PE颚式破碎机说明书教程
PEX250x1200颚式破碎机使用说明书

• • • •
•
•
• •
启用前的准备工作 仔细检查轴承的润滑情况是否良好,肘板 的连接处是否有足够的润滑脂。 仔细检查所有紧固件是否完全紧固。 仔细检查传动皮带是否良好,如发现有破 损现象时,应及时更。当皮带或皮带轮上有 油污时,应用抹布将其擦净。 检查防护装置是否良好。发现有不安全现 象时,应及时排除。 检查破碎腔内有无矿石或杂物。若有矿石 或杂物,则必须清理干净,以保证破碎机在 空载下启动。 起动 经检查,证明机器与传动部分情况正常,
•
• •
本机由制造厂装配后成台供应。用户收到后,应仔细 检查,以便发现和排除在运输过程中可能产生的问题。 机器的安装、调整和试运转时应注意: 4、1 由于本机工作时振动较大,故建议将机器 安装在混凝土基础上。为了减少振动、噪音以及对附 近建筑物基础的影响,在破碎机和混凝土基础中间最 好垫以硬木垫板、橡胶带或其他缓振材料。 4、2基础高度、深度和面积,应按土质条件, 单独进行计算。建议基础的重量大致为机器重量的 5~6倍。 4、3基础的排矿槽要铺一层金属板,并具有足 够的倾斜角度,以免阻碍破碎产品的排出。
/product/jaw-crusher.html
4、4调整排料口时,应先松开拉紧弹簧螺栓, 调节调整契块上部的调整丝杆,升降调整契块以调节 调整座,调整座通过肘板调整动颚与定颚间的排料口 大小。动颚借自重和弹簧的作用力,自动压紧垫片组, 并使调整座紧贴耳座。此后调整弹簧预压力,以确保 破碎机工作时,肘板能与肘板垫紧贴,无异样敲击。 最后锁紧调整座和垫片组,必须注意:严禁工作时用 液压起顶机或起顶螺栓与调整座相接触。
PEX250x1200颚式破碎机使用说明书
目
3 4 5 6 7 8 机器用途 主要技术参数 工作原理与结构特性
PE-600x900颚破说明书
PE-600×900 颚式破碎机说明书一、机器的用途本机用于破碎中等硬度的各种矿石或岩石,被破碎物料的抗压强度不超过250Mpa,进料粒度不超过500mm,本机通用于初碎物料的作用,例如,水泥厂、铁矿厂,采石厂等第一道物料的破碎。
二、规格与性能1、进料口尺寸(宽×长)600×900mm2、最大进料粒度500mm3、排料口调整范围75—200mm4、生产能力60—200t/h5、公称开边排料口宽度100mm6、电动机型号Y315M-87、电动机功率75kw8、电动机转数740r/min9、偏心轴转数250 r/min10、外型尺寸长2430宽2280高2391注:生产能力是在下列条件下:A、破碎产品松散密度1.6t/m3,抗压强度为150Mpa的物料。
B、颚板为新颚板。
C、工作为连续工作。
D、物料组成应符合JB/T1388-92中的图2的要求。
三、工作原理与结构特征本机主要由机架,动颚,偏心轴,固定颚板,侧护板,肘板,调整座,飞轮,皮带轮,拉杆弹簧等组成。
电动机通过三角带带动皮带轮,及偏心轴转动,使动颚作复杂摆动,加入破碎腔的矿石由于动颚的摆动,使矿石受到挤压劈裂而破碎,飞轮和皮带轮又起到储存能量释放能量的作用,并使破碎机的转动趋向于平衡。
3.1机架机架是由钢板焊接而成的,轴承座与机架焊接为一体,轴承盖与轴承座组合为机架轴承孔。
3.2动颚和偏心轴动颚是铸钢体,动颚通过轴承悬挂在偏心轴上,轴承为向心球面滚于轴承通过热装冷缩于偏心轴上,并能承受较高的冲击负载。
3.3颚板及侧护板固定颚板由梯形压块及螺栓紧固于机架上,活动颚板由梯形压块和螺栓紧固于动颚上,侧护板由螺栓固定于机架两侧。
3.4肘板与肘板衬肘板由冷硬铸铁,肘板与肘板衬的接触面具有不动的弧度,并具有较高的硬度,工作时为浅状滚动接触,为了使工作时不产生滑动摩擦,此接触面一定不要注润滑剂。
3.5拉杆及弹簧拉杆通过园柱压缩弹簧一端安装在动颚底部,另一端安装在机架后部的弹簧托盘,经过拉杆弹簧的安装,动颚被向后拉向与肘板支承并防止肘板脱落。
PE600X900鄂破说明书

PE-600鄂式破碎机使用说明书K322.00.SM目录一、机器的用途二、规格与性能三、工作原理与结构特征四、机器的润滑五、机器的安装与调整六、机器的试运转七、机器的操作规程八、机器的维修与技术安全九、易损件一、机器的用途本机用于破碎中等硬度的各种岩石或矿石,如石灰石、砂岩、花岗石石膏等。
被破碎物料的抗压强度不超过250MPA,进料粒度不超过500MM,本机通常用于初破物料的作用,例如水泥厂、铁矿厂、采石厂等第一道物料的破碎。
二、规格与性能进料口尺寸:600X900 mm最大进料口粒度500mm排料口调整范围75-200mm生产能力:60-200t/h电动机型号:电动机功率:75KW偏心轴转数:250r/min电动机转速:730r/min设备重量:(不包括电动机)17000KG外形尺寸:长2430宽2200高2391注:生产能力是在下列条件下:1、破碎产品松散密度1.6t/m3,抗压强度为150MPa的物料。
2、颚板为新颚板。
3、工作为连续进料。
4、物料组成应符合JB/T1388-92中的图2要求。
三、工作原理与结构牲本机主要由机架、动鄂、偏心轴、固定鄂板、侧护板、肘板、调整座、飞轮、皮带轮、拉杆弹簧等组成。
电动机通过三角带带动皮带轮,及偏心轴转动,使动颚作复杂摆动。
加入破碎腔的矿石由于动颚的摆动,使矿石受到挤压劈裂而破碎,飞轮和皮带轮又起到储存能量释放能量的作用,并使破碎机的转动趋向于平衡。
1、机架是45#铸钢体,轴承座与机架铸为一体,轴承盖与轴承座组合为机架轴承孔。
2、动鄂和偏心轴动鄂是铸钢件,动鄂通过轴承悬挂在偏心轴上,轴承为向心球面滚子轴承通过热装冷缩于偏心轴上,并能承受较高的冲击负载。
3、鄂板及侧护板固定颚板由梯形压块及螺栓紧固于机架上,活动鄂板由梯形压块和螺栓紧固于动鄂上,侧护板由螺栓固定于机架两侧。
4、肘板与肘板衬肘板由冷硬铸铁,肘板与肘板衬的接触面具有不同的弧度,并具有较高的硬度,工作时为线状滚动接触,为了使工作时不产滑动磨擦,此接触面一定不要注润滑剂。
颚式破碎机使用说明书

颚式破碎机使用说明书
颚式破碎机是一种常用的矿石破碎设备,用于破碎各种硬度的矿石和岩石。
以下是颚式破碎机的使用说明书:
一、安装与调试:
1. 在安装前,要仔细检查设备各部件是否完好,紧固螺丝是否松动,润滑油是否充足。
2. 安装时,应根据设备基础图纸进行基础施工,确保设备稳固安全。
3. 安装完成后,需进行设备的空载试运转,检查设备是否运转正常,各部件是否有异常声响。
二、操作与维护:
1. 在使用颚式破碎机前,要先对设备进行全面的检查,确保各部件处于良好状态。
2. 启动设备前,应该先启动给料机,然后再启动颚式破碎机,
停机顺序相反。
3. 在操作过程中,要定期对设备进行润滑,保持润滑油的清洁
和充足。
4. 定期检查磨损件,如颚板、振动板等,发现磨损严重要及时
更换,以免影响设备破碎效果。
5. 在设备长时间停用时,要对设备进行全面的清洗和防锈处理,确保设备的使用寿命。
三、注意事项:
1. 在使用过程中,要注意设备的电气安全,避免发生触电事故。
2. 在清理设备堵料时,应先切断电源,确认设备完全停止运转
后再进行操作。
3. 避免超负荷运转,严禁超过设备规定的生产能力进行操作。
4. 在设备运转过程中,禁止站在进料口下方,以免发生意外伤
害。
总之,颚式破碎机的正确使用和维护对设备的性能和寿命具有重要影响。
用户在使用前务必详细阅读设备的使用说明书,并严格按照要求进行操作和维护,以确保设备的安全运行和高效生产。
颚式破碎机操作手册
颚式破碎机操作手册
颚式破碎机是一种常见的矿石破碎设备,通常用于矿山和建筑行业中的破碎工作。
本操作手册将为您提供颚式破碎机的基本操作指南和注意事项。
操作指南
1. 准备工作:准备工作:
- 在操作颚式破碎机之前,请确保破碎机处于正常工作状态,并检查以下内容:
- 电源与破碎机的连接是否牢固;
- 破碎机的输送带是否正常运行;
- 破碎腔内是否有异物。
2. 开机操作:开机操作:
- 打开电源,确保破碎机正常供电;
- 按下启动按钮,开始运行破碎机;
- 等待破碎机达到正常工作速度。
3. 进料操作:进料操作:
- 将要破碎的矿石或建筑材料均匀地投放到破碎腔中;
- 避免过大或过小的进料量,以免影响破碎效果。
4. 破碎操作:破碎操作:
- 随着破碎机的转动,材料会被破碎腔中的颚板和固定板夹持
并破碎;
- 请注意观察破碎机的工作状态,避免破碎腔内堆积过多材料。
5. 停机操作:停机操作:
- 等待破碎机清空破碎腔中的材料;
- 关闭破碎机的电源;
- 清理破碎机内部及周围的杂物,确保下次操作的安全性。
注意事项
- 在操作颚式破碎机之前,请确保已经阅读并理解相关的安全
操作规程;
- 禁止在运行中操作或接近破碎机;
- 注意破碎机的工作速度,避免因过快或过慢引起意外伤害;
- 定期检查破碎机的润滑状况,确保润滑油充足,且无泄漏;
- 不得擅自更改或调整破碎机的工作参数。
以上是颚式破碎机的基本操作手册,请按照操作指南和注意事项进行操作,在使用过程中保持警觉,确保工作安全。
如有任何问题或疑问,请联系专业人员进行处理。
PE750x1060颚式破碎机说明书ppt课件

良好,肘板的连接处是否有足够的
润滑脂。
•
仔细检查所有紧固件是否完全
紧固。
• 仔细检查传动皮带是否良好,如 发现有破损现象时,应及时更。当 皮带或皮带轮上有油污时,应用抹 布将其擦净。
•
检查防护装置是否良好。发现
有不安全现象时,应及时排除。
•
检查破碎腔内有无矿石或杂物。
若有矿石或杂物,则必须清理干净,
• 肘板除起支承动颚的作用外,当 破碎腔内进入不能破碎的外来异物 进入破碎腔而使载荷剧增时,起着 保险作用,即通过自身断裂,切断 负载,保护机器其他零件不受损坏。
;.• 调整座装在机架两侧的滑座内,5 松开拉紧弹簧螺栓,调ቤተ መጻሕፍቲ ባይዱ调整契块
• 我们知道,随着我国科学技术水 平的发展,我国的矿山机械行业呈 现一片繁荣景象,石料生产线作为 行业常见设备,一直以来深受客户 的关注。众所周知,在石料生产线 中颚式破碎机是常见的用于初级破 碎设备,颚式破碎机用于二级破碎, 有更细更高要求的粒度产品跟进, 用于二次破碎颚破机是最好的选择。 我们应该根据不同的情况,做不同 的选择,如圆锥破碎机,辊式破碎 机等破碎机设备,选择合适的破碎 机设备。颚破机进行二次破碎,由 于它是一种新型高效率的破碎设备, 其特点是体积小、结构简单、破碎 比大、能耗小、生产能力、产品粒 度均匀等,选择性破碎可能粉碎边 长100-500毫米以下材料,压力高 达350兆帕,粉碎料测试立方体,
以保证破碎机在空载下启动。
起动
;. •
经检查,证明机器与传动部分 8
谢谢观赏 更多内容尽在
;.
9
附近建筑物基础的影响,在破碎机
和混凝土基础中间最好垫以硬木垫
板、橡胶带或其他缓振材料。
•
颚式破碎机的使用说明书及操作规程
颚式破碎机是常用的设备本文简单介绍下颚式破碎机的使用说明:(一)颚式破碎机起动前的准备工作1.应仔细检查轴承的润滑情况是否良好,轴承内肘板连接处是否有足够的润滑脂。
2.应仔细检查所有的紧固件是否完全紧固。
3.防护装置是否良好,发现不安全现象,应立即消除之。
4.检查破碎腔内有无矿石或其他杂物,如有则应立即消除。
(二)颚式破碎机的起动1.经检查、证明机器与传动部分情况正常,始可起动。
2.本机只能在无负荷情况下起动。
3.起动后,若发现有不正常的情况时,应立即停车,待查明原因排除隐患,方可再次起动。
(三)颚式破碎机的维护和使用1.破碎机正常运转后,方可投料。
2.待破碎材料应均匀地加入破碎腔内,并应避免侧面加料,防止负荷突变或单边突增。
3.在正常工作情况下,轴承的温升不应超过30℃,最高温度不得超过70℃,否则应立即停车,查明原因加以消除。
4.停车前,应先停止加料,待破碎腔内被破碎物料完全排空后,方可关闭电机。
5.在使用时,若因破碎腔内物料阻塞而造成停机,应立即关闭电动机,必须将物料排除后,方可再行使用。
6.颚板一端磨损后调头使用。
(四)颚式破碎机的润滑1.经常注意及时做好磨擦面的润滑工作,可保证机器的正常运转和延长使用寿命。
2.本机采用的润滑脂,应根据使用地点、气温等条件来决定,一般可采用钙基、钠基或钙钠基润滑脂。
3.加入轴承座的润滑脂为其容积的40-70%,每三个月必须更换一次;换新油时必须用干净的汽油或煤油清洗轴承与轴承座内污物。
4、肘板与肘板垫接触处在机器开动前,必须加入润滑脂。
颚式破碎机安全操作规程:1.操作本机人员,须经安全教育;2.设备工作时,严禁从上面向机内窥视;3.设备运转时,严禁作任何调整,清理或检修等工作;4.设备运转时,严禁用手直接在进料口上破碎腔内搬运或挪移石料;5.本机的电气设备应接地,并将电线装在绝缘管内;。
PE250×400颚式破碎机说明书
PE250×400颚式破碎机使用说明书一、用途和使用范围该系列破碎机主要用于冶金、矿山、化工、水泥、建筑、耐火材料及陶瓷等工业部门作中碎和细碎各种中硬矿石和岩石用。
该系列破碎机最适宜于破碎抗压强度不高于300MPa(兆帕)的各种软硬矿石,被破碎物料的最大块度不得大于技术参数表所规定。
二、工作原理该系列破碎机破碎方式为曲动挤压型,其工作原理是:电动朵驱动皮带和皮带轮,通过偏心轴使动颚上下运动,当动颚上升时肘板与动颚间夹角变大,从而推动动颚板向固定颚板接近,与此同时物料被压碎或劈碎,达到破碎的目的;当动颚下行时,肘板与动颚间夹角变小,动颚板在拉杆、弹簧的作用下,离开固定颚板,此时已破碎物料从破碎腔下口排出。
随着电动机连续转动而破碎机动颚作周期性地压碎和排泄物料,实现批量生产。
三、结构概况复摆系列颚式破碎机主要由固定体,转动体,保险装置,调整装置等几部分组成(参照结构图)1.固定体:固定体的主要部件是机架,机架的制造工艺有两种:中碳钢铸造机轲和中碳钢钢板焊接机架。
焊接机架是在原铸造机架的基础上又增加了多条加强筋,并通过严格的质量控制和特定的工艺要求,达到与铸造机架相同的使用效果。
为了防止机架侧壁的严重磨损,在破碎机左右侧壁上装有护板,可随意更换。
2.转动体:由动颚、偏心轴、轴承、皮带轮等几部分组成,是传动和承受力矩的主要部分。
a.动颚由动颚支架和活动颚板等部件组成,动颚支架采用35#铸钢,并经过调质处理。
b.偏心轴由45#钢车制,并经过调质处理。
c.轴承采用双列向心球面滚子轴承,具有微调、随受力大,耐用的特点。
d.颚板分活动和固定两种,为提高破碎效果,表面采用优化齿型,材质采用ZGMn13,具有硬度高,耐磨,使用效果良好的特点。
①楔块调整式破碎机结构图②垫片调整式破碎机结构图3.调整装置:该装置是用来调整排料口的大小尺寸,控制出料粒度。
我公司破碎机高速机构有两种形式:提升楔块式和顶杆垫片式,调整方便灵活,能实现无级调整。
颚式破碎机设计说明书(实操分享)

摘要国内使用的颚式破碎机类型很多, 复摆颚式破碎基结构简单,制造容易、工作可靠、使用维修方便,所以常见的还是传统的复摆颚式破碎机。
本毕业设计主要是为满足生产需求出料口尺寸:50~60mm;进料块最大尺寸:200mm;产量:50~20吨而研究的。
根据以上要求我设计了复摆颚式破碎机(PE250X400)。
设计分析了颚式破碎机的发展现状和研究颚式破碎机的意义及复摆颚式破碎机机构尺寸对破碎性能的影响,计算确定了PE250X400的设计参数。
设计内容主要包括了复摆颚式破碎机的动颚、偏心轴、皮带轮、地基、动颚齿板、机架等一些重要部件;另外对颚式破碎机的工作原理及特点和主要部件作了介绍,包括保险装置、调整装置、机架结构、润滑装置等;同时对机器参数(主轴转速、生产能力、破碎力、功率等)作了计算以及对偏心轴作了设计。
此外也简单介绍了破碎的意义、破碎工艺和破碎比的计算,颚式破碎机的主要部件的安装、颚式破碎机的操作及维修等。
关键词:复摆颚式破碎机;传动;磨损ABSTRACTStatistics indicated that the materials processing’S first workin g procedur——_crushing job consumes the electricity to occupy above ore dressing plant total power consumption 50%.Simultaneously uses a PE250x400 jaw crusher jaw plate(fixed jaw plate and moves jaw plate each together),the gross weight 0.2 ton,according to the national jaw crusher least standard capacity 70,000 computation,every year the nation must consume the high manganese steel 56,000 tons approximately.This includes the material crushing cost directly,jaw plate’S loss into besides jaw crusher energy consumption another big loss.Therefore the jaw crusher's energy consumption and the jaw plate design parameter are the important questions which the jaw crusher manufacturer and the user cared,therefore this article mainly revolves to reduce the jaw crusher energy consumption and the extension jaw pl ate service l i fe topic conducts the research.Paper prime task and innovation as follows:1.Using the diffusion structural theory and the damage mechanics theory,the union strain equivalent assuming,infers in the materials crushing process the damage energy liberation rate and between the damage variable relationship,based on this and obtains in the materials crushing process damage energy liberation rate critical threshold value;2.Take the jaw crusher’S desi gn parameter as the foundation,the union material in jawcrusher distributed characteristic,infers the jaw crusher electrical machinery power mathematical model,utilizes this model to calculate three kind of model jaw crusher electrical machinery power,and through three kind of model jaw crusher crushing sandstone’S electrical machinery power test experiment,has confirmed the inferential reasoning mathematical model rationality;.3.Utilized the fuzzy stochastic theory to carry on the analysis to the PE250×400 jaw plate stress situation,has carried on the computation using the Ansys sol,ware to the jaw plate stress,and made the improvement to the jaw plate design parameter,after the improvementKey word; Jaw Crasher transmission abrasion目录摘要 1前言 11 选题背景 41.1 发展现状与意义概述. 41.2 颚式破碎机的特点 51.3颚式破碎机的分类62 物料破碎及其意义82.1 物料的破碎及其意义82.1.1 破碎的目的82.1.2 破碎工艺92.2 破碎物料的性能及破碎比112.2.1 粒度及其表示方法112.2.2 破碎产品的粒级特性122.2.3 矿石的破碎及力学性能132.2.4 破碎机的破碎比143 复摆颚式破碎机的工作原理及结构163.1复摆颚式破碎机的工作原理163.2 复摆颚式破碎机的结构 174 主要零部件的结构分析194.1 动颚 194.1.1 动颚的结构194.1.2 动颚工作过程分析194.2 齿板 214.3 肘板(推力板)224.4 调整装置 234.5 保险装置 244.6 传动件254.7 飞轮 265 复摆式颚式破碎机主要参数的设计计算27 5.1 主要参数的设定275.1.1 已知条件275.1.2 传动角275.1.3 动颚水平行程和偏心轴的偏心距. 285.1.5 主要构件尺寸的确定295.1.6 破碎腔的形状305.2 机器参数 325.2.1 主轴转速325.2.2 生产能力. 335.2.3 破碎力345.3 功率355.4 各个部件的受力分析366 主要零件的设计和校核396.1 电动机的选择396.2 v带的传动设计396.3 飞轮的设计426.4 偏心轴的设计 436.4.1 偏心轴主要尺寸的确定436.4.2 偏心轴细部结构456.4.3 偏心轴的校核456.5 轴承的选择486.6 推力板的设计487 复摆式颚式破碎机的安装. 507.1 破碎机的安装 507.2 机架的安装507.3 偏心轴和轴承的安装517.4 肘板的安装517.5 动颚的安装527.6 齿板的安装528 颚式破碎机的磨损538.1 齿板磨损分析. 538.2 颚板磨损机制 558.3 对颚板材质的选择 569 颚式破碎机出口扬尘的解决5810 颚式破碎机的使用. 6010.1 颚式破碎机的操作6010.1.1 启动前的准备工作. 6010.1.2.操作顺序6010.1.3.启动和运转中应注意的是事项61 10.2颚式破碎机的维护与保养6210.2.1 颚式破碎机的日常维护6210.2.2 颚式破碎机的故障分析与排除62 结论64致谢66参考文献67前 言在基本建设工程中,需要大量的,各种不同粒径的砂、石作为生产之用。
PEX400-600颚式破碎机说明书(中文)
三、工作原理与结构特征
本机主要由机架(1)、动颚(6)、偏心轴(8)、固定颚板(2)、活动颚板(3)、 肘板(7)、调整座(9)、以及飞、槽轮(5)等组成。
3
1—机架 5—飞、槽轮 9—调整座
2—固定颚板 6—动颚 10—调整螺栓
3—活动颚板 7—肘板 11—调整楔块
4—边护板 8—偏心轴 12—弹簧拉杆
5
五、使用与维修
1、起动前的准备工作 ①仔细检查轴承的润滑情况是否良好,肘板的连接是否有足够的润滑脂。 ②仔细检查所有紧固件是否完全紧固。 ③仔细检查三角胶带是否良好。若发现有破损现象时,应及时更换,当三
角带或皮带轮上有油污时,应用抹布将其擦净。 ④检查防护装置是否良好。发现有不安全现象时,应及时排除。 ⑤检查破碎机腔内有无矿石或杂物。若有矿石或杂物时,则必须清除干净,
PEX400×600 细颚式 破碎机 使 用 说 明 书
1
目录
一、 机器用途………………………………………………………3 二、 规格与性能……………………………………………………3 三、 工作原理与结构特征…………………………………………3 四、 安装、调整和试运转…………………………………………5 五、 使用与维修……………………………………………………6 六、 安全技术……………………………………………………….7
以确保破碎机空载起动。 ⑥检查顶杆是否退回,垫片组是否压紧,吊挂螺栓是否拧紧。
2、起动 ①经检查、证明机器各部分情况正常,方可起动。 ②本机只允许在空载情况下起动。 ③起动时,必须用铃声或信号事先预告。 ④起动后,如发现有不正常现象时,应立即停止运转。待检查和排除不正
常情况后,方可重新启动破碎机。 3、使用
④机器开动前,肘板与肘板垫之间用注入适量的润滑脂。
颚式破碎机使用说明

颚式破碎机使用说明一、颚式破碎机的工作原理颚式破碎机是一种常见的破碎设备,主要用于破碎各种硬度和韧性不大的矿石和岩石。
其工作原理是通过电动机带动皮带和皮带轮,使活动颚板和固定颚板相对运动,从而将物料破碎成所需的颗粒度。
二、颚式破碎机的结构组成颚式破碎机主要由进料口、排料口、调整装置、传动装置、电动机和支撑装置等组成。
其中,进料口用于将物料导入破碎腔,排料口用于将破碎后的物料排出,调整装置用于调整排料口的大小,传动装置用于带动颚板运动,电动机提供动力,支撑装置用于支撑整个破碎机。
三、颚式破碎机的使用步骤1. 将破碎机安放在坚固的基础上,并进行水平校正。
2. 检查各部位的紧固情况,确保破碎机的安全性能。
3. 启动电动机,使破碎机开始运行。
4. 调整进料口的宽度,使物料能够均匀进入破碎腔。
5. 检查破碎腔内的破碎体是否损坏或磨损,必要时进行更换。
6. 根据需要,调整排料口的大小,以得到所需的物料颗粒度。
7. 在使用过程中,应定期对破碎机进行维护保养,清理破碎腔内的杂物,检查传动装置的润滑情况等。
四、颚式破碎机的使用注意事项1. 在使用过程中,应严格遵守操作规程,确保人身安全。
2. 在进料口投料时,应注意物料的均匀性,防止过大或过硬的物料造成设备堵塞或损坏。
3. 破碎机运行过程中,应保持适当的负荷和转速,避免过载或低负荷运行。
4. 定期检查破碎机的易损件,及时更换,以保证设备的正常运行。
5. 在停机前,应确保破碎腔内的物料已经全部排出,避免下次启动时引起卡料现象。
6. 使用过程中,注意破碎机的噪音和振动情况,及时排除故障。
五、颚式破碎机的维护保养1. 定期检查破碎机的润滑情况,确保各润滑点充油良好。
2. 清理破碎腔内的杂物,防止对设备造成损坏。
3. 检查传动装置的紧固情况,确保传动系统的正常运行。
4. 定期更换易损件,如颚板、衬板等,以保证设备的破碎效果。
5. 定期对电动机进行检查,确保其正常运行和散热。
颚式破碎机使用手册
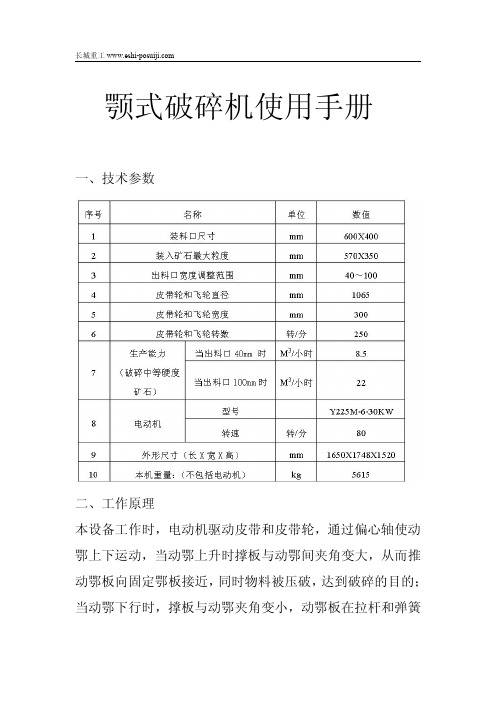
颚式破碎机使用手册一、技术参数二、工作原理本设备工作时,电动机驱动皮带和皮带轮,通过偏心轴使动鄂上下运动,当动鄂上升时撑板与动鄂间夹角变大,从而推动鄂板向固定鄂板接近,同时物料被压破,达到破碎的目的;当动鄂下行时,撑板与动鄂夹角变小,动鄂板在拉杆和弹簧的作用下,离开固定鄂板,此时已破碎的矿料从破碎腔下口排出。
随着电动机连续转动而破碎机动鄂做周期性的压碎和排料,实现连续生产。
三、破碎机的安装与调整1.将破碎机安装在事先做好的基础座上(基础要打好),破碎机找好水平;机座底平面与基础留有20mm左右间隙灌满水泥砂浆,待砂浆将硬时拧紧基础螺栓的螺母;砂浆达到养生期后,方可开机使用。
2.如不灌水泥沙浆,也可将基础面上与破碎机底座中间垫上中等硬度的木垫(整个底面),作为减震垫;再把基础与机座拧紧后方可使用。
3.电动机的皮带轮槽与破碎机的皮带轮槽必须相同,安装时要平行,皮带松紧适宜。
4.出料口的大小调整,是以调整机器尾部的调整拉铁完成的,提升拉铁的拉杆出料口变小,下放拉杆出料口变大。
四、破碎机的安全操作规程1.开机前,各部机件必须安装紧固,尾部牵引弹簧松紧合适,摇枕内装好机油。
2.第一次开机,试运转2小时;摇枕温度低于600后,可加料工作;以后,开机即可工作。
3.颚式破碎机必须空载起动。
4.检查各仪表是否完好。
5.检查破碎腔内有无矿石或其它非破碎物。
6.三角皮带和锁紧弹簧松紧要适度。
7.破碎机安装的同时,必须配置好可靠的皮带轮与飞轮的安全罩。
8.在机器运转时,在颚式破碎机回转面内不得站人。
9.运转中人员不得用手去取进入机内的大块矿石或其它物品。
10.颚式破碎机给料规格不应超过给矿口尺寸的0.85倍。
11.破碎机停车必须待矿石全部排除后方可停车。
12.停车时应先停给矿系统。
五、出现下列情况应紧急停车1.主轴承或动腭轴急骤升温超过80℃,表面现象是手背触及轴承座不能持续一秒钟时。
2.前或后推力板断裂。
3.皮带螺栓或其它传动件松动断裂有可能飞出伤人时。
PE-250颚式破碎机说明书
PE-250颚式破碎机说明书目录一、机器的用途二、技术规格及性能三、结构特征及工作原理四、机器的安装与调整五、机器的使用与试运转六、机器的润滑七、机器的维护八、机器可能产生的故障及其消除方法九、安全技术规程十、易损件明细表一、机器的用途本机适用于破碎块度不大于210mm,强度极限不超过250Mpa 的各种矿石。
二、技术规格及性能⒈进料口尺寸250×400mm⒉出料口调整范围20—80mm⒊最大装料尺寸210mm⒋偏心轴转速275r/min⒌轴偏心距12mm⒍生产能力(视出料口而定)出料口为20mm时4t/h为50mm时14t/h为20mm时20t/h⒎电动机型号Y200L1-6功率18.5kw转速970r/min⒏外型尺寸长2060宽1261高1413⒐机器重量(不包括电机):2825kg注:破碎能力是指破碎极根强度为150~250Mpa的花岗岩,并不断的向破碎机内填装块度不超过210mm大小的不代细小石料的数据。
三、结构特征及工作原理本破碎机主要由机架、动颚、偏心轴、颚板、肘板等组成,电机通过三角带传动偏心轴使动颚按已调正好的轴迹进行运动,使其破碎腔内的物料得以破碎。
机架采用正体,铸钢件结构,上面装有本机器的工作机构,并在其左右侧壁上装有衬板,防止侧壁磨损。
偏心轴装在轴承内,固定机架上,轴的两端分别装有皮带轮和飞轮,两轮本身都带有配重,用于均衡机器旋转部分的惰性。
动颚为成型的铸钢件,正面装有活动颚板,借肘板支撑成倾斜位置,上部借助于偏心轴和轴承悬挂在机架中。
肘板衬为二个,肘板衬一个装在动颚的槽里,一个装在调正座的槽里。
肘板除对动颚有支撑作用外,在有不能轧碎的物体落入破碎机内时,起到保护破碎机主要零件不受损坏。
调正装置做为变更出料口宽之用。
锁紧装置使肘板保持在动颚和斜面支承之间,使之不致脱落。
动颚齿板和固定齿板采用高猛钢铸件两者可倒头使用。
侧护板除保护机架两侧免遭磨损外,还与压条结合做为固定颚板之用。
PEX300x1300颚破使用说明书

JIANG XIA BRAND颚式破碎机J A W C R U S H E R使用说明书O p e r a t i o n i n s t r u c t i o n中国·湖北枝江峡江矿山机械有限责任公司首先感谢您使用本公司的产品。
在使用本机前,请您务必仔细阅读本说明书。
本说明书适用于各类颚式破碎机的用户阅读。
目 录一、 用途二、 型号含义三、 技术参数及规格四、 结构概述与工作原理五、 安装和调试六、 使用与维修七、 安全技术八、 易损件明细表九、 装箱清单十、 基础图十一、电控柜电气原理图十二、合格证一、用途:PE系列复摆颚式破碎机能处理抗压强度不大于250Mpa的矿石或岩石,具有破碎比大、产品粒度均匀、动力消耗低、维修方便等优点,是冶金、矿山、建材等行业理想的破碎设备。
PEX系列细碎型破碎机是为矿山、交通、建材、采石、水泥等行业提供的新型、高效、节能破碎设备,具有产量高、破碎比大、出料粒度小、均匀、工作平稳等特点。
二、型号含义:三、技术参数及规格见表一表一:给料口尺寸(mm)型 号宽度长度最大给料粒度(mm)排料口宽度调整范围mm电动机功率(kw)生产能力(t/h)偏心轴转速(r/min)单机重量(不含电机)kg外形尺寸(mm)长L×宽B×高HPE150×250 150 250 125 10-40 5.5 1-4 300 1100 875×745×955 PE250×400 250 400 210 20-80 15 8-20 320 2000 1108×1090×1392 PE280×400 280 400 240 20-80 15 8-30 320 2150 1100×1090×1385 PE300×500 300 500 250 20-80 22 8-35 340 3360 1120×1190×1385 PE400×600 400 600 340 40-100 30 15-40 260 5400 1748×1390×1670 PE500×600 500 600 380 45-100 37 15-50 270 6750 1700×1710×1600 PE500×750 500 750 420 50-120 55 30-90 270 11000 1870×1950×1765 PE600×900 600 900 500 65-160 75 50-150 250 15570 2350×2180×2380 PE650×930 650 930 520 65-160 75 50-160 250 16870 2600×2190×2320 PE700×930 700 930 550 65-160 75 50-180 250 17000 2600×2200×2380 PE500×1200 500 1200 400 60-160 90 50-180 280 19000 2515×2316×2090 PE750×1060 750 1060 640 80-180 90 70-255 260 30500 2900×2450×2800 PE900×1200 900 1200 750 95-320 132 220-445 200 50000 3500×2830×3270 PEX150×750 150 750 120 10-40 15 8-25 320 3400 1380×1660×1030 PEX300×750 300 750 250 20-80 30 12-40 340 5000 1450×1750×1320 PEX320×760 320 760 280 15-80 37 13-50 300 5600 1440×1920×1650 PEX250×1000 250 1000 210 15-50 37 15-50 250 6350 1580×2170×1380 PEX250×1200 250 1200 210 20-60 37 20-55 320 7500 1750×2370×1380 PEX300×1300 300 1300 250 20-90 75 25-100 300 12600 1930×2400×1740 PEV400×1200 400 1200 350 20-90 55-7530-95 330 12800 2100×2230×1890四、结构概述与工作原理:破碎机构造为(附图1)所示,主要由机架、动颚、偏心轴、颚板等零部件组成,破碎机腔由固定颚板和活动颚板构成,颚板用高锰钢铸成,表面都有纵向槽纹,而且凸凹相对,利用层压和剪切原理对物料进行破碎。
鄂式破碎机使用说明书
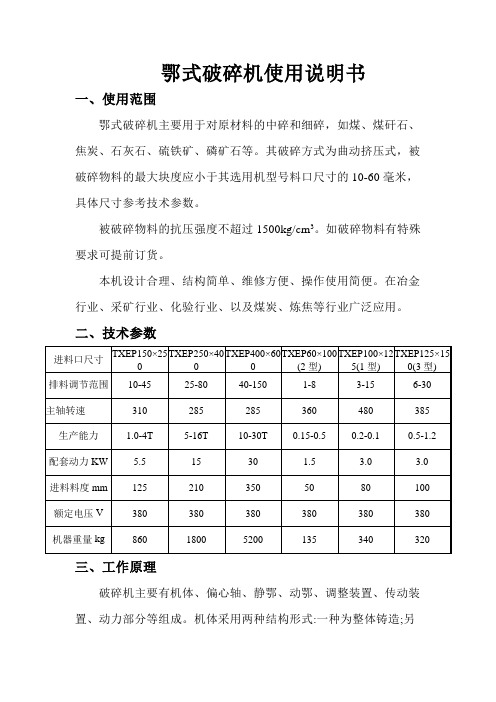
鄂式破碎机使用说明书一、使用范围鄂式破碎机主要用于对原材料的中碎和细碎,如煤、煤矸石、焦炭、石灰石、硫铁矿、磷矿石等。
其破碎方式为曲动挤压式,被破碎物料的最大块度应小于其选用机型号料口尺寸的10-60毫米,具体尺寸参考技术参数。
被破碎物料的抗压强度不超过1500kg/cm 3。
如破碎物料有特殊要求可提前订货。
本机设计合理、结构简单、维修方便、操作使用简便。
在冶金行业、采矿行业、化验行业、以及煤炭、炼焦等行业广泛应用。
二、技术参数三、工作原理破碎机主要有机体、偏心轴、静鄂、动鄂、调整装置、传动装置、动力部分等组成。
机体采用两种结构形式:一种为整体铸造;另进料口尺寸 TXEP150×250 TXEP250×400 TXEP400×600TXEP60×100(2型) TXEP100×125(1型) TXEP125×150(3型) 排料调节范围 10-45 25-80 40-150 1-8 3-15 6-30 主轴转速 310 285 285 360 480 385 生产能力 1.0-4T 5-16T 10-30T 0.15-0.5 0.2-0.1 0.5-1.2 配套动力KW 5.5 15 30 1.5 3.0 3.0 进料料度mm 125 210 350 50 80 100 额定电压V 380 380 380 380 380 380 机器重量kg86018005200135340320一种采用优质钢材焊接,偏心轴由优质碳结钢制成,两端装有轴承并紧固在机架上。
动鄂和机架上固定有一对ZGmm13铸成的齿板。
当电机带动皮带轮并通过偏心轴驱动鄂板进行往返运动时,由齿板将物料压碎达到破碎的目的。
调整装置主要用来调整排料口的大小。
撑板系统不但能调整间隙,还能起到保险作用,喂料超载时或遇到铁器时,它首先折断,保护其他零件不被破坏。
四、安装与试车电机须安装在破碎机的后方,机器有四条地脚螺丝固定在混凝土地基上,地基要留出排料口,其斜度不小于60度。
颚式破碎机产品使用说明书

1.概述PE型系列颚式破碎机是我公司应用国内外最新技术并通过优化设计的新型颚式破碎机,产品历经经验和改良,具有以下几个显著的特色:1、本公司产品采用世界级的先进制造工艺,选用高端的制作材料。
2、在轴承方面:选轴承规格更大、承载能力更高,其更高的承载能力使轴承使用寿命大大延长。
轴承采用高质量的铸钢件构成,并通过两个大型铸钢飞轮传动。
3、主轴通过锻造加工,强度好,质量可靠。
4、采用了齿形护板,增大了颚板的有效长度,产量更高。
5、破碎腔采用对称“V”形结构,使实际进料口宽度与名义进料口宽度相一致。
6、具有破碎比大、产品粒度均匀、结构简单、工作可靠、维修简便、运营费用经济等特点。
本公司生产的PE系列颚式破碎机广泛运用于矿山、冶炼、建材、公路、铁路、水利和化学工业等众多行业,破碎抗压强度不超过250兆帕的各种物料,是初级破碎的首选设备。
2.主要技术参数注:破碎机的处理能力受各种因素的影响,诸如给料方式,物料的形状、粒度组成、物料的干、湿、软、硬程度等等。
对于硬而脆的物料要比硬而韧的物料容易破碎;片状物料要比球状物料容易破碎,由大小不同粒度组成的混合料要比单一大粒度组成的物料容易破碎而获得较高的处理能力。
相反,如果物料超过最大允许的进料粒度或者进料口堆满物料而出现阻塞现象时,往往就导致处理能力的降低。
为了提高本机的处理能力和使用寿命,必须满足其均衡进料的要求。
因此在使用本机时需由喂料机与之配套。
本机标定的性能参数是以破碎干且中等硬度的岩石为准,其堆比重为1.6吨/立方米。
3.工作原理与结构特点3.1 工作原理本机是由电动机驱动皮带和皮带轮,通过偏心轴使动颚上下运动,当动颚上升时肘板与动颚间夹角变大,从而推动动颚板向固定颚板接近,与此同时物料被压碎或劈碎,达到破碎目的;当动颚下行时,肘板与动颚夹角变小,动颚板在拉杆,弹簧的作用下,离开固定颚板,此时已破碎物料从破碎腔下口排出。
随着电动机连续转动而破碎机动颚作周期运动压碎和排泄物料,实现批量生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PE颚式破碎机说明书一、敬告客户为了确保本机正常工作,充分发挥本机应有的性能,希望使用单位在使用本机之前首先熟悉本机说明书,并按照说明书技术要求进行操作。
因产品技术性能不断优化,其技术参数的改进恕不另行通知,谨此致歉。
机器开机之前不能加料;机器停机之前将料出完。
二、产品特点破碎比大结构简单工作可靠维护方便三、产品用途PE(X)系列复摆颚式破碎机,广泛用于各种硬脆的非金属矿石、熔渣、炉渣、建筑石料、大理石等抗压强度不超过320兆帕的大块物料的中等粒度破碎。
破碎比可达4-6,且产品粒度均匀。
可广泛应用于矿山、冶炼、建材、公路、铁路、水利和化学工业等众多行业。
颚式破碎机以电动机为动力,通过电动机皮带轮,由三角皮带和槽轮驱动偏心轴,使动颚按预定轨迹作往复运动。
物料在固定颚板,活动颚板和边护板组成的破碎腔内破碎后通过下部的排料口排出。
1、机架部件颚式破碎机的机架,在工作中受到很大的冲击载荷,因此,它应具有足够的强度和刚度。
机架为焊接件(小型颚破为铸钢件)。
机架的前墙装有用高强度螺栓紧固的固定颚板;机架的左、右内侧壁装有用高强度螺栓紧固的边护板。
2、动颚部件(1)结构特征:动颚为整体优质铸钢结构,其内孔以及凹槽等部位经过精确加工与检测,确保工作时安全、可靠。
偏心轴为优质高强度锻钢,经多次精密的机械加工、热处理和探伤检查制成,因此具有足够的强度和刚度。
轴承采用4套调心滚子轴承,具有良好的承载和自动调心的性能。
活动颚板和固定颚板均为优质高锰钢铸件,为延长其使用寿命,其形状设计成上、下对称,即当一端磨损后可调头使用。
飞轮、槽轮为优质铸铁件,其重量和结构足够保证破碎机能平衡地工作。
飞槽轮在偏心轴上的两端位置可以相互调换,并通过胀紧套或键连接。
(2)动颚部件装配过程:a.偏心轴组件安装。
取偏心轴、轴承二只并用煤油清洗干净,然后将二只挡油盘装于偏心轴两端。
二只轴承置于80-100℃油中加热15分钟左右,测量轴承的内圈孔大于偏心轴轴颈0.15mm 时,取出并热套于偏心轴的两端,施压顶住轴承使之与轴肩靠紧,直到轴承完全冷却为止,其间隙不得大于0.05mm。
套合后整理清洗干净,在轴承中注入50%-70%润滑脂。
(见图2)b.偏心轴装入动颚。
装妥动颚一端的透盖、纸垫圈等,并用螺栓紧固。
此时,将动颚孔竖放,使装好透盖的一端朝下,接着将偏心轴装配组件吊入动颚中,注意偏心轴方向,吊装时须注意:偏心轴和动颚同孔中心线保持一致,放正轴承外套,先轻压作好导向,当压入量均匀渐进时,方可进行连续敲压。
(不能用锤直接敲击轴承,应在轴承上垫放铜棒后,再敲击铜棒);当第一只轴承压入后装第二只轴承时程序同上。
继后,在轴承中注入50%-70%的润滑脂,最后再装妥另一侧的透盖、纸垫等,并用螺栓坚固。
装妥后应使轴承外圈端面与透盖端面有0.2-0.4的间隙,它是通过装入适量纸垫圈得到的.(见图3)c.外部轴承的安装。
把各个键分别装入偏心轴上的键槽内,再分别装入迷宫内环透盖,注意左右方向,取另外二只轴承,用煤油清洗干净,把紧定衬套放入轴承孔内,再安装于偏心轴上,按结构图旋入圆螺母,止退垫圈。
注意偏心轴上有左、右旋螺纹,目的是偏心轴旋转时应使圆螺母越旋越紧,先旋偏心轴上圆螺母,使之压紧紧定衬套,再旋紧定衬套上的圆螺母,使轴承内圈靠紧密封圈,这样反复数次,最终使轴承紧固,把紧定衬套上的圆螺母退出,使之与轴承内圈间隙为1mm左右(在拆轴承时,先松掉偏心轴上的圆螺母再旋紧紧定衬套上的圆螺母即可把轴承拆下)。
把止退垫圈的长短齿分别压入紧定衬套上的圆螺母和偏心轴上的圆螺母槽内并紧固,然后在轴承中注入50%-70%润滑脂,再分别装入透盖内环。
(见图4)d.飞、槽轮的安装把飞、槽轮及胀紧套(或键)放于偏心轴上,使飞、槽轮与密封圈靠紧,并注意使飞、槽轮上的标记与偏心轴上标记对应后旋紧胀紧套上的螺栓,胀套安装方法按此本手册,然后装妥轴端挡圈。
(注意:飞槽轮系铸铁件,安装时切忌热套)槽轮常规是安装在偏心轴左端(面对进料口方向看),也可根据现场需要使飞、槽轮位置进行对调。
(见图5)3、肘板与调整部件(1)肘板是经过精确计算的铸铁件。
它不只是传力构件,而且也是破碎机的保险零件。
当破碎机中落入不能破碎的物料而使机器超过平常负荷时,肘板就会立即折断,破碎机停止工作,从而避免整个机器的损坏。
肘板和肘板垫采用滚动接触方式,正常使用情况下很少磨擦,只需在其接触表面上涂上一层润滑脂即可。
肘板损坏后请立即更换,更换方法,请看图6所示。
更换肘板前,请确保有合适的起重设备,并准备合适的钢丝绳。
(2)调整部件是用于调整排料口大小,以及补偿颚板、肘板和肘板垫之间磨损的机构。
(3)排料口的调整:肘板垫通过角钢和螺栓紧固于调整座或动颚上,调整垫片置于调整座与机架之间,并置于支承架,起顶螺栓(或顶头与液压起顶机)通过螺母或可穿过调整垫片顶住调整座,调整座上面通过楔块或直接与机架连接,起顶螺栓或顶头与液压起顶机都可单独起到调整作用。
当调整排料口时,首先适度拧松拉紧部件的拉杆螺母,松开弹簧,然后再松开楔块螺栓,松开楔块,拧紧起顶螺栓,(或把液压起顶机头部装入顶头,旋入机架后的螺母内,将液压起顶机的出油阀打开,扳动手柄)起顶螺栓或顶头向前推动调整座,达到一定的开口度时,取出调整垫片,以达到增大排料口的需要;若放入调整垫片,则可达到减小排料口的需要。
在达到用户所需的排料口尺寸后,首先松开起顶螺栓(可打开液压起顶机的进油阀,扳动手柄,松开顶头)调整座在动颚部件自重的推力作用下,调整座及调整垫片组向机架后墙靠拢,压实,注意起顶螺栓或顶头松开程度应达到调整座向后墙靠拢,压实后而不相接触,再拧紧楔块螺栓,将楔块与调整座与机架牢固,适度拧紧拉杆螺母收紧弹簧,即完成调整排料口工作。
(见图7)4、拉紧部件拉紧部件用以保证破碎机整个机构紧密结合,并能够平衡动颚与肘板在工作时产生的惯性力。
拉紧部件的装配过程:拉杆的一端铰接于动颚下端的耳环上,另一端通过垫圈支承在机架后墙的下端,弹簧通过其两端的垫圈和螺母压紧。
破碎机工作时弹簧需要一定的预紧力,以防止肘板在工作时脱落,但不宜过大,只要能消除肘板与动颚、调整部件间冲击响声即可,否则将影响弹簧的使用寿命,甚至使弹簧断裂。
5、铁轨部件铁轨通过地脚螺栓紧固在钢筋混凝土基础上。
电动机安装在铁轨上,支座嵌入铁轨的槽中,根据三角皮带的松紧程度调整电动机与主机的距离,当距离确定后,用紧固在支座上的调整螺钉顶住电动机的底座,以防其走位。
6、安全防护装置安全防护装置由用户现场制作安装并应加上相应志。
六、安装、操作和维修(一)颚式破碎机的安装本机是由制造厂装配、经过空载试车后成台提供的大型机器,分部件运输,用户收到产品后应按照装箱单仔细清点,以便发现和排除运输过程中可能带来的问题。
1、由于本机在工作时振动量较大,因此机器应安装在钢筋混凝土结构的基础上,基础的重量大致可取为本机器重量的8-10倍,地基的深度要大于该处土地冻结的深度,基础图提供的尺寸为主机和电动机地脚螺栓的相对位置以及相关的其它参数,不作为施工图。
安装地脚螺栓处必须留出预留孔,作为二次灌浆的依据。
下料槽的高度和大小根据下部的出料方式由现场决定。
2、二次灌浆的水泥牢固后再拧紧地脚螺栓。
在这些过程中必须用水平仪测定机器的水平度,水平度的偏差在机架前墙的宽度范围内控制在2毫米以下,机架水平度的检验尤为重要,它可确保进料口位置不至因偏斜而使破碎机在工作时发生单边进料等现象,避免因负荷不均而损坏设备。
3、安装电动机时除检查与主机的距离外,还应检查电动机皮带轮与主机槽轮中心平行相对应,以确保所有的三角皮带有效一致地工作。
4、排料口尺寸大小应按所需产品的粒度和处理能力进行调整,在调整排料口时应先松开拉紧弹簧,待调整好后,再适当调整弹簧的胀紧程度,以防肘板在工作时脱落,详见调整部件。
(二)颚式破碎机的操作1、空载试车(1)连续运转2小时,轴承温升不超过30℃。
(2)所有紧固件应牢固,无松动现象。
(3)飞、槽轮运转平稳。
(4)所有磨擦部位无擦伤,掉屑和研磨现象,无不正常的响声。
(5)排料口调整范围应符合要求。
2、带载试车当空载试车合格后方可加料进行带载试车。
(1)破碎机不得有周期性或显著的冲击声。
(2)最大给料粒度应符合设计规定。
(3)连续远转8h,轴承温升不得超过30°C。
3、破碎机启动前的准备工作(1)检查轴承的润滑;肘板与动颚、调整座上肘板垫的接触等情况是否良好,肘板与肘板垫接触处是否有足够的润滑脂。
(2)检查所有紧固件是否坚固。
(3)检查飞、槽轮配重中心位置是否正确,槽轮配重中心应通过主轴中心孔与主轴偏心孔相对应180度成为一条直线。
(4)检查传动皮带是否安装正确和情况良好,若发现皮带破损应及时更换,当皮带或槽轮上有油污时应用干净抹布及时擦净。
(5)检查防护装置是否良好,若发现防护装置有不安全现象,应及时排除。
(6)检查破碎腔内有无物料或其它杂物,若有时应清除干净。
(7)检查调整垫片是否安装正确和压紧。
4、破碎机的启动(1)经检查、证明机器与传动部件情况正常后方可启动。
(2)本机只准在无负荷情况下启动。
3)启动后若发现不正常现象时应立即停止启动,必须查明原因排除异常后方可再次启动破碎机。
5、破碎机的使用(1)破碎机正常运转后方可开始投料。
(2)应将破碎物料均匀地加入破碎腔内,避免侧面加料或堆满加料,以防止单边过载、负荷突变或阻塞。
(3)停车前应首先停止加料,待破碎腔内的破碎物料全部排出后,方可关闭电动机。
(4)在破碎时若因破碎腔内物料阻塞而造成停滞时,应立即关闭电动机,必须将物料清除后方可再启动破碎机。
(5)固定颚板和活动颚板当一端磨损后,可上、下调头使用。
(6)破碎机使用一定时间后,应重新紧固所有紧固件。
(三)颚式破碎机的维修1、润滑(1)为保证机器的正常运转和延长使用寿命,应定期注油润滑。
(2)加入轴承座内的润滑脂应为容积的50%-70%,每3-6个月更换一次。
在换润滑脂时应用洁净的汽油或煤油仔细清洗滚柱轴承的滚道等部位,清洗时应打开轴承座下的放油孔。
(3)本机采用润滑脂应根据机器使用的地区、气候等条件决定,一般可采用钙基,钠基或钙钠基润滑脂,在润滑脂较干燥时,可用稀油与润滑脂调和后使用。
(4)肘板与肘板垫之间只需在装配或检修时,在其接合面处加上适量的润滑脂即可。
(5)润滑部件系用来把润滑油方便可靠的注入润滑点的机构,润滑时间以图中所示。