新代中空主磁编码器安装规范V1.4
编码器安装

绝对式码盘增量式码盘
齿轮箱
多转绝对编码器霍尔元件
码盘
光源聚光镜
扫描掩模
刻度盘光电池
参考点
1.
操作时注意防静电,严禁用手接触接头处的导电部分。
3.
6.信号线的安装
1.编码器的安装
2.编码器的拆卸
转动速度高达
12,000
模拟真实的机床运动(一个测量系统为:
在电机内部
温度达到
(248
决定测量精度的主要因素有:1.
2.
3.
信号干扰
安装不当
系统精度:
•对内置轴承和内置定子联轴器的旋转编码器已包含在里面
•对采用分离式联轴器内置轴承的旋转编码器必须加上联轴器带入的误差
•对无内置轴承和的旋转编码器,其安装误差、驱动轴轴承误差和扫。
编码器安装

图二
- 15 -
分体式分离型主轴编码器安装注意点
aiCZ主轴编码器
传感器磁齿环
一转信号产生部位 Z相沟槽
传感器磁头2
传感器磁头1 定位销(配 套附件)
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
- 16 -
分体式分离型主轴编码器安装注意点
➢A/B相齿环和Z相齿环发往用户时,已经使用螺钉固定在一起,请不 要拆卸(图一) ➢传感器齿环通过螺钉孔为固定至主轴安装基准面(图二) ➢磁头和齿环的安装间隙在齿环一圈内要合适(0.15mm)、均匀(图三)
编码器名称
防水型
订单号
非防水型
αiBZ Sensor 96
A860-2150-T111
αiBZ Sensor 128H
A860-2150-T211
αiBZ Sensor 192H
A860-2150-T311
αiBZ Sensor 256H
A860-2150-T411
αiBZ Sensor 384
A860-2150-T511
*其他技术参数请参考伺服放大器规格说明书
◇ 北京发那科机电有限公司技术交流会资料 ◇ 请勿复制或传播 ◇
-6-
一体式分离型伺服编码器典型安装结构
丝杆末端连轴器直连
ai 主轴电机
非1:1齿轮减速 箱或同步带轮
ai SPM
同步带传动
ai 主轴电机
丝杆
αA1000S
SDU
连轴结直连
αA1000S
丝杆
非1:1齿轮减速 箱或同步带轮
ai 主轴电机
Belt or gear
ai SPM
主轴
aiCZ sensor (标准型) aiBZ sensor (高精度型)
新代中空主磁编码器安装规范V1.4
5.
磁环安装步骤 ......................................................................................................... 12
三、mini 编码器安装方式............................................................................................................14
11. S08-GSKM-242-S 安装规格....................................................................................30
3
摘要
1. 此文件为新代中空主磁编码器安装规范。 2. 调试部分请参考对应调试手册。 3. 手册中不足之处,欢迎批评指正。
更改后版本 V1.0 V1.1 V1.2 V1.3 V1.4
2
目录
目录
目录 ..................................................................................................................................................3
5.
S08-GSKM-162 极安装规格....................................................................................23
6.
S08-GSKM-242 极安装规格....................................................................................24
编码器安装指导

工地质量问题现场围堵措施指导手册
至: 发送:
事 项 编码器安装指导 XIZI PM1 曳引机
适用范围 详细描述
一、设定制动器处于可修理状态,确保电梯系统处于安全状态。 二、工具列表 内六角扳手:5mm和3mm各一件 十字改锥: 1件 辅助螺栓: M6*120
三、安装编码器
step 1
step 2
step 3
step 4
step 5
用杠杆表测量编码器跳动 step 7 制动器的检查与维护应确保电梯处于断电状态,曳引机处于制动状态。
B
编码器跳动,标准0.10mm
BOMCO
新代参数设定参考手册

新代参数设定参考手册(总87页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除新代科技參數設定說明手冊by : 新代科技date :2006/11/20ver : 9.5版本更新記錄目錄1.參數總表 (7)2.參數設定說明 (36)2.1 系統基本參數設定 (36)2.1.1 硬體環境設定 (36)2.1.1.1 軸卡基本參數設定 (36)2.1.1.1.1Pr01 軸板基址 (36)2.1.1.1.2Pr09 軸板型態 (37)2.1.1.1.3 Pr10 伺服警報接點型態 (37)2.1.1.1.4Pr11 軸卡時脈來源 (38)2.1.1.1.5Pr12 SERVO6 軸卡最高時脈 (38)2.1.1.1.6Pr13 軸卡數目 (38)2.1.1.2 I/O 卡基本參數設定 (39)2.1.1.2.1Pr03 I/O 板基址 (39)2.1.1.2.2Pr05 I/O 板組態 (39)2.1.1.2.3Pr15 I/O 卡數位濾波程度 (42)2.1.1.3 控制精度設定 (43)2.1.1.3.1 Pr17 控制精度 (43)2.1.1.4 螢幕功能鍵型態設定 (43)2.1.1.4.1 Pr3205 功能鍵型態 (43)2.1.1.5 螢幕型別 (44)1 Pr3211 螢幕型別 (44)2.1.1.6 預設外部存取資料磁碟機代號 (44)1 Pr3213 磁碟機代號 (44)2.1.1.7 選擇控制面板鍵盤型態 (44)1 Pr3217 選擇控制面板鍵盤型別 (44)2.1.1.8 系統掃瞄時間設定 (45)1 Pr3202 I/O 掃描時間 (45)2 Pr3203 運動補間時間 (45)3 Pr3204 PLC 掃描時間 (45)2.1.2 軟體介面環境參數設定 (46)2.1.2.1 應用功能參數設定 (46)1 Pr411 G00 運動方式 (46)2 Pr413 G92(G92.1)座標保留模式設定 (46)2.1.2.1.3 Pr414 工件座標系統保留模式 (46)4 Pr415 重置或關機時保留目前刀長資料 (47)5 Pr3207 C/S 界面版本編號 (47)6 Pr3215 選刀時呼叫副程式 (47)7 Pr3241 工件程式小數點型態 (47)8 Pr3243 鍵盤重置鍵由 PLC 處理 (48)9 Pr3245 刀長磨耗補償輸入增量最大值 (48)0 Pr3801 G95 時進給量與主軸位置緊密偶合 (48)Pr3807 圓弧終點不在圓弧上檢查視窗 (49)2.1.2.1.12 Pr3809 UVW 為 XYZ 軸增量指令 (49)2.1.2.1.13 Pr3815 刀具半徑補償預看模式 (49)2.1.2.1.14 Pr3816 刀長補償模式 (49)5 Pr3819 過切檢查型態 (50)Pr3851 斷刀處理程式號碼 (50)2.1.2.2 系統人機介面設定 (51)1 Pr3201 設定啟動車床規則 (51)2 Pr3209 語言設定 (51)3 Pr3219 系統安裝組態 (52)4 Pr3221 除錯模式 (52)5 Pr3223 啟動系統管理功能 (53)6 Pr3225 螢幕保護功能延遲時間 (53)7 Pr3227 螢幕解析度 (53)2.1.2.2.8 Pr3229 關閉工件座標系統功能 (53)9 Pr3247 速率顯示方法 (54)2.2.伺服軸向參數設定 (55)2.2.1 各軸對應機械軸設定 (55)2.2.1.1 Pr21~Pr40 伺服對應的機械軸 (55)2.2.2 軸向馬達運動方向的設定 (55)2.2.2.1 Pr41~Pr60 馬達運動方向設定 (55)2.2.3 軸向命令與回授解析度設定 (56)2.2.3.1 Pr61~Pr80 位置感測器解析度 (56)Pr81~Pr100 軸卡回授倍頻 (56)Pr121~Pr160 螺桿側齒輪齒數,馬達側齒輪齒數 (56)Pr161~Pr180 螺桿寬度(Pitch) (56)Pr181~Pr200 伺服系統的位置迴路增益 (56)Pr201~Pr220 位置感測器型態 (56)Pr341~Pr360 位置命令倍率分子 (56)Pr361~Pr380 位置命令倍率分母 (56)2.2.4 各軸向應用型態設定 (58)2.2.4.1 Pr221~Pr226 軸型態 (58)2.2.4.2 Pr281~Pr300 選擇半徑軸或直徑軸 (59)2.2.5 各軸向顯示名稱設定 (59)2.2.5.1 P r321~Pr340 設定軸的名稱 (59)2.2.6 軸向控制模式設定 (60)2.2.6.1 Pr381~Pr400 位置伺服控制模式 (60)2.2.7 定位檢查功能設定 (60)2.2.7.1 Pr421~Pr440 切削時位置檢查的視窗範圍 (60)2.2.7.2 Pr481~Pr500 快速移動(Rapid T ravel, G00)時位置檢查的視窗範圍 (61)2.2.7.3 Pr561~Pr580 遺失位置檢查視窗 (61)2.2.7.4 Pr901~Pr920 零速檢查視窗 (61)2.2.8 各軸向左右軟體行程極限保護 (61)2.2.8.1 Pr2401~Pr2440 軟體第一行程保護的範圍 (61)2.2.8.2 Pr2441~Pr2480 軟體第二行程保護的範圍 (62)2.3.主軸參數設定 (63)2.3.1 主軸對應命令輸出埠設定 (63)2.3.1.1 Pr1621~Pr1630 主軸對應的機械軸或邏輯軸 (63)2.3.2 主軸命令參數設定 (63)2.3.2.1 Pr.1631~Pr.1636 主軸零速offset 速度 (63)2.3.2.2 Pr.1641~Pr.1646 主軸編碼器極性 (63)2.3.2.3 Pr.1651~Pr.1656 主軸馬達編碼器一轉的Pulse 數 (63)2.3.2.4 Pr.1661~Pr.1666 主軸回授倍頻 (64)2.3.2.5 Pr.1671~Pr.1676 主軸馬達增益 (64)2.3.2.6 Pr.1681~Pr.1692 主軸第一檔齒數比 (64)Pr.1901~Pr.1952 主軸第四檔齒數比 (64)2.3.2.7 P r.1711~Pr.1716 主軸是否安裝編碼器 (65)2.3.3 主軸運動轉速設定參數 (65)2.3.3.1 Pr.1721~Pr.1726 主軸寸動速度 (65)2.3.3.2 Pr.1731~Pr.1736 主軸最低轉速 (65)2.3.3.3 Pr.1801~Pr.1806 主軸最高轉速 (65)2.3.3.4 Pr.1821~Pr.1826 主軸伺服微分增益 (65)2.3.3.5 Pr.1831~Pr.1836 主軸加減速時間 (66)2.3.3.6 Pr.1851~Pr.1856 主軸重力加速度加減速時間 (66)2.3.4 主軸定位設定參數 (66)2.3.4.1 Pr.1741~Pr.1746 主軸定位速度 (66)2.3.4.2 Pr.1741~Pr.1746 主軸定位偏移量 (66)2.3.4.3 Pr.1771~Pr.1776 主軸原點偏移量 (66)2.3.4.4 Pr.1781~Pr.1786 主軸定位最低速度 (67)2.3.4.5 Pr.1791~Pr.1796 主軸馬達型態 (67)2.3.4.6 P r.1811~Pr.1816 主軸編碼器安裝位置 (67)2.3.4.7 Pr.1841~Pr.1846 主軸Y-Delta 切換速度 (67)2.4.軸向運動特性設定參數 (69)2.4.1 切削時前加減速運動規劃 (69)2.4.1.1 Pr401 切削加減速時間 (69)Pr402 重力加速度加減速時間 (69)Pr405 切削的最高進給速度 (69)Pr541~Pr560 各軸切削的加減速時間 (69)Pr621~Pr640 各軸切削的最高進給速度 (69)Pr641~Pr660 各軸重力加速度加減速時間 (69)2.4.2 切削時後加減速運動規劃 (71)2.4.2.1 Pr404 後加減速切削鐘型加減速時間 (71)2.4.3 切削時直線轉角自動減速功能 (73)2.4.3.1 P r406 轉角參考速度 (73)2.4.4 切削時圓弧切削運動最高進給速度設定 (74)2.4.4.1 Pr408 半徑5mm 圓弧切削參考速度 (74)2.4.5 快速移動及 JOG 時的加減速規劃 (75)2.4.5.1 Pr441~Pr460 各軸快速移動(G00)的加減速時間 (75)Pr461~Pr480 各軸快速移動(G00)的最高進給速度 (75)Pr501~Pr520 各軸快速移動(G00)的F0 速度 (75)Pr521~Pr540 各軸JOG 速度 (75)2.5.尋原點動作設定參數 (76)2.5.1 尋原點方式設定參數 (76)2.5.1.1 Pr961~Pr980 各軸尋原點方法 (76)2.5.2 尋原點動作規格與參數設定 (76)2.5.2.1 Pr821~Pr840 各軸第一段尋原點速度 (76)Pr841~Pr860 各軸第二段尋原點速度 (76)Pr861~Pr880 各軸尋原點為負方向 (76)2.5.3 原點偏移功能設定參數 (77)2.5.3.1 Pr881~Pr900 原點的偏移量設定 (77)2.5.4 原點柵格量功能設定參數 (78)2.5.4.1 Pr941~Pr960 啟動尋原點柵格功能 (78)2.6.手輪功能設定參數 (80)2.6.1 手輪訊號輸入設定參數 (80)2.6.1.1 Pr2031~Pr2034 手輪對應的機械軸 (80)2.6.2 手輪訊號解析度設定參數 (80)2.6.2.1 Pr2041~Pr2044 手輪Encoder 一轉的Pulse 數 (80)Pr2051~Pr2054 手輪回授倍頻 (80)2.6.3 手輪段數設定參數 (80)2.6.3.1 Pr2001 手輪第四段倍率設定 (80)2.6.4 手輪模擬功能設定參數 (81)2.6.4.1 Pr2003 手輪模擬對應手輪號碼 (81)2.6.5 手輪驅動軸向功能設定參數 (81)2.6.5.1 Pr2031~Pr2033 手輪對應的座標軸 (81)2.6.5 手輪設定參數 (81)2.6.5.1 Pr2031~Pr2033 手輪對應的座標軸 (81)2.7.機構補償功能設定參數 (82)2.7.1 尖角誤差補償設定參數 (82)2.7.1.1 Pr1361~Pr1380 圓弧尖角正向誤差補償量 (82)Pr1381~Pr1400 圓弧尖角誤差補償時間常數 (82)Pr1361~Pr1400 圓弧尖角負向誤差補償量 (82)2.8.軸耦合功能設定參數 (85)2.8.1 軸耦合功能設定參數 (85)2.8.1.1 Pr1361~Pr1380 圓弧尖角正向誤差補償量 (85)Pr1381~Pr1400 圓弧尖角誤差補償時間常數 (85)Pr1361~Pr1400 圓弧尖角負向誤差補償量 (85)1.參數總表2.參數設定說明2.1 系統基本參數設定2.1.1 硬體環境設定軸卡基本參數設定2.1.1.1.1 Pr01 軸板基址1.Servo_4 軸卡對應 I/O 基址與跳線規則:軸卡二片以下 Pr01今800 軸卡超過二片 Pr01今7682.S ervo_6 的第一片軸卡基址為768(目前一部控制器僅支援一張 Servo_6,不可與 Servo_4 混插)3.E mbedded 第一片軸卡基址固定為5122.1.1.1.2 Pr09 軸板型態0:EMP21:SVO4+不檢查伺服警報2:SVO4+伺服警報接點為常開接點 Normal Open( A 接點)3:SVO4+伺服警報接點為常閉接點 Normal Close( B 接點)4:EMP45:SERVO69:虛擬軸卡2.1.1.1.3 Pr10 伺服警報接點型態0: SERVO 6 軸卡警報為常開接點 Normal Open( A 接點)1: SERVO 6 軸卡警報為常閉接點 Normal Close( B 接點)2.1.1.1.4 Pr11 軸卡時脈來源此參數為設定軸卡時脈來源:設定 0 為使用軸卡自已時脈設定 1 為共用控制器底板 IPC Bus 時脈設定 2 為共用主機板 VIA 時脈設定原則:一體機控制器今請設定『0』非一體機控制器今請設定『2』舊型 486 主機板控制器今請設定『1』2.1.1.1.5 Pr12 SERVO6 軸卡最高時脈此參數為設定 Servo6 軸版最高時脈。
编码器联轴器的安装要求
编码器联轴器安装要求总结编码器联轴器是现代工业自动化控制系统中重要的组成部分,其安装精度直接影响着整个系统的性能和稳定性。
以下是编码器联轴器安装的主要要求:1.轴心对中在安装编码器联轴器时,首先要确保两轴心的对中。
轴心对中是为了保证联轴器的正常工作,减少转矩的损失和振动。
如果两轴心线没有对中,会导致联轴器产生附加应力,加速联轴器的磨损,降低其使用寿命。
因此,安装时应使用专业的对中工具,确保两轴心的同轴度。
2.安装精度安装编码器联轴器时,需要保证一定的安装精度。
首先要确保联轴器与轴的配合公差符合设计要求。
过松的配合会导致联轴器在高速旋转时产生振动,而过紧的配合则可能损坏联轴器。
其次,在安装过程中要保持联轴器的清洁,避免杂质进入联轴器内部,影响其性能。
3.锁紧与固定在安装完成后,要确保联轴器的锁紧和固定。
锁紧和固定是为了保证联轴器在运行过程中的稳定性和可靠性。
锁紧和固定的方法有多种,如螺栓、键、胀套等。
选择合适的锁紧和固定方式,既要保证联轴器的固定,又要方便日后的维护和更换。
4.信号稳定编码器联轴器作为传递运动和转矩的部件,其信号的稳定性对整个控制系统至关重要。
在安装时,要确保编码器联轴器与编码器的连接紧密,避免信号丢失或失真。
此外,在运行过程中,要定期检查编码器联轴器的信号稳定性,如有异常应及时处理。
5.防锈与保护为了防止编码器联轴器受到腐蚀和锈蚀,需要对其进行防锈与保护。
首先,在安装前应彻底清洁联轴器表面,防止残留杂质导致锈蚀。
其次,对于暴露在外的联轴器表面,可以涂上适量的防锈油,以减小水分和空气对联轴器表面的侵蚀。
此外,对于工作环境较为恶劣的情况,可以考虑使用密封性较好的编码器联轴器,以隔绝外界杂质和水分。
总之,正确的安装编码器联轴器是保证其性能和稳定性的关键。
在安装过程中,要重点关注轴心对中、安装精度、锁紧与固定、信号稳定以及防锈与保护等方面,确保编码器联轴器能够正常、稳定地工作。
同时,定期检查和维护也是保证编码器联轴器长期稳定运行的重要措施。
新代磁性尺规格与使用手册说明书

新代磁性尺规格与使用手册匯出日期:2022-05-20修改日期:2021-06-25线性编码器读头规格1 线性编码器订购说明品号:S08-GSKMC-L-SIKO-SENSOR品名:SIKO磁性尺专用_主磁式 微小型 编码器(军规)规格:串列_线性_增量式磁性尺规格:SIKO 2mm磁性尺(需客供)2 主磁式编码器读头性能规格Interface /讯号Digital Supply Voltage/电压5V±5% Current Consumption/电流160mA Transmission Rate/传输速度 2.5Mbps Cable length/读头线长45cm Operating Temp/操作温度-10~100度Storage Tempe/储存温度-20~100度Operating Humidity/湿度0~90% Protection /防水等级IP67 Weight /重量40g3 主磁式编码器读头PIN 脚定义线材颜色定义新代PIN数备注红5V1PIN蓝GND 2 PIN白Data+ 3 PIN咖Data- 4 PIN绿T1+温度端子接头黄T1-温度端子接头粉红T2+温度端子接头灰T2-温度端子接头编织网隔离披附接地 a.9 PIN--(接地)b.9PIN-- (机壳螺丝) a.编织网与电机接地b.编织网与机壳螺丝接地4 新代主磁式Mini型编码器读头尺寸SIKO磁性尺尺寸规格说明5 SIKO磁性尺尺寸规格说明项目背胶厚度载铁厚度磁性尺厚度保护铁片厚度分辨率重复精度订购资讯磁性尺100 µm300 µm 1 mm176 µm2048 pulse/mm±1 µm-mb200-1.pdf新代磁性尺安装说明安装时注意事项(1) 如果是用游标卡尺的话,需要注意游标卡尺前端带有磁性所以量测的时候不能碰到磁性尺.(2) 如有铁制品及磁铁类物件请勿靠近磁性尺或碰触磁磁性尺.(3) 磁性尺为脆性材料请勿碰撞或敲击.(4) 使用气动扭力工具时,请勿将工具套筒碰触或敲击磁性尺,避免磁性尺因此而脆裂或是刮伤.6 磁性尺与主磁式Mini型编码器安装图1.2.3.7 安装标准规范编码器读头与磁性尺间距0.27 mm 以下编码器读头与磁性尺纵向水平度偏差3 度以下编码器与磁性尺水平度要求,夹角3 度以下磁性尺为SIKO 磁性尺编码器读头为新代主磁式Mini 读头4. 5.编码器与磁性尺平行度偏差3 度以下码器感测区域与磁性尺高度偏差小於0.5 mm磁性尺讯号校正8驱动器参数设定请根据下表完成驱动器参数设定参数号名称数值备注Pn-900编码器通讯介面型态13新代编码器Pn-901编码器接口号码视安装情况设定Pn-902编码器分辨率2048单位: pulse/mm Pn-904编码器增量/绝对型态0增量型Pn-905编码器SIN 准位偏移量2047需特别校正讯号Pn-906编码器COS 准位偏移量2047需特别校正讯号Pn-907编码器SIN 振幅补正量1000Pn-908编码器COS 振幅补正量1000Pn-909编码器正余弦相位角9000单位: 0.01 deg Pn-90A 编码器极数2Pn-90B 截距补偿点数0Pn-90D 编码器感测版型态2Syntec Adaptor Pn-940编码器Z 相触发准位18Pn-941编码器Z 相有效宽度11.2.版本确认请确认编码器版本为2.0.4以上版本请确认驱动器版本为2.8.12以上版本参数号名称数值备注2047Pn-942编码器弦波DAC0 offset电压准位Pn-943编码器弦波DAC1 offset电压准位Pn-944编码器齿轮Z相型态01. a.i.ii.iii.b.2. a.b.c.3. a.b.i.ii.9 ABZ 相讯号调试安装完成读头後需分别对Z 相讯号与AB 相讯号进行调试,调试方法如下使用OpenGuide 撷取ABZ 相原始讯号观察ABZ 相原使讯号设定开启驱动器参数权限驱动器参数Pn-F36设定为1、Pn-F30设定为3、Pn-F10设定为5使用示波器官看[1F]编码器ADC 正弦值、[20]编码器ADC 余弦值、[27]编码器Z Index 值(需勾起个别座标系否则Z 相讯号过小无法观察)检查方式手推线马,并观察OpenGuide 上的讯号(尽可能推完全行程以检查全行程是否皆有Z 相讯号)Z 相讯号调试检查是否每两个AB 相周期会出现一个Z 相讯号,且讯号宽度达到AB 相讯号1个象限宽以上 (下图之讯号宽度为4 象限宽)若未达到可降低参数Pn-940(建议设定值为18),再次观察ABZ 相原始讯号,若Z 相讯号仍不合格则再次调降。
编码器安装通用指引

本技术文档提供参考方案,旨在解决因机械安装和布线造成的编码器的故障。
一般指引请不要敲击编码器请不要敲击编码器!!请不要使编码器承受超出轴所允许的负载请不要使编码器承受超出轴所允许的负载!! 请不要打开编码器内部请不要打开编码器内部!! 请不要使用刚性联轴器不要使用刚性联轴器!!请不要机械加工编码器本体或者轴请不要机械加工编码器本体或者轴!!每种产品的安装方式都不尽相同,所以难于提供所有安装方式的信息。
按照以下安装指引,结合相应的安装规范仔细安装,能保证产品运行的长久性。
柔性联轴器,伺服夹环,安装螺丝等其他安装硬件是不包含在编码器中的,如需要请与厂家联系。
编码器安装及接线指导机械安装实心轴类1、编码器轴与用户端输出轴之间采用弹性软连接,以避免因用户轴的串动、跳动而造成编码器轴系和码盘的损坏。
2、安装时请注意允许的轴负载。
3、应保证编码器轴与用户输出轴的不同轴度<0.20mm ,与轴线的偏角<1.5°。
4、安装时严禁敲击和摔打碰撞,以免损坏轴系和码盘。
空心轴类1、要避免与编码器刚性连接。
2、 安装轴的尺寸请参照对应的说明。
3、安装时编码器应轻轻推入被套轴,严禁用锤敲击,以免损坏轴承和码盘。
4、长期使用时,检查固定编码器的螺钉是否松动。
典型机械安装方式之一典型机械安装方式之一::伺服法兰型1、固定机器上的驱动轴;不能将编码器轴与机器直接相连接,通常采用柔性联轴器。
2、安装联轴器(1)到编码器上,请注意联轴器不要接触到编码器表面;3、将带螺丝(3)的伺服夹环(2)推到安装法兰表面,但不要锁紧螺丝;4、旋转伺服夹环(2)以便将编码器推入到位5、旋转伺服夹环(2)进入到伺服套子中,然后轻轻缩紧。
6、在驱动轴上固定好联轴器(1)并尽量减少角度和水平对准误差以保证联轴器和编码器安装误差在允许范围内。
7、锁紧伺服夹环上的3个螺丝。
典型机械安装方式之二典型机械安装方式之二::夹紧法兰型1、固定机器上的驱动轴;不能将编码器轴与机器直接相连接,通常采用柔性联轴器。
编码器接线规范
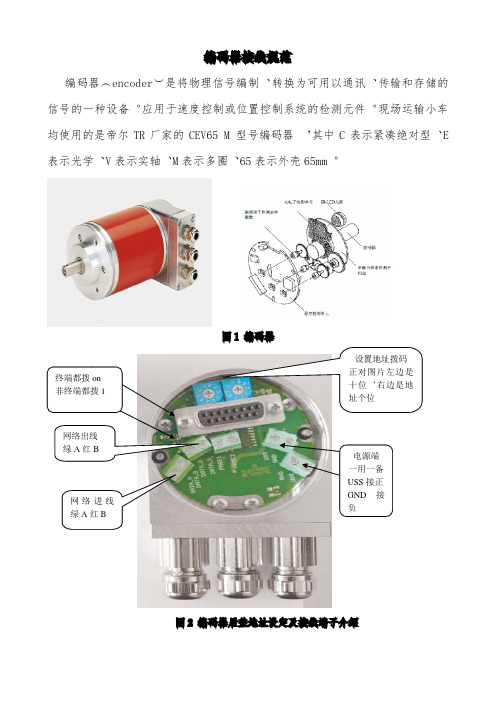
编码器接线规范编码器(encoder)是将物理信号编制、转换为可用以通讯、传输和存储的信号的一种设备。
应用于速度控制或位置控制系统的检测元件。
现场运输小车均使用的是帝尔TR 厂家的CEV65 M 型号编码器,其中C 表示紧凑绝对型、E 表示光学、V 表示实轴、M 表示多圈、65表示外壳65mm。
图1编码器图2编码器后盖地址设定及接线端子介绍编码器接线方法1:所需工具:剥线刀、开口2mm一字改锥、内六花一套、偏口钳一把,开口3mm十字螺丝刀一把。
操作步骤:1)设定地址,接线口朝下拿编码器,左边拨码是十位,右边拨码是个位。
2)设定终端:只接入线时,此编码器是终端,两个终端都打到ON;入线和出线都接时两个拨码都拨到1位。
3)接线:a)把接线端子的附件按顺序套在DP线上,如图3;图3接线附属设备安装顺序b)剥除DP线外层的橡胶层10cm左右,如图4;图4 DP线拨线图5处理屏蔽线c)把内层的金属屏蔽层屡开,并拧成一股,如图5;d)剥开线内部白色保护层,把屏蔽层接到图7中椭圆标出的螺丝上,并接网线,A接绿线,B接红线,如图6,图7。
图6穿线图7接线此方法优、缺点:优点:屏蔽层接触好;缺点:接线方法复杂,不易于操作编码器接线方法2:所需工具:DP线剥线刀、开口2mm一字改锥、内六花一套、偏口钳一把,开口3mm十字螺丝刀一把。
操作步骤:1)设定地址,接线口朝下拿编码器,左边拨码是十位,右边拨码是个位。
2)设定终端:只接入线时,此编码器是终端,两个终端都打到ON;入线和出线都接时两个拨码都拨到1位。
3)接线:a)用专业DP线剥线刀剥线,按图8按顺序穿上附件,并做好屏蔽;图8剥线图9穿线b)接线,A接绿线,B接红线,如图10。
图10接线 此方法优、缺点:优点:接线方法简单,易于操作;缺点:屏蔽层容易接触不良。
新代主磁式外挂式编码器操作手册说明书
新代主磁式外挂式编码器操作手册匯出日期:2023-05-10修改日期:2021-12-23••••••••••••新代主磁式外挂式编码器规格订购说明环境规格电气规格机械规格PIN 脚定义尺寸说明新代主磁式外挂式编码器安装说明新代主磁式外挂式编码器使用方法适用版本调机流程驱动器参数设定1 新代主磁式外挂式编码器规格1.1 订购说明项目品号品名规格备注1S08-HTE-00-02-00主磁式 外挂式 编码器串列_旋转_绝对式2W01-AM-M-EN6-*M AM3~48 编码器线带军规接头外挂编码器配套线材1.2 环境规格项目内容工作环境温度0~40℃外部干扰磁场+-2mT(20G) 1.3 电气规格项目内容电源电压VCC DC4.5~5.5V 外部电池电压BAT DC2.4~5.5V 电源电压VCC消费电流160mA外部电池BAT消费电流10uA分辨率17Bit绝对精度+-0.03°最大旋转速度6000rpm项目内容最大角角速度8000rad/s输出形态串行1.4 机械规格项目内容允许负载最大转矩 3.8N允许径向载荷小于196N允许轴向载荷小于78N抗震等级V15(JEC2121)防护等级ip671.5 PIN脚定义PIN定义备注1 PIN Data+2 PIN Data-3 PIN--4 PIN5V5 PIN Bat-不用多圈绝对功能,可不接6 PIN Bat+不用多圈绝对功能,可不接7 PIN--PIN定义备注8 PIN--9 PIN0V10 PIN PG军规接头脚位定义正面1.6 尺寸说明2 新代主磁式外挂式编码器安装说明机构安装图1.2.3.安装注意事项将编码器整体装入工作台上(沿径向方向),保证编码器法兰前盖与工作台平面贴合,正常装配时编码器可顺畅穿入,编码器运行时有抖动要检查法兰前盖与工作台是否挤压伤和毛刺装入过程中不能敲击。
使用对应内六角扭力扳手与预锁紧单边M5组合螺钉,再将对角M5组合螺钉预锁紧,同时预锁紧另外两个M5组合螺钉,然后依次用8~10 kgf.cm 扭力锁紧4角螺钉1.2.3 新代主磁式外挂式编码器使用方法3.1 适用版本3.2调机流程设定参数正常运转3.3 驱动器参数设定参数名称参数号码设定参数范围第二编码器通讯界面形态PN-920220~132第二编码器分辨率PN-9221310721~9999999第二编码器增量/绝对形态PN-92420-2注意项目驱动器控制器分析工具版本2.12.6(含)以上118.12(含)以上 2.1.5(含)以上118.12以前2.0.8(含)以上控制器对应分析工具版本看版参考:平台版本说明与下载注意正确设定以下参数 (请根据编码器设置,对照第一/第二编码器参数号码设定)设定完後,请重新上下电後,再进行测试4 SYNTEC Outer-type Encoder Installation InstructionsMechanism Installation Figure1.2.3.Installation PrecautionsInstall the encoder on the workbench (in the radial direction) to ensure that the front cover of the encoder fits in the workbench. The encoder can install smoothly during general assembly, and the front cover should be checked if there is jitter when the encoder is running. Whether the front cover and the workbench are squeezed or have burrs occurred.Do not hit the encoder during the installation process.Use the corresponding hexagon key and pre-locked single-sided M5 combination screw. Then lock the diagonal M5 combination screw, locked the other two M5 combination screws, and then lock the 4 corner screw with 8~10 kgf.cm torque.1.2.5 SYNTEC Outer-type Encoder Instructions5.1 Applicable Version5.2Tuning Stepsparameter settings normal operation5.3 Driver Parameter SettingsParameter nameparameter No.setting value range 2nd Encoder Communication TypePN-920220~1322nd Encoder Resolution PN-9221310721~99999992nd Encoder TypePN-92420-2Precautionsitem drivercontrolleranalysis toolsversion2.12.6 (inclusive) and after118.12 (inclusive) and after 2.1.5 (inclusive) and afterbefore 118.122.0.8 (inclusive) and afterFor the details of controller corresponding analysis tool version, please refer to: Version Description and DownloadPrecautionsCorrectly set the following parameters (please set according to the encoder settings, refer to the first/second encoder parameter number)After setting, turn the power off and on before testing.6 SYNTEC Outer-type Encoder Specifications6.1 Order Instructionsitem product number product name specification note 1S08-HTE-00-02-00magnetic outer-typeencoderserial, rotary, absolute2W01-AM-M-EN6-*M AM3~48 encoder withmilitary connectorwith wire matched withencoder6.2 Environment Specificationsitem specification temperature0~40℃external interfering magnetic field+-2mT(20G)6.3 Electrical Specificationsitem specification power voltage VCC DC4.5~5.5V external battery voltage BAT DC2.4~5.5V power voltage VCC consumption current160mA external battery BAT consumption current10uA resolution17Bit absolute accuracy+-0.03°maximum rotation speed6000rpmitem specificationmaximum angular velocity8000rad/soutput type serial6.4 Mechanical Specificationsitem specificationmaximum allowable torque ratio 3.8Nallowable radial load smaller than 196Nallowable axial load smaller than 78Nanti-vibration level V15(JEC2121)protection level ip676.5 PIN DefinitionsPIN definition note1 PIN Data+2 PIN Data-3 PIN--4 PIN5V5 PIN Bat-If you won't use multi-turn absolute function, you don'thave to connect it.6 PIN Bat+If you won't use multi-turn absolute function, you don'thave to connect it.PIN definition note7 PIN--8 PIN--9 PIN0V10 PIN PGMilitary specification connector pin definitionfront6.6 Size Descriptions1.2.7 主磁式外挂式编码器使用方法7.1 适用版本7.2调机流程设定参数正常运转7.3 驱动器参数设定参数名称参数号码设定参数范围第二编码器通讯界面形态PN-920220~132第二编码器分辨率PN-9221310721~9999999第二编码器增量/绝对形态PN-92420-2注意项目驱动器控制器分析工具版本2.12.6(含)以上118.12(含)以上 2.1.5(含)以上118.12以前2.0.8(含)以上控制器对应分析工具版本看版参考:平台版本说明与下载注意正确设定以下参数 (请根据编码器设置,对照第一/第二编码器参数号码设定)设定完後,请重新上下电後,再进行测试8 新代主磁式外挂式编码器安装说明机构安装图1.2.3.安装注意事项将编码器整体装入工作台上(沿径向方向),保证编码器法兰前盖与工作台平面贴合,正常装配时编码器可顺畅穿入,编码器运行时有抖动要检查法兰前盖与工作台是否挤压伤和毛刺装入过程中不能敲击。
编码器联轴器的安装要求
编码器联轴器的安装要求
编码器联轴器的安装要求如下:
1. 安装位置:编码器联轴器应安装在机械或设备的旋转轴上,以便传递旋转运动,并保持与其他组件的正确定位。
2. 轴直径:编码器联轴器的内孔直径应与旋转轴的直径相匹配,以确保联轴器与轴的紧密连接。
3. 安装精度:在安装编码器联轴器时,要求安装精度高,以确保联轴器的轴线与机械或设备的旋转轴的轴线一致。
4. 连接方式:根据具体的应用要求,可以选择不同的联轴器连接方式,如刚性联轴器、弹性联轴器等。
5. 防震措施:在一些高速、高振动或高冲击负载的应用中,可能需要采取防震措施,以减少联轴器的振动和冲击。
6. 填料材料:根据运动环境的要求,选择适当的填料材料,以确保编码器联轴器在运动过程中的稳定性和耐用性。
7. 安装固定:使用合适的螺栓和螺母将编码器联轴器牢固地安装在机械或设备上,确保联轴器与其他关键组件的连接安全可靠。
8. 检测和调整:在安装完成后,需要进行联轴器的检测和调整,
以确保联轴器工作正常,没有不正常的振动、噪音和漏油等现象。
编码器的安装使用

编码器的安装使用编码器是一种常见的软硬件工具,可以将各种类型的信息转换为数字信号。
在科学研究、工业生产、计算机应用等领域都有着广泛的应用。
本文主要介绍编码器的安装和使用方法。
安装编码器安装编码器的方法多种多样,下面我们将从以下几个方面进行介绍:选择编码器在安装编码器之前,首先要确定自己所需要的编码器类型。
常见的编码器类型有光电式编码器、磁电式编码器、机械式编码器等。
不同类型的编码器在安装方法上有所区别,因此选择合适的编码器至关重要。
在选购编码器时,需要考虑是否符合使用环境的要求、是否具有所需的精度和分辨率,以及通信接口是否兼容等因素。
系统要求在安装编码器之前,需要确定相应的系统要求。
通常,编码器的使用都需要特殊的软件和驱动程序,这些程序可能需要系统满足某些硬件和软件条件。
需要先查看编码器的手册或厂商提供的信息,确保自己的系统能够满足要求。
安装步骤大多数编码器都是通过插头连接电路或设备的。
因此,在安装编码器之前,需要确保插头的接口与设备的相应接口兼容,并注意插头的方向是否正确。
安装编码器的一般步骤如下:•将编码器插头插入相应设备的接口(如电机轴承处)。
•固定编码器。
•安装编码器电缆。
•进行测试。
安装编码器时需要严格按照对应设备的手册或者安装指南进行,尤其需要注意选择适配器的时候对于芯片是否适合电脑的版本进行选择。
如果在安装过程中遇到问题,可以参考相关的应用技术支持或尝试了解相关的资讯。
使用编码器使用编码器需要先正确地连接并配置编码器。
一旦安装完成并连接到正确的系统接口,就可以使用相关的软件进行编码器的管理和操作了。
驱动程序编码器的驱动程序是使编码器与计算机或其他设备连接的必要程序。
驱动程序的安装方法有很多种,可以通过光盘、官方网站下载、操作系统的插件库等方式安装。
需要注意的是,在安装驱动程序之前,要关闭开发板端口占用程序,防止驱动程序安装失败。
同时,要将设备与计算机或其他设备进行正确连接。
编码器软件编码器软件通常可以提供以下功能:•实时获取编码器当前位置。
新代编码器规格说明书
新代编码器规格说明书匯出日期:2023-05-10修改日期:2022-04-20••••••••••••型号定义(Definition of Encoder Model Number)规格(Specification)编码器线材与Pin 脚定义(Encoder Cable & Pin Define)编码器线材 (Encoder Cable)Pin 脚定义(Pin Define)磁环安装(Encoder Installation)磁环内径与衬套配合尺寸(Table of encoder and recommend motor shaft diameter/ bushing outer diameter)干涉量建议表(Table of encoder and recommend interference range)外型尺寸(External Dimensions)磁环安装(Encoder Installation)磁环内径与衬套配合尺寸(Table of encoder and recommend motor shaft diameter/ bushing outer diameter)干涉量建议表(Table of encoder and recommend interference range)版本號編修日期編修內容Excel 檔作者審查核准V1.02018/09/06新增新代編碼器規格與外型尺寸、安裝須知業務選型-新代編碼器_v1.0.xlsx 劉思伶V1.12021/3/3新增下線產品區,將一代162/242移入下線產品區业务选型-新代编码器_v1.1.xlsx江國維V1.22022/4/20更換326級圖面江國維文件目录文件履历文件目录文件履历1.1 型号定义(Definition of Encoder Model Number)2.2 规格(Specification)3.a.b.3 编码器线材与Pin 脚定义(Encoder Cable & Pin Define)3.1 编码器线材 (Encoder Cable)3.2 Pin 脚定义(Pin Define)4.a.b.4 磁环安装(Encoder Installation)4.1 磁环内径与衬套配合尺寸(Table of encoder andrecommend motor shaft diameter/ bushing outer diameter)4.2 干涉量建议表(Table of encoder and recommendinterference range)5.5 外型尺寸(External Dimensions)编码器型号Encod er Model Numb er 外型尺寸External DimensionsS08-GSKM□-□□□-□mmGSKM(T)-64-□□GSKM-64GSKMT-64GSKMT-64-23GSKMT-64-30GSKM(T)-82GSKM-82GSKMT-82X XX XGSKM( T)-102GSKM-102GSKMT-102XX1.X XGSKM-124GSKM-124X X X XXXGSKM-326-□GSKM-326-S X X X XXX已下線專區规格(Specification)2.a.b.3.6 磁环安装(Encoder Installation)6.1 磁环内径与衬套配合尺寸(Table of encoder andrecommend motor shaft diameter/ bushing outer diameter)6.2 干涉量建议表(Table of encoder and recommendinterference range)编码器型号Encod er Model Numb er 外型尺寸External DimensionsS08-GSKM □-□□□-□mmGSKM -162-□GSKM-162GSKM-162-S X X XXGSKM -242 -□GSKM-242GSKM-242-S X XXX伺服產品/Servo Products–新代编码器规格说明书新代編碼器規格說明書-文件履歷 – 117 新代編碼器規格說明書-文件履歷版本號編修日期編修內容Excel 檔作者審查核准V1.02018/09/06新增新代編碼器規格與外型尺寸、安裝須知業務選型-新代編碼器_v1.0.xlsx 劉思伶 V1.12021/3/3新增下線產品區,將一代162/242移入下線產品區业务选型-新代编码器_v1.1.xlsx 江國維 V1.22022/4/20更換326級圖面江國維。
编码器的安装与布线
– 串行或带反向信号的通信,还必须使用双绞屏蔽线
22/04/2008 祝小涛
第16页
电气安装 – 接线及屏蔽联接
• 信号电缆安装时不得中断,确实出现需延长电缆现象,应保 证屏蔽连接的连续性。
• 屏蔽延续
– 中转连接插座,选择良好屏蔽接触和具有抗高频干扰的金属插头插座
– 接线端子
22/04/2008 祝小涛
大的固体外来体 50mm,不应完全进入
2 防护12.5mm直径和 探测器,球体直径为
2 柜体倾斜15度 柜体向任何一侧倾斜15度角时,垂
更大的固体外来体 12.5mm,不应完全进入
时,防护水滴 直落下的水滴不应引起损害
3 防护2.5mm直径和 探测器,球体直径为
3 防护溅出的水 以60度角从垂直线两侧溅出的水不
• 环箍型夹紧环
– 适合于强振动环境,同样的螺钉松驰,紧固力 降低更小
– 螺栓旋紧力矩最佳200~300Ncm
• 安装精度要求
– 轴孔配合公差最佳选择H7/f6, H7/h6
22/04/2008 祝小涛
第8页
机械安装 - 空心轴/半空轴编码器 • 推荐安装方式
22/04/2008 祝小涛
第9页
机械安装 - 空心轴/半空轴编码器
22/04/2008 祝小涛
第23页
电气安装 - EMC
• EMC电磁兼容性,噪声发射和抗干扰度
– 低频干扰,主要来自电源电压波动、欠压和频率不稳定等 – 高频干扰,主要包括静电放电、脉冲干扰和发射性频率的电
磁场等。
• EMC故障是机械故障外,编码器不稳定和失效的另一 主要原因
22/04/2008 祝小涛
第12页
编码器安装指导(技术部)

编码器安装、焊接及编码器电缆的布线一、出轴式编码器安装1)采用连轴器和点机轴连接,形成一个柔性连接连轴器如果采用顶丝固定,则要求顶丝必须顶在键槽或顶丝眼内,使编码器不会因为滑动而产生错误。
如果没有键槽或顶丝眼,可以和电机厂家联系增加2)编码器端的顶丝必须顶在键槽内。
3)编码器的轴和电机轴应该有很好的同心度,最大径向位移±1.5mm,最大轴向位移±1.5mm,最大角度差±5℃,连轴器安装好后不应该有挤压、弯曲现象,电机旋转时不应有凸轮现象。
二、轴套式编码器的安装轴套式编码器按厂家的安装视频和安装指导安装,如下。
1)调整电机假轴的同心度假轴同心度可使用安装锤按上述方法调整。
2)编码器力矩臂安装三、编码器插头座的焊接我公司所用脉冲编码器差动24V HTL信号编码器。
编码器的线缆必须为屏蔽双绞信号电缆,所以每一对差动信号必须用一对双绞线,屏蔽线最好通过插头座的壳体连接,而不要采用插针连接。
现有编码器接插件还不支持通过插头座的壳体连接,是否可以考虑重新选型?编码器的屏蔽线从电控柜到电机必须良好贯通,不能间断。
编码器的插头座要做到密封、防水。
四、编码器在电控柜端的连接编码器屏蔽电缆进柜时,将电缆的塑料皮环切3~5cm,使屏蔽网通过屏蔽夹或金属屏蔽压片良好地与柜体连接。
五、编码器在电机端的连接编码器电缆的屏蔽层在电机端采用悬浮的方式,即在电控柜端采用单端接地的方式。
采用单端接地的方式是为了避免在屏蔽层上有电流流过从而造成对信号的干扰。
编码器外壳可以通过6~10mm2的电缆接地。
电控柜的地排应通过50mm2以上的电缆与房体地排连接。
六、编码器电缆的布线电缆分布采用分区铺设电缆:600V在最远边,如果动力电缆是屏蔽电缆,并且有等电位电缆连接,等电位电缆应该与600V屏蔽电缆铺设在一起;400V风机电缆在中间,与600V 电缆距离10-20mm。
另一个电缆槽的钻台控制电缆铺在靠近400V风机电缆一边,另一边铺设编码器电缆和通讯电缆。
编码器安装及接线注意事项

编码器安装及接线注意事项编码器安装调试过程中应注意以下两个方面:一,机械安装方面:1.不得对编码器本体和轴进行任何形式的机械加工。
安装过程中,不得对编码器本体及轴进行敲砸、拆卸等,会造成编码器机械损伤。
2.轴型编码器安装时,编码器本体采用刚性支架固定,应采用弹性联轴器联接编码器轴和驱动轴,X2轴向偏差应小于0.5mm,X3角度偏差应小于2度。
联轴器固定时应保持自然状态,以保证具有弹性能力。
3.轴套型编码器安装时,编码器套装在驱动轴上,必须采用弹性支架固定编码器本体。
弹性形变区域内不得有干涉。
驱动轴伸入编码器部分应大于编码器厚度的3/4。
编码器轴套的加工精度是H7,故要求电机轴的加工精度为g6。
二,电气接线方面:1.电气接线应按照编码器接线色标和信号的对应关系正确联接,不得将编码器信号线短接到电源端,电源线接线时应避免短路现象。
2.未使用信号线应进行单独绝缘处理,防止发生短路。
3.电缆对接处应采用接线端子连接,接线应牢靠,避免发生电气意外。
4.编码器信号电缆布线应避免与动力线缆混布于同一电缆槽架,这样会对编码器信号造成干扰,影响编码器信号反馈。
现场判断编码器好坏的方法:1.给编码器通电后,使用示波器查看输出通道A和B的输出波形。
如图,当示波器查看的编码器信号通道输出波形正常,电压伏值正常时,表示编码器工作正常。
否则,表示编码器存在接线故障或编码器本身有故障。
2.使用万用表判断编码器:给编码器通电后,使用万用表分别测量A和B通道与电源负的电压。
当编码器运转时,测得的输出电压为标准输出电压的1/2时,表示编码器通道有输出,编码器能够正常工作。
否则如果只能测量到0V,或高电平,表示编码器接线故障或编码器故障。
欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。
编码器常见故障有哪些?安装使用及接线方法

编码器常见故障有哪些?安装使用及接线方法编码器的常见故障有哪些?以及编码器的安装使用及接线方法。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.一、常见故障1、编码器本身故障:是指编码器本身元器件出现故障,导致其不能产生和输出正确的波形。
这种情况下需更换编码器或维修其内部器件。
2、编码器连接电缆故障:这种故障出现的几率最高,维修中经常遇到,应是优先考虑的因素。
通常为编码器电缆断路、短路或接触不良,这时需更换电缆或接头。
还应特别注意是否是由于电缆固定不紧,造成松动引起开焊或断路,这时需卡紧电缆。
3、编码器+5V电源下降:是指+5V电源过低,通常不能低于4.75V,造成过低的原因是供电电源故障或电源传送电缆阻值偏大而引起损耗,这时需检修电源或更换电缆。
4、绝对式编码器电池电压下降:这种故障通常有含义明确的报警,这时需更换电池,如果参考点位置记忆丢失,还须执行重回参考点操作。
5、编码器电缆屏蔽线未接或脱落:这会引入干扰信号,使波形不稳定,影响通信的准确性,必须保证屏蔽线可靠的焊接及接地。
6、编码器安装松动:这种故障会影响位置控制精度,造成停止和移动中位置偏差量超差,甚至刚一开机即产生伺服系统过载报警,请特别注意。
7、光栅污染这会使信号输出幅度下降,必须用脱脂棉沾无水酒精轻轻擦除油污。
二、安装使用绝对型旋转编码器的机械安装使用:绝对型旋转编码器的机械安装有高速端安装、低速端安装、辅助机械装置安装等多种形式。
高速端安装:安装于动力马达转轴端(或齿轮连接),此方法优点是分辨率高,由于多圈编码器有4096圈,马达转动圈数在此量程范围内,可充分用足量程而提高分辨率,缺点是运动物体通过减速齿轮后,来回程有齿轮间隙误差,一般用于单向高精度控制定位,例如轧钢的辊缝控制。
编码器联轴器安装方式及注意事项

编码器联轴器安装方式及注意事项编码器联轴器安装方式及注意事项编码器是一种复杂系统中的小型部件,它可以帮助使用厂家生产出高质量的零件或将物体从A点快速平滑地移动到B点。
如果您将该系统分解,其主要零部件包括1个电机、1个驱动器或放大器、可能还有1个刹车、1个编码器。
安装时,编码器最伤脑筋。
本文将从空间、周边环境和机械因素角度出发,针对不同的编码器安装方式及其优缺点进行介绍,同时也会介绍不正确的安装所带来的后果。
1. 前言编码器是运动控制系统中的一个部件,用来向驱动器反馈信号以进行精确的速度和位置控制。
编码器选型似乎是一件很棘手的事情。
主流编码器厂商都不断地发布新的编码器系列,使得产品线日益庞大,目的在于满足客户对编码器类型孜孜不倦地追求。
此外,同一个系列产品的选项也在不断增加。
尽管每个编码器系列的接口和电气选项看似繁复,但选择权仍在于你自身。
当你选择一个驱动器时,驱动器参数会包含合适的输入选项,必须根据这些选项选择编码器。
安装方式是编码器参差不齐的最重要的一点,合理选择安装方式能够同时改善编码器的寿命和性能。
工欲善其事必先利其器,合适的安装选项就如同合适的“器”。
2. 联轴器2.1 联轴器定义如果选择法兰或底脚安装型编码器,编码器可通过使用1个联轴器和1个转接器安装到电机上。
联轴器通过紧定螺钉与各轴固定,并带有弹簧或机械装置消除来自电机轴的冲击、振动或偏移。
这样的连接方式在编码器与老式、非标准电机配对、编码器没有O环型或空心轴型号以至于难以补偿电机轴过大的窜动时很常见。
底脚安装同样是将编码器直接安装于电机轴上或通过皮带传动。
选择这种方式的原因与选择法兰安装方式一样。
但是,这种安装方式下编码器本体不在直接或间接安装于电机表面,而是与电机一样水平安装。
底脚安装型编码器一般也具有Nema 56C表面,用于在该表面安装齿轮组或另一个环型编码器(第4节)。
2.2 联轴器的好处使用联轴器将编码器隔离具有许多好处。
空心轴编码器安全操作及保养规程
空心轴编码器安全操作及保养规程空心轴编码器是一种常用的位置传感器,主要用于测量转动物体的角度、速度和方向等信息。
由于空心轴编码器具有精度高、响应迅速等优点,因此在各种机械设备和自动化系统中得到广泛应用。
然而,在使用空心轴编码器时,为了保证其性能和安全,需要注意一些操作和保养规程。
一、安全操作规程1. 编码器的安装在安装空心轴编码器时,需要注意以下几点:•现场环境应保持清洁、干燥、通风。
•安装位置需要注意与机械相对位置的匹配,并保证紧固螺栓牢固可靠。
•必须选择合适的连接电缆类型和规格,以确保安装和使用的可靠性和适应性。
•上电前,应检查接线是否正确且安全可靠。
2. 编码器的使用在使用空心轴编码器时,需要注意以下几点:•接通电源前,必须确认电源电压与编码器标识的电源要求相匹配。
•确保编码器的稳定性、准确性,及时对编码器进行校正和调整。
•当编码器受到较大冲击、震动或其他外力时,应及时停止使用,并检查和维修后再重新使用。
•编码器的使用温度范围为-40℃ ~ +85℃,不得超出此范围。
3. 编码器的维护在使用过程中,需要进行周期性的保养和维护,以保证其性能和寿命:•定期清洁编码器表面和光电器组件,以保证传感器指示灯可以正常发光。
•定期检查机械部件是否有松动和磨损现象,及时更换或修理。
•定期检查编码器的连接和电缆是否正常,维护电气连接的可靠性和耐久性。
二、保养规程1. 清洁编码器空心轴编码器在工作期间,表面容易被积聚灰尘和其它杂物,这些杂物会影响其工作效果和寿命。
因此需要定期清洁编码器表面。
具体步骤如下:1.先用软刷子或垃圾袋清除表面灰尘和细小杂物。
2.用棉纱蘸无水酒精,轻轻擦拭编码器表面,注意使用力度不能太大,否则会损坏灵敏的光电器组件。
3.最后用干净的棉纱擦拭干净。
2. 检查机械部件空心轴编码器是直接安装在轴上的,随着轴的转动,机械部件也会受到冲击和震动。
因此,需要检查机械部件是否松动或磨损,及时进行更换或者维修。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.
S08-GSKM-102 极安装规格....................................................................................21
4.
S08-GSKM-124 极安装规格....................................................................................22
3. 安装时注意事项.............................................................................................................18
四、中空主磁式磁环规格及安装规范 ......................................................................................... 19
4
一、产品简介
概述
新代中空型编码器主要总成包含中空型磁环与 MINI 读头。 通过带有传感器的读头和中空磁环进行非接触式扫描,可以进行转速和位置
的测量。 中空型磁环目前共包含 64 极、82 极、102 极、124 极、162 极与 242 极三种
不同尺寸,其中又区分为带键槽,不带键槽和螺丝孔版。
1.
热装 ........................................................................................................................... 8
2. 键槽安装...........................................................................................................................9
新代中空主磁编码器安装规范
技术中心 2016-01-06
V1.4
更新履历:
项次 更改内容
更改日期
1
初版
2015-02-12
2
增加干涉配合(建议干涉量) 2015-03-09
3
修改读头安装间隙
2015-08-20
4
修正键槽版的尺寸错误
2015-12-15
5
增加螺纹孔版的规格
2016-01-06
作者 郭浩 郭浩 郭浩 郭浩 郭浩
优势
通讯型高分辨率编码器,控制性能良好 性价比高,可靠度高,耐用性高 与新代驱动器完美兼容 中心通孔 C 轴插补/定位
应用领域
内藏主轴转定子 车床双回授应用
5
1. 编码器读头技术数据
Interface /讯号 Supply Voltage/电压 Current Consumption/电流 Transmission Rate/传输速度 Cable length/读头线长 Operating Temp/操作温度 Storage Tempe/储存温度 Operating Humidity/湿度 Protection /防水等级
安装空间 mm 84 95 108 121 144 196 121 144 196 144 196
7
二、磁环装配方式
1. 热装
当采用这种工艺时,磁环与内衬套不是正好相配,磁环的内径应略小于内衬 套。在常温下,磁环不能与内衬套相连接。通过加热磁环使材料膨胀,这时可将 磁环装在内衬套上。然后冷却磁环使材料收缩,则磁环被稳固地压紧在内衬套上。
5.
磁环安装步骤 ......................................................................................................... 12
三、mini 编码器安装方式............................................................................................................14
2 PIN
3 PIN
4 PIN
温
温度端子接头 a.9 PIN--(接地) a.编织网与电机接地 b.9PIN-- ( 机 壳
b.编织网与机壳螺丝接地 螺丝)
6
2. 磁环规格数据
S08-GSKM-162-K
产品分类
K 双键槽 S 螺纹孔
磁环极数
中空编码器组
磁环型号 S08-GSKM-64 S08-GSKM-82 S08-GSKM-102 S08-GSKM-124 S08-GSKM-162 S08-GSKM-242 S08-GSKM-124-K S08-GSKM-162-K S08-GSKM-242-K S08-GSKM-162-S S08-GSKM-242-S
摘要 ..................................................................................................................................................4
1.
引导圆安装 ............................................................................................................. 14
2. 使用安装治具安装.........................................................................................................16
对应线材料号
W01-PGS-EN-4M W01-PGS-EN-5M W01-PGS-EN-6M W01-PGS-EN-8M W01-PGS-EN-10M W01-PGS-EN-12M W01-PGS-EN-15M W01-PGS-EN-18M
外形 ------------------------双键槽 双键槽 双键槽 螺纹孔 螺纹孔
11. S08-GSKM-242-S 安装规格....................................................................................30
3
摘要
1. 此文件为新代中空主磁编码器安装规范。 2. 调试部分请参考对应调试手册。 3. 手册中不足之处,欢迎批评指正。
极数 64 82 102 124 162 242 124 162 242 162 242
分辨率 262144 335872 417792 507904 663552 991232 507904 663552 991232 663552 991232
最高转速 RPM 30000 24000 20000 15000 12000 10000 15000 12000 10000 12000 10000
9.
S08-GSKM-242-K 安装规格....................................................................................28
10. S08-GSKM-162-S 安装规格....................................................................................29
7.
S08-GSKM-124-K 安装规格....................................................................................26
8.
S08-GSKM-162-K 安装规格....................................................................................27
Weight /重量
Digital 5V±5% 160mA
2.5Mbps 45cm
-10~100 度 -20~100 度
0~90% IP67 40g
线材颜色 红 蓝 白 咖 绿 黄 粉红 灰
编织网隔离披附
定义 5V GND
Data+ DataT1+ T1T2+ T2-
接地
新代 PIN 数
备注
1PIN
5.
S08-GSKM-162 极安装规格....................................................................................23
6.
S08-GSKM-242 极安装规格....................................................................................24
2.
磁环规格数据 ........................................................................................................... 7
二、磁环装配方式 ........................................................................................................................... 8