【CN109973721A】一种中空螺旋缠绕塑料软管及其生产工艺【专利】
HDPE中空壁缠绕管生产工艺
HDPE中空壁缠绕管生产工艺XXXXXX股份有限公司工艺文件HDPE中空壁缠绕管生产工艺编制:批准:受控状态:受控2010-11-15发布 2010-11-15实施XXXXXX股份有限公司发布HDPE中空壁缠绕管制造程序范围HDPE中空壁缠绕管(以下简称缠绕管)是以聚乙烯(PE)树脂为主要原料,加以生产及产品最终用途所必需的助剂,经配方混合和挤出成型的产品。
本生产工艺规定了配料、物料混合、供料、塑化、挤出、真空冷却定型、牵引、缠绕成型、切割等的工艺要求,以确保在生产过程中的产品质量。
1.1.原料(主料):采用高密度聚乙烯(HDPE)料,为增强管材的抗氧性,紫外线稳定性,按150:1的比例加入颜色母料,可根据不同的要求而采用不同颜色的母料。
并且把所掺的原料搅拌均匀后倒入原料储备糟中。
1.2.上料:180℃、200℃下)挤出的树脂熔化料(树脂温度达260℃)注塑给缠绕成型机,使缠绕在模具上的异型矩管在彼此间充分熔融状态下熔接成管,连续挤出成型管材。
1.7.冷却:在缠绕成型机熔接成管的同时经喷淋水管对成型的管材进行充分冷却定型。
1.8.切割:自动切割机以事先设定的管材长度输入给机器微型电脑,该自动控制切割机开关进行定长切割,并将切割下的管材自动推出切割机。
1.9.检验:该流程将由质检员来完成,质检员分别对管材外观情况以及管材的内径、壁厚、长度、环刚度等数据按《国家标准》进行检验,然后确定该管材的等级,检验完毕后,产品入库。
1.10.入库:产品:主要采用露天堆积存放,为防止阳光的晒射,在管材表面设一层防晒网。
在上述整个工艺流程中,设备的电源均采用380V工作电压。
在每次启动生产设备前都需要加温到所设定的工作温度,并保温1小时后才能加料挤出。
第一、第二挤出机的转速分别通过变频调速器来控制。
2、制造工艺流程图——高密度聚乙烯原料(全新料)——塑料全自动加料机——第一挤出机——缠绕成型机其不意动性——自动切割机、空气压缩机。
HDPE中空壁缠绕管生产工艺
HDPE中空壁缠绕管生产工艺XXXXXX股份有限公司工艺文件HDPE中空壁缠绕管生产工艺编制:批准:受控状态:受控通过塑料全自动上料机将原料储备糟中的原料自动输送给第一挤出机,上料机将根据第一挤出机的挤出速度而自动控制上料速度。
上料机根据事先设定的生产产品规格的大小,可自动控制挤出机的转数。
1.3.挤出机熔融挤出:在挤出机熔融挤出过程中将螺筒温度分别设定为180—220℃(可根据不同原料做工艺温度调整),在该工作温度下,挤出机将充分熔化的树脂挤出。
1.4.真空成型:第一挤出机挤出来的树脂熔化料,在工作温度180℃的条件下,通过真空成型模具将熔化料定型成空心塑料异型矩管,然后输送到冷却机。
1.5.冷却:该流程中分两种冷却方式:(1)通过喷淋水箱将注塑机传递的异型矩管进行喷淋冷却,一般是冷却后温度为50℃,(主要是指矩形管壁表层温度)。
(2)通过传递流程让矩型管自然冷却,这是冷却机与缠绕成型机设定一定的距离原故。
1.6.缠绕成型:该流程中工作主体是缠绕成型机,将冷却后的异型矩管缠绕在规定口径的模具上,同时通过第二挤出机(工作温度设定为170℃、180℃、200℃下)挤出的树脂熔化料(树脂温度达260℃)注塑给缠绕成型机,使缠绕在模具上的异型矩管在彼此间充分熔融状态下熔接成管,连续挤出成型管材。
1.7.冷却:在缠绕成型机熔接成管的同时经喷淋水管对成型的管材进行充分冷却定型。
1.8.切割:自动切割机以事先设定的管材长度输入给机器微型电脑,该自动控制切割机开关进行定长切割,并将切割下的管材自动推出切割机。
1.9.检验:该流程将由质检员来完成,质检员分别对管材外观情况以及管材的内径、壁厚、长度、环刚度等数据按《国家标准》进行检验,然后确定该管材的等级,检验完毕后,产品入库。
1.10.入库:产品:主要采用露天堆积存放,为防止阳光的晒射,在管材表面设一层防晒网。
在上述整个工艺流程中,设备的电源均采用380V工作电压。
一种螺旋缠绕型材、螺旋缠绕管[发明专利]
![一种螺旋缠绕型材、螺旋缠绕管[发明专利]](https://img.taocdn.com/s3/m/8992a3d087c24028905fc307.png)
专利名称:一种螺旋缠绕型材、螺旋缠绕管专利类型:发明专利
发明人:童设华,孙赛武,刘智峰,湛文,王蕾,杨佳申请号:CN201710046217.X
申请日:20170122
公开号:CN106641556A
公开日:
20170510
专利内容由知识产权出版社提供
摘要:本申请涉及输送管道修复技术领域,尤其涉及一种螺旋缠绕型材、螺旋缠绕管。
所述螺旋缠绕型材包括螺旋状的型材本体,卡接部,卡接配合部,卡接部沿径向方向设置于型材本体的第一侧面,卡接配合部沿径向方向设置于型材本体的第二侧面;卡接部、卡接配合部均沿型材本体的螺旋向方向延伸;型材本体包括若干一体成型的螺旋型材圈。
采用非开挖技术修复管道时,在缠绕设备的作用力之下,相邻的螺旋型材圈之间通过卡接部和卡接配合部固定,在管道内部原位缠绕成管,进而实现对整个待修复管道的修复。
此外,所述螺旋缠绕型材在非开挖修复管道过程中,施工简单便捷、不需要复杂的施工设备,应用前景广泛。
申请人:湖南大麓科技有限公司
地址:410013 湖南省长沙市高新开发区咸嘉湖路409号麓谷雅园4栋906房
国籍:CN
代理机构:北京弘权知识产权代理事务所(普通合伙)
更多信息请下载全文后查看。
一种塑料螺旋管及其制备方法和专用设备[发明专利]
![一种塑料螺旋管及其制备方法和专用设备[发明专利]](https://img.taocdn.com/s3/m/5d6079caed630b1c58eeb576.png)
专利名称:一种塑料螺旋管及其制备方法和专用设备专利类型:发明专利
发明人:姬廷芳
申请号:CN200610042657.X
申请日:20060408
公开号:CN1834519A
公开日:
20060920
专利内容由知识产权出版社提供
摘要:一种塑料螺旋管及制备方法专用设备,塑料螺旋管由板带(1)卷制而成,板带(1)的一边带有燕尾形凹槽(2)和燕尾形凸台(3),另一边带有与燕尾形凹槽(2)相吻合的燕尾形凸台(4)和与燕尾形凸台(3)相吻合的燕尾形凹槽(5),且燕尾形凸台(4)嵌入燕尾形凹槽(2)内,燕尾形凸台(3)嵌入燕尾形凹槽(5)内。
专用设备的机架(7)上水平安装有转轴(8)、被动压轮(9)和导向轮(10),转轴(8)上套装有圆柱形磨具(6),被动压轮(9)位于圆柱形磨具(6)的上方,导向轮(10)位于圆柱形磨具(6)的下方,且被动压轮(9)和导向轮(10)均紧贴在圆柱形磨具(6)的外壁上。
本发明接缝处采用复式嵌合+粘结结构,连接牢靠,强度高,卷管专用设备设计合理,成型方法简单可行,生产的大口径塑料管不但强度高,而且成本低。
申请人:姬廷芳
地址:721000 陕西省宝鸡市渭工路50号楼南单元6楼北户
国籍:CN
代理机构:宝鸡市新发明专利事务所
更多信息请下载全文后查看。
一种塑钢缠绕管及其加工方法[发明专利]
![一种塑钢缠绕管及其加工方法[发明专利]](https://img.taocdn.com/s3/m/4986c990168884868662d68c.png)
专利名称:一种塑钢缠绕管及其加工方法专利类型:发明专利
发明人:彭余根
申请号:CN201810134737.0
申请日:20180209
公开号:CN108372645A
公开日:
20180807
专利内容由知识产权出版社提供
摘要:本发明公开了一种塑钢缠绕管及其加工方法,包括管体,管体内壁设置有第一塑料层,所述第一塑料层外部设置有第一钢带层,所述第一钢带层外部设置有第二钢带层,所述第一钢带层与第二钢带层之间设置有锡膏层,所述第二钢带层外部设置有第二塑料层,本发明还提供了一种塑钢缠绕管的加工方法,其具体操作步骤为:S1:制配合料:将配合料按配比放入混料机中,对配合料进行搅拌混匀,同时,向混料机中通入热风,可实现配合料的边混匀边干燥去湿,然后将配合料加入到热熔胶机中加热至熔融态备用。
本发明的塑钢缠绕管具有优异的抗压性能,耐磨性能以及抗老化性能,同时钢塑粘合度强,使用寿命长,适合大规模的生产和市场推广。
申请人:安徽华奇管业有限公司
地址:246300 安徽省安庆市潜山县经济开发区东环路
国籍:CN
更多信息请下载全文后查看。
【CN210106780U】一种中空螺旋缠绕塑料软管【专利】
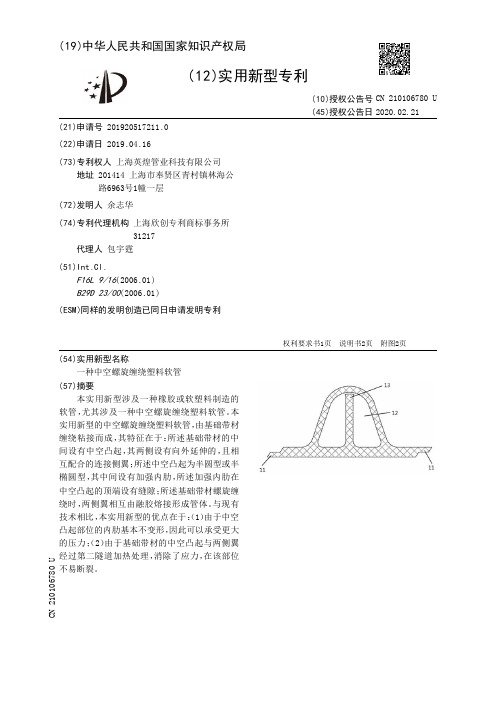
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920517211.0(22)申请日 2019.04.16(73)专利权人 上海英煌管业科技有限公司地址 201414 上海市奉贤区青村镇林海公路6963号1幢一层(72)发明人 余志华 (74)专利代理机构 上海欣创专利商标事务所31217代理人 包宇霆(51)Int.Cl.F16L 9/16(2006.01)B29D 23/00(2006.01)(ESM)同样的发明创造已同日申请发明专利(54)实用新型名称一种中空螺旋缠绕塑料软管(57)摘要本实用新型涉及一种橡胶或软塑料制造的软管,尤其涉及一种中空螺旋缠绕塑料软管。
本实用新型的中空螺旋缠绕塑料软管,由基础带材缠绕粘接而成,其特征在于:所述基础带材的中间设有中空凸起,其两侧设有向外延伸的,且相互配合的连接侧翼;所述中空凸起为半圆型或半椭圆型,其中间设有加强内肋,所述加强内肋在中空凸起的顶端设有缝隙;所述基础带材螺旋缠绕时,两侧翼相互由融胶熔接形成管体。
与现有技术相比,本实用新型的优点在于:(1)由于中空凸起部位的内肋基本不变形,因此可以承受更大的压力;(2)由于基础带材的中空凸起与两侧翼经过第二隧道加热处理,消除了应力,在该部位不易断裂。
权利要求书1页 说明书2页 附图2页CN 210106780 U 2020.02.21C N 210106780U权 利 要 求 书1/1页CN 210106780 U1.一种中空螺旋缠绕塑料软管,由基础带材(1)缠绕粘接而成,其特征在于:所述基础带材的中间设有中空凸起,其两侧设有向外延伸的,且相互配合的连接侧翼(11);所述中空凸起(12)为半圆型或半椭圆型,其中间设有加强内肋(13),所述加强内肋在中空凸起的顶端设有缝隙;所述基础带材(1)螺旋缠绕时,连接侧翼(11)相互由融胶熔接形成管体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(19)中华人民共和国国家知识产权局
(12)发明专利申请
(10)申请公布号 (43)申请公布日 (21)申请号 201910305778.6
(22)申请日 2019.04.16
(71)申请人 上海英煌管业科技有限公司
地址 201414 上海市奉贤区青村镇林海公
路6963号1幢一层
(72)发明人 余志华
(74)专利代理机构 上海欣创专利商标事务所
31217
代理人 包宇霆
(51)Int.Cl.
F16L 9/16(2006.01)
B29D 23/00(2006.01)
(54)发明名称一种中空螺旋缠绕塑料软管及其生产工艺(57)摘要本发明涉及一种橡胶或软塑料制造的软管,尤其涉及一种具有中空加肋的加强型螺旋缠绕软管。
本发明的中空螺旋缠绕塑料软管,由基础带材缠绕粘接而成,其特征在于:所述基础带材的中间设有中空凸起,其两侧设有向外延伸的,且相互配合的连接侧翼;所述中空凸起为半圆型或半椭圆型,其中间设有加强内肋,所述加强内肋在中空凸起的顶端设有缝隙;所述基础带材螺旋缠绕时,两侧翼相互由融胶熔接形成管体。
与现有技术相比,本发明的优点在于:(1)由于中空凸起部位的内肋基本不变形,因此可以承受更大的压力;(2)由于基础带材的中空凸起与两侧翼经过第二隧道加热处理,消除了应力,在该部位
不易断裂。
权利要求书1页 说明书3页 附图4页CN 109973721 A 2019.07.05
C N 109973721
A
1.一种中空螺旋缠绕塑料软管,由基础带材(1)缠绕粘接而成,其特征在于:所述基础带材的中间设有中空凸起,其两侧设有向外延伸的,且相互配合的连接侧翼(11);所述中空凸起(12)为半圆型或半椭圆型,其中间设有加强内肋(13),所述加强内肋在中空凸起的顶端设有缝隙;所述基础带材(1)螺旋缠绕时,两侧翼(11)相互由融胶熔接形成管体。
2.根据权利要求1所述的一种中空螺旋缠绕塑料软管,其特征在于:所述缝隙的宽度为1-5mm。
3.一种中空螺旋缠绕塑料软管的生产工艺,其特征在于:具体工艺步骤如下:
(1.1) 由挤出机(3)从模具(8)中挤出基础带材(1);所述挤出机(3)的模具(8)倒置,所述基础带材(1)为中间设有中空凸起的,两侧设有向外延伸的,且能相互配合的连接侧翼(11);在所述中空凸起(12)的内腔,还设有内肋;所述基础带材(1)处于倒置状态时,其下侧设有间隙;该空隙在熔融状态下,由于所述内肋(13)会向下延伸,使所述间隙缩小;
(1.2)通过第一冷却装置(4)对基础带材(1)进行快速冷却定型,使内肋(13)正好或即将与凸起(12)的内壁抵触;
(1.3)通过第一隧道式加热器(51),对基础带材(1)整体按照工艺温度进行加热,使其软化,并使前、后翼的粘接面处于微熔状态;
(1.4)在所述缠绕成型机(6)的底部,通过缠绕成型机(6)缠绕成型;
(1.5) 在螺旋缠绕的同时,通过熔胶挤出机(91)在侧翼的粘接面涂布熔融胶;
(1.6)通过压轮展压,使前、后翼的粘接部牢固粘接;
(1.7)最后,利用切割装置(71)按需求长度将管道切断。
4.根据权利要求3所述的一种中空螺旋缠绕塑料软管,其特征在于:还包括采用第二隧道式加热器(52)对管道加热处理。
5.根据权利要求3所述的一种中空螺旋缠绕塑料软管,其特征在于:所述工艺加热的温
度为170
~210度。
权 利 要 求 书1/1页
2
CN 109973721 A。