QSB快速反应
QSB+快速反应流程
QSB+快速反应流程QSB+快速反应流程是一种基于快速技术的高效实验分析方法。
在生物学中,这种方法可用于研究各种生物分子之间的相互作用。
QSB+快速反应流程的优点是快速、准确、敏感,同时还可以高通量地实现实验数据的处理和分析。
下面我们来详细了解一下QSB+快速反应流程的工作原理及其在实验中的应用。
工作原理QSB+快速反应流程是一种基于表面等离子体共振技术的方法。
它使用一种特殊的光学传感器芯片,这种芯片能够检测生物大分子之间的相互作用。
当分子与表面结合时,表面等离子激元(SPR)的共振角度会发生变化,这种变化可以通过检测光传导现象来检测。
经过计算机信号处理后,可以得到各种反应的速率和半衰期等信息。
在QSB+快速反应流程中,实验样品则通过微阀和管路系统被引入芯片的反应区域中进行反应。
由于微阀和管路的特性,反应物质可以在反应区域中快速混合并进行反应。
反应后,表面等离子体共振技术会将反应物质和表面产生的共振角度的变化转化为数字信号,并通过计算机处理和分析。
这些数据可以用于反应条件、反应速率以及反应产物等的分析。
应用领域QSB+快速反应流程在生物学研究中发挥着重要的作用。
它不仅可以用于研究蛋白质和核酸之间的相互作用,也可以研究生物膜、细胞和受体之间的交互作用等。
具体应用领域包括:蛋白质-蛋白质相互作用研究。
QSB+快速反应流程可以用于研究蛋白质间的相互作用,包括蛋白质复合物的结构和稳定性以及相互作用动力学等。
蛋白质-核酸反应研究。
QSB+快速反应流程可以用于研究蛋白质和核酸之间的相互作用,包括RNA合成和修复等。
受体激活研究。
QSB+快速反应流程可以用于研究受体激活过程中,受体和配体之间的相互作用,以及反应动力学及其与下游信号转导通路之间的关系。
分子诊断和药物筛选。
QSB+快速反应流程可以用于鉴定和筛选与慢性疾病相关的受体,以及对这些受体进行高通量的药物筛选。
总结QSB+快速反应流程是一种基于表面等离子体共振技术的高效实验分析方法。
QSB-快速响应教程文件
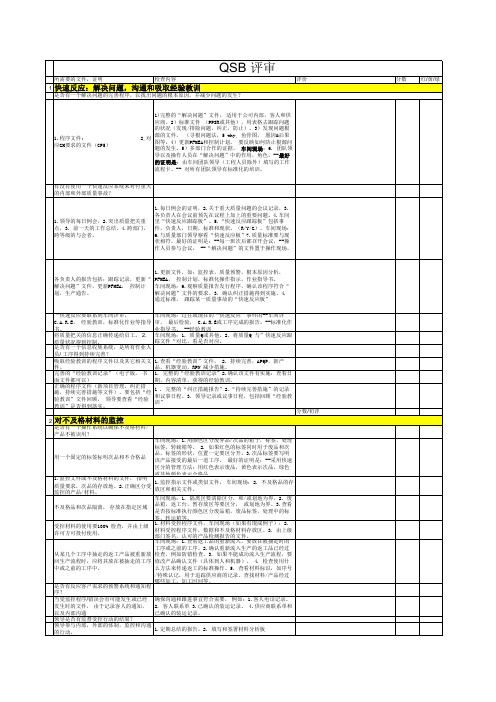
分供方关注 的问题
SGM-DY SQ
客户关注的问题 ( PRR’ s, 客户抱 怨,客户电话等)
6
2008. 10. 08
快速响应会议
• 必须每天召开,审核由质量部收集的重大质量问题。该会议最 少每天一次。有些公司每班一次。
• 它是生产总结回顾会议,应由生产部负责召开,质量部、工程 部、设备维修部等给予支持。
• 每个问题都必须有一个问题解决报告或类似的报告。这个 表格会在会议中被回顾,以汇报问题的整体结构状况,并 保持既定的会议时间安排不被打乱。
– 希望供应商在早期遏制阶段和针对根本原因采取纠正措施时, 采用问题解决报告或类似格式进行汇报和更新。
SGM-DY SQ
9
2008. 10. 08
快速响应会议
快速响应程序
• 什么是快速响应 • 为什么导入快速响应程序 • 快速响应内容
– 重大质量事件的沟通和管理 – 问题解决 – 经验教训
• 总结
SGM-DY SQ
13
2008. 10. 08
问题解决
什么是“问题”?
所谓问题,就是当前状态和客户满意之间的差距
SGM-DY SQ
14
2008. 10. 08
的方法来识别和验证其中的根本原因Root cause:实验设计 DOE, 鱼骨刺图法, Drill Deep Analysis, 7钻石法 7 Diamonds (包括蓝卡片 Blue Card)等.
SGM-DY SQ
19
2008. 10. 08
实际的问题解决流程
• 问题描述
– 描述发生的问题
• 问题定义
SGM-DY SQ
24
2008. 10. 08
通用QSB+培训内容

QSB 13项内容,目的是让顾客满意QSB+ 15项内容,以TS16949为基础,平衡成本、效益,以达到世界级质量水平(无重大质量事故、零缺陷、零抱怨)维护:1. 维护管理流程2. L1级维护3. 备件管理4. 客户工装管理制造与材料流管理1. 订单接收/评审2. 主生产计划管理3. 生产排程管理4. 包装管理5. 库存管理6. 内部物流管理7. 快速换型(模)管理– 4步法8. 制约因素管理– 6步法外部物流1. 收料过程管理2. 发货过程管理3. 物流供方管理4. 快速反应维护部分:1. 维护对象:设备、工装(模具、夹具、刀具、检具)、周转器具(液压车、料箱、叉车、料架、航车)、通讯工具(信息网络、ERP、EDI)2.维护主体:(1)谁使用谁维护,(2)专业团队维护(车间--设备维护小组、基建–厂房)3. TPM(1)total 全员、全时,强调全面;productive生产性;machine设备(2)TPM:注重异常征兆,积极主动理解设备中断的隐藏原因,在设备失效前发现并纠正那些(可能会导致设备失效的)缺陷。
(3)分类汇总:故障设备类别和故障模式类别4. TPM维护分类:(1)预防性维护-- 预测/事先定义的频次如:定量/定时更换刀具、定期更换部件等。
其中,预测性维护是一种特殊的预防性维护。
(2)条件维护-- 基于设备关键参数的测量如:旋转设备的震动分析、流体分析、自动报警等(3)故障维护–故障后实施的维护,目的是让设备尽可能快的重新启动,尽管可能会采取了降级措施。
5. 维护管理核心流程:(1)编制维护计划/任务-- 针对每一台设备、每一个工装都要有维护作业指导书,要具体到每个设备的每个地方、每个项目(2)编制维护作业指导书并培训-- (JES格式)(3)按计划实施维护并记录(4)月度统计分析-- 针对关键(重点)设备做全面的总结分析,不能太笼统,要具体到某个车间的具体生产线6. 备件管理流程(维护管理支持流程1):(1)编制备件清单-- 找出关键备件(生产瓶颈设备、复杂的设备、昂贵的设备)(2)建立备件库存-- 安全库存、最高库存、最低库存(3)备件领用/更换–废旧零件是否遗留在现场,影响5S(4)盘库存,检查(每月一次,检查数量和质量)(5)统计分析、改进(关注异常的领用、消耗数量,盘存备件是否超差库存)(6)更新备件清单–根据每一类备件的实际使用情况,要关注因配件导致的生产工时损失7. 客户工装管理流程(维护管理支持流程2):(1)验收、标识并目视化-- 不同顾客不同标识;验收记录(1.按照工装图纸的验收记录2.生产验证的验收记录);在验收合格后标识(铭牌优先)(2)客户批准(3)建立客户工装台账(工装易损件的安全库存)(4)储存与库存管理(储存偏重环境库存偏重数量)(5)领用、使用和维护(6)分供方管理(7)替换与再认可(8)处置(报废、封存、改制)8.客户工装分类(1)所有权是客户的工装如:工装夹具、检具、模具、料筐等(2)某个客户产品的专用工装加工单一产品、专用产品9. L1维护(一级维护,即使用者维护)(1)内容:(最终目标:一级维护的内容要占到维护内容的80%以上)建立和维护目视管理和岗位5S清洁和检查执行每日维护(点检、润滑等)质量检查和调试诊断设备原因的缺陷更换工装重置设备出错修改和小调试填写实施记录(2)维护途径:改进维护方法预防污染(3)目视化-- 不同状态标识不同颜色,只看颜色就能立即发现偏差(4)要编制一级维护作业指导书并培训10. 维护的关键绩效指标(1)OEE (单个设备而非整体设备、重点:关键设备、瓶颈设备)(2)TEEP总体有效设备性能(3)MTBF/MTTR 平均运行周期/平均维修周期(单台设备的数据)(4)纠正/预防维护比率(5)设备故障率(6)备件平均库存周转率(7)维护计划达成率(8)设备点检合格率11.目前我司弱项:(1)目视化程度低(2)没有维护作业指导书(3)备件管理不细致(4)没有客户工装标识生产和物料流管理部分:(培训内容与题纲内容有出入)1.流程OP10. 全部客户要求–客户订单初评(客户订单数是否和实际需求数量一致)OP20. 长期战略规划-- (设备、厂房、人员招聘)OP30. 年度销售运行计划(AOP)OP40. 月销售计划(SOP)注意计划与实际的差异,(当期)T+6个月的滚动计划OP50. 主生产计划(MPS)流程的主导和关键步骤主计划每月评审一次,每周要有系统的回顾,并且主计划要沟通到所以部门更改计划、追加变更也要通知到各个部门;需要以下4个方面的支持:1.发运记录2.工装3.原材料采购(外购、外协)4.人员招聘OP60. 生产排程计划/生产任务书2.SOP评审五步法(支持流程)(1)快速换模(SMED)(2)制约因素管理(3)包装与搬运管理(4)储存与库存管理(5)内部支付管理3.快速换模(SMED)最后一个合格零件A结束到生产出第一个合格零件B为止所花费的实际快速换模的优点:减小生产批量、降低库存、提高生产计划响应能力SMED四步法:识别隔离转换(将内部操作转化为外部操作)减少最满意的结果:快速换模时间在30分钟以内4.从全局性、系统性来评审生产计划,要考虑的因素有:(1)产能利用率(2)交付周期(3)原材料周期(4)加工周期(5)装配周期(6)运输周期5.优先订单管理(快反会议,第一时间进行沟通,信息要及时传递到各个部门)(1)客户追加的订单(2)客户不再需求的订单6.瓶颈管理工序产能小于客户需求即为瓶颈最糟糕的瓶颈即为制约因素制约因素管理6步法:(1)明确产品和生产过程(2)识别具体产能瓶颈工位(3)决定如何破解瓶颈(4)重新评估其他瓶颈工位(5)系统瓶颈整体改善(6)瓶颈改善后,PDCA循环,回到第一步7.包装和标签管理对象(现场所有的物料都包含在内,如:胶水、防锈液等)(1)需要验证和认可的成品包装和规范(2)半成品/在制品(3)中转品(4)外协件(5)特殊物料(6)不合格品(变质、混料均为不合格品)(7)样件、调试件8.包装和标签管理内容(目的:把顾客抱怨减少到0)(1)包装标准/规范(原材料、成品、半成品、特殊物料)(2)包装区域管理和目视化(3)空箱、半箱、满箱管理(4)标签防错(成品标签、物流标签、特殊要求标签)-- 重点审核(5)包装维护(清洁)与质量检查以便于循环使用(6)材料处理和存储管理材料处理:打毛刺、方法工具、清洗等存储管理:先进先出、可追溯批次、5S、防异物、防混料、安全库存、帐卡物一致、防潮、防火、防盗等(7)库存品质(质量控制检查)进行周期性检查,要注意标称的保质期和实际保质期的差别9.包装方法/包装规范:1.包装区域规划2.5S 3.空箱管理(什么地方、有多少)10.周转器具管理:满箱、空箱、半箱(零头)管理—长宽高、满载重量、满载体积、质量11.KPI指标相关库存周转率、盘盈盘亏、产量达成率、换型/调机周期、库存差异率、周转箱运转周期、生产线缺料次数、库存水平、交付率、品种完成率等。
QSB快速反应流程

QSB快速反应流程快速反应流程(QSB,Quick Service Bulletin)是一种用于迅速处理问题和将解决方案迅速传达给相关人员的流程。
它旨在确保问题能够得到及时解决,以最小程度地对组织的正常运营造成干扰。
以下是一个包含超过1200字的QSB的标准流程:第一步:问题识别(Identification)快速反应流程的第一步是识别问题。
这可以通过多种方式进行,例如通过客户反馈、内部质量监控和检查、日常操作的异常情况等等。
一旦问题被发现,相关人员应该立即报告给负责的团队或部门。
第二步:问题分析(Analysis)第三步:解决方案开发(Solution Development)一旦问题的根本原因得到确认,团队需要制定相应的解决方案。
这通常涉及到制定一系列具体的步骤和行动计划,以修复问题并防止类似问题的再次发生。
解决方案应该是可操作和具体的,以便相关人员能够迅速理解并采取相应行动。
第四步:解决方案验证(Solution Validation)在制定解决方案之后,团队需要进行验证,以确保问题解决方案的有效性。
这可能包括验证方案的实施、测试解决方案的可行性,并确保它真正解决了问题。
如果验证过程中发现问题或需要进行进一步的调整,团队将返回前面的步骤进行修正。
第五步:解决方案发布(Solution Release)在解决方案被验证通过之后,团队需要将其传达给相关人员。
这可能包含编制发布公告、更新相关文件或培训相关人员。
目标是确保解决方案被传达给那些需要知道并实施它的人员。
第六步:问题解决(Problem Resolution)解决方案发布之后,团队需要跟踪问题是否得到解决。
这可以通过定期的监控和检查来实现。
如果发现问题仍未解决或出现新的问题,团队需要立即采取行动进行纠正。
第七步:总结和反馈(Summary and Feedback)在问题解决之后,团队应该进行总结和反馈。
这包括评估问题解决的效果、提取教训和经验,并在需要的情况下更新标准操作程序和其他相关文件。
QSB Audit 翻译版
流程卡。-- 对所有团队领导有标准化的培训。
有没有使用一个快速反应系统来对付重大 的内部和外部质量事故?
1.领导的每日例会,2.突出质量把关重 点,3. 前一天的工作总结。4.跨部门, 跨等级的与会者。
1.每日例会的证明,2.关于重大质量问题的会议记录,3. 各负责人在会议前预先在议程上加上的重要问题。4.车间 里“快速反应跟踪板”。5.“快速反应跟踪板”包括事 件,负责人,日期,标准和现状。(R/Y/G)。车间现场: 6.与质量部门领导察看“快速反应板”7.质量标准要与现 状相符。最好的证明是:--每一班次后都召开会议,--操 作人员参与会议, --“解决问题”的文件置于操作现场。
的状况(发现/排除问题,纠正,防止)。3)发现问题根
2,对
源的文件, (寻根问题法,5 why, 鱼骨图, 愿因&后果 图等。4)更新PFMEA和控制计划, 要反映如何防止根源问
题的发生。5)多部门合作的证据。 车间现场:6. 团队领
导以及操作人员在“解决问题”中的作用,角色。--最好
的证明是:由车间团队领导(工程人员除外)填写的工作
通过标准, 跟踪某一质量事故的“快速反应板”
“快速反应要联系到车间评审,
车间现场:过往或现在的“快速反应”事件的--车间评
C.A.R.E, 经验教训,标准化作业等指导 审, 最后检验, C.A.R.E或工序完成的报告。--标准化作
书。
业指导书。 --经验教训
将质量把关的信息正确传递给员工。 2. 车间现场:1. 质量Q或其他。2. 将质量Q 与”快速反应跟
记录新增员工在就近3个月所接受的培训 的培训记录。 记录管理的结果和信息传递的系统 针对经验教训系统的其他分层工序评审
新增员工培训的文件,计划,跟踪表等
QSB快速响应制度
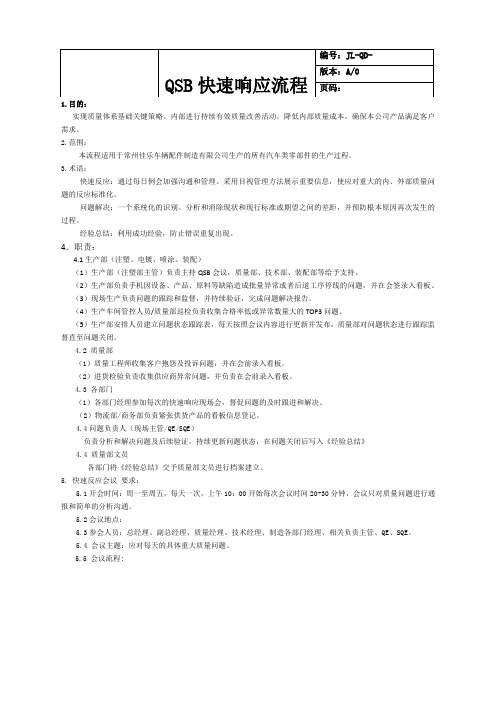
1.目的:实现质量体系基础关键策略。
内部进行持续有效质量改善活动。
降低内部质量成本。
确保本公司产品满足客户需求。
2.范围:本流程适用于常州佳乐车辆配件制造有限公司生产的所有汽车类零部件的生产过程。
3.术语:快速反应:通过每日例会加强沟通和管理。
采用目视管理方法展示重要信息,使应对重大的内、外部质量问题的反应标准化。
问题解决:一个系统化的识别。
分析和消除现状和现行标准或期望之间的差距,并预防根本原因再次发生的过程。
经验总结:利用成功经验,防止错误重复出现。
4.职责:4.1生产部(注塑、电镀、喷涂、装配)(1)生产部(注塑部主管)负责主持QSB会议,质量部、技术部、装配部等给予支持。
(2)生产部负责手机因设备、产品、原料等缺陷造成批量异常或者后道工序停线的问题,并在会签录入看板。
(3)现场生产负责问题的跟踪和监督,并持续验证,完成问题解决报告。
(4)生产车间管控人员/质量部巡检负责收集合格率低或异常数量大的TOP3问题。
(5)生产部安排人员建立问题状态跟踪表,每天按照会议内容进行更新并发布,质量部对问题状态进行跟踪监督直至问题关闭。
4.2 质量部(1)质量工程师收集客户抱怨及投诉问题,并在会前录入看板。
(2)进货检验负责收集供应商异常问题,并负责在会前录入看板。
4.3 各部门(1)各部门经理参加每次的快速响应现场会,督促问题的及时跟进和解决。
(2)物流部/商务部负责紧张供货产品的看板信息登记。
4.4问题负责人(现场主管/QE/SQE)负责分析和解决问题及后续验证,持续更新问题状态,在问题关闭后写入《经验总结》4.4 质量部文员各部门将《经验总结》交予质量部文员进行档案建立。
5. 快速反应会议要求:5.1开会时间:周一至周五,每天一次,上午10:00开始每次会议时间20-30分钟,会议只对质量问题进行通报和简单的分析沟通。
5.2会议地点:5.3参会人员:总经理、副总经理、质量经理、技术经理、制造各部门经理、相关负责主管、QE、SQE。
QSB【快速反应】 介绍

风险降低 (RPN)
主动式风险降低
跨部门团队应该: • 执行定期PFMEA审查
• 在完成审查之后,建立最高(RPN)风险降低机会列表
• 制定一个行动计划(或类似计划)来跟踪降低RPN级别的 进展情况
Why RPN? Risk and Prioritization
It is important to give fair and spread-apart ratings
确定组织内合格的培训人员
合格的培训人员: • 利用标准化培训记录和培训柔性图表来指导操作员 • 监控新操作员的行为,并在必要时对其进行重新培训,以遵 守确保标准化操作 • 将潜在故障告诉下游操作部门
受训操作员跟踪表
确定哪些受训人员需要被追踪: • 操作名称 • 受训人员和培训完成日期 • 培训最新版本
7– LAYER PROCESS AUDITS 分层审核
8– RPN REDUCTION 风险降低
降低各类缺陷的风险
工艺更改 质量指示
程序流程
PFMEA
控制计划
作业指导
对作业人员 提供指导
降低 RPN
风险降低(RPN)
主动式和被动式策略以利用PFMEA减低质量风险 PFMEA
Quality Systems Basics 质量系统基础
Key Strategies 关键战略
质量系统基础
质量系统基础是通过10个关键策略以达到改进质 量的目的
10个关键策略的实施
• • • • •
利用系统化方式即刻大幅度降低运营成本 将组织由被动模式快速转变成主动模式 通过分层审核保持制造/装配的完整性 促进沟通 改进你的ISO/TS 16949 (QS-9000)质量体系
QSB

12
标准化作业的益处?
Without 没 有 Standardisation 标准作业 With 采 Standardisation 用标准作业
提供一个安全的工作环境
保持高质量水平 容易看到问到人力和设备的高利用率
13
标准化作业的三大模块
详细的动作步骤,怎样做, 为什么这样操 作。 操作主要步骤,每一步 骤所花时间 (平衡生产) 整洁、有序的工作 环境
29
10.0 供应链的管理
3级 供应商
2级 供应商
1级 供应商
Nexteer
OEM
客户热情
原材料 供应商
外协加工 服务
部件采购
供应链管理的目的:
提供一个管理整个供应链中各级供应商的标准化的程序。
您对供应商的期望是什么?
30
供应链管理要求
使用各种工具对其战略性分供方的特殊要求进行识别和 跟踪 开发一个衡量其所有分供方业绩的系统。包括对供应链各 级的评审 – QSB 审核,过程控制计划审核, PSA (潜在 供应商评审)等. 符合 ISO9001:2000 是达到目标的第一 步. 在供应链中交流 Nexteer 的期望和要求。使用管理工具, 如:对问题的反馈,业绩指标,供应活动的评审, 和问 题解决工具。 通过应用共同的原则,方法和系统来支持持续改善质量水 平, 降低PPM以及零件的故障产生的费用
维护保养的目的是什么?
目的: 保持各类设备在正常的工作条件下运行 提高设备的总运行效率 推动相关活动的风险管理 管理各种类型的维护保养 备品备件的管理
范围: 装配区域, 制造生产线, 维护区域, 所有生产区域
职责: 主管:设备维修经理 生产经理
SGM QSB 概述(1509)

SGM 质量系统基础概述
2015.9.7
共同打造有全球竞争力的供应链体系 Global Competitive Supply Chain Collaboration
1
QSB质量系统基础概述
什么是QSB? QSB------Quality Systems Basics,质量系统基础。
无重大质量问题 → 无PR/Rs → 0 PPM = 世界级质量
共同打造有全球竞争力的供应链体系 Global Competitive Supply Chain Collaboration
6
QSB质量系统基础概述
工具应用和分工: ( 已按部门优先级排序, 蓝色必须参加)
Hale Waihona Puke QSB QSB-1 QSB-2 QSB-3 QSB-4 QSB-5 QSB-6 模块名称 快速响应 不合格品控制 防错验证 标准化操作 标准化操作工培训 分层审核 执行内容和职责分工简述 跟踪内部问题解决(占多数)----制造,跟踪外部问题解决---质量 制造过程中的不合格品控制---制造,客户质量抱怨和遏制—制造/质 量 制造过程中的防错装置的有效性检查---制造, 制造过程员工的操作要求、步骤和方法的标准化---制造 制造过程操作员工的标准化培训方法---制造 制造过程的符合性审核----制造
4. 供应商应用SGM QSB模块,是对其自身体系的完善和补充,应用的型式以体系融合为主 ,不拘泥于表面形式,不以建立一个全新的模式为目的; 5. 供应商会面临各个主机厂的不同要求,QSB是融合并完善这些要求,最终使TS16949质 量体系的要求得到充分、有效地满足; 6. 质量体系的建设和完善是一个长期的过程,QSB的应用也需要长期的坚持,最终融入并
QSB+评价标准及要求
1)有工作场所的布局标准,包括内部存储和必要的缓冲区。
2)工作场所的组织合适,以确保FIFO,包括倒包装操作。
3)有管理工作场所组织(例如5S)的系统的方法并维护。
4)车间实施可视化管理
5)在工作场所的组织上,实施持续改进和优化/消除浪费
SW3
QSB+评价标准及要求
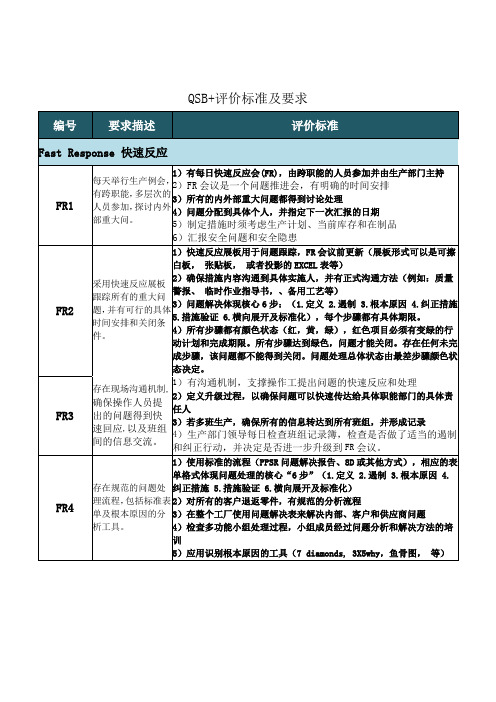
Fast Response快速反应
FR1
每天举行生产例会,有跨职能,多层次的人员参加,探讨内外部重大问。
1)有每日快速反应会(FR),由跨职能的人员参加并由生产部门主持
2)FR会议是一个问题推进会,有明确的时间安排
3)所有的内外部重大问题都得到讨论处理
4)问题分配到具体个人,并指定下一次汇报的日期
-满足客户需求的生产节奏和实际生产节拍
-在制品储存数量规定
-有安全防护要求,必须按要求配备个人安全防护装备
-尽量用图片、简图、照片描述
-产品/过程/控制标准的编号
5)对于每个操作文件,指南描述:
- 主要步骤(什么)
- 关键点(如何)
- 原因(为什么)
6)SWI张贴在操作工位上或附近
SW4
生产启动的流程是否得到定义和实施。
5)制定停止遏制行动的条件。
CNC5
返工或返修须标准化,只有获得批准后才能重新上线。
1)明确定义禁止和批准的返修操作。返工返修操作必须是零件/过程认可的一部分。待返修的零件必须视作可疑零件处理。
2)有关返工返修的失效模式须包含在PFMEA中,并在工艺流程中识别。零件重返生产线时要在移出工位或之前。
3)返工返修零件须得到识别,返回产线后须实施下游所有的检查,以确保完全实施控制计划中所有的检查&试验。
快速反应 R002

问题责任人需定期自主更新问题看板;
指定人员负责每天更新和确认,原则上是生产部门。 3.色,其次是颜色用错;
跟踪表必须有颜色,且只有红黄绿和不需要。 此外,需要明确区别大Q表的颜色用法和跟踪墙的颜色用法。
快速响应实施:容易出现和需要关注的问题
一些现场共性问题的简单交流或信息通报(如有); 不符合要求,可以立即改善,风险低但容易重复发生或经常出现的问题; 分层审核发现的简单问题,如5S问题; 物流问题, 不合格品控制问题 设备问题 工装问题
会议结束
快反看板型式及应用说明
1 4
2
3 需要用色标表明问题解决进度状态
快速响应实施:5. 定期评价、总结和提高
建立定期评价指标: 快反会议完成率:按照当月工作日计算,100%实施; 会议出勤率:按照当月工作日计算,100%实施; 包括临时邀请的指定人员的出勤率; ※ 授权代理时,代理人到,作为授权人出勤; 快反问题跟踪数(包括内部和外部); 快反跟踪问题按计划完成率; ※对于有充分理由延期的跟踪问题,不作延误计算; 经验教训总结和推广数量,实施进度,按计划完成率; ※ 经验教训总结和问题清单可以不完全对应,有些问题经讨论确定后可以 不作经验教训总结; 完整的问题清单;
签到表的应用
签到表既是每天举行会议的证明,也是参会人员的出席情况记录,同时也是管理层监 控各个部门管理人员参与问题讨论和跟踪解决的依据。 通过会议签到表的参与记录能及时有效的反映各部门对问题解决的参与程度和各部门 间交流沟通情况,使各部门间能有效合作,及时彻底的解决问题。
快速响应实施:6. 问题解决方法
1. 使用统一的问题解决表----8D表;
快速响应实施:6. 问题解决方法
质量体系基础(QSB)

五、标准化的操作员培训
➢对组织的要求: ✓确保通过“操作员培训跟踪表”跟踪员工
的培训 ✓在每一操作工位张贴“操作员培训跟踪表” ✓通告下游工序新员工操作可能产生的潜在
失效
✓培训近三个月内未进行过该岗位操作的后 备人员
六、风险降低程序
满足顾客要求(时间、步骤、沟通等) ✓领导层必须对产品遏制问题进行审核
四、验证岗位
➢定义: ✓是一个通过预防、探测和遏制异常情况的
在线制造质量系统。 ✓检查过程是否提供你所要的产品
四、验证岗位
➢验证岗位的描述:
验证岗位是一个使我们集中注意制造质量的过程 操作员通过标准化的作业方式检查零件并为小组
➢两种类型:
主动式:
✓ RPN降低流程 ✓ 降低潜在质量失效的风险
被险降低程序
➢过程失效模式及后果分析(PFMEA)的定 义:
是对每一个过程步骤进行分析的技术,以识别: ✓ 过程可能达不到要求的情形 ✓ 对内部/外部顾客的影响(严重度) ✓ 失效可能发生的频率(发生频度) ✓ 当前控制的效果(预防和可探测度) ✓ 原因和结果的等级(风险顺序数)
五、标准化的操作员培训
➢操作员培训四步法: ✓第一步:成员准备 ✓第二步:演示、示范 ✓第三步:试操作 ✓第四步:跟踪
五、标准化的操作员培训
五、标准化的操作员培训
➢要求:
✓ 培训师必须以既定的频次检查受训员工的操作质 量以确保达到所有的操作标准
✓ 操作员培训必须被跟踪记录在“操作员培训跟踪 表”里
一、快速反应程序
➢对组织的要求(2): ✓责任人必须在快速反应会议上更新和汇报
进展状态 ✓建立明确的问题解决流程来识别和消除发
QSB+各要素要求工作分配表
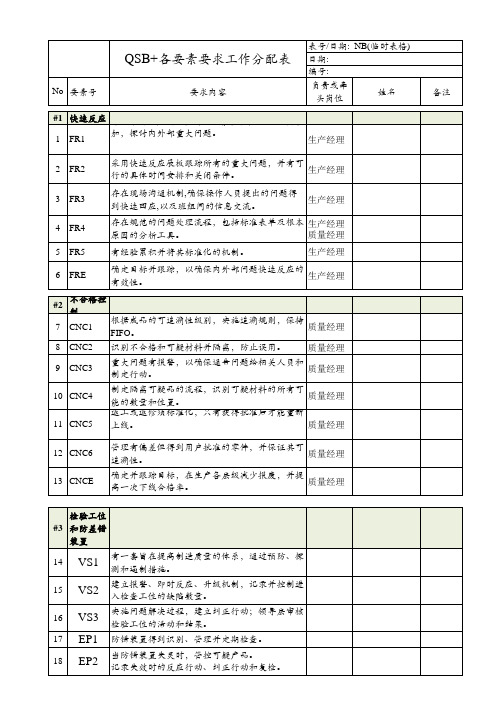
表号/日期: NB(临时表格) 日期: 编号: 负责或牵 姓名 头岗位
备注
RR2 RR3 RR4 RR5 RRE
污染控制 CC1 CC2 CC3 CC4 CCE
识别存在清洁度风险的区域并持续测量及监控灰 尘污染水平。 遵守污染物遏制策略,确保清除/预防污染物的 设备/过程的良好运行 如果要求有清洁室/区(由于灰尘或者油漆的要 求),有特殊的措施以将污染最小化 维护相关过程,以控制并防止油漆或零件中的灰 尘和污染。 明确并跟踪目标,以确保持续降低污染
#7 37
风险消除 RR1
PFMEA由跨职能小组制定和维护,针对所有制 造工艺和所有支持职能,。
QSB+各要素要求工作分配表
No 要素号 38 39 40 41 42 #8 43 44 45 46 47 #9 48 49 50 51 52 #10 53 54 55 56 57 58 要求内容 针对PFMEA中最高风险项主动积极地采取预防 措施。 以积极作风预见风险并及时处理问题,并定期回 顾PFMEA。 实施PFEMA现场评审(PFMEA逆向评审)(积 极预见风险),识别车间新的潜在故障模式。 实施全面评估以识别潜在的影响工厂正常运作的 风险(应急预案)。 制定目标并跟踪,确保持续有效地降低风险。
供应链管理 SCM1 SCM2 SCM3 SCM4 SCME
建立了供应商选择和评价的流程和标准。 客户特殊要求传达到所有的供应链,N级供应商 的样件及文件由一级供应商进行验证/认可。 对次级供应商的问题实行升级机制。 来料检验。 确定了N级供应商目标,并通过指标跟踪绩效。
变更管理 MC1 MC2 MC3 MC4 MC5 MCE
30
31 32 #6 33 34 35 36
过程分层审核 LPA1 建立普遍的分层审核机制。 LPA2 分层审核覆盖所有的生产领域,由生产部门实行 LPA3 LPAE
汽车行业QSB快速反应程序

快速反应程序1.术语:快速反应:通过每日例会加强沟通和管理,采用目视管理方法展示重要信息,使应对重大的内、外部质量问题的反应标准化。
问题解决:一个系统化的用来识别、分析和消除现状和现行标准或期望之间的差距,并预防根本原因再次发生的过程。
经验总结:利用成功经验,防止错误重复出现。
2.职责:(1)制造部负责快速反应会议,质量部,技术部,设备部等给予支持。
(2)问题负责人负责采用8D等方法、运用相应工具解决问题。
(3)各负责部门负责其相应经验教训活动,总经办负责文件归档和发布。
3.快速反应会议:3.1开会时间:每天一次,每次10~15分钟,会上只对质量问题进行沟通。
3.2开会地点:生产现场看板前或生产现场办公室。
3.3参会人员:所有部门(财务部外)的第一责任人,因故不在候补出席。
3.4会议主题:应对每天的具体重大质量问题。
3.5会议准备:每天质量部每天找出过去24小时发生的重大质量问题,开会前详细描述在白板上。
具体问题包括:(1)客户关注的问题;(2)供应商关注的问题;(3)停线(内部或外部);(4)重复发生的质量问题;(5)除调车废品以外班废品率超过综合废品率目标;(6)验证岗位中发现的问题;(7)分层审核中发现的问题;(8)其它内部质量问题。
3.6会议内容:(1)会议主席协调各方意见,确定新问题的责任人和关闭日期。
(2)旧问题负责人提交相关报告,报告具体进度,紧抓问题退出标准,由与会人员确认关闭。
(3)会议主席根据当天情况,标明具体问题和日Q图的状态。
3.7会后工作:问题负责人运用8D等方法、相关工具解决问题,总结形成报告。
3.8其他定期工作:快速反应跟踪表应记录所有产生的问题。
每月汇总公布问题发生数趋势图。
4解决问题:4.1采用8D问题解决流程:(1)D1选择团队:建立跨部门、跨学科的问题解决团队。
团队成员应具备有效解决问题所需的专业技能和权限。
(2)D2定义问题:描述具体问题与相关标准的差距和现状及持续的时限。
快速反应程序qsb

1目的通过每日的快速反应会议能促进沟通和知识分享,使用显示重要信息的目视化方法促进关闭,对重大的内、外部问题的反应标准化,从客户向上游传递问题鉴定,尽快解决内部问题。
2范围公司级快速反应会设在底楼会议室,由质量部主持。
3引用文件4术语4.1快速反应:通过每日例会促进沟通和知识分享,使用显示重要信息的目视化方法促进关闭,对重大的内、外部质量问题的反应标准化,从客户向上游传递问题鉴定,尽快解决内部问题。
5快速反应会议在装配车间、油漆车间、注塑车间由生产车间主任牵头;在质量审核区由质量主管牵头。
5.1开会时间:每天一次,每次10~20分钟,会上只对质量和安全问题进行沟通。
5.2开会地点:生产现场看板前和质量部产品审核区。
5.3支持部门:由质量、工程、维护部门和支持人员。
5.4会议主题:应对产生的具体重大质量问题和跟踪未关问题的处理沟通。
5.5会议准备:每天各车间和质量部找出过去24小时发生的重大质量问题,开会前详细描述在看板上。
具体问题包括:(1)客户关注的问题;(2)健康与安全问题(所有安全相关事件,如事故、侥幸末发生的事故);(3)停线(导致内部停线达30分以上的或外部);(4)重复发生的质量问题和防错装置故障;(生产班次连续或累计发现同一缺陷达3个以上的)(5)生产问题(生产计划和实际产量,如班废品率超过废品率目标;影响向用户发送)(6)验证岗位中发现的问题;(进货、过程、产品审核发现的问题)(7)分层审核中发现的体系问题;(8)其它内部质量问题(出货审核、遏制行动)。
6解决问题:6.1采用8D问题解决流程:(1)D1选择团队:建立跨部门、跨学科的问题解决团队。
团队成员应具备有效解决问题所需的专业技能和权限。
(2)D2定义问题:描述具体问题与相关标准的差距和现状及持续的时限。
同时,描述工程师或专家的意见。
(3)D3遏制:制定临时措施以防止问题在客户端发生.(4)D4识别根本原因:列出所有导致问题发生的事件,使用系统性的方法来识别和验证其中的根本原因。
1、QSB快速反应-A

FR
PS
NCP
VS
WPO
SWI (SOS)
OI(JES)
SOT(JIT)
EPV
LPA
Risk
Contam
SCM
MC
WS
5
快速反应 目录
1.0) 导言,目的 ,范围, 职责 1.1) 益处 1.2) 快速反应 • 问题识别,问题源 • 会议模式 • 职责 • 设计,模板,退出标准,状态 • 绩效指标 1.3) 问题解决 • 描述, 基本原则 • 问题解决的6个核心步骤 1.4) 经验教训 1.5) 总结,必须
现场管理 – 7种浪费 标准化作业指导书 – SOS 操作员指导书 – JES 检具标准化 (新增)
5. 6. 7. 8. 9. 10. 11.
标准化的操作员培训 – JIT 防错(装置)验证 分层审核 RPN 风险降低(增加逆向 PFMEA) 异物控制 供应链管理 变更管理 (新增战略)
Y G
N/A
快速反应会议签到表 白板两面的结构: 8 ½ x 11 2) 4’ x 8’ x ¾” 木板. 2) 48” 图表区 2) 4’ x 8’ x ¼” 有机玻璃 Quality Systems Basics rev March 2009
Global Purchasing and Supply Chain
FR
PS
NCP
VS
WPO
SWI (SOS)
OI(JES)
SOT(JIT)
EPV
LPA
Risk
Contam
SCM
MC
WS
14
快速反应跟踪板
(例)
为优化目视管理,将这个表格尽可能大的显示在会议区域( 如: 4’ x 8’ 可擦写 的白板 ) 推出标准
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(例)
遏制问题
D4
识别根本原因
D5
实施长期措施
D6
验证措施的有效性
D7
在整个组织内进行教育 和形成制度
D8
总结表扬& 正式解 散团队
FR&PS
NCM
VS
LPA
EPV
WPO
SWI (SOS)
QSB WORKSHOP REV. 111406
15
OI (JES)
SOT(JIT)
Risk Reduct
Contam
Contam
SCM
General Motors Corporation. All rights reserved.
快速反应跟踪板
为优化目视管理,将这个表格尽可能大的显示在会议室 ( 如: 4’ x 8’ 可擦写的白板 ) 推出标准
(例)
PFMEA / 控制计划更新 标准化作业指导书/ 操作员指导书
Risk Reduct
Contam
SCM
General Motors Corporation. All rights reserved.
问题解决的基本原则
• 抛开先入为主的想法。 • 避免对没有数据支持的问题做出反应。 • 将问题分解。 • 直接观察问题的发生现象并发现原因,而不是通过二手信息。 • 在彻底弄清楚究竟发生了什么问题之前,不要进行问题分析。 • 标准是什么?与应该发生情况相比实际到底发生了什么? • 建立原因/结果间的关系。 • 不停地问“为什么?”直到你通过根本原因分析可以预防问题的再次发生 时。
FR&PS
NCM
VS
LPA
EPV
WPO
SWI (SOS)
QSB WORKSHOP REV. 111406
14
OI (JES)
SOT(JIT)
Risk Reduct
Contam
SCM
General Motors Corporation. All rights reserved.
8D 问题解决流程图
D1 选择团队 D2 定义问题 D3
FR&PS NCM VS LPA EPV WPO SWI (SOS) OI (JES) SOT(JIT) Risk Reduct Contam SCM
QSB WORKSHOP REV. 111406
1
General Motors Corporation. All rights reserved.
快速反应程序
McGrath
5/11/2005
G
G
G
G
G
N/A N/A
R
R
98002222
McGrath
5/23/2005
R
R
R
R
R
R
R
N/A
R
Open
退出标准状态说明 R 需要但未开始 Y 开始但未完成 G 完成 N/A 不适用
FR&PS NCM VS LPA EPV
黄色或红色的项目状态 ,应标出目标完成时间
WPO SWI (SOS) OI (JES) SOT(JIT)
4/29/2005
4
3/22/2005
34523339
McGrath
4/29/2005
R
5
R
6
Paint dots found on loose 3/28/2005 & m is-built parts Loose 7m m 3/28/2005 bolt on front cover
98002222
5
OI (JES)
SOT(JIT)
Risk Reduct
Contam
SCM
General Motors Corporation. All rights reserved.
快 速 反 应
• 在开会之前,问题的负责人必须将新发生的问题添加到快速反应跟踪 板中(如果是供应商的问题,写明其负责人的联系方式). ― 如果供应商问题将被汇报那么必须在开会之前通知供应商。 • 每个问题都必须有一个问题解决报告( Practical Problem Solving Report PPSR)或类似的报告。这个表格会在会议中被回 顾,以汇报问题的整体结构状况,并保持既定的会议时间安排不被 打乱。 ― 希望供应商在初期遏制阶段,寻找根本原因和采取纠正措施措 施时,采用问题解决报告PPSR或类似格式进行汇报和更新。
QSB WORKSHOP REV. 111406
9
OI (JES)
SOT(JIT)
Risk Reduct
Contam
SCM
General Motors Corporation. All rights reserved.
管理层必须通过目视的方式来展示每日质量状态
可使用任何的目视方法: 如日历, 图表, 等
根本原因分析
验证纠正措施
序号
1 2
问题描述
Material Contam inated Burrs Parts m islocated on assem bly Mixed Parts
开始日 期
1/10/2005 2/15/2005
问题唯一 号吗
333933 98002222
负责人
McGrath Adam s
要评估的要点: 责任人 退出标准 整体状态
Risk Reduct Contam SCM
General Motors Corporation. All rights reserved.
QSB WORKSHOP REV. 111406
8
问题关闭日期
防错/检验
纠正措施
分层审核
经验教训
整体状态
遏制
快速反应跟踪板
在快速反应会议时,管理层必须:
- 如果问题还没有负责人,则指定一个负责人。 - 审核恰当的文件。 - 如果问题没有关闭,指定下次汇报时间。 负责人必须确保能按时完成所有退出标准所要求的项目,将问题解决。
FR&PS NCM VS LPA EPV WPO SWI (SOS)
QSB WORKSHOP REV. 111406
(例)
状态图例 11 x 17 (1 or 2 sided)
未关闭的PRR 列表 11 x 17
白板两面的结构: 2) 4’ x 8’ x ¾” 木板. 2) 48” 图表区 2) 4’ x 8’ x ¼” 有机玻璃
快速反应会议签到表 8 ½ x 11
FR&PS
NCM
VS
LPA
EPV
WPO
SWI (SOS)
每日质量状态图
(例)
年度
月份
1月
2004
31 28 29 30
22 21 13 12 2 1 3 14 4 5 23 15
24 25 17 16 6 7
26 27 19 18 8 9 20 10 11
图例:
绿色
没有质量事故
黄色
内部质量事故 (内部定义) 客户质量事件 (如客户抱怨,PRR, Pull, Spill)
负责人必须负责保证所有的问题关被关闭和退出项目能按时完成。 更新快速反应跟踪板中相关项目的状态。 将有关的更新文件及时发给团队成员或关键的联系人。
FR&PS
NCM
VS
LPA
EPV
WPO
SWI (SOS)
QSB WORKSHOP REV. 111406
7
OI (JES)
SOT(JIT)
Risk Reduct
Quality Systems Basics 质量体系基础
November 2006 Revision 2006年11月版
This presentation was developed by General Motors Corporation Worldwide Purchasing. All rights reserved. No part of this material may be reproduced in any form, or by any method, for any purpose, without written permission of General Motors Worldwide Purchasing.
FR&PS
NCM
VS
LPA
EPV
WPO
SWI (SOS)
QSB WORKSHOP REV. 111406
6
OI (JES)
SOT(JIT)
Risk Reduct
Contam
SCM
General Motors Corporation. All rights reserved.
快 速 反 应
•
负责人汇报必须包括问题解决报告PPSR中的更新: • 问题描述,遏制阶段 原因分析阶段(5-Why) 短期/长期纠正措施 验证阶段
红色
FR&PS
NCM
VS
LPA
EPV
WPO
SWI (SOS)
QSB WORKSHOP REV. 111406
10
OI (JES)
SOT(JIT)
Risk Reduct
Contam
SCM
General Motors Corporation. All rights reserved.
问 题 解 决
什么是“问题”?
所谓问题,就是当前状态和客户满意之间的差距
FR&PS
NCM
VS
LPA
EPV
WPO
SWI (SOS)
QSB WORKSHOP REV. 111406