各种塑料特性、成型工艺及用途
常用塑胶材料知识
常用塑胶材料知识1、常用的工程塑胶材料的特性工程塑料是一种适合作结构材料和机械电气零部件的高性能塑料,主要用于各种工程技术。
长时间耐热性在100℃以上。
由于其可随意造型.价格便宜.在现代工业产品设计中被广泛应用.常用的工程塑料种类有ABS、尼龙、PC、POM等。
ABS:微黄色、不透明、无毒、无味,是坚韧质硬的刚性材料。
ABS的拉伸强度不高,抗冲击强度较高。
耐摩性良好,摩擦系数低,耐热性和耐低温性适中,电性能良好。
尼龙:机械性能优异。
拉伸强度高,韧性好,能耐反复冲击震动;使用温度范围在-40℃~100℃,耐磨性能好,摩擦系数低,优异的自润滑性;电绝缘性能好,耐电弧;易于着色且无毒;耐油,耐烃类、酯类等有机溶剂,耐弱碱,但不耐酸和氧化剂,不耐水、醇类等极性溶剂;易于加工成型;吸水率高、尺寸稳定性较差。
注塑时的优点是:流动性好,耐摩,配色方便.缺点是:质软,易缩水,易形成披峰.PC:几乎无色或呈轻微淡黄色;透光率高;吸水率低、有良好的尺寸稳定性;成型收缩率小且均匀;抗冲击强度极佳,并且有很高的拉伸、弯曲、压缩强度;具有很高的弹性模量;但疲劳强度低,易产生应力开裂;有较好的耐热性,长期使用温度可达130℃,同时又有良好的耐寒性,脆化温度为-100℃;具有优异的介电性能;成型前要求在120℃下烘料24小时,一般注射成型时采用高料温(300℃)、高模塑压力和快速成型的方法。
POM:是一种坚韧有弹性的材料,即使在低温下仍有很好的抗蠕变特性、几何稳定性和抗击。
POM既有均聚物材料也有共聚物材料。
均聚物材料具有很好的延展强度、抗疲劳强度,但不易加工;共聚物材料有很好的热稳定性、化学稳定性并且易于加工。
POM是结晶性材料并且不易吸收水份。
最大的缺点:由于高结晶程度导致有相当高的收缩率,可高达2%~3%.具有很低的摩擦系数和耐高温性。
2.什么叫玻纤及其作用玻纤就是玻璃纤维的简称,一般是指硅酸盐溶体制成的玻璃态纤维或丝状物。
注塑常用原料的性能与加工工艺特点

注塑常用原料的性能与加工工艺特点注塑是一种常见的塑料加工方法,常用于制造各种塑料制品。
不同的塑料原料具有不同的性能和加工工艺特点。
下面将介绍几种常用的注塑原料以及它们的性能和加工特点。
1. 聚丙烯(PP):聚丙烯是一种具有良好韧性和耐化学腐蚀性的热塑性塑料。
它具有较高的熔点和热变形温度,因此在注塑过程中需要相对较高的熔融温度和压力。
聚丙烯在注塑加工中容易流动,尺寸稳定,且易于模具成型。
同时,聚丙烯可回收利用,具有环保特点。
2. 聚苯乙烯(PS):聚苯乙烯是一种常见的透明塑料。
它具有较低的熔点和热变形温度,易于熔融和注塑成型。
然而,聚苯乙烯在注塑过程中容易受热破坏和变形,因此在注塑加工中需要控制好熔融温度和冷却时间,以确保产品的质量。
3. 聚丙烯酸甲酯(PMMA):聚丙烯酸甲酯是一种具有良好透明度和耐候性的塑料。
它具有较高的熔点和粘度,注塑时需要较高的加工温度和压力,以确保充分熔化和完整充型。
PMMA还具有良好的刚性和耐化学性,可用于制造透明的塑料产品。
4. 聚乙烯(PE):聚乙烯是一种常见的塑料,具有良好的柔韧性和机械强度。
它具有较低的熔点和粘度,易于熔融和注塑成型。
聚乙烯在注塑过程中容易流动,可用于制造各种形状的产品。
总的来说,不同的注塑原料具有不同的性能和加工工艺特点。
在进行注塑加工时,需要根据原料的特性和要求来选择合适的温度、压力和冷却时间,以确保产品的质量和成型效果。
同时,还需要注意原料的回收利用和环保性能,以实现可持续发展。
在注塑加工中,还存在其他一些常用的塑料原料,下面将继续介绍它们的性能和加工工艺特点。
5. 聚碳酸酯(PC):聚碳酸酯是一种具有良好透明性和耐冲击性的塑料。
它具有较高的熔点和熔融粘度,因此在注塑加工过程中需要较高的温度和压力。
聚碳酸酯的熔融温度接近其热分解温度,因此在加工过程中要注意控制好温度和冷却速率,以防止产生气泡和烧结现象。
6. 聚乙烯醇(PVA):聚乙烯醇是一种水溶性的塑料,具有良好的耐溶解性和粘接性。
塑料的种类和主要特性
塑料的种类和主要特性与家具中的应用一热塑性塑料1,聚乙烯(PE)A,主要特性高压聚乙烯柔软、透明、无毒;低压聚乙烯刚硬、耐磨、耐蚀,电绝缘性较好B,用途举例:高压聚乙烯:薄膜、软管、塑料瓶;低压聚乙烯:化工设备、管道、承载不高的齿轮、轴承等2,聚丙烯(PP)A,主要特性:强度、硬度、弹性均高于聚乙烯,密度小,耐热性良好,电绝缘性能和耐蚀性能优良,韧性差,不耐磨,易老化B,用途举例:法兰、齿轮、风扇叶轮、泵叶轮、把手、电视机(收录机) 壳体以与化工管道、容器、医疗器械等3, 聚氯乙烯(PVC)A,主要特性:较高的强度和较好的耐蚀性。
软质聚氯乙烯,其伸长率高,制品柔软,耐蚀性和电绝缘性良好B,用途举例废气排污排毒塔、气体液体输送管,离心泵、通风机、接头;软质PVC薄膜、雨衣、耐酸碱软管、电缆包皮、绝缘层等4, 聚苯乙烯(PS)A,主要特性:耐蚀性、电绝缘性、透明性好,强度、刚度较大,耐热性、耐磨性不高,抗冲击性差,易燃、易脆裂B,用途举例:纱管、纱绽、线轴;仪表零件、设备外壳;储槽、管道、弯头;灯罩、透明窗;电工绝缘材料等5, 丙烯腈─丁二烯─苯乙烯共聚合物(ABS)A,主要特性:较高强度和冲击韧度,良好的耐磨性和耐热性,较高的化学稳定性和绝缘性,易成形,机械加工性好,耐高、低温性能差,易燃,不透明B,用途举例齿轮、轴承、仪表盘壳、冰箱衬里以与各种容器、管道、飞机舱装饰板、窗框、隔音板等,也可制作小轿车车身与档泥板、扶手、热空气调节导管等汽车零件6,聚酰胺(PA)尼龙或锦纶A,主要特性强度、韧性、耐磨性、耐蚀性、吸振性、自润滑性良好,成形性好,无毒、无味。
蠕变值较大,导热性较差,吸水性高,成形收缩率大B,用途举例尼龙610、66、6等,制造小型零件(齿轮、蜗轮等);芳香尼龙制作高温下耐磨的零件,绝缘材料和宇宙服等。
应注意,尼龙吸水后性能与尺寸发生很大变化7, 聚碳酸酯(PC)A,主要特性抗拉、抗弯强度高,冲击韧度与抗蠕变性能好,耐热性、耐寒性与尺寸稳定性较高,透明度高,吸水性小,良好的绝缘性和加工成形性,化学稳定性差B,用途举例垫圈、垫片、套管、电容器等绝缘件;仪表外壳、护罩;航空与宇航工业中制造信号灯、挡风玻璃,座舱罩、帽盔等8, 聚四氟乙烯(塑料王)(PTFE)A,主要特性优异的耐化学腐蚀性,优良的耐高、低温性能,摩擦因数小,吸水性小,硬度、强度低,抗压强度不高,成本较高B,用途举例减摩密封零件、化工耐蚀零件与热交换器以与高频或潮湿条件下的绝缘材料,如化工管道、电气设备、腐蚀介质过滤器等9,聚甲基丙烯酸甲酯(有机玻璃)(PMMA)A,主要特性透光率92%,相对密度为玻璃的一半,强度、韧性较高,耐紫外线、防大气老化,易成形,硬度不高,不耐磨,易溶于有机溶剂,耐热性、导热性差,膨胀系数大B,用途举例;飞机座舱盖、炮塔观察孔盖、仪表灯罩与光学镜片,防弹玻璃、电视和雷达标图的屏幕、汽车风挡、仪器设备的防护罩等二,热固性塑料1, 酚醛塑料(PE)A,主要特性一定的强度和硬度,较高的耐磨性、耐热性,良好的绝缘性和耐蚀性,刚度大,吸湿性低,变形小,成形工艺简单,价格低廉。
常用工程塑料的种类及性能用途
常用工程塑料的种类及性能用途(一) ABS塑料ABS塑料的主体是丙烯腈、丁二烯和苯乙烯的共混物或三元共聚物,是一种坚韧而有刚性的热塑性塑料。
苯乙烯使ABS有良好的模塑性、光泽和刚性;丙烯腈使ABS有良好的耐热、耐化学腐蚀性和表面硬度;丁二烯使ABS有良好的抗冲击强度和低温回弹性。
三种组分的比例不同,其性能也随之变化。
1、性能特点:ABS在一定温度范围内具有良好的抗冲击强度和表面硬度,有较好的尺寸稳定性、一定的耐化学药品性和良好的电气绝缘性。
它不透明,一般呈浅象牙色,能通过着色而制成具有高度光泽的其它任何色泽制品,电镀级的外表可进行电镀、真空镀膜等装饰。
通用级ABS不透水、燃烧缓慢,燃烧时软化,火焰呈黄色、有黑烟,最后烧焦、有特殊气味,但无熔融滴落,可用注射、挤塑和真空等成型方法进行加工。
2、级别与用途:ABS按用途不同可分为通用级(包括各种抗冲级)、阻燃级、耐热级、电镀级、透明级、结构发泡级和改性ABS等。
通用级用于制造齿轮、轴承、把手、机器外壳和部件、各种仪表、计算机、收录机、电视机、电话等外壳和玩具等;阻燃级用于制造电子部件,如计算机终端、机器外壳和各种家用电器产品;结构发泡级用于制造电子装置的罩壳等;耐热级用于制造动力装置中自动化仪表和电动机外壳等;电镀级用于制造汽车部件、各种旋钮、铭牌、装饰品和日用品;透明级用于制造度盘、冰箱内食品盘等。
(二)聚苯乙烯(PS)聚苯乙烯是产量最大的热塑性塑料之一,它无色、无味、无毒、透明,不孳生菌类,透湿性大于聚乙烯,但吸湿性仅0.02%,在潮湿环境中也能保持强度和尺寸。
1、性能特点:聚苯乙烯具有优良的电性能,特别是高频特性。
它介电损耗小(1×10-5~3×10-5),体积电阻和表面电阻高,热变形温度为65~96℃,制品最高连续使用温度为60~80℃。
有一定的化学稳定性,能耐多种矿物油、有机酸、碱、盐、低级醇等,但能溶于芳烃和卤烃等溶剂中。
ABS塑料特性成型工艺用途
ABS塑料特性成型工艺用途一、ABS塑料的特性:1.机械性能优异:ABS塑料具有较高的强度和韧性,其拉伸强度可以达到30-60MPa,冲击强度达到50-200J/m。
2.耐化学品性能良好:ABS塑料具有较好的耐酸、耐碱和耐溶剂性能,对于一般的化学药品具有较好的稳定性。
3.耐热性优良:ABS塑料具有较好的耐热性,其热变形温度可达到90-105℃,能够满足大多数工程应用的温度要求。
4.电绝缘性好:ABS塑料具有良好的电绝缘性,不易受到电场的影响,适用于电子器件和电气设备的制造。
5.耐磨性强:ABS塑料具有较好的耐磨性,表面硬度高,能够抵抗一定程度的磨损和划痕。
6.成型加工性好:ABS塑料易于加工成型,能够通过注塑、挤出、吹塑等多种工艺进行加工。
二、ABS塑料的成型工艺:1.注塑成型:注塑成型是ABS塑料最常用的成型工艺之一、将ABS塑料颗粒加热熔融后,注入模具中,在高压条件下冷却成型,得到所需的塑料制品。
2.挤出成型:将ABS塑料加热融化后,在挤出机中通过挤出头将熔融塑料挤出成型,常用于生产板材、管材、线材等产品。
3.吹塑成型:将加热融化的ABS塑料放在吹塑机的模具中,通过吹塑机的螺杆将空气吹入模具中,使塑料融化并贴附在模具表面,然后冷却成型,适用于生产空心容器制品。
4.压塑成型:将ABS塑料经过加热软化后,放在具有所需形状的模具中,施加压力使其硬化成型,适用于生产厚壁制品。
三、ABS塑料的用途:1.家电行业:ABS塑料常用于制造电视机外壳、洗衣机桶、冰箱把手等家电产品的外部壳体。
2.电子行业:ABS塑料在电子行业中广泛应用于制造电脑外壳、键盘、打印机外壳等电子设备的外部部件。
3.汽车行业:ABS塑料具有良好的耐磨性和耐碰撞性能,被广泛应用于汽车内饰件、车身外壳、保险杠等零部件的制造。
4.包装行业:ABS塑料被用于制造各种包装盒、容器、托盘等包装材料,具有良好的耐磨性和抗冲击性能。
5.工艺制品:ABS塑料常用于制作模型、工艺品、展览品等精美的塑料制品。
5大通用塑料的注塑成型工艺详解
“塑料性能乃注塑技术之本”,掌握各种塑料的工艺性能及特性,是每一位注塑工作者必须懂得的基本专业知识,塑料的性能是设定“注塑工艺条件”的依据,也是在分析注塑过程中出现的质量问题和异常现象时必须考虑的因素之一。
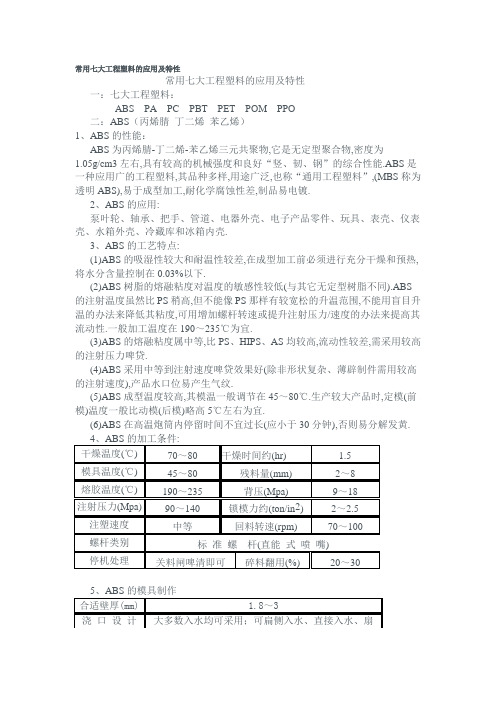
1. 聚丙烯(PP)注塑加工工艺PP通称聚丙烯,因其抗折断性能好,也称“百折胶”。
PP是一种半透明、半晶体的热塑性塑料,具有高强度、绝缘性好、吸水率低、热变形温度高、密度小、结晶度高等特点。
改性填充物通常有玻璃纤维、矿物填料、热塑性橡胶等。
不同用途的PP其流动性差异较大,一般使用的PP流动速率介于ABS与PC之间。
纯PP是半透明的象牙白色,可以染成各种颜色。
PP的染色在一般注塑机上只能用色母料。
在一些机器上有加强混炼作用的独立塑化元件,也可以用色粉染色。
户外使用的制品,一般使用UV稳定剂和碳黑填充。
再生料的使用比例不要超过15%,否则会引起强度下降和分解变色。
PP注塑加工前一般不需特别的干燥处理。
对注塑机的选用没有特殊要求。
由于PP具有高结晶性。
需采用注射压力较高及可多段控制的电脑注塑机。
锁模力一般按3800t/m2来确定,注射量20%-85%即可。
模具温度50-90℃,对于尺寸要求较高的用高模温。
型芯温度比型腔温度低5℃以上,流道直径4-7mm,针形浇口长度1-1.5mm,直径可小至0.7mm。
边形浇口长度越短越好,约为0.7mm,深度为壁厚的一半,宽度为壁厚的两倍,并随模腔内的熔流长度逐肯增加。
模具必须有良好的排气性,排气孔深0.025mm-0.038mm,厚1.5mm,要避免收缩痕,就要用大而圆的注口及圆形流道,加强筋的厚度要小(例如是壁厚的50-60%)。
均聚PP制造的产品,厚度不能超过3mm,否则会有气泡(厚壁制品只能用共聚PP)。
PP的熔点为160-175℃,分解温度为350℃,但在注射加工时温度设定不能超过275℃,熔融段温度最好在240℃。
为减少内应力及变形,应选择高速注射,但有些等级的PP和模具不适用(出现气泡、气纹)。
20种常用塑料特性大全

20种常用塑料特性大全1ABS塑料(丙烯腈-丁二烯-苯乙烯)英文名称:Acrylonitrile Butadiene Styrene比重:1.05克/立方厘米成型收缩率:0.4-0.7%成型温度:200-240℃干燥条件:80-90℃2小时物料性能1、综合性能较好,冲击强度较高,化学稳定性,电性能良好。
2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理。
3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件.成型性能1、无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时。
2、宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度。
3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
4、如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
2PP塑料(聚丙烯)英文名称:Polypropylene比重:0.9-0.91克/立方厘米成型收缩率:1.0-2.5%成型温度:160-220℃干燥条件:---物料性能密度小,强度刚度,硬度耐热性均优于低压聚乙烯,可在100度左右使用.具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆,不耐模易老化。
适于制作一般机械零件,耐腐蚀零件和绝缘零件。
成型性能1、结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解。
2、流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形。
3、冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形。
常用七大工程塑料的应用及特性
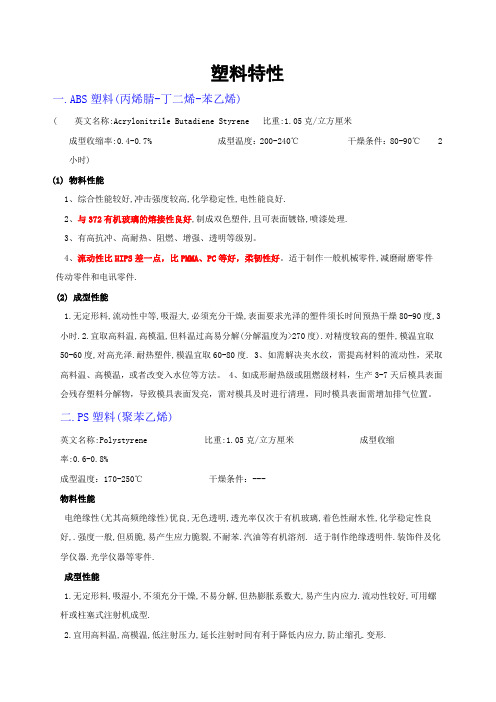
常用七大工程塑料的应用及特性常用七大工程塑料的应用及特性一:七大工程塑料:ABS PA PC PBT PET POM PPO二:ABS(丙烯腈丁二烯苯乙烯)1、ABS的性能:ABS为丙烯腈-丁二烯-苯乙烯三元共聚物,它是无定型聚合物,密度为1.05g/cm3左右,具有较高的机械强度和良好“竖、韧、钢”的综合性能.ABS是一种应用广的工程塑料,其品种多样,用途广泛,也称“通用工程塑料”,(MBS称为透明ABS),易于成型加工,耐化学腐蚀性差,制品易电镀.2、ABS的应用:泵叶轮、轴承、把手、管道、电器外壳、电子产品零件、玩具、表壳、仪表壳、水箱外壳、冷藏库和冰箱内壳.3、ABS的工艺特点:(1)ABS的吸湿性较大和耐温性较差,在成型加工前必须进行充分干燥和预热,将水分含量控制在0.03%以下.(2)ABS树脂的熔融粘度对温度的敏感性较低(与其它无定型树脂不同).ABS 的注射温度虽然比PS稍高,但不能像PS那样有较宽松的升温范围,不能用盲目升温的办法来降低其粘度,可用增加螺杆转速或提升注射压力/速度的办法来提高其流动性.一般加工温度在190~235℃为宜.(3)ABS的熔融粘度属中等,比PS、HIPS、AS均较高,流动性较差,需采用较高的注射压力啤贷.(4)ABS采用中等到注射速度啤贷效果好(除非形状复杂、薄辟制件需用较高的注射速度),产品水口位易产生气纹.(5)ABS成型温度较高,其模温一般调节在45~80℃.生产较大产品时,定模(前模)温度一般比动模(后模)略高5℃左右为宜.(6)ABS在高温炮筒内停留时间不宜过长(应小于30分钟),否则易分解发黄.三:PA(聚酰胺)1、PA的性能:PA也是结晶型塑料,俗称尼龙,密度为1.13g/cm3左右,品种很多,应用于注塑加工的常有尼龙6、尼龙1010、尼龙610等.尼龙具有机械强度高、韧性好、耐疲劳、表面光滑、有自润滑性,摩擦系数小、耐磨、耐热(100℃内可长期使用)、耐腐蚀、制件重量轻、易染色、易成型等优点.PA的缺点是:极易吸水、注塑条件要求苛刻,尺寸稳定性较差;因其比热大,产品脱模时很烫.PA66是PA系列中机械强度最高、应用最广的品种,因其结晶度高,故其刚性、耐热性都较高.2、PA的应用:高温电气插座零件、电气零件、齿轮、轴承、滚子、弹簧支架、滑轮、螺栓、叶轮、风扇叶片、螺旋桨、高压封口垫片、阀座、输油管、储油容器、绳索、扎带、传动皮带、砂轮粘合剂、电池箱、绝缘电气零件、线芯、抽丝等.3、PA的工艺特点:因PA极易吸湿,加工前一定要进行干燥(最好使用真空抽湿干燥器),含水量应控制在0.25%以下,原料干燥得越好,制品表面光泽性就越高,否则比较粗糙;但是干燥不宜太充分,含水分要保证在0.15%左右.PA不会随受热温度的升高而逐渐软化,熔点很明显,温度一旦达到熔点就出现流动(与PS、PE、PP等料不同);尼龙料的流变特性是其粘度对剪切速率不敏感.PA的粘度远比其它热塑性塑料低,且其熔化温度范围较窄(仅5℃左右).PA流动性,容易充模成型,也易走披锋.喷嘴易出现“流涎”现象,最好用弹弓针阀式喷嘴,否则抽胶量需大一点.PA熔点高,凝固点也高,熔料在模具内随时会因温度降低到熔点以下而凝固,妨碍充模成型的完成,易出现堵嘴或堵浇口现象.所以,必须采用高速注射(薄壁或长流程制件尤其这样),保压时间要短,尼龙模具要有充分的排气措施.PA熔融状态时热稳定性较差,易降解;料筒温度不宜超过300℃,熔料在料筒内加热时间不宜超过30分钟.PA对模温要求很高,可利用模温的高低来控制其结晶性,以获得所需的性能.PA注塑时模温在50~90℃之间较好,PA6加工温度在230~250℃为宜,PA66加工温度为260~290℃;PA制品有时需要进行“调湿处理”,以提高其韧性及尺寸稳定性.四:PC(聚碳酸酯)1、PC的性能:PC为无定型塑料,俗称防弹胶,密度为1.2g/cm3,透明性好.它具有优良的“韧而刚”的综合性能,机械强度高、韧性好、耐冲击强度极高、耐热耐候性好、尺寸精度和稳定性高、易着色、吸水率低.PC热变形温度为135~143℃,可长期在120~130℃的工作温度下使用.PC的缺点是:耐化学腐蚀性差、耐疲劳强度低、熔融粘度大、流动性差、对水份极敏感,易产生内应力开裂现象.2、PC的应用:高温电气制品、风筒壳、火牛壳、电工用具、电机壳、工具箱、奶瓶、冷饮机壳、照相机零件、安全帽、齿轮、食品盘子、医疗器材、导管、发夹、吹风筒、理发用品、鞋跟、纤维增强后可作结构更强的工程零件、CD碟.3、PC的工艺特点:PC料对温度很敏感,其熔融粘度随温度的提高而明显降低,流动加快.对压力不敏感,要想提高其流动性,采取升温的办法较快.PC料加工前要充分干燥(120℃左右),水分应控制在0.02%以内.PC料宜采用“高料温、高模温和高压中速”的条件成型,模温控制在80~110℃左右较好,成型温度在280~320℃为宜。
各种塑料特性(ABS.PP.PE.PBT.POM...)
塑料特性一.ABS塑料(丙烯腈-丁二烯-苯乙烯)( 英文名称:Acrylonitrile Butadiene Styrene 比重:1.05克/立方厘米成型收缩率:0.4-0.7% 成型温度:200-240℃干燥条件:80-90℃2小时)(1) 物料性能1、综合性能较好,冲击强度较高,化学稳定性,电性能良好.2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理.3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
适于制作一般机械零件,减磨耐磨零件传动零件和电讯零件.(2) 成型性能1.无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时.2.宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度. 3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
4、如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
二.PS塑料(聚苯乙烯)英文名称:Polystyrene 比重:1.05克/立方厘米成型收缩率:0.6-0.8%成型温度:170-250℃干燥条件:---物料性能电绝缘性(尤其高频绝缘性)优良,无色透明,透光率仅次于有机玻璃,着色性耐水性,化学稳定性良好,.强度一般,但质脆,易产生应力脆裂,不耐苯.汽油等有机溶剂. 适于制作绝缘透明件.装饰件及化学仪器.光学仪器等零件.成型性能1.无定形料,吸湿小,不须充分干燥,不易分解,但热膨胀系数大,易产生内应力.流动性较好,可用螺杆或柱塞式注射机成型.2.宜用高料温,高模温,低注射压力,延长注射时间有利于降低内应力,防止缩孔.变形.3.可用各种形式浇口,浇口与塑件圆弧连接,以免去处浇口时损坏塑件.脱模斜度大,顶出均匀.塑件壁厚均匀,最好不带镶件,如有镶件应预热.三.PMMA塑料(有机玻璃)(聚甲基丙烯酸甲脂)英文名称:Polymethyl Methacrylate 比重:1.18克/立方厘米成型收缩率:0.5-0.7% 成型温度:160-230℃干燥条件:70-90℃4小时(1)物料性能透明性极好,强度较高,有一定的耐热耐寒性,耐腐蚀,绝缘性良好,综合性能超过聚苯乙烯,但质脆,易熔于有机溶剂,如作透光材料,其表面硬度稍低,容易擦花. 适于制作透明绝缘零件和强度一般的零件.(2)成型性能1.无定形料,吸湿大,需干燥,不易分解,流动性中等,易发生填充不良,粘模,收缩,熔接痕等.2.宜高压注射,在不出现缺陷的条件下取高料温,高模温,以增加流动性,降低内应力,改善透明性及强度.模具浇注系统表面应光洁,脱模斜度大,顶出均匀.同时设排气口,以防出现起泡.四.POM塑料(聚甲醛)英文名称:Polyoxymethylene(Polyformaldehyde) 比重:1.41-1.43克/立方厘米成型收缩率:1.2-3.0% 成型温度:170-200℃干燥条件:80-90℃2小时(1)物料性能综合性能较好,强度、刚度高,减磨耐磨性好,吸水小,尺寸稳定性好,但热稳定性差,易燃烧,在大气中暴晒易老化。
常用的十大塑料成型工艺(优缺点介绍)
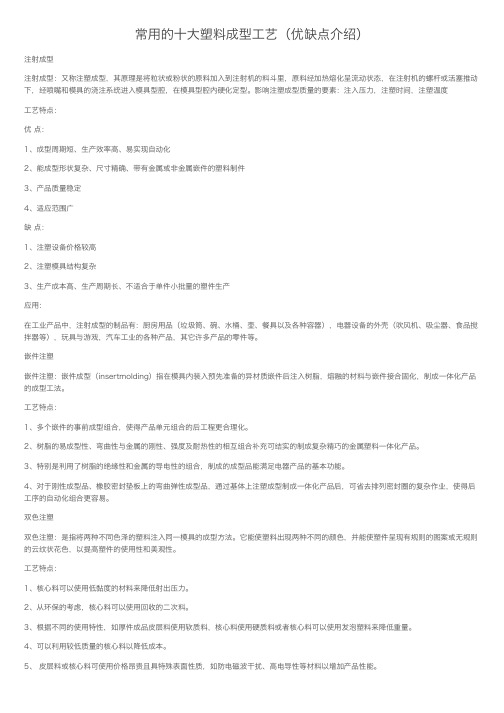
常⽤的⼗⼤塑料成型⼯艺(优缺点介绍)注射成型注射成型:⼜称注塑成型,其原理是将粒状或粉状的原料加⼊到注射机的料⽃⾥,原料经加热熔化呈流动状态,在注射机的螺杆或活塞推动下,经喷嘴和模具的浇注系统进⼊模具型腔,在模具型腔内硬化定型。
影响注塑成型质量的要素:注⼊压⼒,注塑时间,注塑温度⼯艺特点:优 点:1、成型周期短、⽣产效率⾼、易实现⾃动化2、能成型形状复杂、尺⼨精确、带有⾦属或⾮⾦属嵌件的塑料制件3、产品质量稳定4、适应范围⼴缺 点:1、注塑设备价格较⾼2、注塑模具结构复杂3、⽣产成本⾼、⽣产周期长、不适合于单件⼩批量的塑件⽣产应⽤:在⼯业产品中,注射成型的制品有:厨房⽤品(垃圾筒、碗、⽔桶、壶、餐具以及各种容器),电器设备的外壳(吹风机、吸尘器、⾷品搅拌器等),玩具与游戏,汽车⼯业的各种产品,其它许多产品的零件等。
嵌件注塑嵌件注塑:嵌件成型(insertmolding)指在模具内装⼊预先准备的异材质嵌件后注⼊树脂,熔融的材料与嵌件接合固化,制成⼀体化产品的成型⼯法。
⼯艺特点:1、多个嵌件的事前成型组合,使得产品单元组合的后⼯程更合理化。
2、树脂的易成型性、弯曲性与⾦属的刚性、强度及耐热性的相互组合补充可结实的制成复杂精巧的⾦属塑料⼀体化产品。
3、特别是利⽤了树脂的绝缘性和⾦属的导电性的组合,制成的成型品能满⾜电器产品的基本功能。
4、对于刚性成型品、橡胶密封垫板上的弯曲弹性成型品,通过基体上注塑成型制成⼀体化产品后,可省去排列密封圈的复杂作业,使得后⼯序的⾃动化组合更容易。
双⾊注塑双⾊注塑:是指将两种不同⾊泽的塑料注⼊同⼀模具的成型⽅法。
它能使塑料出现两种不同的颜⾊,并能使塑件呈现有规则的图案或⽆规则的云纹状花⾊,以提⾼塑件的使⽤性和美观性。
⼯艺特点:1、核⼼料可以使⽤低黏度的材料来降低射出压⼒。
2、从环保的考虑,核⼼料可以使⽤回收的⼆次料。
3、根据不同的使⽤特性,如厚件成品⽪层料使⽤软质料,核⼼料使⽤硬质料或者核⼼料可以使⽤发泡塑料来降低重量。
PP,PVC,PPS,ASA塑料特性、成型工艺、用途
PP,PVC,PPS,ASA 塑料特性、成型工艺、用途PP plastic feature, forming process, usePP polypropylene chemical and physical properties PP is a semi-crystalline material. It is harder than PE and has a higher melting point. Due to the PP homopolymer type temperature above0 c above is very fragile, so many business of PP material is1 ~ 4% or higher ratio of ethylene content in random copolymer of ethylene copolymer of pliers. Copolymer PP materials have low thermal distortion temperature (100C), low transparency, low gloss, low rigidity, but have stronger impact strength. The strength of the PP increases with the amount of ethylene. The vika of PP has a softening temperature of 150C. Because of the high degree of crystallinity, the surface stiffness and the resistance of the material are very good.There is no problem of environmental stress cracking in PP. It is commonly used to modify the PP by adding fiberglass, metal additives or thermoplastic rubber. The MFR range of PP is 1 ~ 40. Low MFR's PP materials have good impact characteristics but have low tensile strength. For the same MFR material, the copolymer type is higher than the homopolymer. Because of crystallization, the systolic rate of PP is quite high, usually 1.8 ~ 2.5%. And the rate of contraction is much better than that of PE - HD. Adding 30% of glass additives can reduce the systolic rate to 0.7%. Both polymer and copolymer PP materials have excellent anti-moisture, acid and alkali corrosion and dissolubility. However, it has no resistance to aromatic hydrocarbons (such as benzene) and chlorinated hydrocarbons (CTC) solvents.Injection molding process conditionDry treatment: if stored properly, no drying is required.Melt temperature: 220 ~ 275C, be careful not to exceed 275C. Mould temperature: 40 ~ 80C, recommended 50C. The degree of crystallization is mainly determined by the temperature of the mold. Injection pressure: can be large to 1800bar.Injection speed: usually, the use of high-speed injection can minimize internal pressure. If defects occur on the surface of the product, the low velocity injection should be applied at higher temperatures. Flow and gate: for cold flow, the typical channel diameter is 4 ~ 7mm. It is recommended that the use of a general body is a circular injection and flow. All types of sprue can be used. Typical gate diameter range is 1 ~ 1.5 mm, but also can use small to 0.7 mm gate. For the edge gate, the minimum gate depth should be half the thickness of the wall. The minimum gate width should be at least twice the thickness of the wall. The PP material is fully capable of using the hot runner system.Typical applicationAutomotive industry (mainly using PP containing metal additives: fenders, ventilation pipe, fan, etc.), equipment (dishwasher door gasket, drying machine ventilation tubes, washing machine frame and cover, the refrigerator door gasket, etc.), and consumer goods (lawn and garden equipment such as lawnmowers and sprinkler).PVC physical and chemical performance indicatorsChemical name: polyvinyl chlorideEnglish name: Poly real (Vinyl Chloride)Weight: 1.38 g/cm3 Molding shrinkage rate: 0.6 1.5% molding temperature: 160-190 ℃Features: mechanical properties, excellent, has strong ability of resistance to acid and alkali chemical stability is good, but the low softening point. Suitable for the production sheet, wire and cable insulation, seal, etc.Molding characteristics:Amorphous material, moisture absorption, liquidity is poor. In order to improve the liquidity, prevent bubbles, plastic can advance dry. Mould gating system should be short, the appropriate gate section is big, can not have a corner. Mold cooling, surface plating chromium.Due to its corrosive and liquid characteristics, special equipment and molds are best used. All products must be added in different types and quantities as required.Easy to break down, at 200 degrees temperature and steel. Copper contact is easier to break down and decompose when decomposed.When using a screw injector nozzle, the aperture should be large enough to prevent the corners of the dead cornerASA introductionFor example, injection molding, blow molding and heat finalisation cannot be applied to high molecular weight polyethylene. Extrusion molding is the most common processing technique applied to this resin, which makes the product more resilientThe performance of polyphenyl sulfide (PPS) is introducedThermal performance: the more than 280 ℃, melting point heat distortion temperature over 260 ℃, the long-term use of temperature is 220-240 ℃. Degradation in air at 700 ℃ 1000 ℃ in inert gas remained 40% of the weight, thermal stability and long-term continuous use of short-term thermal stability were better than all of the engineering plastics at present. Specially modified varieties, thermal deformation temperature can reach more than 350 ℃.Self-fire resistance: polyphenyl sulfide flame retardant can reach ul94-0, oxygen index (LOI) > 57%. Polyphenyl sulfide has its own chemical structure that makes it very difficult to burn and does not need to be added to the flame retardant.Mechanical performance is good, its strong rigidity, high surface hardness, rockwell hardness 100 hr >, > 170 MPa tensile strength, bending strength > 220 MPa, the notched impact strength > 16 MPa, bending modulus > 3.5 x 104, and has excellent resistance to creep and fatigue resistance.Excellent chemical resistance, can be found under 200 ℃ dissolve polyphenyl thioether solvent, the inorganic acid, alkali and salt resistance.Dimensional stability is good: the forming shrinkage rate is very low, less than 0.0025%, the absorption rate is less than 0.05%, the linear thermal expansion coefficient is also small. In high temperature and high humidity, good dimensional stability is displayed. It is widely used in machinery, chemical industry, instrument, instrument and aviation, aerospace, ships, etc.Polyphenylene sulfide (PPS) in performance tuning: under the condition of high temperature, high humidity, high frequency still has excellent electric properties, and its volume resistivity is 1 x 1016 Ω. Cm, surface resistivity of 1 x 1015 Ω, dielectric strength > 18 kv/mm.Abrasion resistance is outstanding: by filling the lubricant such as fluorine resin and carbon fiber, it can greatly improve the wearability, the friction coefficient is 0.01-0.02.Resistance to radiation: radiation reached 1 x 108 Gy, is unmatched by other engineering plastics new material, electronic, electrical, machinery, instruments, aviation, aerospace, military and other fields, especially in the atomic bomb the only ideal radiation resistant, good material.Processing performance is good, the melt viscosity of PPS resin is low, liquidity is good, easy to contact with the glass fiber wetting, so the filling packing is easy, with its preparationof glass fiber or inorganic filler reinforced injection grade aggregate, with very high scalability, impact resistance, resistance to bending and ductility. Above the melting point, it can be formed.Good performance of metal and non-metal adhesion: PPS is especially good for glass, aluminum, titanium, stainless steel, etc. The adhesion properties of glass are good and suitable for the lining of chemical equipment.PMMA plastic (plexiglass) (Polymethyl Methacrylate) : polymethacrylateWeight: 1.18 g/cubic centimeter-shaped shrinkage ratio:0.5-0.7%Mold temperature: 160-230 ℃ drying conditions: 70-90 ℃ for 4 hoursMaterial properties: excellent transparency, high strength, has certain heat cold resistance, corrosion resistance, insulation, good comprehensive performance than polystyrene, but very brittle, fusible in organic solvents, such as pervious to light material, the surface hardness is a bit low, easy to clean. Suitable for making transparent insulation parts and the strength of ordinary parts.Molding performance: 1. Amorphous material, absorb wet large, need to be dry, not easy to break down, liquid medium, easy to happen to fill bad, stick model, contract, fuse mark and so on.2. Appropriate high pressure injection, under the condition of no defect in high temperature, temperature anti-embrittlement, in order to increase liquidity, reduce stress, improve transparency and strength. The surface of mould gating system should be bright and clean, draft, knocking out evenly. A vent at the same time, to prevent bubbles.。
20种塑料注塑工艺
20种塑料注塑工艺1.ABS 丙烯腈-丁二烯-苯乙烯共聚物典型应用范围:汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90℃下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210~280℃;建议温度:245℃。
模具温度:25~70℃。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
注射速度:中高速度。
化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
2.PA6 聚酰胺6或尼龙6典型应用范围:由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造轴承。
注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。
塑料的加工工艺及应用

塑料的加工工艺及应用塑料是一种由合成材料制成的可塑性材料,其加工工艺和应用非常广泛。
塑料制品被广泛应用于日常生活和各个工业领域,如包装、建筑、汽车、电子、医疗和农业等。
以下是对塑料加工工艺和应用的详细论述。
塑料加工工艺包括注塑成型、挤出成型、吹塑成型、挤压成型、热塑造型、压缩成型和层压成型等。
以下将对其中几种常见的加工工艺进行详细介绍。
注塑成型是将加热熔融的塑料通过高压射出到模具腔中,使其冷却固化成型的工艺。
这种加工工艺广泛应用于制造各种塑料制品,如塑料容器、餐具、玩具等。
注塑成型的优点是生产效率高,耗能低,并且可以制造出复杂的形状和精确尺寸的产品。
挤出成型是将加热熔融的塑料通过挤出机挤出,通过模具冷却后形成所需的截面形状。
这种加工工艺广泛用于制造塑料管道、板材、薄膜和线材等。
挤出成型的优点是生产效率高,适用于大批量生产,并且可以制造出长而连续的产品。
吹塑成型是将热塑性塑料通过吹塑机在模具内吹气,使其扩展和固化成型的工艺。
这种加工工艺广泛应用于制造塑料瓶、塑料容器和塑料薄膜等。
吹塑成型的优点是生产效率高,制造出的产品具有轻便、耐用和透明等特点。
挤压成型是将加热熔融的塑料放置在模具之间,通过压力将其压制成型的工艺。
这种加工工艺广泛应用于制造塑料板材、门窗框和管道等。
挤压成型的优点是生产效率高,适用于大尺寸和大厚度的产品,并且可以制造出复杂的形状。
热塑造型是将纤维增强或填充剂添加到热塑性塑料中,然后通过加热和压制使其成型的工艺。
这种加工工艺广泛用于制造塑木复合材料、玩具和家具等。
热塑造型的优点是制造出的产品具有良好的强度和刚度,并且可以实现材料的再利用。
压缩成型是将加热熔融的塑料放置在模具之间,然后通过压力将其压制成型的工艺。
这种加工工艺广泛应用于制造压力容器、电器外壳和塑料制品等。
压缩成型的优点是制造出的产品具有较高的密度和强度,并且可以生产出大尺寸和复杂结构的产品。
层压成型是将加热熔融的塑料和其他材料层叠在一起,通过压力和温度使其粘结成型的工艺。
PS常用塑料特性及成型工艺一览表

PS塑料可用于制造建筑模板、 装饰板等建筑材料。
03
CATALOGUE
PS塑料成型工艺
注塑成型
总结词
注塑成型是一种常见的塑料加工方法, 通过高温熔融塑料原料,然后注入模具 中冷却固化,得到所需形状和尺寸的塑 料制品。
VS
详细描述
注塑成型具有生产效率高、制品尺寸稳定 、适用范围广等优点。在注塑成型过程中 ,需要将塑料原料加热至熔融状态,然后 通过高压注射入模具中,冷却后开模取出 塑料制品。注塑成型适用于热塑性塑料和 热固性塑料,是生产PS塑料制品常用的 成型工艺之一。
性能
成型裂纹是指在塑料制件 表面出现的不规则裂纹或 断裂现象。
成型裂纹可能是由于多种 因素引起的,如模具设计 不合理、注射工艺参数不 适当、塑料材料性能不佳 等。为了解决这个问题, 可以采取以下措施
合理设计模具结构,特别 是加强筋和支撑结构的设 计,可以提高制件的强度 和刚度,减少成型裂纹的 产生。
PS常用塑料特 性及成型工艺一 览表
contents
目录
• 塑料简介 • PS塑料特性 • PS塑料成型工艺 • PS塑料成型工艺参数 • PS塑料成型工艺问题及解决方案
01
CATALOGUE
塑料简介
塑料定义
塑料
是一种常用于制造各种产品的人 工合成材料,主要由碳、氢和氧 等元素组成。
塑料的特性
04
CATALOGUE
PS塑料成型工艺参数
温度参数
料温
PS塑料的熔点一般在180-220℃之间,料温的选择要根据具体的成型工艺和产品要求而定 。料温过低会导致塑料流动性差,充模困难,产品表面光泽度差;料温过高则会导致塑料 分解,影响产品性能。
PCABS塑料特性成型工艺用途

PCABS塑料特性成型工艺用途
1.注塑成型:PCABS塑料具有优异的流动性,适宜用于注塑成型工艺。
通过注塑成型可以制造出各种复杂形状的零部件,如外壳、仪表盘、开关
按钮等。
这些零部件广泛应用于电子产品、汽车零部件、家电产品等领域。
2.真空吸塑:PCABS塑料具有较高的耐热性和耐候性,适合用于真空
吸塑工艺。
真空吸塑可以制作出各种各样的外观良好、耐用且具有良好耐
用性的产品,如展示架、广告牌、产品包装等。
3.喷涂:PCABS塑料表面光洁平整,具有良好的粘接性和耐化学性,
适合用于喷涂工艺。
通过喷涂可以为产品提供丰富的颜色选择和外观效果,如汽车外壳、家具等。
4.热压成型:PCABS塑料在一定温度和压力下可以实现较好的成型效果,适合用于热压成型工艺。
热压成型可以制造出各种透明、耐用的产品,如显示器面板、开关面板等。
5.拉伸成型:PCABS塑料具有很好的延展性,适合用于拉伸成型工艺。
通过拉伸成型可以制作出各种薄膜、薄片等产品,如塑料包装袋、塑料卡
片等。
PCABS塑料广泛应用于电子产品、汽车零部件、家电产品等多个领域。
其优异的机械性能和热稳定性使得它成为制造耐用、结构复杂的外壳和零
部件的理想材料。
此外,PCABS塑料还具有耐化学品腐蚀性和热变形温度
较高的特点,使其在耐用性要求高的环境中得到广泛应用。
常用塑料的性能及工艺特点

目录
• 塑料的种类及简介 • 塑料的性能比较 • 塑料的加工工艺 • 塑料的应用领域
01 塑料的种类及简介
聚乙烯(PE)
总结词
聚乙烯是一种热塑性塑料,广泛用于包装、管道、容器和电 缆等领域。
详细描述
聚乙烯具有良好的耐低温性能、绝缘性能和耐腐蚀性能,加 工简便,成本低廉。它可分为低密度聚乙烯、中密度聚乙烯 和高密度聚乙烯,不同密度的聚乙烯在性能上略有差异。
聚丙烯(PP)
耐热性较好,长期使用温度可达120℃,热变形温度为160℃左右。
聚氯乙烯(PVC)
耐热性中等,长期使用温度在80℃以下,热变形温度在120℃左右。
耐腐蚀性比较
聚乙烯(PE)
对酸、碱、盐等化学物质具有一 定的耐腐蚀性,但长期接触某些 强酸、强碱仍会受到腐蚀。
聚丙烯(PP)
对酸、碱、盐等化学物质具有较 好的耐腐蚀性,不易受大ቤተ መጻሕፍቲ ባይዱ数酸、 碱、盐的侵蚀。
详细描述
聚氯乙烯被广泛应用于建筑材料、管道、电线绝缘层等领域。它可以通过注塑、挤 出和吹塑等工艺加工成各种形状和规格的制品。聚氯乙烯可分为软质PVC和硬质 PVC,两者的性能和应用略有不同。
02 塑料的性能比较
耐热性比较
聚乙烯(PE)
耐热性较差,长期使用温度不超过80℃,热变形温度仅为100℃ 左右。
可靠性。
THANKS FOR WATCHING
感谢您的观看
聚氯乙烯(PVC)
对大多数酸、碱、盐等化学物质 具有较好的耐腐蚀性,但长期接 触某些强氧化剂或强还原剂仍会 受到腐蚀。
强度比较
聚乙烯(PE)
01
强度较低,抗冲击性能较差。
聚丙烯(PP)
一分钟掌握十大塑料成型工艺
一分钟掌握十大塑料成型工艺一、注塑成型(一)注射成型注射成型:又称注塑成型,其原理是将粒状或粉状的原料加入到注射机的料斗里,原料经加热熔化呈流动状态,在注射机的螺杆或活塞推动下,经喷嘴和模具的浇注系统进入模具型腔,在模具型腔内硬化定型。
影响注塑成型质量的要素:注入压力,注塑时间,注塑温度工艺特点:优点:1、成型周期短、生产效率高、易实现自动化2、能成型形状复杂、尺寸精确、带有金属或非金属嵌件的塑料制件3、产品质量稳定4、适应范围广缺点:1、注塑设备价格较高2、注塑模具结构复杂3、生产成本高、生产周期长、不适合于单件小批量的塑件生产应用:在工业产品中,注射成型的制品有:厨房用品(垃圾筒、碗、水桶、壶、餐具以及各种容器),电器设备的外壳(吹风机、吸尘器、食品搅拌器等),玩具与游戏,汽车工业的各种产品,其它许多产品的零件等。
(二)嵌件注塑嵌件注塑:嵌件成型(insertmolding)指在模具内装入预先准备的异材质嵌件后注入树脂,熔融的材料与嵌件接合固化,制成一体化产品的成型工法。
工艺特点:1、多个嵌件的事前成型组合,使得产品单元组合的后工程更合理化。
2、树脂的易成型性、弯曲性与金属的刚性、强度及耐热性的相互组合补充可结实的制成复杂精巧的金属塑料一体化产品。
3、特别是利用了树脂的绝缘性和金属的导电性的组合,制成的成型品能满足电器产品的基本功能。
4、对于刚性成型品、橡胶密封垫板上的弯曲弹性成型品,通过基体上注塑成型制成一体化产品后,可省去排列密封圈的复杂作业,使得后工序的自动化组合更容易。
(三)双色注塑双色注塑:是指将两种不同色泽的塑料注入同一模具的成型方法。
它能使塑料出现两种不同的颜色,并能使塑件呈现有规则的图案或无规则的云纹状花色,以提高塑件的使用性和美观性。
工艺特点:1、核心料可以使用低黏度的材料来降低射出压力。
2、从环保的考虑,核心料可以使用回收的二次料。
3、根据不同的使用特性,如厚件成品皮层料使用软质料,核心料使用硬质料或者核心料可以使用发泡塑料来降低重量。
20种常用塑料的物理特性及成型工艺介绍
1.ABS 丙烯腈-丁二烯-苯乙烯共聚物典型应用范围:汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90℃下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210~280℃;建议温度:245℃。
模具温度:25~70℃。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
注射速度:中高速度。
化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
2.PA6 聚酰胺6或尼龙6典型应用范围:由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造轴承。
注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。
熔化温度:230~280℃,对于增强品种为250~280℃。
常见塑料的分类、成分及用途
常见塑料的分类、成分及用途塑料是一种常见的合成材料,广泛应用于制造各种产品,如容器、玩具、家电、管道、建材等。
塑料的种类非常多,主要分为热塑性塑料和热固性塑料两大类。
本文将对常见的塑料进行分类、成分及用途介绍。
一、热塑性塑料热塑性塑料是在一定温度和压力下可塑性较好的塑料,特点是易于加工、回收和再利用。
常见的热塑性塑料有聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯、聚酯等。
1、聚乙烯聚乙烯是一种常见的热塑性塑料,由乙烯单体聚合而成。
根据分子量的不同,聚乙烯可以分为低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)和超高分子量聚乙烯(UHMWPE)等。
低密度聚乙烯具有良好的柔韧性、耐冲击性和透明度,主要用于制造袋子、薄膜、塑料杯等日常用品。
高密度聚乙烯比较坚硬、耐磨损,可用于制造瓶子、桶子、水管等。
超高分子量聚乙烯具有极高的耐磨性、耐冲击性和低摩擦系数,常用于制造物料输送系统、工程机械零部件等。
2、聚丙烯聚丙烯是由丙烯单体聚合而成的热塑性塑料,具有较高的硬度、强度和刚性,在低温下仍保持较好的韧性。
由于其熔点较低(约160℃),可用注塑、吹塑、挤出等工艺加工成形。
聚丙烯广泛应用于制造食品包装盒、瓶盖、塑料桶、汽车内饰、医疗器械等产品。
3、聚氯乙烯聚氯乙烯(PVC)是一种非常常见的塑料材料,具有良好的机械性能、稳定性、韧性和耐腐蚀性。
根据生产过程不同,可分为硬质PVC和软质PVC两种。
硬质PVC主要用于制造管道、电线管、窗框、家具等,而软质PVC用于制造绝缘层、地板、挂布、雨衣等。
4、聚苯乙烯聚苯乙烯(PS)是一种透明、坚硬、脆性的塑料,易于成型加工。
常见的PS产品有塑料袋、食品包装、餐具、玩具等。
PS还常用于制造电器外壳、闪存卡、CD盒等。
5、聚酯聚酯(PET)是一种高强度、刚性、透明的塑料,具有较高的耐热性和耐化学性。
常见的PET制品有可口可乐瓶、食品包装、服装、瓶子等。
同时,由于其可回收性和可再利用性,PET常用于制造环保袋、文具、垃圾桶等产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各种塑料特性、成型工艺、用途PA12 聚酰胺12或尼龙12化学和物理特性PA12是从丁二烯线性,半结晶-结晶热塑性材料。
它的特性和PA11相似,但晶体结构不同。
PA12是很好的电气绝缘体并且和其它聚酰胺一样不会因潮湿影响绝缘性能。
它有很好的抗冲击性机化学稳定性。
PA12有许多在塑化特性和增强特性方面的改良品种。
和PA6及PA66相比,这些材料有较低的熔点和密度,具有非常高的回潮率。
PA12对强氧化性酸无抵抗能力。
PA12的粘性主要取决于湿度、温度和储藏时间。
它的流动性很好。
收缩率在0.5%到2%之间,这主要取决于材料品种、壁厚及其它工艺条件。
注塑模工艺条件干燥处理:加工之前应保证湿度在0.1%以下。
如果材料是暴露在空气中储存,建议要在85C热空气中干燥4~5小时。
如果材料是在密闭容器中储存,那幺经过3小时温度平衡即可直接使用。
熔化温度:240~300C;对于普通特性材料不要超过310C,对于有阻燃特性材料不要超过270C。
模具温度:对于未增强型材料为30~40C,对于薄壁或大面积组件为80~90C,对于增强型材料为90~100C。
增加温度将增加材料的结晶度。
精确地控制模具温度对PA12来说是很重要的。
注射压力:最大可到1000bar(建议使用低保压压力和高熔化温度)。
注射速度:高速(对于有玻璃添加剂的材料更好些)。
流道和浇口:对于未加添加剂的材料,由于材料粘性较低,流道直径应在30mm左右。
对于增强型材料要求5~8mm的大流道直径。
流道形状应当全部为圆形。
注入口应尽可能的短。
可以使用多种形式的浇口。
大型塑件不要使用小浇口,这是为了避免对塑件过高的压力或过大的收缩率。
浇口厚度最好和塑件厚度相等。
如果使用潜入式浇口,建议最小的直径为0.8mm。
热流道模具很有效,但是要求温度控制很精确以防止材料在喷嘴处渗漏或凝固。
如果用热流道,浇口尺寸应当比冷流道要小一些。
典型用途水量表和其它商业设备,电缆套,机械凸轮,滑动机构以及轴承等。
ABS 丙烯腈-丁二烯-苯乙烯共聚物化学和物理特性ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
注塑模工艺条件干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90C下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210~280C;建议温度:245C。
模具温度:25…70C。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
注射速度:中高速度。
典型用途汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
PA6 聚酰胺6或尼龙6化学和物理特性PA6的化学物理特性和PA66很相似,然而,它的熔点较低,而且工艺温度范围很宽。
它的抗冲击性和抗溶解性比PA66要好,但吸湿性也更强。
因为塑件的许多品质特性都要受到吸湿性的影响,因此使用PA6设计产品时要充分考虑到这一点。
为了提高PA6的机械特性,经常加入各种各样的改性剂。
玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等。
对于没有添加剂的产品,PA6的收缩率在1%到1.5%之间。
加入玻璃纤维添加剂可以使收缩率降低到0.3%(但和流程相垂直的方向还要稍高一些)。
成型组装的收缩率主要受材料结晶度和吸湿性影响。
实际的收缩率还和塑件设计、壁厚及其它工艺参数成函数关系。
对于没有添加剂的产品,PA6的收缩率在1%到1.5%之间。
加入玻璃纤维添加剂可以使收缩率降低到0.3%(但和流程相垂直的方向还要稍高一些)。
成型组装的收缩率主要受材料结晶度和吸湿性影响。
实际的收缩率还和塑件设计、壁厚及其它工艺参数成函数关系。
注塑模工艺条件干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80C以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105C,8小时以上的真空烘干。
熔化温度:230~280C,对于增强品种为250~280C。
模具温度:80~90C。
模具温度很显着地影响结晶度,而结晶度又影响着塑件的机械特性。
对于结构部件来说结晶度很重要,因此建议模具温度为80~90C。
对于薄壁的,流程较长的塑件也建议施用较高的模具温度。
增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。
如果壁厚大于3mm,建议使用20~40C 的低温模具。
对于玻璃增强材料模具温度应大于80C。
注射压力:一般在750~1250bar之间(取决于材料和产品设计)。
注射速度:高速(对增强型材料要稍微降低)。
流道和浇口:由于PA6的凝固时间很短,因此浇口的位置非常重要。
浇口孔径不要小于0.5*t(这里t为塑件厚度)。
如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。
如果用潜入式浇口,浇口的最小直径应当是0.75mm。
典型用途由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造轴承。
PA66 聚酰胺66或尼龙66化学和物理特性PA66在聚酰胺材料中有较高的熔点。
它是一种半晶体-晶体材料。
PA66在较高温度也能保持较强的强度和刚度。
PA66在成型后仍然具有吸湿性,其程度主要取决于材料的组成、壁厚以及环境条件。
在产品设计时,一定要考虑吸湿性对几何稳定性的影响。
为了提高PA66的机械特性,经常加入各种各样的改性剂。
玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等。
PA66的粘性较低,因此流动性很好(但不如PA6)。
这个性质可以用来加工很薄的组件。
它的粘度对温度变化很敏感。
PA66的收缩率在1%~2%之间,加入玻璃纤维添加剂可以将收缩率降低到0.2%~1% 。
收缩率在流程方向和与流程方向相垂直方向上的相异是较大的。
PA66对许多溶剂具有抗溶性,但对酸和其它一些氯化剂的抵抗力较弱。
注塑模工艺条件干燥处理:如果加工前材料是密封的,那幺就没有必要干燥。
然而,如果储存容器被打开,那幺建议在85C 的热空气中干燥处理。
如果湿度大于0.2%,还需要进行105C,12小时的真空干燥。
熔化温度:260~290C。
对玻璃添加剂的产品为275~280C。
熔化温度应避免高于300C。
模具温度:建议80C。
模具温度将影响结晶度,而结晶度将影响产品的物理特性。
对于薄壁塑件,如果使用低于40C的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理。
注射压力:通常在750~1250bar,取决于材料和产品设计。
注射速度:高速(对于增强型材料应稍低一些)。
流道和浇口:由于PA66的凝固时间很短,因此浇口的位置非常重要。
浇口孔径不要小于0.5*t(这里t为塑件厚度)。
如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。
如果用潜入式浇口,浇口的最小直径应当是0.75mm。
典型用途PA66更广泛应用于汽车工业、仪器壳体以及其它需要有抗冲击性和高强度要求的产品。
PBT 聚对苯二甲酸丁二醇酯化学和物理特性PBT是最坚韧的工程热塑材料之一,它是半结晶材料,有非常好的化学稳定性、机械强度、电绝缘特性和热稳定性。
这些材料在很广的环境条件下都有很好的稳定性。
PBT吸湿特性很弱。
非增强型PBT的张力强度为50MPa,玻璃添加剂型的PBT张力强度为170MPa。
玻璃添加剂过多将导致材料变脆。
PBT的;结晶很迅速,这将导致因冷却不均匀而造成弯曲变形。
对于有玻璃添加剂类型的材料,流程方向的收缩率可以减小,但与流程垂直方向的收缩率基本上和普通材料没有区别。
一般材料收缩率在1.5%~2.8%之间。
含30%玻璃添加剂的材料收缩0.3%~1.6%之间。
熔点(225%C)和高温变形温度都比PET 材料要低。
维卡软化温度大约为170C。
玻璃化转换温度(glass trasitio temperature)在22C到43C之间。
由于PBT的结晶速度很高,因此它的粘性很低,塑件加工的周期时间一般也较低。
注塑模工艺条件干燥处理:这种材料在高温下很容易水解,因此加工前的干燥处理是很重要的。
建议在空气中的干燥条件为120C,6~8小时,或者150C,2~4小时。
湿度必须小于0.03%。
如果用吸湿干燥器干燥,建议条件为150C,2.5小时?熔化温度:225~275C,建议温度:250C 。
模具温度:对于未增强型的材料为40~60C。
要很好地设计模具的冷却腔道以减小塑件的弯曲。
热量的散失一定要快而均匀。
建议模具冷却腔道的直径为12mm。
注射压力:中等(最大到1500bar)。
注射速度:应使用尽可能快的注射速度(因为PBT的凝固很快)。
流道和浇口:建议使用圆形流道以增加压力的传递(经验公式:流道直径=塑件厚度+1.5mm)。
可以使用各种型式的浇口。
也可以使用热流道,但要注意防止材料的渗漏和降解。
浇口直径应该在0.8~1.0*t之间,这里t是塑件厚度。
如果是潜入式浇口,建议最小直径为0.75mm。
典型用途家用器具(食品加工刀片、真空吸尘器组件、电风扇、头发干燥机壳体、咖啡器皿等),电器组件(开关、电机壳、保险丝盒、计算机键盘按键等),汽车工业(散热器格窗、车身嵌板、车轮盖、门窗部件等)。
PC 聚碳酸酯化学和物理特性PC是一种非晶体工程材料,具有特别好的抗冲击强度、热稳定性、光泽度、抑制细菌特性、阻燃特性以及抗污染性。
PC的缺口伊估德冲击强度(otched Izod impact stregth)非常高,并且收缩率很低,一般为0.1%~0.2%。
PC有很好的机械特性,但流动特性较差,因此这种材料的注塑过程较困难。
在选用何种品质的PC材料时,要以产品的最终期望为基准。
如果塑件要求有较高的抗冲击性,那幺就使用低流动率的PC材料;反之,可以使用高流动率的PC材料,这样可以优化注塑过程。