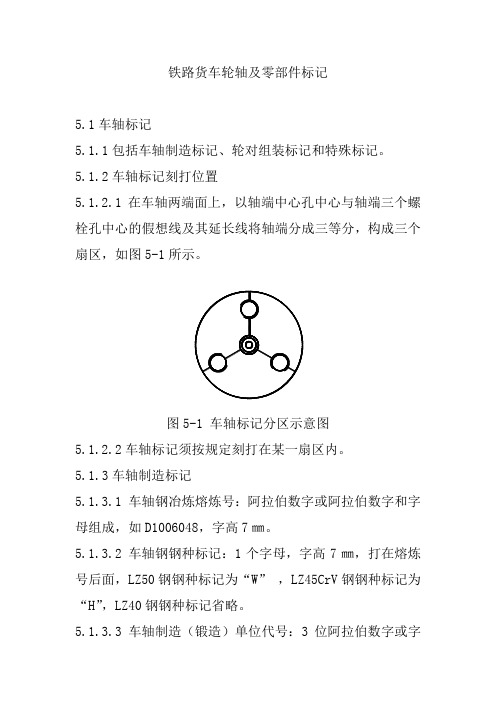
5.1.2车轴标记刻打位置5.1.2.1在车轴两端面上,以轴端中心孔中心与轴端三个螺栓孔中心的假想线及其延长线将轴端分成三等分,构成三个扇区,如图5-1所示。
图5-1 车轴标记分区示意图5.1.2.2车轴标记须按规定刻打在某一扇区内。
5.1.3车轴制造标记5.1.3.1 车轴钢冶炼熔炼号:阿拉伯数字或阿拉伯数字和字母组成,如D1006048,字高7㎜。
5.1.3.2 车轴钢钢种标记:1个字母,字高7㎜,打在熔炼号后面,LZ50钢钢种标记为“W”,LZ45CrV钢钢种标记为“H”,LZ40钢钢种标记省略。
5.1.3.3 车轴制造(锻造)单位代号:3位阿拉伯数字或字母,如114,字高7㎜。
5.1.3.4 车轴锻造年月:年、月分别用2位阿拉伯数字表示,如1012,字高 7㎜。
5.1.3.5 车轴锻造顺序号(轴号):用1~6位阿拉伯数字表示,从1~999999循环刻打;如22772,字高7㎜。
2015年之前生产的LZ45CrV钢车轴用5位阿拉伯数字表示,从00001~99999循环刻打。
5.1.3.6 车轴方位标记:“左”字标记,字高7㎜。
5.1.3.7 车轴轴型标记:用字母及阿拉伯数字表示,如RF2 、RE2B、RD2等,字高7㎜,角标字高5㎜。
5.1.3.8 车轴制造超声波穿透探伤检查钢印标记:“↑”,高10㎜。
5.1.3.9 超声波穿透探伤工作者的责任钢印标记:“”,“C”字高5㎜,超探工作者编号“1”字高3㎜,三角形框高8㎜,下底宽10㎜。
5.1.3.10 车轴制造标记须集中刻打在轴端的某一扇区之内并永久保留,排列位置如图5-2所示。
图5-2 车轴标记示意图5.1.4轮对组装标记5.1.4.1 轮对组装及组装单位标记:“×××”,矩形框长12mm,高7mm,框内刻打轮对组装单位代号,字高5mm,如131。
铁路货车车轮标记
铁路货车车轮标记5.2.1 辗钢车轮5.2.1.1 基本标记(1)制造年月;(2)制造单位代号;(3)车轮钢种代号;(4)车轮型号;(5)熔炼炉罐号(视具体情况);(6)车轮顺序号;(7)检验人员标记。
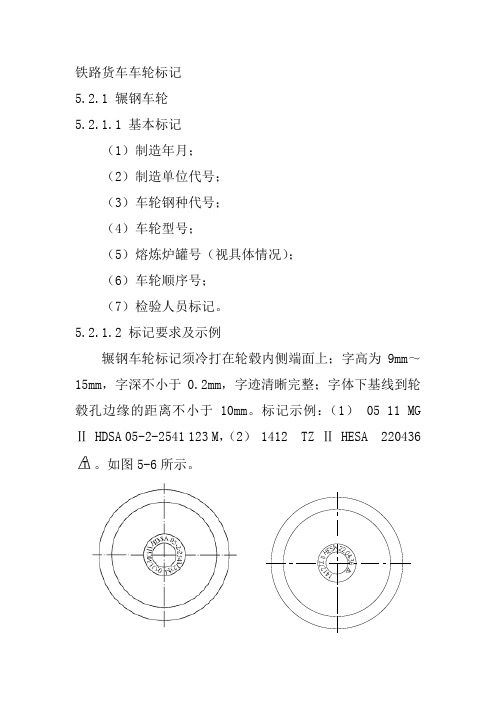
5.2.1.2 标记要求及示例辗钢车轮标记须冷打在轮毂内侧端面上;字高为9mm~15mm,字深不小于0.2mm,字迹清晰完整;字体下基线到轮毂孔边缘的距离不小于10mm。
标记示例:(1) 05 11 MG Ⅱ HDSA 05-2-2541 123 M,(2) 1412 TZ Ⅱ HESA 220436。
如图5-6所示。
(a)(b)图5-6 辗钢车轮标记示例图5.2.2 铸钢车轮5.2.2.1 基本标记(1)制造年月;(2)制造单位代号;(3)车轮钢种代号;(4)铸钢车轮代号;(5)车轮型号;(6)车轮顺序号。
5.2.2.2 标记要求及示例铸钢车轮标记在车轮辐板内侧面上铸造凸字标记,字高不小于25mm,标记清晰。
标记示例:07 02 CO B Z HDZD 001456,如图5-7所示。
图5-7 铸钢车轮标记示例图5.2.3 其他车轮标记示例5.2.3.1 中国马鞍山钢铁股份有限公司2003年以前制造的整体辗钢车轮标记在轮辋外侧端面上,如图5-8所示。
(1)1993年及以前制造年月(各2位数字)、冶炼年份、制造单位标记、车轮钢种代号、车轮型号、熔炼炉罐号、班次。
例:(2)1994年~2002年制造年月(各2位数字)、冶炼年份、制造单位代号、车轮钢种代号、车轮型号、熔炼炉罐号、班次。
例:94 10 94 MG Ⅱ D 1072 B(a)(b)图5-8 马钢车轮标记示意图5.2.3.2美国格里芬(Griffin)车轮厂制造的整体铸钢车轮标记在轮毂内侧端面上,如图5-9所示。
制造年月(各2位数字)、制造单位图形标记、制造单位代号、车轮级别、车轮型号和车轮顺序号。
例:图5-9 格里芬车轮标记示意图5.2.3.3 美国ABC车轮厂制造的整体铸钢车轮标记在车轮辐板内侧面上,如图5-10所示制造年月(各2位数字)、制造单位代号、车轮级别、车轮型号和车轮顺序号。
马钢铁路货车车轮铸造标记

马钢铁路货车车轮铸造标记
走进马钢车轮轮毂厂生产车间看到,一个个钢锭从切割到加热,火红的钢坯被工人们从高温炉内取出,经历冷却,成为车轮形状的产品初体,工人们再通过机器将氧化层去掉,然后打磨成锃亮的产品。
外观有了,并不意味着就能出厂了,还要全面检查,及时查出问题车轮和次品,保证出厂的车轮能达到安全性能最佳状态,最后打上马钢的产品标记和编号,这时才真正走完生产流程。
为延长产业链,2012年,马钢成立全资子公司马钢轨道装备有限公司,在该公司的生产线上,这些车轮还将被工人们安装上轮轴。
工程师介绍,只要安装上动力装置,就能在铁路线直接起跑了。
轮轴产品是马钢的“拳头”,在马钢车轮荣誉室里,结束了中国铁路只能使用洋轮的历史,与大庆油田、万吨水压机、原子弹并称为当时我国工业战线的四大成就。
CRH1-D型动车组用车轮、北京地铁8号线用车轮、哈尔滨地铁用车轮……据马钢车轮公司工作人员介绍,目前,马钢车轮公司研发的40吨轴重的重载车轮、机车轮、地铁用低噪音车轮等高新产品,在国内市场保持90%左右的市场占有率。
铁道车辆的车轴
铁道车辆的车轴车轴是轮对的主要配件,它除了车轮组成轮对外,两端还要与轴箱油润装置配合,保证车辆安全运行。
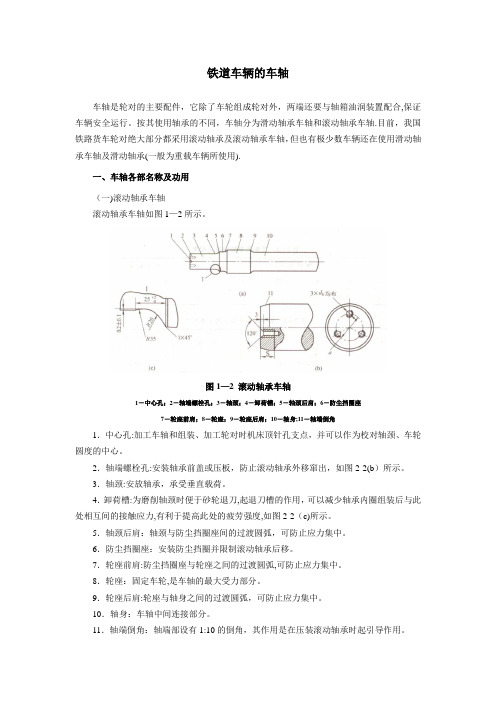
按其使用轴承的不同,车轴分为滑动轴承车轴和滚动轴承车轴.目前,我国铁路货车轮对绝大部分都采用滚动轴承及滚动轴承车轴,但也有极少数车辆还在使用滑动轴承车轴及滑动轴承(一般为重载车辆所使用).一、车轴各部名称及功用(一)滚动轴承车轴滚动轴承车轴如图1—2所示。
图1—2 滚动轴承车轴1-中心孔;2-轴端螺栓孔;3-轴颈;4-卸荷槽;5-轴颈后肩;6-防尘挡圈座7-轮座前肩;8-轮座;9-轮座后肩;10-轴身;11-轴端倒角1.中心孔:加工车轴和组装、加工轮对时机床顶针孔支点,并可以作为校对轴颈、车轮圆度的中心。
2.轴端螺栓孔:安装轴承前盖或压板,防止滚动轴承外移窜出,如图2-2(b)所示。
3.轴颈:安放轴承,承受垂直载荷。
4.卸荷槽:为磨削轴颈时便于砂轮退刀,起退刀槽的作用,可以减少轴承内圈组装后与此处相互间的接触应力,有利于提高此处的疲劳强度,如图2-2(c)所示。
5.轴颈后肩:轴颈与防尘挡圈座间的过渡圆弧,可防止应力集中。
6.防尘挡圈座:安装防尘挡圈并限制滚动轴承后移。
7.轮座前肩:防尘挡圈座与轮座之间的过渡圆弧,可防止应力集中。
8.轮座:固定车轮,是车轴的最大受力部分。
9.轮座后肩:轮座与轴身之间的过渡圆弧,可防止应力集中。
10.轴身:车轴中间连接部分。
11.轴端倒角:轴端部设有1:10的倒角,其作用是在压装滚动轴承时起引导作用。
(二)滑动轴承滑动轴承车轴与滚动轴承车轴各部名称与功用基本相同,所不同的有以下几点:1.增设轴领:主要是防止轴瓦外移。
2.轴颈:安装滑动轴承的轴瓦。
3.没有轴端螺栓孔。
4.没有卸荷槽。
二、货车车轴型号铁道部在新修订的车轴形式尺寸标准(GB 12814—1991)中,规定我国铁路货车用标准型滚动轴承车轴有四种,即RB2、RC2、RD2、RE2型滚动轴承车轴;标准滑动轴承车轴中现在还存使用的有四种,即D、E、F、G型滑动轴承车轴。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铁路货车轮轴及零部件标记
5.1车轴标记
5.1.1包括车轴制造标记、轮对组装标记和特殊标记。
5.1.2车轴标记刻打位置
5.1.2.1在车轴两端面上,以轴端中心孔中心与轴端三个螺栓孔中心的假想线及其延长线将轴端分成三等分,构成三个扇区,如图5-1所示。
图5-1 车轴标记分区示意图
5.1.2.2车轴标记须按规定刻打在某一扇区内。
5.1.3车轴制造标记
5.1.3.1 车轴钢冶炼熔炼号:阿拉伯数字或阿拉伯数字和字母组成,如D1006048,字高7㎜。
5.1.3.2 车轴钢钢种标记:1个字母,字高7㎜,打在熔炼号后面,LZ50钢钢种标记为“W”,LZ45CrV钢钢种标记为“H”,LZ40钢钢种标记省略。
5.1.3.3 车轴制造(锻造)单位代号:3位阿拉伯数字或字
母,如114,字高7㎜。
5.1.3.4 车轴锻造年月:年、月分别用2位阿拉伯数字表示,如1012,字高 7㎜。
5.1.3.5 车轴锻造顺序号(轴号):用1~6位阿拉伯数字表示,从1~999999循环刻打;如22772,字高7㎜。
2015年之前生产的LZ45CrV钢车轴用5位阿拉伯数字表示,从00001~99999循环刻打。
5.1.3.6 车轴方位标记:“左”字标记,字高7㎜。
5.1.3.7 车轴轴型标记:用字母及阿拉伯数字表示,如RF2 、RE2B、RD2等,字高7㎜,角标字高5㎜。
5.1.3.8 车轴制造超声波穿透探伤检查钢印标记:“↑”,高10㎜。
5.1.3.9 超声波穿透探伤工作者的责任钢印标记:“”,“C”字高5㎜,超探工作者编号“1”字高3㎜,三角形框高8㎜,下底宽10㎜。
5.1.3.10 车轴制造标记须集中刻打在轴端的某一扇区之内并永久保留,排列位置如图5-2所示。
图5-2 车轴标记示意图
5.1.4轮对组装标记
5.1.4.1 轮对组装及组装单位标记:“×××”,矩形框长12mm,高7mm,框内刻打轮对组装单位代号,字高5mm,如131。
5.1.4.2 轮对组装年、月、日:年、月、日分别用2位阿拉伯数字表示,字高7mm,如110304。
5.1.4.3 轮对第一次组装标记须在车轴制造标记所处扇区按顺时针方向排列的下一个扇区内刻打,排列位置如图 5-3所示,轮对第一次组装标记须永久保留。
图5-3 轮对标记示意图
5.1.4.4 轮对再次组装时,组装标记在轮对第一次组装标记
所处扇区按顺时针方向排列的下一个扇区内刻打,左端打满后在右端刻打,依次类推。
各扇区均打满后,依次选择第二次及以后各次组装标记中可不保留者,将该扇区的所有标记全部磨除,重新刻打组装标记。
5.1.5车轴特殊标记
5.1.5.1 “++”标记
车轴的轮座上有深度大于0.3mm且小于2.5mm的横裂纹经旋除后再组装成轮对时,在本次组装标记的扇区内增加刻打“++”标记(字高、宽均为7mm),带有“++”字标记的扇区内的所有标记须永久保留,如图5-4所示。
图5-4 车轴双十字标记示意图
5.1.5.2 等级标记
车轴轴颈公称直径比原型公称直径小0.5mm的等级车轴,在本次组装日期和组装单位下面刻打D1标记,字高7mm,等级车轴标记须永久保留,如图5-5所示。
图5-5 车轴等级标记示意图
5.1.6 进口车轴标记
进口车轴轴端原有制造及组装等标记须永久保留。
5.1.7 改制轴端螺栓孔标记
改制轴端螺栓孔时,须将需要永久保留的轴端标记依次转打在新刻制的各扇区内,按新的标记刻打。
5.1.8 标记刻打要求
车轴轴端标记须刻打清晰、准确,除规定刻打的标记外,不得刻打其他标记。
5.2车轮标记
5.2.1 辗钢车轮
5.2.1.1 基本标记
(1)制造年月;
(2)制造单位代号;
(3)车轮钢种代号;
(4)车轮型号;
(5)熔炼炉罐号(视具体情况);
(6)车轮顺序号;
(7)检验人员标记。
5.2.1.2 标记要求及示例
辗钢车轮标记须冷打在轮毂内侧端面上;字高为9mm~15mm,字深不小于0.2mm,字迹清晰完整;字体下基线到轮毂孔边缘的距离不小于10mm。
标记示例:(1) 05 11 MG Ⅱ HDSA 05-2-2541 123 M,(2) 1412 TZ Ⅱ HESA 220436。
如图5-6所示。
(a)(b)
图5-6 辗钢车轮标记示例图
5.2.2 铸钢车轮
5.2.2.1 基本标记
(1)制造年月;
(2)制造单位代号;
(3)车轮钢种代号;
(4)铸钢车轮代号;
(5)车轮型号;
(6)车轮顺序号。
5.2.2.2 标记要求及示例
铸钢车轮标记在车轮辐板内侧面上铸造凸字标记,字高不小于25mm,标记清晰。
标记示例:07 02 CO B Z HDZD 001456,如图5-7所示。
图5-7 铸钢车轮标记示例图
5.2.3 其他车轮标记示例
5.2.3.1 中国马鞍山钢铁股份有限公司2003年以前制造的整体辗钢车轮标记在轮辋外侧端面上,如图5-8所示。
(1)1993年及以前
制造年月(各2位数字)、冶炼年份、制造单位标记、车轮钢种代号、车轮型号、熔炼炉罐号、班次。
例:。