塑胶模具零件公差
塑胶模具配合公差

塑膠模具配合公差1. 上下頂出板之滾珠襯套:i.一側(上頂出板E02A )01.003.0++ ii. 另一側(下頂出板E01A )03.005.0++ 2. 輔助柱:i.長度01.0015.0++ii.外徑02.001.0-- iii.定位處02.001.0-- iv. 定位孔外徑(M03A )01.002.0++ 3. 頂針:i.圓頂針φ徑01.000.0-- ii.片頂針01.000.0-- iii.長度03.005.0++ iv. 頭部高度4.0002.001.0-- 4. 頂桿(有導套)導套孔01.002.0++ i.外徑02.001.0-- ii. 長度 有slider 者不得高於slider 底面無slider5. 定位銷孔:i. 模板(F01A&F02A ,M03A&M04A )φ8ii. 一端 φ5.0 THRφ8.0001.002.0++ × 20L 另一端φ8.05 THRiii. block φ徑01.002.0++ 6. 導柱孔(M04A or F02A )015.0025.0++,加工公差單邊3μ 7. 導套孔(F02A or M04A )015.0025.0++8. 公母模板厚度(F02A&M04A )02.004.0++(規定) 9. 溝槽、圓孔015.0025.0++(常用於在頂針孔、鑲件及模仁對插處,長、寬、深度皆然)10. 配合件:i.挖槽件00.001.0++ 01.000.0-- ii. 搭配件01.000.0--00.001.0++ 11. 墊板搭配處:i.D 02.003.0++ ii.X 15.01.0-- iii.d 03.001.0-- iv. d’ 01.003.0++ 12. 模仁堆疊公差(fine pitch 須嚴加控制厚度尺寸,可每十片加一定位件,定位件不小於0.08 mm )Ex. 10片堆疊公差005.0±對插處005.000.0--(or 01.000.0--) 13. 撥塊:長寬02.001.0-- 14. 回位銷:i.孔(M04A )02.003.0++ ii.銷02.001.0-- iii. 長15.01.0-- 15. 對插式模仁插破深度:i.對插深度各模板編號方式:。
注塑件公差标准
注塑件公差标准引言本标准已经特别指定了工程材料,以防止错误的或不现实的尺寸公差在本公司关于模塑件工程图中被引用。
模塑的收缩率和塑料材料的线性膨胀系数,对模塑件(模型成形的塑料零件)的尺寸特征是非常有影响的。
因此这些物理属性的数据已经被组合在一起,收录在本标准的附录中。
目录1.范围2.材料类别3.模塑件尺寸公差的选择4.公差表附录-模塑收缩率和线性膨胀系数(注:为保证数据的权威性,本标准中线性膨胀系数单位采用国际标准档位,如需使用我国单位请查阅《塑料模具技术手册》等资料)。
1.范围本标准旨在指导设计人员正确选择模塑件尺寸公差,并且是适用于模塑件壁厚小于和等于m m。
其公差值分为精密级和普通级两类。
2.材料类别2.1适用于本标准的材料分列3组如下:第1组.模塑成形可以达到高精度公差的材料:丙烯腈-丁二烯-苯乙烯三元共聚物(ABS)ABS-玻璃填充乙醛缩二乙醇-玻璃填充丙烯酸异酞酸己二烯尼龙-填充尼龙-填充尼龙-填充尼龙-填充酚醛树脂-填充聚碳酸酯聚碳酸酯-玻璃填充聚碳酸酯/ ABS热塑性聚酯:聚丁烯对酞酸盐聚丁烯对酞酸盐-玻璃填充改性聚苯醚改性聚苯醚-玻璃填充苯乙烯丙烯腈尿素甲醛-填充第组.模塑成形可以达到中等精度公差的材料:缩醛(Acteal )乙酸纤维素乙酸-丁酸纤维素(CAB)乙烯-醋酸乙烯共聚物(EVA)三聚氰胺-甲醛树脂尼龙尼龙尼龙尼龙热固性聚酯-玻璃填充聚对苯二甲酸丁二酯(PBT)聚对苯二甲酸乙二酯(PET)聚对苯二甲酸乙二酯(PET)热塑性聚酯橡胶聚丙烯-玻璃填充-滑石填充-石绵填充-改性橡胶聚苯乙烯热塑性聚氨脂(硬度≤S h o r e D)聚氨脂RIM聚氯乙烯(PVC)-刚性的(硬质)第组.模塑成形不可能达到高精度公差的材料:聚乙烯聚丙烯热塑性聚氨脂(硬度>S h o r e D)聚氯乙烯-柔性的(软质)2.2 三组材料中各自的精密级和普通级尺寸公差值的详细表,呈现在第节。
这些表具有指导作用。
塑胶件公差与测量检测知识

形位公差: 零件经过加工后,不仅会产生尺寸误 差,而且会产生表面形状和位置误差; 1)形状误差是指实际表面形状对理想表面形状的误差; 2)位置误差是指表面间、轴线间或表面与轴线间的实 际相对位置对理想相对位置的误差;
形位公差符号
我们应如何正确对待这种实际的差距: 搞清搞懂客户产品的一种实际需求(装配关糸)。 做好与客户之间的尺寸公差确认工作和结构样 板的签样工作。
四、工程、品质技术人员应如何做尺寸对策
图例一
PART 1
图例二
PART 1
图例三
对模具设计和制作提出准确制模尺寸减少模具设计造成的缺陷。 模具制作中应对有较高公差的数进行重点管控,或采取应对措施。 试模确认装配关糸是否满足结构需求和制程工艺要求。对不良点进 行整改。 与客户联络确认相应试装件是否满足装配关糸并索取相应装配件样 板。 做好试装工作,确认装配关糸是否满足要求。对装配情况不好的数 要修改模具加以调整。 选取合适的测量位置和公差以及检测方法制定检验作业指导书。 检验作业指导书的确定应充分考虑形位不足影响的尺寸检验误差。 检验方法确定应考虑选用最简易可靠方法(如专用检测冶具) 。
五、影响塑胶件(注塑) 尺寸的因素
模具制造因素 模具制作时对重点尺寸控制不严,或没控制。 模具在分模或CNC编程时对重点控制尺寸考虑不周、甚 至末考虑。 后续加工时末考虑后续加工工序对尺寸变化的影响(如省模等)。 加工精度欠佳。 试模后的调整不到位。
3、成型因素 1)设备不配套,或大或小,或性能不满足。 2)成形参数调整不当
1、目的:保持产品的一致性和具有互换关系。 2、尺寸概念: 1)基本尺寸:设计时给定的尺寸,称为基本尺寸。 2)实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。 3)极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。它 以基本尺寸确定。两个极限尺寸中较大的一个称为最大极限尺 寸Dmax(或dmax);较小的一个称为极限尺寸Dmin(或dmin)。 4)尺寸偏差:某一尺寸减其基本尺寸所得的代数差,称为尺寸偏 差,简称偏差。 实际偏差=实际尺寸一基本尺寸 5)尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。公差 等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于 上偏差与下偏差代数差的绝对值。图例:
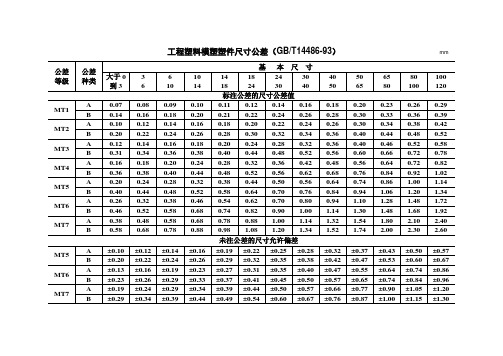
工程塑料模塑塑件尺寸公差(GBT14486-93)
MT2
MT3
MT5
有机填料填充
MT3
MT4
MT6
MT5
AS
丙烯腈-苯乙烯共聚物
MT2
MT3
MT5
CA
醋酸纤维素塑料
MT3
MT4
MT6
EP
环氧树脂
MT2
MT3
MT5
PA
尼龙类塑料
无填料填充
MT3
MT4
MT6
玻璃纤维填充
MT2
MT3
MT5
PBTP
聚对苯二甲酸二醇酯
无填料填充
MT3
MT4
MT6
玻璃纤维填充
MT2
MT3
MT5
PC
聚碳酸酯
MT2
MT3
MT5
0.98
1.06
1.12
1.20
1.30
1.40
1.50
1.64
1.80
1.94
MT4
A
0.92
1.02
1.12
1.24
1.36
1.48
1.62
1.80
2.00
2.20
2.40
2.60
B
0.12
1.22
1.32
1.44
1.56
1.68
1.82
2.00
2.20
2.40
2.60
2.80
MT5
A
1.28
1.44
1.00
1.14
1.30
1.48
1.68
1.92
MT7
A
0.38
0.48
0.58
0.68
塑胶模具配合公差
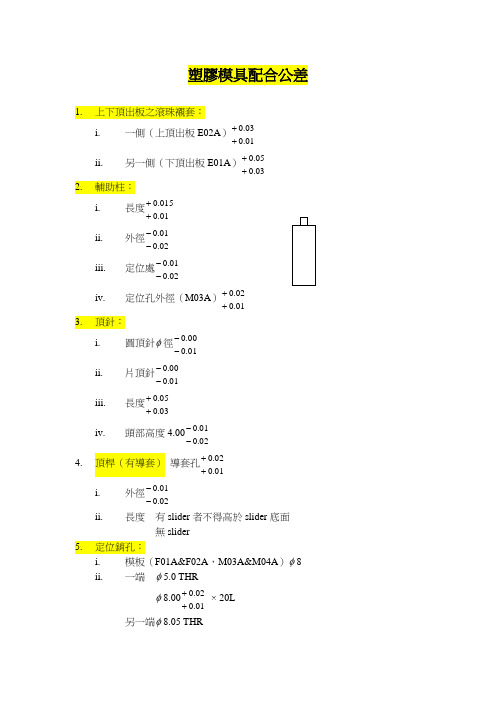
塑膠模具配合公差1. 上下頂出板之滾珠襯套:i.一側(上頂出板E02A )01.003.0++ ii. 另一側(下頂出板E01A )03.005.0++ 2. 輔助柱:i.長度01.0015.0++ii.外徑02.001.0-- iii.定位處02.001.0-- iv. 定位孔外徑(M03A )01.002.0++ 3. 頂針:i.圓頂針φ徑01.000.0-- ii.片頂針01.000.0-- iii.長度03.005.0++ iv. 頭部高度4.0002.001.0-- 4. 頂桿(有導套) 導套孔01.002.0++ i.外徑02.001.0-- ii. 長度 有slider 者不得高於slider 底面無slider5. 定位銷孔:i. 模板(F01A&F02A ,M03A&M04A )φ8ii. 一端 φ5.0 THRφ8.0001.002.0++ × 20L 另一端φ8.05 THRiii. block φ徑01.002.0++ 6. 導柱孔(M04A or F02A )015.0025.0++,加工公差單邊3μ 7. 導套孔(F02A or M04A )015.0025.0++8. 公母模板厚度(F02A&M04A )02.004.0++(規定) 9. 溝槽、圓孔015.0025.0++(常用於在頂針孔、鑲件及模仁對插處,長、寬、深度皆然)10. 配合件:i.挖槽件00.001.0++ 01.000.0-- ii. 搭配件01.000.0--00.001.0++ 11. 墊板搭配處:i.D 02.003.0++ ii.X 15.01.0-- iii.d 03.001.0-- iv. d’ 01.003.0++ 12. 模仁 堆疊公差(fine pitch 須嚴加控制厚度尺寸,可每十片加一定位件,定位件不小於0.08 mm )Ex. 10片堆疊公差005.0±對插處005.000.0--(or 01.000.0--) 13. 撥塊:長寬02.001.0-- 14. 回位銷:i.孔(M04A )02.003.0++ ii.銷02.001.0-- iii. 長15.01.0-- 15. 對插式模仁插破深度:i.對插深度各模板編號方式:。
塑胶件一般公差

综述:
目前常见的塑料件公差标准有以下几种: ——国家标准:GB/T 14486-2008 ——汽车行业标准:QC-T-29017-1991汽车模制塑料零件 未注公差尺寸的极限偏差 ——上汽标准:MGR ES.22.PL.103 塑料件工程图纸公差。 ——大众用标准:DIN 16901-1982
第三组 不能铸成精密公差的原料 PE PP PS,热塑性的(硬度>50) PVC-可变形的
根据材料的收缩特性将常用塑料分成以下3组:
上汽标准
执行标准时,可能的情况下用一般公差,因为精密公差要求更昂贵的模具,废品率更高
大众用标准:DIN 16901-1982
标准涉及基本术语和概念:
一.定义 实际参数值的允许变动量 目的:为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。 几何参数的公差有尺寸公差、形状公差、位置公差等。 ①尺寸公差。指允许尺寸的变动量,等于最大极限尺寸与最小极限尺寸代数差的绝对值。 ②形状公差。指单一实际要素的形状所允许的变动全量,包括直线度、平面度、圆度、圆柱度、线轮廓度和面轮廓度6个项目。 ③位置公差。指关联实际要素的位置对基准所允许的变动全量,它限制零件的两个或两个以上的点、线、面之间的相互位置关系,包括平行度、垂直度、倾斜度、同轴度、对称度、位置度、圆跳动和全跳动8个项目。 公差表示了零件的制造精度要求,反映了其加工难易程度。
GB/T 14486-2008
A为不受模具活动部分影响的尺寸公差值,B为受模具活动部分影响的尺寸公差值. MT1级为精密级,只有采用严密的工艺控制措施和高精度的模具、设备、原料时才有可能选用。
汽车行业标准:QC-T-29017-1991 ——汽车模制塑料零件 未注公差尺寸的极限偏差
塑料模具加工公差和表面粗糙度-应用标准

模具零件公差和表面粗糙度(企业标准选用适度)1.适用范围:本标准规定了注塑模具零件尺寸公差和表面粗糙度的选用和控制要求,用于指导本企业模具设计、加工和质量检测,可作用为三坐标检测的合格判定。
凡顾客对模具设计制造提出具体规定的,按顾客的标准执行。
2.引用标准:GB/T 1800 公差与配合GB/T 1031 表面粗糙度参数及其数值GB/T 131 机械制图表面粗糙度符号,代号及其注法GB/T 14486 工程塑料模塑塑料件尺寸公差GB/T 12554 塑料注射模技术条件3.基本规定3.1 模具尺寸和形位公差的一般规定3.1.1模具零件的尺寸公差按IT6~IT8级选用。
附录A:模具零件适用标准公差数值表3.1.2基于制品塑料材料的成形特性和非刚性体的特点,塑件的规定尺寸公差带较宽,模具成型表面的尺寸公差原则上按IT7级选用,同时要按满足制品壁厚公差要求进行校核。
附录B:常用工程塑料件尺寸公差表。
3.1.3模具零件的尺寸标注遵循独立原则,形位公差按尺寸公差的1/2~1/3选取,特殊要求在图样上标注。
3.1.4模具零件的未注公差根据模具单件生产的要求和数控加工的经济精度水平另定,目前图纸公差值参照GB/T1804-2000规定的f级提高约30—50%。
3.2 模具零件的表面粗糙度3.2.1零件的工作表面加工的粗糙度按不同的工艺方法规定如下:3.2.2推杆配合孔的表面粗糙度为Ra0.83.2.3滑动配合和过渡配合面的粗糙度最低Ra1.63.2.4零件的避空面和模板正面非配合面粗糙度不低于Ra6.3;3.2.5粗加工表面粗糙度为Ra12.53.3.典型零部件的配合:3.3.1分型面的贴合度≥75%且接触点分布均匀,封口部分间隙小于塑料的溢料间隙。
3.3.2 型芯与座框配合要保证实际装配的位置精度,设计取H7/js6。
3.3.3推杆,推管的滑动配合取H7/f6。
3.3.4导柱和导套间的配合按最大实体取H7/f6或H8/f7。
模具部件公差标准

第三事业部模具部 2010.6
滑块公差示意
W
0 -0.01
H
H1-00.02
+0.05 0
2020/3/2
W1± 0.05
Copyright © BYD DIVISION Ⅲ 2004
COMPANY CONFIDENTIAL
VER1.0
滑块加工基准示意
X方向基准(分中)
Z方向基准面
VER1.0
顶针加工公差
顶针位置公差: Y±0.02
顶针孔中心
顶针位置公差: X±0.02
镶件位置公差: X±0.01
模 仁 中 心
2020/3/2
Copyright © BYD DIVISION Ⅲ 2004
镶件孔中心
模仁中心 镶件位置公差: Y±0.01
COMPANY CONFIDENTIAL
COMPANY CONFIDENTIAL
VER1.0
斜顶孔公差:
+0.01 0
模仁加工公差
顶针孔公差:
+0.015 +0.005
镶件孔公差:
+0.01 0
L:±0.01
2020/3/2
Copyright © BYD DIVISION Ⅲ 2004
W:±0.01
H:
0 -0.1
COMPANY CONFIDENTIAL
VER1.0
模仁加工基准面
加工基准面
底面
2020/3/2
Copyright © BYD DIVISION Ⅲ 2004
COMPANY CONFIDENTIAL
VER1.0
凸插穿面公差
凸插穿面公差:
塑胶模具零件公差
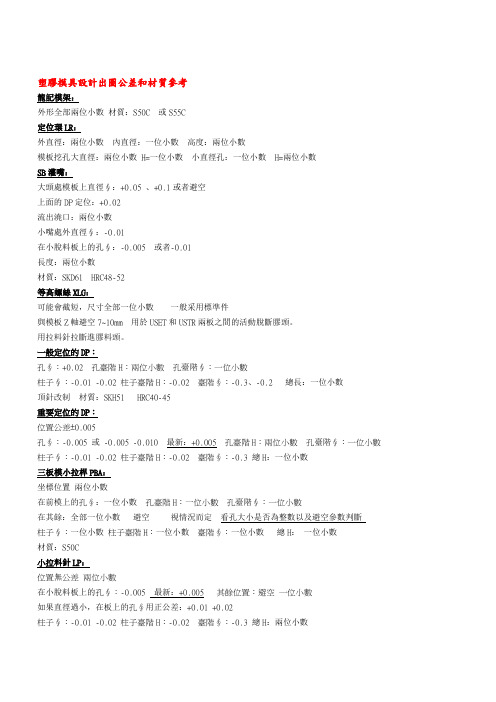
塑膠模具設計出圖公差和材質參考龍記模架:外形全部兩位小數材質:S50C 或S55C定位環LR:外直徑:兩位小數內直徑:一位小數高度:兩位小數模板挖孔大直徑:兩位小數 H=一位小數小直徑孔:一位小數 H=兩位小數SB灌嘴:大頭處模板上直徑∮:+0.05 、+0.1或者避空上面的DP定位:+0.02流出澆口:兩位小數小嘴處外直徑∮:-0.01在小脫料板上的孔∮:-0.005 或者-0.01長度:兩位小數材質:SKD61 HRC48-52等高螺絲XLG:可能會截短,尺寸全部一位小數一般采用標準件與模板Z軸避空7~10mm 用於USET和USTR兩板之間的活動脫斷膠頭。
用拉料針拉斷進膠料頭。
一般定位的DP:孔∮:+0.02 孔臺階H:兩位小數孔臺階∮:一位小數柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3、-0.2 總長:一位小數頂針改制材質:SKH51 HRC40-45重要定位的DP:位置公差±0.005孔∮:-0.005 或 -0.005 -0.010 最新:+0.005 孔臺階H:兩位小數孔臺階∮:一位小數柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:一位小數三板模小拉桿PBA:坐標位置兩位小數在前模上的孔∮:一位小數孔臺階H:一位小數孔臺階∮:一位小數在其餘:全部一位小數避空視情況而定看孔大小是否為整數以及避空參數判斷柱子∮:一位小數柱子臺階H:一位小數臺階∮:一位小數總H:一位小數材質:S50C小拉料針LP:位置無公差兩位小數在小脫料板上的孔∮:-0.005 最新:+0.005 其餘位置:避空一位小數如果直徑過小,在板上的孔∮用正公差:+0.01 +0.02柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:兩位小數注意可能會有不同形式的拉料桿材質:SKD61 HRC40-45前模小脫料板:長寬尺寸:兩位小數在USTR上的尺寸公差:+0.01在UDIE上:避空在模板上的槽深度-0.01材質:2510、SKD61 HRC48-52模板上的模仁框:無鎖緊塊地方:+0.005或+0.01 (深度-0.01,坐標高度+0.01)通框線割:+0.005 非通框CNC加工:+0.01有鎖緊塊地方:一位小數模仁上的入子框:中心位置公差:±0.005框的大小:長寬位置 +0.002 +0.004水口 PT1/8水道兩位小數:如∮8.10入子:總長寬方向加框□PL面公差 +0.003產品面:兩位小數位置公差:±0.005放料帶的谷區寬度:-0.01圓弧接圓弧的地方要標準中心位置坐標放電處:兩位小數角度:一般兩位小數臺階高度:-0.01套臺階入子處:+0.01臺階寬度:根據情況一位小數或兩位小數材質:VIKING HRC56-58五金件:重要位置:三位小數不重要位置:兩位、一位小數長寬高一般都需要標示出來,供檢測長寬封閉尺寸材質:SKD61 HRC48-52PL開閉器:后模孔∮:+0.02前模∮:攻絲臺階H:一位小數臺階∮:+0.2一般導柱、小導柱GP:孔∮:+0.020 +0.015 孔臺階H:兩位小數臺階∮:一位小數柱子∮:+0.015 +0.010 柱子臺階H:-0.1 -0.2 臺階∮:一位小數總H:±0.20材質: SUJ2 HRC58-62一般導套、小導套GB:柱子外孔∮:+0.010 +0.015(A)柱子內孔∮:+0.005 +0.010柱子臺階H:-0.20 臺階∮:-0.20或正整數無小數點總H:±0.20模板上孔∮:+0.020 +0.015 孔臺階H:兩位小數孔∮:一位小數材質: SUJ2 HRC58-620度塊:模板上外形位置單邊:+0.003厚度和高度:兩位小數外形寬度 -0.006 -0.002 凹槽 +0.006 +0.002 凸臺 -0.006 -0.002在模板上的單邊:+0.003材質:SKD11 HRC58-62后模料帶固定針:頂針改制,數據不變長度:一位小數在后模五金上的位置公差:±0.005 孔的∮:-0.005在前模五金件上的孔的∮:一位小數或 +0.1材質:SKH51 HRC58-60后模小頂針板島銷D01:在小頂針板上的孔∮:+0.005 位置:±0.005 臺階H:兩位小數孔臺階∮:一位小數切邊值:柱子:兩位小數模板上:兩位小數(或+0.02)在后模仁下墊塊的孔∮:-0.005 最新:+0.005 位置:兩位小數在模仁(五金)上的孔∮:避空一位小數柱子孔∮:-0.01 -0.02 柱子臺階∮:-0.3 臺階H:-0.02 總H:+0.01材質:SUJ2 HRC58-62圓頂針E:柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:兩位小數在小頂針板上的孔∮:避空一位小數在后模下入子墊塊:避空一位小數在五金件上頂料帶的孔∮:+0.02在入子處的直徑∮:-0.005 坐標位置:兩位小數材質:SKH51 HRC59-61 HRC58-60 鍍硬鑼帶肩圓頂針:總長度:+0.01 或+0.005 +0.002肩處直徑∮:-0.05肩高度:一位小數或無小數點過渡處標注 R在入子處的直徑∮:-0.005扁頂針:長度:+0.01 或+0.005 +0.002扁處長寬:-0.005過渡處標注 R其他:頂針改制材質:SKH51 HRC58-60回針RP:孔∮:-0.005 或 -0.005 -0.010 孔臺階H:兩位小數孔臺階∮:一位小數柱子∮:-0.025 -0.030 、-0.015~-0.025 柱子臺階H:-0.02 臺階∮:-0.2 或-0.3 總H :+0.03 +0.02 材質:SUJ2 HRC58-62頂板島銷孔EGP:柱子:直徑∮:-0.020 -0.025 臺階∮:一位小數臺階高度:一位小數總長:±0.20柱子配合的模板上的孔直徑∮:-0.010 -0.020套:內孔∮:+0.005 +0.010 基準直徑為外孔外孔∮:-0.03 -0.05 和 -0.20 -0.30 中間的∮:無小數點總長:±0.20套配合的模板孔直徑∮:-0.020 -0.030 和 -0.03 -0.05 和一位小數SUP柱子:柱子∮:一位小數 H:+0.20 +0.15 建議公差:+0.05~+0.10材質:S50CSTP限位柱:全部一位小數材質:S50CKO柱子:全部一位小數材質:S50C垃圾釘:厚度兩位小數。
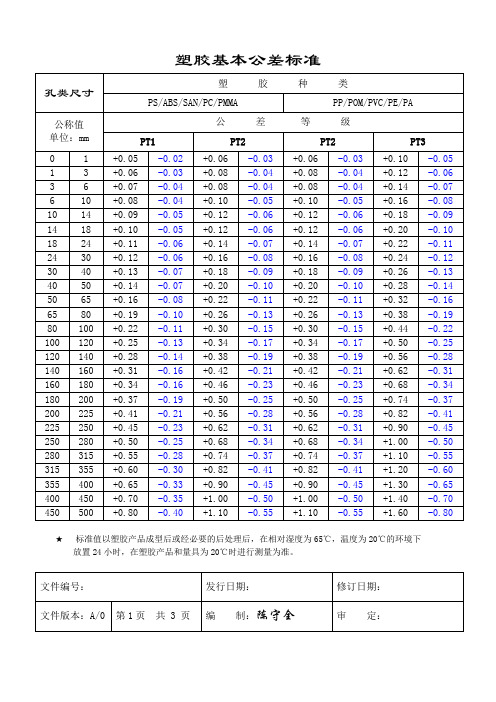
塑胶基本公差标准
-0.50
+0.50
-0.50
+0.70
-0.70
450
500
+0.40
-0.40
+0.55
-0.55
+0.55
-0.55
+0.80
-0.80
★标准值以塑胶产品成型后或经必要的后处理后,在相对湿度为65℃,温度为20℃的环境下
放置24小时,在塑胶产品和量具为20℃时进行测量为准。
文件编号:
-0.31
160
180
+0.34
-0.16
+0.46
-0.23
+0.46
-0.23
+0.68
-0.34
180
200
+0.37
-0.19
+0.50
-0.25
+0.50
-0.25
+0.74
-0.37
200
225
+0.41
-0.21
+0.56
-0.28
+0.56
-0.28
+0.82
-0.41
225
250
+0.45
+0.10
-0.10
+0.13
-0.13
+0.13
-0.13
+0.19
-0.19
80
100
+0.11
-0.11
+0.15
-0.15
+0.15
-0.15
+0.22
-0.22
塑胶模塑件尺寸公差

塑膠模塑件尺寸公差和檢驗條件1 引言塑膠模塑件在製造過程中不可避免的會產生尺寸誤差,在生產中產生的尺寸誤差通常由下列原因引起:a) 成型工藝:——模塑材料的均一性——成型設備的設定——模具溫度——模具在成型壓力下的彈性變形b) 模具條件:——模具尺寸的製造公差(參造DIN 16749)——模具的磨損——模具可動部件間的配合誤差本標準中的公差是基於上述考慮,同時根據對於大量實際應用的測試結果而確定出來的。
2 應用範圍本標準的公差適用於熱塑性材料和熱固性材料通過模壓、傳遞、壓塑和注塑成型的塑膠模塑件,而不適用於擠出、吹塑、發泡、燒結,深沖和排屑機加工工藝(pengding)成型的模塑件。
表1 給出了應用於各種模塑材料的推薦公差等級。
3 概念模塑收縮率 VS模塑收縮率是指23±2℃時模腔尺寸L W和模塑件尺寸L F之差,模塑件在成型後應置於標準氣氛(DIN 50 014-23/50-2)中16h後立即測量其尺寸。
VS= (1-L W/ L F )*100%流向收縮率 VSR流向收縮率是指成型時注射方向的模塑收縮率。
橫向收縮率 VST橫向收縮率是指成型時與注射方向相垂直方向的模塑收縮率。
模塑收縮率差∆VS模塑收縮率差是指流向收縮率和橫向收縮率之差。
∆VS=VSR-VST更多概念請參考:DIN 7708 part 1 模塑件、壓塑件、注塑件、模塑材料DIN 16700 壓塑件、傳遞成型件、擠出、注塑成型件DIN 7182 part 1 & DIN 7168 part 1 公差、偏差、一般公差DIN 7184 part 1 & DIN 7168 part 2 形狀公差和位置公差DIN 7724 標準中涉及的高聚物概念4 公差在模塑件檢驗時應使用本公差,詳見第5節。
除非另外商定,不然需按第5節所示,在圖紙中標注出其檢驗條件。
4.1 一般公差(未注公差尺寸)一般公差等級見表1中第4列,與表2中公差等級相對應。
塑胶模具设计公差表

标准书发行封页最新修订内容核准:审查:担当:变更履历表标准书分类标准书名称页码1/5 规范塑料模具设计公差表制/修订日期XXXX/10/17 1目的:1.1. 为了统一加工标准,使公差标准合理化。
2范围:2.1. 适用于光宝(广州)精密模具有限公司塑料模具设计、检测。
3定义:无4权责:4.1. 设计人员按此标制图面,现场按此标准加工,品管按此标准检验。
5作业程序:5.1. 模仁孔穴的配合公差:针对流动性一般材质,如ABS,ABS+PC,POM等,公差定义如下:(如遇PS、PP、PA等流动性好的材质,则公差需更严格。
)定配部分1、备料的模仁及入子长和宽尺寸采用h5级基轴制,高度方向公差+0.05/-0.02、配合方入子孔公差采用G6级;入子沉头孔深度公差为+0.02/-0.00;入子沉头高度公差为+0.00/-0.023、圆入子孔小于等于∅30的公差为+0.01/-0.00;大于∅30公差采用G6级滑配部分1、斜销厚度各宽度尺寸采用基轴制h5级;斜销孔为F6级公差2、顶针公差(包括扁销、双节顶针、套筒顶针、圆入子)按供货商提供之标准制定,顶针孔公差为+0.01/-0.003、线割位置公差+0.01/-0.014、传统螺丝加工尺寸+0.1/-0.1 ; 水孔加工尺寸+0.2/-0.2 ;标准书分类标准书名称页码2/5 规范塑料模具设计公差表制/修订日期XXXX/10/175.2.插、靠破配合公差:5.2.1. 靠破部位: 公母模仁+0.01/-0.01,斜销靠破面+0.01~+0.03,镶针靠破面+0.01~+0.035.2.2. 插破部位:5.2.2.1. 一般塑料材质(ABS、PC...)公差为+0.01/+0.00;-0.00/-0.015.2.2.2. 加玻璃纤维的模具公差为+0.02+0.01,-0.01/-0.025.2.2.3. PET和PBT的模具公差+0.005/+0.00,-0.00/-0.005ABS、PC料... ABS+GF、PA+GF料... PET、PBT、PP料...图一图二图三5.3.模仁料的公差定义:5.3.1.模仁光料:5.3.1.1要求各供货商提供光料加工与检测标准(模仁六面加工公差、模仁平面度、模仁垂直度、粗造度)及出厂检验报告与保证。
冲压、塑料、压铸模具常用公差配合
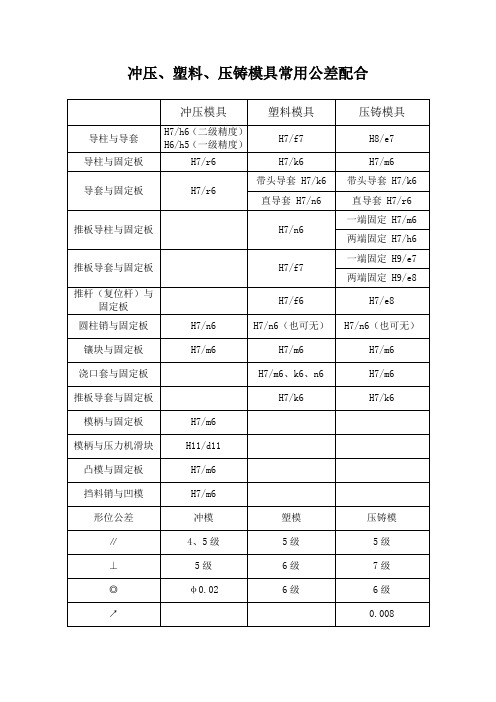
冲压模具
塑料模具
压铸模具
导柱与导套
H7/h6(二级精度)
H6/h5(一级精度)
H7/f7
H8/e7
导柱与固定板
H7/r6
H7/k6
H7/m6
导套与固定板
H7/r6
带头导套H7/k6
带头导套H7/k6
直导套H7/n6
直导套H7/r6
推板导柱与固定板
H7/n6
一端固定H7/m6
H7/n6
H7/n6(也可无)
H7/n6(也可无)
镶块与固定板
H7/m6
H7/m6
H7/m6
浇口套与固定板
H7/m6、k6、n6
H7/m6
推板导套与固定板
H7/k6
H7/k6
模柄与固定板
H7/m6
模柄与压力机滑块
H11/d11
凸模与固定板
H7/m6
挡料销与凹模
H7/m6
形位公差
冲模
塑模
压铸模
∥
4、5级
两端固定H7/h6
推板导套与固定板
H7/f7
一端固定H9/e7
两端固定H9/e8
推杆(复位杆)与固定板
H7/f6
H7/e8
圆柱销与固定板
H7/n6
H7/n6(也可无)
H7/n6(也可无)
镶块与固定板
H7/m6
H7/m6
H7/
浇口套与固定板
H7/m6、k6、n6
H7/m6
推板导套与固定板
H7/k6
H7/k6
模柄与固定板
H7/m6
模柄与压力机滑块
H11/d11
凸模与固定板
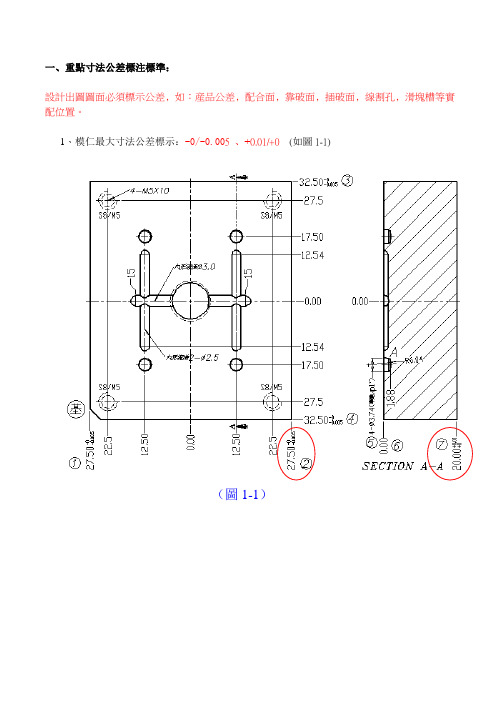
塑料模重点寸法公差标注规范
(圖1-4)
4、滑塊槽寸法公差標示:+0/+0.01、-0/-0.01、-0/-0.01(如圖1-5、1-6)
(圖1-5)
(圖1-6)
5、斜滑面塊公差標示:+0/-0.01
(圖1-7)
6、未注公差參一般公差表
7、四角定位公差標示:+/-0.01
00100001如圖13圖1333靠破面插破面寸法公差標示如圖1面必須標示公差﹐如:産品公差﹐配合面﹐靠破面﹐插破面﹐線割孔﹐滑塊槽等實配位置。
1、模仁最大寸法公差標示:-0/-0.005、+0.01/+0(如圖1-1)
(圖1-1)
2、線割孔﹐入子寸法公差標示
8、斜銷定位槽公差標示:+/-0.01
3.1、方線割孔寸法公差標示:+0.005/+0(如圖1-2)
3.2、方入子寸法公差標示:-0/-0.005(如圖1-2)
(圖1-2)
3.3、圓線割孔、圓入子寸法公差標示:+0.01/+0、-0/-0.01(如圖1-3)
(圖1-3)
3、靠破面﹐插破面寸法公差標示(如圖1-4)
2.1、靠破面寸法公差標示:+0.01/+0、-0/-0.01
塑料模塑件尺寸公差和检验条件 DIN 16901
塑料模塑件尺寸公差和检验条件1 引言塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起:a) 成型工艺:——模塑材料的均一性——成型设备的设定——模具温度——模具在成型压力下的弹性变形b) 模具条件:——模具尺寸的制造公差(参造DIN 16749)——模具的磨损——模具可动部件间的配合误差本标准中的公差是基于上述考虑,同时根据对于大量实际应用的测试结果而确定出来的。
2 应用范围本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件。
表1 给出了应用于各种模塑材料的推荐公差等级。
3 概念模塑收缩率 VS模塑收缩率是指23±2℃时模腔尺寸L W和模塑件尺寸L F之差,模塑件在成型后应置于标准气氛(DIN 50 014-23/50-2)中16h后立即测量其尺寸。
VS= (1-L W/ L F )*100%流向收缩率 VSR流向收缩率是指成型时注射方向的模塑收缩率。
横向收缩率 VST横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率。
模塑收缩率差∆VS模塑收缩率差是指流向收缩率和横向收缩率之差。
∆VS=VSR-VST更多概念请参考:DIN 7708 part 1 模塑件、压塑件、注塑件、模塑材料DIN 16700 压塑件、传递成型件、挤出、注塑成型件DIN 7182 part 1 & DIN 7168 part 1 公差、偏差、一般公差DIN 7184 part 1 & DIN 7168 part 2 形状公差和位置公差DIN 7724 标准中涉及的高聚物概念4 公差在模塑件检验时应使用本公差,详见第5节。
除非另外商定,不然需按第5节所示,在图纸中标注出其检验条件。
4.1 一般公差(未注公差尺寸)一般公差等级见表1中第4列,与表2中公差等级相对应。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑膠模具設計出圖公差和材質參考
龍記模架:
外形全部兩位小數材質:S50C 或S55C
定位環LR:
外直徑:兩位小數內直徑:一位小數高度:兩位小數
模板挖孔大直徑:兩位小數 H=一位小數小直徑孔:一位小數 H=兩位小數
SB灌嘴:
大頭處模板上直徑∮:+0.05 、+0.1或者避空
上面的DP定位:+0.02
流出澆口:兩位小數
小嘴處外直徑∮:-0.01
在小脫料板上的孔∮:-0.005 或者-0.01
長度:兩位小數
材質:SKD61 HRC48-52
等高螺絲XLG:
可能會截短,尺寸全部一位小數一般采用標準件
與模板Z軸避空7~10mm 用於USET和USTR兩板之間的活動脫斷膠頭。
用拉料針拉斷進膠料頭。
一般定位的DP:
孔∮:+0.02 孔臺階H:兩位小數孔臺階∮:一位小數
柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3、-0.2 總長:一位小數
頂針改制材質:SKH51 HRC40-45
重要定位的DP:
位置公差±0.005
孔∮:-0.005 或 -0.005 -0.010 最新:+0.005 孔臺階H:兩位小數孔臺階∮:一位小數柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:一位小數
三板模小拉桿PBA:
坐標位置兩位小數
在前模上的孔∮:一位小數孔臺階H:一位小數孔臺階∮:一位小數
在其餘:全部一位小數避空視情況而定看孔大小是否為整數以及避空參數判斷
柱子∮:一位小數柱子臺階H:一位小數臺階∮:一位小數總H:一位小數
材質:S50C
小拉料針LP:
位置無公差兩位小數
在小脫料板上的孔∮:-0.005 最新:+0.005 其餘位置:避空一位小數
如果直徑過小,在板上的孔∮用正公差:+0.01 +0.02
柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:兩位小數注意可能會有不同形式的拉料桿
材質:SKD61 HRC40-45
前模小脫料板:
長寬尺寸:兩位小數
在USTR上的尺寸公差:+0.01
在UDIE上:避空
在模板上的槽深度-0.01
材質:2510、SKD61 HRC48-52
模板上的模仁框:
無鎖緊塊地方:+0.005或+0.01 (深度-0.01,坐標高度+0.01)
通框線割:+0.005 非通框CNC加工:+0.01
有鎖緊塊地方:一位小數
模仁上的入子框:
中心位置公差:±0.005框的大小:長寬位置 +0.002 +0.004
水口 PT1/8
水道兩位小數:如∮8.10
入子:
總長寬方向加框□
PL面公差 +0.003
產品面:兩位小數
位置公差:±0.005
放料帶的谷區寬度:-0.01
圓弧接圓弧的地方要標準中心位置坐標
放電處:兩位小數
角度:一般兩位小數
臺階高度:-0.01
套臺階入子處:+0.01
臺階寬度:根據情況一位小數或兩位小數
材質:VIKING HRC56-58
五金件:
重要位置:三位小數不重要位置:兩位、一位小數
長寬高一般都需要標示出來,供檢測長寬封閉尺寸
材質:SKD61 HRC48-52
PL開閉器:
后模孔∮:+0.02
前模∮:攻絲臺階H:一位小數臺階∮:+0.2
一般導柱、小導柱GP:
孔∮:+0.020 +0.015 孔臺階H:兩位小數臺階∮:一位小數
柱子∮:+0.015 +0.010 柱子臺階H:-0.1 -0.2 臺階∮:一位小數總H:±0.20
材質: SUJ2 HRC58-62
一般導套、小導套GB:
柱子外孔∮:+0.010 +0.015(A)柱子內孔∮:+0.005 +0.010
柱子臺階H:-0.20 臺階∮:-0.20或正整數無小數點總H:±0.20
模板上孔∮:+0.020 +0.015 孔臺階H:兩位小數孔∮:一位小數
材質: SUJ2 HRC58-62
0度塊:
模板上外形位置單邊:+0.003厚度和高度:兩位小數
外形寬度 -0.006 -0.002 凹槽 +0.006 +0.002 凸臺 -0.006 -0.002
在模板上的單邊:+0.003
材質:SKD11 HRC58-62
后模料帶固定針:
頂針改制,數據不變長度:一位小數
在后模五金上的位置公差:±0.005 孔的∮:-0.005
在前模五金件上的孔的∮:一位小數或 +0.1
材質:SKH51 HRC58-60
后模小頂針板島銷D01:
在小頂針板上的孔∮:+0.005 位置:±0.005 臺階H:兩位小數孔臺階∮:一位小數
切邊值:柱子:兩位小數模板上:兩位小數(或+0.02)
在后模仁下墊塊的孔∮:-0.005 最新:+0.005 位置:兩位小數在模仁(五金)上的孔∮:避空一位小數柱子孔∮:-0.01 -0.02 柱子臺階∮:-0.3 臺階H:-0.02 總H:+0.01
材質:SUJ2 HRC58-62
圓頂針E:
柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:兩位小數
在小頂針板上的孔∮:避空一位小數
在后模下入子墊塊:避空一位小數
在五金件上頂料帶的孔∮:+0.02
在入子處的直徑∮:-0.005 坐標位置:兩位小數
材質:SKH51 HRC59-61 HRC58-60 鍍硬鑼
帶肩圓頂針:
總長度:+0.01 或+0.005 +0.002
肩處直徑∮:-0.05
肩高度:一位小數或無小數點
過渡處標注 R
在入子處的直徑∮:-0.005
扁頂針:
長度:+0.01 或+0.005 +0.002
扁處長寬:-0.005
過渡處標注 R
其他:頂針改制
材質:SKH51 HRC58-60
回針RP:
孔∮:-0.005 或 -0.005 -0.010 孔臺階H:兩位小數孔臺階∮:一位小數
柱子∮:-0.025 -0.030 、-0.015~-0.025 柱子臺階H:-0.02 臺階∮:-0.2 或-0.3 總H :+0.03 +0.02 材質:SUJ2 HRC58-62
頂板島銷孔EGP:
柱子:直徑∮:-0.020 -0.025 臺階∮:一位小數臺階高度:一位小數總長:±0.20
柱子配合的模板上的孔直徑∮:-0.010 -0.020
套:內孔∮:+0.005 +0.010 基準直徑為外孔
外孔∮:-0.03 -0.05 和 -0.20 -0.30 中間的∮:無小數點總長:±0.20
套配合的模板孔直徑∮:-0.020 -0.030 和 -0.03 -0.05 和一位小數
SUP柱子:
柱子∮:一位小數 H:+0.20 +0.15 建議公差:+0.05~+0.10
材質:S50C
STP限位柱:
全部一位小數
材質:S50C
KO柱子:
全部一位小數
材質:S50C
垃圾釘:
厚度兩位小數。