雕刻机电机参数、脉冲当量等的计算方法
A18-脉冲量计算方法

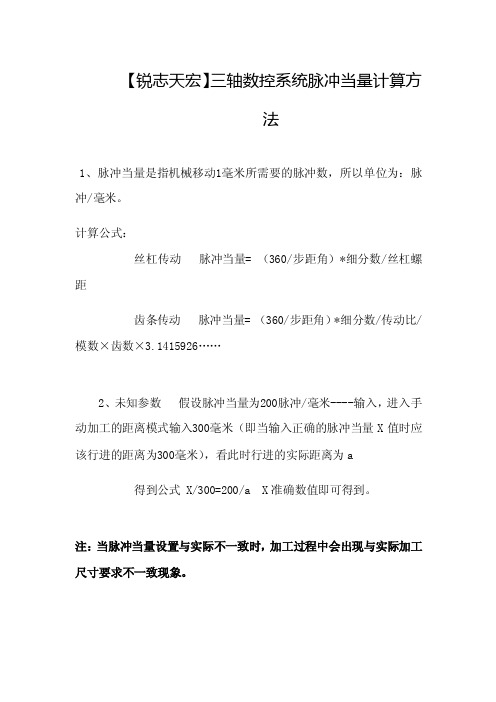
【锐志天宏】三轴数控系统脉冲当量计算方法1、脉冲当量是指机械移动1毫米所需要的脉冲数,所以单位为:脉冲/毫米。
计算公式:丝杠传动脉冲当量= (360/步距角)*细分数/丝杠螺距齿条传动脉冲当量= (360/步距角)*细分数/传动比/模数×齿数×3.1415926……2、未知参数假设脉冲当量为200脉冲/毫米----输入,进入手动加工的距离模式输入300毫米(即当输入正确的脉冲当量X值时应该行进的距离为300毫米),看此时行进的实际距离为a得到公式 X/300=200/a X准确数值即可得到。
注:当脉冲当量设置与实际不一致时,加工过程中会出现与实际加工尺寸要求不一致现象。
【锐志天宏】A18-脉冲当量计算方法锐志天宏A18脉冲当量计算:脉冲当量定义:普通轴:机械每移动1毫米,控制系统需要发出的脉冲数,单位为:脉冲/毫米;旋转轴:机械每转动1度,控制系统需要发出的脉冲数,单位为:脉冲/度;1 伺服驱动部分(以安川Σ-Ⅴ系列为例)A 固定手柄脉冲当量例如手柄脉冲当量固定为X,Y,Z,A轴均为200,此时我只需根绝这个默认的脉冲数值去修改驱动器上的Pn210(电子齿轮比分母,分子Pn20E保持1048576不变)普通轴:A1 机器为齿轮齿条传动1)直齿(X轴为例)Pn210=手柄默认脉冲(200)*模数*齿数*π*传动比(一般为减速1比5,1比10 等)例:模数为1.5 齿数为25 传动比(减速比)为1比10(0.1),那么Pn210=200*1.5*25*3.141592653(3.14)*0.1=2355把这个数值输入进Pn210即可2)斜齿(X轴为例)Pn210=手柄默认脉冲(200)*模数*齿数*π*传动比(一般为减速1比5,1比10 等)/cos(螺旋角)例:模数为1.5 齿数为25 传动比(减速比)为1比10(0.1),螺旋角为19.5度,那么,Pn210=200*1.5*25*3.141592653(3.14)*0.1/cos(19.5)=2959把这个数值输入进Pn210即可Y,Z轴计算方法和X轴完全相同。
(整理)脉冲当量计算
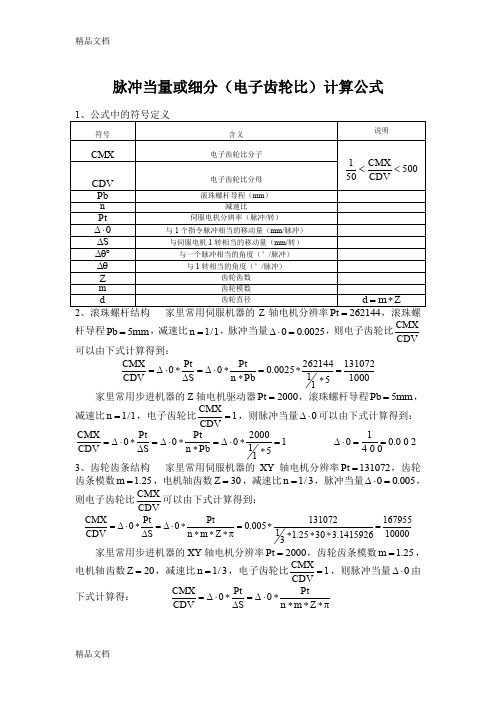
脉冲当量或细分(电子齿轮比)计算公式
杆导程mm 5Pb =,减速比1/1n =,脉冲当量0025.00=⋅∆,则电子齿轮比CDV
CMX 可以由下式计算得到:
100013107251
12621440025.0Pb n Pt 0S Pt 0CDV CMX =**=**⋅∆=∆*⋅∆= 家里常用步进机器的Z 轴电机驱动器2000Pt =,滚珠螺杆导程mm 5Pb =,
减速比1/1n =,电子齿轮比1CDV
CMX =,则脉冲当量0⋅∆可以由下式计算得到: 151
120000Pb n Pt 0S Pt 0CDV CMX =**⋅∆=**⋅∆=∆*⋅∆= 0025.040010==⋅∆ 3、齿轮齿条结构 家里常用伺服机器的XY 轴电机分辨率131072Pt =,齿轮齿条模数25.1m =,电机轴齿数30Z =,减速比3/1n =,脉冲当量005.00=⋅∆,
则电子齿轮比CDV
CMX 可以由下式计算得到: 100001679551415926.33025.13
1131072005.0Z m n Pt 0S Pt 0CDV CMX =****=π****⋅∆=∆*⋅∆= 家里常用步进机器的XY 轴电机分辨率2000Pt =,齿轮齿条模数25.1m =,
电机轴齿数20Z =,减速比3/1n =,电子齿轮比1CDV
CMX =,则脉冲当量0⋅∆由下式计算得: π****⋅∆=∆*⋅∆=Z m n Pt 0S Pt 0CDV CMX
08996875
.1310001415926.32025.13
12000
01=****⋅∆= 50130899687.01000
08996875.130==⋅∆。
数控雕刻机脉冲当量设置及分析计算
70 引言数控雕刻机广泛应用于木工、广告等行业,可在木材、有机玻璃、塑料、金属等各种平面材质表面进行文字雕刻、图案镂铣、轮廓切割、浮雕等雕刻加工,如家具、实木门、广告标识、标牌、工艺品、装饰板等雕刻制作。
数控雕刻机一般由计算机(P C )、雕刻机本体和数控(C N C )系统三部分组成。
数控雕刻加工的一般工作过程是:先在电脑上通过专用CAD/CAM软件完成图案绘制、浮雕建模、工艺排版等设计建模工作,再把设计的图案生成刀具路径和转化为数控系统能识别的NC代码,然后把NC代码传输(或用U盘等存储介质拷贝)到雕刻机控制器中,最后由数控雕刻机控制系统把这些信息转化成能驱动步进电机的脉冲信号,再经步进电机驱动器驱动步进电机带动刀架沿X、Y、Z轴向移动,完成刀具的走刀运动。
同时,雕刻机主轴上按加工材质配置的高速旋转刀具,对固定于工作台上的加工材料进行镂铣切削,即可将在电脑中设计的平面图案或浮雕图案及文字雕刻出来,实现雕刻自动化作业。
数控雕刻机是许多院校家具设计与制造、广告设计与制作、产品造型设计等专业常用的教学实训设备之一。
作为学校实训设备,由于操作人多和使用频繁,个别学生可能出于好奇,在使用过程中随意调整机床的一些参数,导致雕刻加工尺寸不准确,严重的还会造成机床损坏。
笔者在一次指导学生操作数控雕刻机加工标牌时,就遇到了雕刻机的脉冲当量数值被改动造成加工尺寸不准的情况。
下面将通过一次数控雕刻加工中遇到的故障及其排除和解决的经历,重点对数控雕刻机脉冲当量的设置及计算分析进行介绍[1]。
1 问题的发现数控木工雕刻机是本校家具设计与制造专业的教学实训设备之一,使用的是比亚BIY-G1312型雕刻机。
该机具有文字雕刻、区域雕刻、轮廓切割、钻孔雕刻、加工模拟功能、路径模拟功能等,可用于雕刻水晶字、胸牌、P V C 字、有机标牌和浮雕加工等。
最近,学生实训时用该机在木板上雕刻加工时,发现X轴和Y轴方向上的走刀尺寸偏差较大,经粗略测量,走刀尺寸约为设计尺寸数值的2.5倍,即设计为1cm的长度,实际走刀尺寸约为2.5cm。
【2017年整理】三轴数控系统脉冲当量计算方法
【锐志天宏】三轴数控系统脉冲当量计算方法1、脉冲当量是指机械移动1毫米所需要的脉冲数,所以单位为:脉冲/毫米。
计算公式:丝杠传动脉冲当量= (360/步距角)*细分数/丝杠螺距齿条传动脉冲当量= (360/步距角)*细分数/传动比/模数×齿数×3.1415926……2、未知参数假设脉冲当量为200脉冲/毫米----输入,进入手动加工的距离模式输入300毫米(即当输入正确的脉冲当量X值时应该行进的距离为300毫米),看此时行进的实际距离为a得到公式 X/300=200/a X准确数值即可得到。
注:当脉冲当量设置与实际不一致时,加工过程中会出现与实际加工尺寸要求不一致现象。
2009-2010学年杨中文省级专业带头人培养总结轻化工程学院杨中文在院领导及相关职能部门的指导支持下,我基本完成了省级专业带头人的培养计划,做的主要工作有:一、师德师风建设(1)参加学院党校支部书记、总支书记“党建理论与实践培训班”,获结业证书。
(2)参加湖南省教育厅工委党校举办的“基层党校骨干教师培训班”。
(3)2009年获湖南省教育厅直属机关委员会优秀党务工作者称号。
二、学历与职称建设参加了省人力资源与社会保障厅的考评员培训,获塑料制品制作工高级考评员资格证书。
三、专业水准建设(1)参加暑期社会实践,提高了自已的职业能力,有总结及考核表。
(2)参加全国PVC树脂与塑料年会,了解了PVC树脂生产技术的现状与发展趋势。
(3)参加全国塑料管材检测技术,获结业证书。
四、专业建设和教研教改水平建设(1)完成院级精品课《塑料测试技术》的大部分建设工作,确定教学标准及课程教学改革思路,完成项目化教材及课件的制作与部分教学资源的准备。
(2)2010年下期担任材料加工3101班的《高分子材料化学基础》教学,初步形成了该课程的教学改革思路,《高分子材料化学基础》的改革与实践教学改革已经立项为2010年度院级教改课题。
(3)为高分子材料加工技术专业师生开了《高分子科学的发展历程与趋势》讲座。
A18-脉冲当量计算方法

【锐志天宏】三轴数控系统脉冲当量计算方法1、脉冲当量是指机械移动1毫米所需要的脉冲数,所以单位为:脉冲/毫米。
计算公式:丝杠传动脉冲当量= (360/步距角)*细分数/丝杠螺距齿条传动脉冲当量= (360/步距角)*细分数/传动比/模数×齿数×3.1415926……2、未知参数假设脉冲当量为200脉冲/毫米----输入,进入手动加工的距离模式输入300毫米(即当输入正确的脉冲当量X值时应该行进的距离为300毫米),看此时行进的实际距离为a得到公式 X/300=200/a X准确数值即可得到。
注:当脉冲当量设置与实际不一致时,加工过程中会出现与实际加工尺寸要求不一致现象。
【锐志天宏】A18-脉冲当量计算方法锐志天宏A18脉冲当量计算:脉冲当量定义:普通轴:机械每移动1毫米,控制系统需要发出的脉冲数,单位为:脉冲/毫米;旋转轴:机械每转动1度,控制系统需要发出的脉冲数,单位为:脉冲/度;1 伺服驱动部分(以安川Σ-Ⅴ系列为例)A 固定手柄脉冲当量例如手柄脉冲当量固定为X,Y,Z,A轴均为200,此时我只需根绝这个默认的脉冲数值去修改驱动器上的Pn210(电子齿轮比分母,分子Pn20E保持1048576不变)普通轴:A1 机器为齿轮齿条传动1)直齿(X轴为例)Pn210=手柄默认脉冲(200)*模数*齿数*π*传动比(一般为减速1比5,1比10 等)例:模数为1.5 齿数为25 传动比(减速比)为1比10(0.1),那么Pn210=200*1.5*25*3.3(3.14)*0.1=2355把这个数值输入进Pn210即可2)斜齿(X轴为例)Pn210=手柄默认脉冲(200)*模数*齿数*π*传动比(一般为减速1比5,1比10 等)/cos(螺旋角)例:模数为1.5 齿数为25 传动比(减速比)为1比10(0.1),螺旋角为19.5度,那么,Pn210=200*1.5*25*3.3(3.14)*0.1/cos(19.5)=2959把这个数值输入进Pn210即可Y,Z轴计算方法和X轴完全相同。
脉冲当量计算

脉冲当量或细分(电子齿轮比)计算公式
杆导程mm 5Pb =,减速比1/1n =,脉冲当量0025.00=⋅∆,则电子齿轮比CDV
CMX 可以由下式计算得到: 100013107251
12621440025.0Pb n Pt 0S Pt 0CDV CMX =**=**⋅∆=∆*⋅∆= 家里常用步进机器的Z 轴电机驱动器2000Pt =,滚珠螺杆导程mm 5Pb =,
减速比1/1n =,电子齿轮比1CDV
CMX =,则脉冲当量0⋅∆可以由下式计算得到: 151
120000Pb n Pt 0S Pt 0CDV CMX =**⋅∆=**⋅∆=∆*⋅∆= 0025.040010==⋅∆ 3、齿轮齿条结构 家里常用伺服机器的XY 轴电机分辨率131072Pt =,齿轮齿条模数25.1m =,电机轴齿数30Z =,减速比3/1n =,脉冲当量005.00=⋅∆,
则电子齿轮比CDV
CMX 可以由下式计算得到: 100001679551415926.33025.13
1131072005.0Z m n Pt 0S Pt 0CDV CMX =****=π****⋅∆=∆*⋅∆= 家里常用步进机器的XY 轴电机分辨率2000Pt =,齿轮齿条模数25.1m =,
电机轴齿数20Z =,减速比3/1n =,电子齿轮比1CDV
CMX =,则脉冲当量0⋅∆由下式计算得: π
****⋅∆=∆*⋅∆=Z m n Pt 0S Pt 0CDV CMX 08996875.1310001415926.32025.13
1200001=****⋅∆= 50130899687.0100008996875.130==⋅∆。
伺服脉冲当量
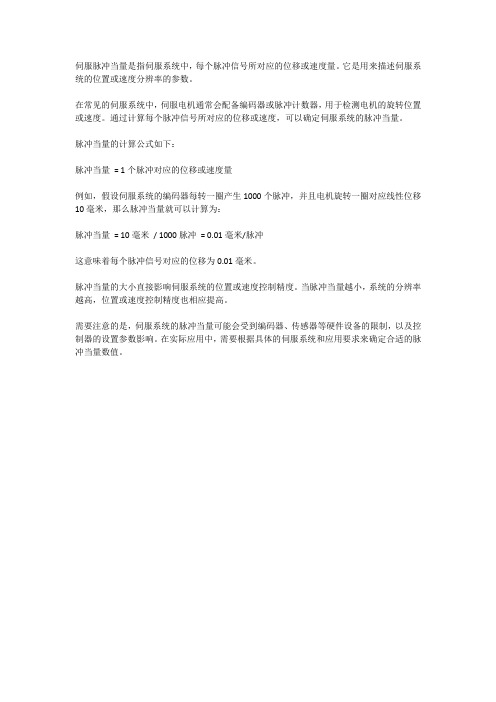
伺服脉冲当量是指伺服系统中,每个脉冲信号所对应的位移或速度量。
它是用来描述伺服系统的位置或速度分辨率的参数。
在常见的伺服系统中,伺服电机通常会配备编码器或脉冲计数器,用于检测电机的旋转位置或速度。
通过计算每个脉冲信号所对应的位移或速度,可以确定伺服系统的脉冲当量。
脉冲当量的计算公式如下:
脉冲当量= 1个脉冲对应的位移或速度量
例如,假设伺服系统的编码器每转一圈产生1000个脉冲,并且电机旋转一圈对应线性位移10毫米,那么脉冲当量就可以计算为:
脉冲当量= 10毫米/ 1000脉冲= 0.01毫米/脉冲
这意味着每个脉冲信号对应的位移为0.01毫米。
脉冲当量的大小直接影响伺服系统的位置或速度控制精度。
当脉冲当量越小,系统的分辨率越高,位置或速度控制精度也相应提高。
需要注意的是,伺服系统的脉冲当量可能会受到编码器、传感器等硬件设备的限制,以及控制器的设置参数影响。
在实际应用中,需要根据具体的伺服系统和应用要求来确定合适的脉冲当量数值。
脉冲当量计算

脉冲当量或细分(电子齿轮比)计算公式
杆导程mm 5Pb =,减速比1/1n =,脉冲当量0025.00=⋅∆,则电子齿轮比CDV
CMX 可以由下式计算得到:
10001310725112621440025.0Pb n Pt 0S Pt 0CDV CMX =**=**⋅∆=∆*⋅∆= 家里常用步进机器的Z 轴电机驱动器2000Pt =,滚珠螺杆导程mm 5Pb =,
减速比1/1n =,电子齿轮比1CDV
CMX =,则脉冲当量0⋅∆可以由下式计算得到: 151
120000Pb n Pt 0S Pt 0CDV CMX =**⋅∆=**⋅∆=∆*⋅∆= 0025.040010==⋅∆ 3、齿轮齿条结构 家里常用伺服机器的XY 轴电机分辨率131072Pt =,齿轮齿条模数25.1m =,电机轴齿数30Z =,减速比3/1n =,脉冲当量005.00=⋅∆,
则电子齿轮比CDV
CMX 可以由下式计算得到: 100001679551415926.33025.13
1131072005.0Z m n Pt 0S Pt 0CDV CMX =****=π****⋅∆=∆*⋅∆= 家里常用步进机器的XY 轴电机分辨率2000Pt =,齿轮齿条模数25.1m =,
电机轴齿数20Z =,减速比3/1n =,电子齿轮比1CDV
CMX =,则脉冲当量0⋅∆由下式计算得: π
****⋅∆=∆*⋅∆=Z m n Pt 0S Pt 0CDV CMX 08996875.1310001415926.32025.13
1200001=****⋅∆= 50130899687.0100008996875.130==⋅∆。
A18-脉冲当量计算方法
【锐志天宏】三轴数控系统脉冲当量计算方法1、脉冲当量是指机械移动1毫米所需要的脉冲数,所以单位为:脉冲/ 毫米。
计算公式:丝杠传动脉冲当量 = (360/ 步距角) * 细分数 / 丝杠螺距齿条传动脉冲当量 = (360/ 步距角)* 细分数 / 传动比 /模数×齿数× 3.1415926⋯⋯毫米 ----输入,进入手2、未知参数假设脉冲当量为200脉冲/动加工的距离模式输入300毫米(即当输入正确的脉冲当量X 值时应该行进的距离为 300毫米),看此时行进的实际距离为a得到公式 X/300=200/a X准确数值即可得到。
注:当脉冲当量设置与实际不一致时,加工过程中会出现与实际加工尺寸要求不一致现象。
【锐志天宏】 A18- 脉冲当量计算方法锐志天宏A18 脉冲当量计算:脉冲当量定义:普通轴:机械每移动1毫米,控制系统需要发出的脉冲数,单位为:脉冲/ 毫米;旋转轴:机械每转动1度,控制系统需要发出的脉冲数,单位为:脉冲/ 度;1 伺服驱动部分(以安川Σ -Ⅴ系列为例)A固定手柄脉冲当量例如手柄脉冲当量固定为X,Y,Z,A 轴均为 200 ,此时我只需根绝这个默认的脉冲数值去修改驱动器上的Pn210 (电子齿轮比分母,分子Pn20E 保持 1048576 不变)普通轴:A1机器为齿轮齿条传动1)直齿( X 轴为例)Pn210= 手柄默认脉冲( 200 )* 模数 * 齿数 * π* 传动比(一般为减速1比5, 1比10等)例:模数为 1.5 齿数为 25 传动比(减速比)为1比 10( 0.1 ),那么Pn210=200*1.5*25*3.141592653(3.14)*0.1=2355把这个数值输入进 Pn210 即可2)斜齿( X 轴为例)Pn210= 手柄默认脉冲( 200 )* 模数 * 齿数 * π* 传动比(一般为减速1比 5 , 1比 10 等)/cos( 螺旋角)例:模数为 1.5 齿数为 25 传动比(减速比)为 1 比 10( 0.1 ),螺旋角为 19.5 度,那么, Pn210=200*1.5*25*3.141592653( 3.14)*0.1/cos(19.5)=2959把这个数值输入进Pn210 即可Y,Z 轴计算方法和X 轴完全相同。
广告木工雕刻机设备调试操作步骤及参数设置

广告木工雕刻机设备调试操作步骤及参数设置广告木工雕刻机设备调试部分设置的参数参数如果调试不正确,将会导致操作不正常,可能造成机械损坏故障和人员受到伤。
建议用户不要随意调试参数,如果需要调试更改,请在精创雕刻机厂家技术工程师的指导下进行调试。
广告木工雕刻机机床参数调试配置步骤:广告木工雕刻机调试方法,是可以通过改变电脉冲的频率就能在很大范围内调整步进电机的转速,从而达到调速的目的,并能快速起动、反转和制动。
脉冲当量是指雕刻机移动1毫米所需要的脉冲数,所以它的单位为:脉冲/毫米。
它的计算公式为:脉冲当量=(360度/步距角)*细分数/丝杠螺距广告木工雕刻机设置项中说明方法,光标自动处于X轴数值上,如果需要修改,直接输入数值,按确定键确认更改,光标自动下移一行直至回上级菜单。
如果不做更改,按停止键直至退回上级菜单。
此时上和下键处于数字输入状态,不能移动光标。
如果脉冲当量数值设置步骤与机床的实际有差异,在执行文件时,加工出来的文件的尺寸就会同要求的不一致。
广告木工雕刻机变频器多段速的OFF状态,对应变频器多段速的ON状态流程说明方法。
按上或下键更改属性,按山和下键光标自动下移一位。
设置完毕后,按确定确认更改并退回上一级菜单流程,按停止键取消更改并退回上级菜单。
L298低位晶体管的发射器连接到一起,而其对应的外部端口则可用来连接一个外部感应电阻。
L298还提供一个额外的电压输入,所以其逻辑电路可以工作在更低的电压下。
其最大工作电流4A,电压DC4.5V~46V。
广告木工雕刻机机床尺寸调试设置步骤机床尺寸指机床的有效运动行程。
在这一项中可设置三轴的最大加工尺寸。
因为本系统把机床尺寸做为软限位的限制位,所以机床尺寸一定要同实际一致,否则就可能出现超限位或撞雕刻机轴的现象。
进入机床雕刻机尺寸参数设置步骤项中,光标自动处于X轴的数值上,如果需要修改,直接输入数值,按确定键确认更改,光标自动下移一行直至回上级菜单。
A18-脉冲当量计算方法
【锐志天宏】三轴数控系统脉冲当量计算方法1、脉冲当量是指机械移动1毫米所需要的脉冲数,所以单位为:脉冲/毫米。
计算公式:丝杠传动脉冲当量= (360/步距角)*细分数/丝杠螺距齿条传动脉冲当量= (360/步距角)*细分数/传动比/模数×齿数×3.1415926……2、未知参数假设脉冲当量为200脉冲/毫米----输入,进入手动加工的距离模式输入300毫米(即当输入正确的脉冲当量X值时应该行进的距离为300毫米),看此时行进的实际距离为a得到公式 X/300=200/a X准确数值即可得到。
注:当脉冲当量设置与实际不一致时,加工过程中会出现与实际加工尺寸要求不一致现象。
【锐志天宏】A18-脉冲当量计算方法锐志天宏A18脉冲当量计算:脉冲当量定义:普通轴:机械每移动1毫米,控制系统需要发出的脉冲数,单位为:脉冲/毫米;旋转轴:机械每转动1度,控制系统需要发出的脉冲数,单位为:脉冲/度;1 伺服驱动部分(以安川Σ-Ⅴ系列为例)A 固定手柄脉冲当量例如手柄脉冲当量固定为X,Y,Z,A轴均为200,此时我只需根绝这个默认的脉冲数值去修改驱动器上的Pn210(电子齿轮比分母,分子Pn20E保持1048576不变)普通轴:A1 机器为齿轮齿条传动1)直齿(X轴为例)Pn210=手柄默认脉冲(200)*模数*齿数*π*传动比(一般为减速1比5,1比10 等)例:模数为1.5 齿数为25 传动比(减速比)为1比10(0.1),那么Pn210=200*1.5*25*3.141592653(3.14)*0.1=2355把这个数值输入进Pn210即可2)斜齿(X轴为例)Pn210=手柄默认脉冲(200)*模数*齿数*π*传动比(一般为减速1比5,1比10 等)/cos(螺旋角)例:模数为1.5 齿数为25 传动比(减速比)为1比10(0.1),螺旋角为19.5度,那么,Pn210=200*1.5*25*3.141592653(3.14)*0.1/cos(19.5)=2959把这个数值输入进Pn210即可Y,Z轴计算方法和X轴完全相同。
雕刻机脉冲参数计算公式

雕刻机脉冲参数计算公式随着数控技术的不断发展,雕刻机已经成为一个不可或缺的设备,意味着脉冲参数计算公式的研究变得尤为重要。
本文将介绍雕刻机脉冲参数计算公式的相关内容。
首先,我们需要了解雕刻机脉冲参数的定义。
脉冲参数是指数控系统输出的脉冲信号所具有的周期、脉宽、占空比以及脉冲幅度等参数。
这些参数直接影响到数控设备的控制精度和稳定性。
根据工作要求,脉冲参数的计算公式也各不相同。
下面,我们将分别介绍计算周期、脉宽、占空比以及脉冲幅度的公式及相关内容。
1. 计算周期在数控设备中,脉冲周期是指脉冲信号的时间间隔。
计算周期的公式为:T = 1 / f。
其中,T表示周期,f为脉冲信号的频率。
频率一般为1kHz,可根据不同工作要求进行调整。
2. 计算脉宽脉宽是指脉冲信号的高电平时间。
可以通过脉冲周期和占空比来计算脉宽。
公式如下:PW = T × D。
其中,PW表示脉宽,T为脉冲周期,D为占空比。
占空比一般为50%。
3. 计算占空比占空比是指脉冲信号高电平时间占整个脉冲周期的比例。
通常情况下,占空比为50%。
但根据具体工作要求,我们可以进行调整。
计算占空比的公式为:D = T1 / T × 100%。
其中,T1为脉冲信号高电平时间。
4. 计算脉冲幅度脉冲幅度是指脉冲信号的高电平电压值。
电压值一般为5V。
但在具体应用中,也需要根据不同工作要求进行调整。
总结起来,对于雕刻机脉冲参数的计算公式,我们需要计算脉冲周期、脉宽、占空比以及脉冲幅度。
这些参数需要根据具体工作要求进行调整。
同时,我们还需要注意脉冲信号的稳定性与控制精度对于加工过程的关键作用,因此在进行脉冲参数计算时需要严格按照相关标准进行操作。
脉冲当量公式
脉冲当量公式脉冲当量是数控机床等设备中一个重要的概念,它指的是每个脉冲所对应的机床移动部件的位移量。
在理解脉冲当量公式之前,咱们先来说说一个有趣的事儿。
有一次我去一个工厂参观,看到工人们正在操作数控机床加工零件。
那台机床看起来就像一个超级精密的大玩具,各种指示灯闪烁,刀具飞速旋转。
其中有个年轻的工人小李,正对着一个加工出来不太合格的零件发愁。
我凑过去和他聊了聊,才知道问题就出在脉冲当量的设置上。
小李跟我说,他原本按照以往的经验设置了脉冲当量,结果这一批零件的精度就是达不到要求。
这可把他急坏了,因为这批零件的交付时间紧迫。
那咱们言归正传,脉冲当量的公式通常表示为:脉冲当量 = 移动部件的位移量 / 发出的脉冲数。
比如说,假如一台机床的丝杠螺距是 6 毫米,电机通过丝杠带动工作台移动,编码器每转一圈发出 1000 个脉冲,而丝杠和电机之间的传动比是 1:1。
那么先算出丝杠转一圈,工作台移动的距离就是 6 毫米。
因为编码器转一圈发出 1000 个脉冲,同时丝杠也转了一圈,所以脉冲当量就是 6 毫米 / 1000 = 0.006 毫米/脉冲。
这个公式看起来简单,可实际应用中却有很多讲究。
脉冲当量设置得太小,机床移动部件的分辨率就高,但加工速度可能会变慢;设置得太大,加工速度是快了,可精度又难以保证。
再回到小李的故事,后来经过技术人员的仔细检查和计算,发现是因为这一批零件的加工要求更高,需要更小的脉冲当量。
经过重新调整参数,机床终于加工出了合格的零件,小李也松了一口气。
在实际的工程应用中,脉冲当量的准确计算和合理设置对于保证机床的加工精度和效率至关重要。
不同类型的机床、不同的加工工艺,都需要根据具体情况来选择合适的脉冲当量。
而且,随着技术的不断进步,新的控制系统和算法也在不断优化脉冲当量的计算和调整方式。
就像我们的生活一样,不断地在变化和进步,需要我们不断地学习和适应。
总之,脉冲当量公式虽然只是一个小小的数学表达式,但它背后却蕴含着丰富的工程知识和实践经验。
脉冲当量——精选推荐
步进电机当量如何设置的1、首先认识丝杠,螺距(导程)5mm的丝杠就是每两个丝的间距是5mm;2、步进电机是1.8度200步进,走一圈就是200×1.8=360度3、驱动器是32细分就是把1.8在分成32次4、所以经过驱动器的电机每一步进就是1.8度÷32=0.05625度5、所以每转一圈就是200×32=6400步进6、导程5的丝杠每转一圈走5毫米,每一步进就是5÷6400=0.00078125毫米,这就是电机参数。
7、用1除以电机参数就是脉冲当量:1÷0.00078125=1280,就是每走1毫米需要多少步进,就是脉冲当量。
脉冲当量相对于每一脉冲信号的机床运动部件的位移量称为脉冲当量,又称作最小设定单位。
脉冲增量插补是行程标量插补,每次插补结束产生一个行程增量,以脉冲的方式输出。
这种插补算法主要应用在开环数控系统中,在插补计算过程中不断向各坐标轴发出互相协调的进给脉冲,驱动电机运动。
一个脉冲所产生的坐标轴移动量叫做脉冲当量。
脉冲当量是脉冲分配的基本单位,按机床设计的加工精度选定,普通精度的机床一般取脉冲当量为:0.01mm,较精密的机床取0.001mm 或0.005mm 。
采用脉冲增量插补算法的数控系统,其坐标轴进给速度主要受插补程序运行时间的限制,一般为1~3m/min。
脉冲增量插补主要有逐点比较法、数据积分法、直线函数法等。
脉冲当量影响数控机床的加工精度,它的值取得越小,加工精度越高。
“脉冲当量”在学术文献中的解释1、如果我们将飞锯车所走的距离与步进电机的功率脉冲Fs之比称为脉冲当量,则不同的齿轮配比可得到不同的脉冲当量.当脉冲当量一定时,则飞锯车所走的位移为步进电机的功率脉冲数与脉冲当量的乘积文献来源 2、伺服系统伺服系统也叫做执行机构它将数控装置的脉冲信号转换为机床运动部件相应的位移量称为脉冲当量.日线的驱动部分全部采用交流电气伺服系统与”脉冲当量”;相关的学术图片。