x—mr控制图模板
X-MR图

SPC
X-MR图常数表
n
2
3
4
5
6
7
8
9
10
D4 3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78
D3
0.08 0.14 0.18 0.22
E2 2.66 1.77 1.46 1.29 1.18 1.11 1.05 1.01 0.98
Qualitech Consultancy Limited.
Limit (LCL)
超出控制下限
Qualitech Consultancy Limited.
SPC
X 图上的数据点超出上下 控制界限的可能原因:
控制界限计算错误 描点错误 测量系统发生变化 过程发生变化
Qualitech Consultancy Limited.
SPC
连续七点上升
Upper Control
SPC
Upper Control
Limit (UCL)
Center Line
(CL)
Lower Control
Limit (LCL)
明显少于 40% 的点在 CL 的 附近
Qualitech Consultancy Limited.
SPC
控制界限计算错误 描点错误 测量系统发生变化 过程发生变化 过程均值发生变化 抽样数据来自完全不同的两个整 体
Qualitech Consultancy Limited.
SPC
MR 图
超出控制上限
Upper Control
Limit (UCL)
Center Line
(CL)
0
Qualitech Consultancy Limited.
全套SPC控制图制作-EXCEL版

备注及 原因跟踪:
7月1日
合 计
0.00
测量值的判定条件 > < USL LSL 蓝色 红色
平
均
0.00
預估不良率 (PPM)
#VALUE!
製程能力分析
0.00
平
X=
均
0.00
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
R=
預估不良率 (PPM)
X
0.60 0.40 0.20 0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
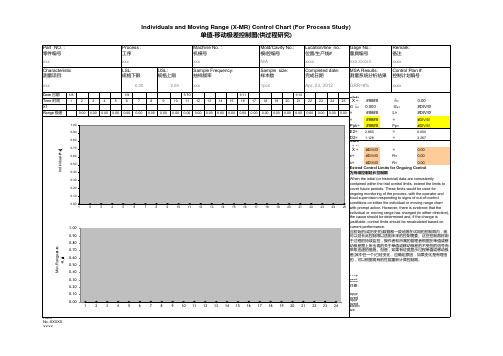
单值和移动全距(X-MR)控制图
产品件号 产品名称 控制项目 测量单位
日期/ 时间
规 格
上限 USL 中心限CL 下限 LSL 1 2 3 4 5 6 7 8
标
准
群組数大小
控
制 X
上限 UCL 总組数 中心限CL 下限 LCL 9 10 11 12 13 14 15
图 MR 图 0.00 0.00 0.00
16 17 18
制 部
造 门
机 组 测 量 者
19 20 21 22
控制图编号: 样品容 量/频 率 日 期
23 24 25
抽样方法
7月1日
合 计 ΣX= ΣR= 测量值的判定条件 > < USL LSL 蓝色 红色
批
样 本 测 定 值
号
N=
全套SPC控制图制作_EXCEL版

日期
2月21日
合 计
6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
ΣX=
样
ΣR=
本
测
测量值的判定条件
定 值
> US<L LSL
N=
ΣX X MR
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE
单值和移动全距(X-MR)控制图
控
制
产品件号 产品名称
规 格 标 准 群組数大小 控 制 X
上限 USL
上限 UCL
图 MR 图 制 造 0.00 部 门
样品容 量/频
率
控制项目
中心限CL
总組数 中心限CL
0.00 机 组抽样方法ຫໍສະໝຸດ 测量单位日期 批/
时间 号
1
2
3
4
5
下限 LSL
下限 LCL
0.00
测量 者
0.00
1
2
3
4
5
X—R控制图 (模板)

…… 对于样本小于7 的情况,没有极 差下控制限 特殊原因表现 ·任何超出控制 限的点 ·连续7点全在 中心线之上或之 下·7点连续上 升或下降 ·其他明显的非 随机图形 CP= #DIV/0!
R- 极差 日期 时间
0.010 0.008 0.006 0.004 0.002 0.000
1班 2班 3班
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
读 数
′
SUM X= R=
和
读数数量 最高-最低
cpk= #DIV/0!
0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000
X-R 控制图 加工部门: 机器编号:
加工中心
产品名称:RZA上下箱座(共加工) 部门: 品质管理课 工序: 日期: 特性:
0.0164
综合加工
转子配合轴孔位置 0.0084
计算控制限的日期:
工程规范: 频率: 均值 X 图
X-MR控制图(万用表)
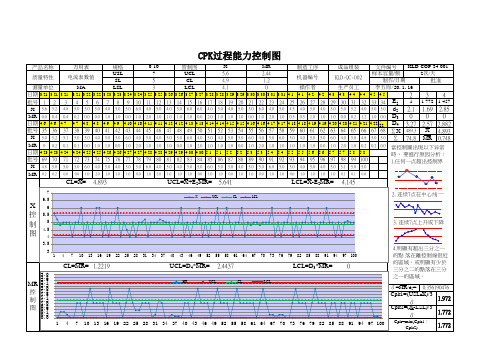
2. 连续7点在中心线一
3. 连续7点上升或下降
4.明顯有超出三分之一 的點 落在離控制線很近 的區域,或明顯有少於 三分之二的點落在三分 之一的區域。
δ=MR/d2= 0.356190476
Cpk1=(USL-X)/3 δ
1.972
Cpk2=(X-LSL)/3 δ
1.772
Cpk=min(Cpk1: Cpk2)
MR 0.2 0.2 0.0 0.0 1.0 2.0 1.0 1.0 1.0 0.0 1.0 2.0 1.0 1.0 1.0 0.0 1.0 1.0 0.0 1.0 1.0 0.0 1.0 1.0 0.0 1.0 1.0 1.0 1.0 0.1 0.1 0.0
CL=X= 4.893
UCL=X+E2MR= 5.641
CPK过程能力控制图
产品名称
万用表
规格
0-10
管制图
X
MR
制造工序
成品组装
文件编号 KLD-COP-24-001
质量特性
电流表数值
USL
SL
7 5
UCL
5.6
CL
4.9
2.44 1.2
机器编号
KLD-QC-002
样本容量/频 制作/日期
2次/天 批准
测量单位
MA
LSL
Hale Waihona Puke 3LCL4.1
0
操作者
生产员工
李五周/20.1.16
1.772
X 4.8 5.0 5.0 5.0 6.0 4.0 5.0 4.0 5.0 5.0 6.0 4.0 5.0 4.0 5.0 5.0 6.0 5.0 5.0 4.0 5.0 5.0 6.0 5.0 5.0 4.0 5.0 4.0 5.0 5.1 5.0 5.0
x—mr控制图模板

x—mr控制图模板竭诚为您提供优质文档/双击可除x—mr控制图模板篇一:spc控制图解释spc控制图详解摘要:什么是控制图?控制图是对过程质量加以测定、记录从而进行控制管理的一种用科学方法设计的图。
控制图的应用控制图中包括三条线1.控制上限(ucl)2.中心线(cl)3.控制下限(lcl)控制图的种类数据:是能够客观地反映事实的资料和数字数据的质量特性值分为:计量值可以用量具、仪表等进行测量而得出的连续性数值,可以出现小数。
计数值不能用量具、仪表来度量的非连续性的正整数值。
计量型数据的控制图xbar-R图(均值-极差图)xbar-s图(均值-标准差图)x-mR图(单值-移动极差图)x-R(中位数图)计数型数据的控制图p图(不合格品率图)np图(不合格品数图)c图(不合格数图)u图(单位产品不合格数图)控制图的判异控制图可以区分出普遍原因变差和特殊原因变差1.特殊原因变差要求立即采取措施2.减少普遍原因变差需要改变产品或过程的设计错误的措施1.试图通过持续调整过程参数来固定住普通原因变差,称为过渡调整,结果会导致更大的过程变差造成客户满意度下降。
2.试图通过改变设计来减少特殊原因变差可能解决不了问题,会造成时间和金钱的浪费。
控制图可以给我们提供出出现了哪种类型的变差的线索,供我们采取相应的措施。
控制图上的信号解释有很多信号规则适用于所有的控制图(xbar图和R图),主要最常见的有以下几种:规则1:超出控制线的点规则2:连续7点在中心线一侧规则3:连续7点上升或下降规则4:多于2/3的点落在图中1/3以外规则5:呈有规律变化spc控制图建立的步骤1.选择质量特性2.决定管制图之种类3.决定样本大小,抽样频率和抽样方式4.收集数据5.计算管制参数(上,下管制界线等)6.持续收集数据,利用管制图监视制程spc控制图选择的方法1.x-R控制图用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合。
X-MR控制图案例

1.457 UCLx
184.5 0.0 5/21
5/22
3. 连续7点上升或下降
CL=MR= 3.1984 MR 控 制 圖
7/18 5/29 4/9 2/19 1/0
UCL=D4*MR=
MR 系列3
6.3968
系列2 系列4
LCL=D3*MR=
0
4.明顯有超出三分之一的 點 落在離控制線很近的 區域,或明顯有少於三 分之二的點落在三分之 一的區域。 δ=MR/d2= 1.735815603
10
0 1/0
9.01 3.8
11
0 1/0
9.01 3.8
12
0 1/0
9.01 3.8
13
0 1/0
9.01 3.8
14
0 1/0
9.01 3.8
15
0 1/0
9.01 3.8
16
0 1/0
9.01 3.8
17
0 1/0
9.01 3.8
18
0 1/0
9.01 3.8
19
0 1/0
9.01 3.8
Cpk=min(Cpk1:Cpk2)
-31.9
1
196 1/0
9.01 3.8
2
185 1/11
9.01 3.8
3
0 7/2
9.01 3.8
4
0 1/0
9.01 3.8
X MR Chart _Study_ 2021
=
##### 0.000 ##### #####
`R=
Csps=
LC=p =
0.00 #DIV/0! #DIV/0! #DIV/0!
1.00
Ppk= #####
PDp3=
#DIV/0!
0.90
E2= 2.660
=D4
0.000
D2=
0.80
Calc
#### #### ##0#.7#0 ####
#### ####
0.60 0.00 0.00 0.00 0.00 0.00 0.00
0.00 0.00 0.00 0.00
采取迅速的措施。但是,如果有证据显示过程单值或移动极 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 差(其中任一个)已经变化,应确定原因,如果变化是有理由 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 的,可以根据现有的性能重新计算控制限。
Note 备注: change in 5M1E(Man, Machine, Material, Method, Measurement systems and Environment) should be noted. It will help you to take corrective actions. 必须记录任何人、机、物料、方法、测量系统及环境的变更,这将有助于采取纠正 行动. 2.All actions to correct any of the above 'special causes should be noted on the this form.所有纠正上述特殊原因的行动均需记录本在本表格内.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
竭诚为您提供优质文档/双击可除x—mr控制图模板篇一:spc控制图解释spc控制图详解摘要:什么是控制图?控制图是对过程质量加以测定、记录从而进行控制管理的一种用科学方法设计的图。
控制图的应用控制图中包括三条线1.控制上限(ucl)2.中心线(cl)3.控制下限(lcl)控制图的种类数据:是能够客观地反映事实的资料和数字数据的质量特性值分为:计量值可以用量具、仪表等进行测量而得出的连续性数值,可以出现小数。
计数值不能用量具、仪表来度量的非连续性的正整数值。
计量型数据的控制图xbar-R图(均值-极差图)xbar-s图(均值-标准差图)x-mR图(单值-移动极差图)x-R(中位数图)计数型数据的控制图p图(不合格品率图)np图(不合格品数图)c图(不合格数图)u图(单位产品不合格数图)控制图的判异控制图可以区分出普遍原因变差和特殊原因变差1.特殊原因变差要求立即采取措施2.减少普遍原因变差需要改变产品或过程的设计错误的措施1.试图通过持续调整过程参数来固定住普通原因变差,称为过渡调整,结果会导致更大的过程变差造成客户满意度下降。
2.试图通过改变设计来减少特殊原因变差可能解决不了问题,会造成时间和金钱的浪费。
控制图可以给我们提供出出现了哪种类型的变差的线索,供我们采取相应的措施。
控制图上的信号解释有很多信号规则适用于所有的控制图(xbar图和R图),主要最常见的有以下几种:规则1:超出控制线的点规则2:连续7点在中心线一侧规则3:连续7点上升或下降规则4:多于2/3的点落在图中1/3以外规则5:呈有规律变化spc控制图建立的步骤1.选择质量特性2.决定管制图之种类3.决定样本大小,抽样频率和抽样方式4.收集数据5.计算管制参数(上,下管制界线等)6.持续收集数据,利用管制图监视制程spc控制图选择的方法1.x-R控制图用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合。
x控制图主要用于观察正态分布的均值的变化,R控制图主要用于观察正态分布分散或变异情况的变化,而x-R控制图则将二者联合运用,用于观察正态分布的变化。
2.x-s控制图与x-R图相似,只是用标准差(s)图代替极差(R)图而已。
3.me-R控制图与x-R图也很相似,只是用中位数(me)图代替均值(x)。
4.x-Rs控制图多用于对每一个产品都进行检验,采用自动化检查和测量的场合。
5.p控制图用于控制对象为不合格品率或合格品率等计数质量指标的场合,使用p图时应选择重要的检查项目作为判断不合格品的依据;它用于控制不合格品率、交货延迟率、缺勤率、差错率等。
6.np控制图用于控制对象为不合格品数的场合。
设n为样本,p为不合格品率,则np为不合格品数。
7.c控制图用于控制一部机器,一个部件,一定长度,一定面积或任何一定的单位中所出现的不合格数目。
焊接不良数/误记数/错误数/疵点/故障次数8.u控制图当上述一定的单位,也即n保持不变时可以应用c控制图,而当n有变化时则应换算为平均每项单位的不合格数后再使用u控制图。
篇二:质量控制图制作利用excel制作质量控制图董瑞(淮南市环境保护监测站,淮南2320xx)摘要:本文在利用excel制作控制图方面进行了初步尝试。
以该方法制作控制图快速、准确、易于推广,是环境监测工作中质量控制的有效手段。
关键词:质量控制图;exceluseexceltomakethequalitycontrolpicture.dongRui(huai nanems,huainan2320xx)abstract:thispaperstudytheaspectthatuseexcelmakethe enviromentmonitoringqualitycontrolpicture.thiskindo fmeth(x—mr控制图模板)odmakingqualitycontrolpictureisquickandaccurate,andeasytopopulazing,itisoneoftheeffectivemeansofenv iromentmonitoringqualitycontrol.keywords:qualitycontrolpicture;excel质量控制图是环境监测质量控制的重要手段之一。
传统的质控图制作是以手工方式计算大量的繁杂数据,再手工绘制在坐标纸或控制图专用纸上,稍一出错便前功尽弃。
这是控制图这种有效的质量控制手段不能广泛应用的主要原因之一。
随着环境监测事业的发展,各级监测站拥有的电脑越来越多,我们可以利用这一高效手段使制作质量控制图快速、准确、易推广。
在软件方面,excel是常见、易获得的应用软件,其强大的计算和图表功能非常适合制作控制图。
本文在利用excel2000制作控制图方面进行了初步尝试。
1.制作控制图1.1确定控制图组成控制图的类型有许多种,本文选用nh3-n的空白值来制作平均值—极差控制图(x—R图)。
x—R图的基本图形组成见表一。
表一x—R图控制界限线计算公式空白值的获得方法一般为每天测定一次平行样,在一定的时间间隔内积累20组以上的数据。
在本例中,我们选用20组空白平行测定值,则表一中的a2=1.880,d3=0,d4=3.267。
1.2制作步骤1.2.1计算统计量打开excel2000,在a1~p1单元格中分别输入以下字段名:序号、x1、x2(一组平行测定值)、x(每组均值)、uclx、uwlx、ualx、clx(x)、lalx、lwlx、lclx、R(每组极差)、uclR、uwlR、ualR、clR(R)。
在d3单元格中输入“=(b3+c3)/2”;h2单元格中输入“=aVeRage($d$3:$d$22)”;l3单元格中输入“=abs(b3-c3)”;p2单元格中输入“=aVeRage($l$3:$l$22)”。
当然,公式输入也可使用excel的粘贴函数功能。
其它统计量参见表一中的公式输入到第二行,只是要将其中的x、R换成相应单元格的地址。
第2、3行的公式输入完成后,将各单元格的公式全部向下一直复制到第22行。
在a2~a22单元格中依次输入数字0~20,使其作为图表的横坐标。
将准备好的20组数据输入b3~c22区域。
输入完毕后,整个表格中的所有统计量立即完成计算。
本例中除x、R外将每种统计量设为21个的原因是为了使随后制作的图表完整、美观,否则图表在靠近y轴附近将出现空缺。
1.2.2制作图表在完成计算的上述工作表中,选中除x1、x2、x、R以外所有记录(a2:a22,e2:k22,m2:p22)单击常用工具栏上的图表按钮,弹出图表向导。
在图表类型中单击“xy散点图→无数据点平滑线散点图”。
单击“下一步”,在图表选项卡的图表标题栏中填入“x—R图”,在数值(x)轴栏中填入“序号”,在数值(y)轴栏中填入“统计量(mg/l)”。
网格线选项卡和图例选项卡中全部不选。
单击“完成”。
现在控制图的框架已初步形成,接下来就是要把图表调整到最佳状态。
鼠标指向x轴右击,在弹出的快捷菜单中选择“坐标轴格式→刻度”,将最大值设为20,主要刻度单位设为1。
其它如字体、字型、字号、小数位数均可在相应的选项卡中设为最佳。
在曲线旁显示该曲线标志的方法如下:单击选中一条曲线,单击该曲线最右侧显现的隐藏数据点标志,出现双向交叉标志时右击,选择“数据点格式→数据标志→显示值”,确定后两次单击该值,在出现的文本框中填入标志,例如“ucl(0.0317)”。
这种方法制作曲线标志的优点是该标志永远固定在曲线旁边。
控制图的结构现在全部完成(图表结构参见图一)。
如果想检验选用来制作控制图的20组数据是否符合要求,可以将x、R作为新序列加入图表。
具体方法是在绘图区空白处右击,弹出的快捷菜单中选择“数据源→序列→添加”,在“y值”框中单击按纽,随后到工作表中选中x或R 的20个数据,回到数据源窗口单击“确定”,现在x或R的曲线就作为新的序列添加到图表中。
将鼠标指向新序列的曲线右击,弹出的快捷菜单中选择“图表类型→xy散点图→折线散点图”,单击“确定”。
继续将鼠标指向曲线右击,选择“数据系列格式→数据标志→显示数据标志”,单击“确定”,则数据点附近显示0~20的序列(图表略)。
如果要把以后获得的质控数据点入控制图中进行控制,就在工作表后添加四个字段名,即两个平行样、均值、极差。
将均值和极差加到图表中的方法同前段,唯一不同之处在于应先选定均值和极差20个数据的区域,然后再将获得的数据填入,并逐一向下复制公式。
具体结构见图一。
该过程最奇妙的是输入一组数据,就在图表的相应系列上自动增加一个点,非常方便。
2.制作控制图模板环境监测的许多分析项目都需要制作控制图,但每一项目均重复上述过程则略显烦琐。
可以使用excel的许多功能使制作过程简单化,制作模板就是其中之一。
制作模板的过程非常简单,在上述制作的工作表中清除20组原始数据和新添加系列中成对的原始数据,单击文件菜单中的“另存为”,保存类型中选择“模板”,保存以后一个控制图模板就制作完成了。
3.使用控制图模板在excel文件菜单中选择“新建”,在“常用”选项卡中选择制成的模板。
把使用库伦法测得的codcr空白值填入c3:b22区域,工作表立。