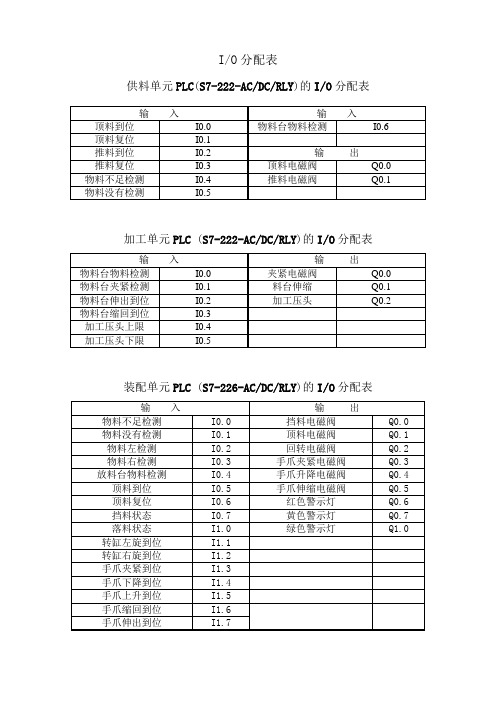
IO分配表
IO分配表
输出
物料台物料检测
I0.0
夹紧电磁阀
Q0.0
物料台夹紧检测
I0.1
料台伸缩
Q0.1
物料台伸出到位
I0.2
加工压头
Q0.2
物料台缩回到位
I0.3
加工压头上限
I0.4
加工压头下限
I0.5
装配单元PLC(S7-226-AC/DC/RLY)的I/O分配表
输入
输出
物料不足检测
I0.0
挡料电磁阀
Q0.0
物料没有检测
变频器7#
Q0.3
推杆1到位
I0.0
变频器5#
Q0.4
推杆2到位
I0.1
变频器6#
Q0.5
急停按钮
I0.5
启动/停止按钮
I0.6
输送单元PLC(S7-226-DC/DC/DC)的I/O分配表
输入
输出
原点行程开送
I0.0
步进电机脉冲信号
Q0.0
I0.1
Q0.1
右限位行程开关
I0.2
步进电机方向信号
Q0.2
左限位行程开关
I0.3
提升台电磁阀
Q0.3
提升台下限
I0.4
回转气缸电磁阀
Q0.4
提升台上限
I0.5手爪伸出电Fra bibliotek阀Q0.5
转缸左转到位
I0.6
手爪夹紧电磁阀
Q0.6
转缸右转到位
I0.7
手爪放松电磁阀
Q0.7
手爪伸出到位
I1.0
手爪缩回到位
I1.1
手爪夹紧状态
I1.2
工作方式选择(单/多周)
IO分布表
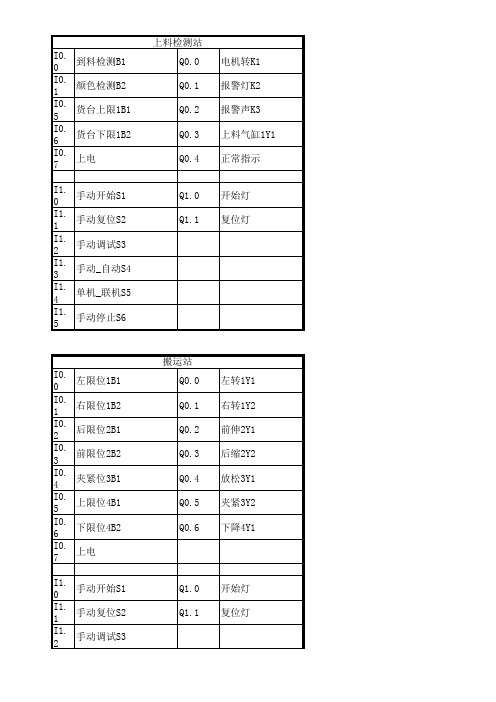
前气缸弹出1Y1 前气缸缩回1Y2 后气缸弹出2Y1 后气缸缩回2Y2 气夹打开3Y1 气夹夹紧3Y2 手臂低下4Y1 开始灯 复位灯
I0.0 X轴限位B1 I0.1 Y轴限位B2 I0.3 推出限位1B1 I0.4 退回限位1B2 I0.7 上电 I1.0 手动开始S1 I1.1 手动复位S2 I1.2 手动调试S3 I1.3 手动_自动S4 I1.4 单机_联机S5 I1.5 手动停止S6
I0.0 到料检测B1 I0.1 颜色检测B2 I0.5 货台上限1B1 I0.6 货台下限1B2 I0.7 上电 I1.0 手动开始S1 I1.1 手动复位S2 I1.2 手动调试S3 I1.3 手动_自动S4 I1.4 单机_联机S5 I1.5 手动停止S6
上料检测站 Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q1.0 Q1.1
分类站 Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q1.0 Q1.1
X轴步进电机 Y轴步进电机 X反向驱动 Y反向驱动 物料推出1Y1 开始灯 复位灯
吸盘前伸1Y1 吸盘回位1Y2 物料选择黑2Y1 物料选择白2Y2 吸盘放气3Y1 吸盘吸气3Y2 物料推出4Y1 开始灯 复位灯
安装搬运站 I0.0 前气缸弹回限位1B1 Q0.0 I0.1 前气缸弹出限位1B2 Q0.1 I0.2 后气缸弹回限位2B1 Q0.2 I0.3 后气缸弹出限位2B2 Q0.3 I0.5 手臂低下限位4B1 Q0.4 I0.6 手臂抬起限位4B2 Q0.5 I0.7 上电 Q0.6 I1.0 手动开始S1 I1.1 手动复位S2 I1.2 手动调试S3 I1.3 手动_自动S4 I1.4 单机_联机S5 I1.5 手动停止S6 Q1.0 Q1.1
电机转K1 报警灯K2 报警声K3 上料气缸1Y1 正常指示 开始灯 复位灯
PLC IO分配表

报警
Q0.4
输出标准值
VD208
回路表
VB200
采样值
AIW4
输入标准值
VD200
中断时间
SMBБайду номын сангаас4
微分时间
VD224
积分时间
VD220
采样时间
VD216
增益
VD212
设定值
VD204
USS通信子程序部分
打开变频器驱动器RUN
I0.0
驱动器滑行至停止OFF2
I0.1
驱动器停止迅速OFF3
I0.2
清除驱动器障碍F-ACK
I0.3
改变方向DIR
I0.4
驱动器速度Speed_SP
VD10
收到应答Resp-R
V100.1
通信请求结果的错误字节Error
VB103
全速百分比Speed
VD16
驱动器返回的状态字原始数值Status
VW104
表示驱动器的旋转方向D_Dir
Q0.1
驱动器上的禁止位状态inhibit
Q0.2
故障位状态Fault
Q0.3
运行启用
Q0.0
数值采样及数值滤波部分
反馈值输入
AIW0(EM235)
采样和
VD132
采样计数
VB150
中断时间
SM35
采样平均值
AC3
采样输出值
VD30
PID I/O及软元件分配表
PLC的IO分配表

4) PLC的I/O分配见下表。
PLC I/O分配5)进采集器工艺参数分配见下表:2.2.5 系统人机画面设计1)、PLC控制系统画面采用组态王6.5软件组态,实时动态显示机组振动,温度,压力,阀门开度等参数。
设有远程操作按钮。
显示画面,报警记录,历史曲线画面任意切换。
主画面显示十台机组运行概况及高低压母管压力、每台机组电动阀开度、主机电流等重要参数。
若需要更详细的机组参数,需点出相应按钮即出现机组振动,温度,压力,阀门开度,电流等详细参数。
另外设有各种报警记录,历史趋势及各种操作记录等画面。
画面功能与风格可应用户要求自由更改。
2)、振动监测、分析画面采用标准WINDOWS开发系统,全中文菜单设计,界面友好,操作方面。
3、系统各部分功能及技术指标本监测系统包括六大部分:3.1 智能数据采集站数据采集系统是整个网络中最前端的工作站,其主要目的是将各种被监测物理量采集、传送。
为了提高数据采集站的可靠性和稳定性,采用工业控制计算机主机板、机箱和电源,配合特殊设计的各种信号调理板,完全满足现场苛刻的环境。
数据采集器可靠性指标为平均无故障时间不小于40000小时。
3.3.1 功能数据采集站的任务是采集所有测点的被监测数据,将数据传送给服务器。
3.3.2 特点1)自由采集。
本系统每周期采集32点,每次采集16个周期。
2) 跟踪滤波。
该系统所用的采集器采用特殊设计的七阶椭圆低通滤波器,该滤波器的拐点频率f0可通过改变时钟脉冲频率f c任意设定(滤波器的拐点频率在10Hz 和25KHz之间),因此控制低通滤波器的时钟频率即可方便地实现跟踪抗混滤波。
3)“黑匣子”功能。
“黑匣子”功能对故障数据长期保存,以利进一步深入分析。
数据为正常文件、异常文件和实时数据几种。
4) 工艺参数光电隔离。
对不允许共地的工艺参数信号,采集器专门设计了全光电隔离信号调理板,可实现各路工艺参数信号之间以及与采集系统完全隔离,隔离的耐压为±1000V。
IO分配表

常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点
DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI
NODE.5-SLOT.8(ADV151)
通道
CHANNEL
%Z057101 XA-P0615A %Z057102 XL-P0615A %Z057103 XA-P0615B %Z057104 XL-P0615B %Z057105 XA-P0615C %Z057106 XL-P0615C %Z057107 XA-P0616A %Z057108 XL-P0616A %Z057109 XA-P0616B %Z057110 XL-P0616B %Z057111 XA-P0617A %Z057112 XL-P0617A %Z057113 XA-P0617B %Z057114 XL-P0617B
信号类型 Байду номын сангаас件类型
常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 DI DI DI DI DI DI DI DI DI DI DI DI DI DI
备注
CH01 CH02 CH03 CH04 CH05 CH06 CH07 CH08 CH09 CH10 CH11 CH12 CH13 CH14
信号类型 卡件类型
常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 常开接点 DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI
IO分配表

1.根据STM32F103VC的PA-PE口为排列顺序,列出各个IO口在实验板上的功能.IO脚管脚号功能备注PA0 23 28J60片选/WKUP功能WKUP脚在板上预留焊盘PA1 24 外挂ADPA2 25 TX2PA3 26 RX2PA4 29 声音采样AD,声音输出DA 板上模拟电路的部分PA5 30 SCK1(25F,SD卡)PA6 31 MISO1(25F,SD卡)PA7 32 MOSI1(25F,SD卡)PA8 67 LED1,声音PWM,马达PWMPA9 68 TX1PA10 69 RX1PA11 70 USBDMPA12 71 USBDPPA13 72 JTAG-JTMSPA14 76 JTAG-JTCKPA15 77 JTAG-JTDIPB0 35 LED8,2046片选PB1 36 后备ADC,可调电阻ADCPB2 37 BOOT1,小LCD片选PB3 89 JTAG-JTDOPB4 90 JTAG-JNTRSTPB5 91 LED7,CH375片选PB6 92 I2C-SCL,SD卡LOCK信号通过板上跳线选择PB7 93 I2C-SDA,28J60的INT 通过板上跳线选择PB8 95 LED6,TFT屏片选PB9 96 LED5,红外发射红外发射需跳线连接PB10 47 红外接收PB11 48 LCD复位,网卡复位PB12 51 2046的INT脚PB13 52 SCK2-小LCD通信,触摸芯片,网卡PB14 53 MISO2-小LCD通信,触摸芯片,网卡PB15 54 MOSI2-小LCD通信,触摸芯片,网卡PC0 15 CH375的INT PC1 16 CH375复位PC2 17 虚拟总线写信号PC3 18 虚拟总线读信号PC5 34 LED4,TFT背光LED4亮,TFT背光也亮PC6 63 USB从设备插入控制PC7 64 LED3,SD卡片选PC8 65 SDIO0PC9 66 SDIO1PC10 78 SDIO2PC11 79 SDIO3PC12 80 SDIOCKPC13 7 25F080片选PC14 8 32768晶振PC15 9 32768晶振PD0 81 CAN-RXPD1 82 CAN-TXPD2 83 SDIO_CMDPD3 84 KEY1 PD4 85 KEY2 这些IO也作为电容按键的IOPD5 86 KEY3 PD6 87 KEY4 这些IO也作为电容按键的IOPD7 88 LED2,SD插入检测SD卡插入时,LED2会亮PD8 55 行列键盘列1PD9 56 行列键盘列2PD10 57 行列键盘列3PD11 58 行列键盘列4PD12 59 行列键盘行1PD13 60 行列键盘行2PD14 61 行列键盘行3PD15 62 行列键盘行4PE0 97 虚拟总线D0PE1 98 虚拟总线D1PE2 1 虚拟总线D2PE3 2 虚拟总线D3PE4 3 虚拟总线D4PE5 4 虚拟总线D5PE6 5 虚拟总线D6PE7 38 虚拟总线D7PE8 39 虚拟总线D8PE9 40 虚拟总线D9PE10 41 虚拟总线D10PE12 43 虚拟总线D12PE13 44 虚拟总线D13PE14 45 虚拟总线D14PE15 46 虚拟总线D152.根据板上功能模块列出的IO口分布.功能模块占用IO 备注JTAG,SWD调试接口PB3,PB4,PA13,PA14,PA15行列键盘PD8~PD15独立IO键盘PD3~PD6 与电容触摸按键复用电容式触摸按键PD3~PD6 与独立IO键盘复用ISP控制脚BOOT1 PB2 与小LCD的CS脚复用可调电阻ADC/板上预留AD PB1 通过跳线选择AD源板上外部引入AD PA1LED1 PA8 与马达驱动,音频输出复用LED2 PD7 与SD卡插入检测复用LED3 PC7 与SD卡CS脚复用LED4 PC5 与TFT的背光复用LED5 PB9 与红外发射端复用LED6 PB8 与TFT屏的CS复用LED7 PB5 与CH375的CS复用LED8 PB0 与7846/2046触摸芯片CS 复用25VF080 PC13,PA5,PA6,PA7 SPI部分与SD卡复用SD卡SPI模式PB6,PD7,PC7,PA5,PA6,PA7 SPI部分与25VF080复用, CS与LED3复用,插入检测与LED2复用, LOCK脚通过跳针选择SD卡SDIO模式PC8,PC9,PC10,PC11,PC12,PD2 SDIO模式无需CS脚TSC2046 PB0,PB12,PB13,PB14,PB15 CS与LED8复用,SPI与28J60复用ENC28J60 PA0,PB7,PB11,PB13,PB14,PB15 中断脚通过跳线选择, SPI口与TSC2046复用, 复位脚与大小LCD复位脚复用128*64小LCD PC4,PB2,PB11,BP13,PB15 PC4:A0,同时也是CH375和TFT的A0;PB2:BOOT1,LCD的CS脚PB11:28J60和大小LCD的复位脚外接SPI插针PB9,PB13,PB14,PB15 外接SPI的CS与红外发射,LED5复用,SPI接口与TSC2046,ENC28J60复用USART-串口1,2 PA2,PA3,PA9,PA10 PA9,PA10为串口2,通过跳线接合,不用时可断开跳帽作普通IOUSB-DEVICE PA11,PA12,PC6CAN接口PD0,PD1 通过跳线接合,不使用CAN时可断开以作普通IOI2C 24C01/24C01A PB6,PB7 PB6:SCL与SD卡LOCK脚通过跳线选择,PB7:SDA 与28J60的INT脚通过跳线选择马达PA8 与LED1复用,为PWM脚喇叭,音频输出座PA8/PA4 跳线选择PA8接通放大器输出至音频,则音频通过PWM模拟输出;跳线选择PA4,则音频可以通过片上DA输出红外发射PB9 与LED5复用红外接收PB10麦克风PA4 PA4作为模拟输出,同时也是模拟输出.通过跳线选择.USB-HOST CH375 PB5,PC0,PC1,PC2,PC3,PE0~PE7 IO模拟总线,模拟总线还连接到TFT上,PC1:CH375复位脚;PC0,CH375 INT脚;PB5,CS脚,与LED7复用TFT_LCD PB8,PC5,PB11,PC2,PC3,PC4,PE0~PE15CS与LED6复用;RST脚与28J60,小LCD的复位脚复用;背光控制与LED4复用。
plc编程的io分配表

PLC编程的IO分配表1. 什么是PLC编程的IO分配表?在PLC(可编程逻辑控制器)编程中,IO分配表是一个重要的文档,用于记录PLC系统中所有输入(Input)和输出(Output)连接的设备的信息。
IO分配表提供了一个全面的视图,展示了每个IO点的名称、类型、物理连接、信号描述等重要信息,以便编程人员能够正确配置和操作PLC系统。
IO分配表的编写是PLC编程前的必要步骤之一,它在PLC系统的安全、可靠运行中起到了关键作用。
通过IO分配表,编程人员能够更好地了解每个IO点的功能和连接方式,也能更方便地进行故障排除和系统维护。
2. IO分配表的内容一个完整的IO分配表应包含以下内容:2.1 IO点编号每个IO点都应有一个唯一的编号,以便在编程中准确地引用和操作它。
2.2 IO点名称每个IO点应有一个简明扼要的名称,通常以字母或数字的组合形式表示。
IO点名称应具备一定的描述性,能够准确地反映所连接设备的功能。
2.3 IO点类型IO点类型是指该IO点所连接的设备的性质,例如输入(Input)或输出(Output),以及具体的功能类型,如开关、传感器、马达等。
IO点类型的正确区分对于PLC编程的正确性至关重要。
2.4 IO点物理连接IO点的物理连接是指该IO点所连接的设备的电气连接方式,包括接线端子、插座、开关等。
物理连接的准确描述有助于编程人员正确地布线和连接IO设备。
2.5 IO点信号描述IO点的信号描述是对该IO点所连接设备的工作原理和信号特征的描述。
准确的信号描述能帮助编程人员更好地理解和处理IO信号,在编程过程中起到重要的参考作用。
2.6 IO点状态IO点状态指示该IO点当前的工作状态,一般分为两个状态:开(ON)和关(OFF)。
IO点状态能够用于显示和判断设备的工作情况。
3. IO分配表的作用IO分配表在PLC编程中起到了重要的作用,具体包括以下几个方面:3.1 确保正确的IO配置IO分配表提供了对PLC系统中每个IO点的全面了解,能够帮助编程人员正确配置每个IO点的功能和连接方式。
s7300io分配表485

s7300io分配表4851. 什么是s7300io分配表485?s7300io分配表485是指在S7-300系列PLC(可编程逻辑控制器)中使用RS-485通信协议进行输入输出(IO)分配的表格。
该表格用于配置和管理PLC与其他设备之间的通信,以实现数据的传输和控制。
2. s7300io分配表485的作用s7300io分配表485的主要作用是帮助工程师在PLC系统中进行IO分配和配置工作。
通过该表格,工程师可以清楚地了解每个IO模块的地址、类型、通信速率等信息,从而更好地管理和控制PLC系统。
3. s7300io分配表485的结构s7300io分配表485通常包括以下几个部分:3.1 IO模块列表IO模块列表是s7300io分配表485的主要部分之一,其中列出了所有在PLC系统中使用的IO模块的信息。
每个IO模块通常包括模块地址、模块类型、通信速率等信息。
3.2 输入模块分配输入模块分配部分用于记录每个输入模块的分配情况。
在该部分中,可以列出每个输入模块的地址、连接设备的名称、连接方式等信息,以帮助工程师清楚地了解输入模块的使用情况。
3.3 输出模块分配输出模块分配部分与输入模块分配类似,用于记录每个输出模块的分配情况。
在该部分中,可以列出每个输出模块的地址、连接设备的名称、连接方式等信息,以便工程师了解输出模块的使用情况。
3.4 通信设置通信设置部分包括了与IO模块通信相关的设置信息。
这些设置信息可以包括通信速率、通信协议、通信地址等,用于确保PLC系统与其他设备之间的正常通信。
4. 如何编写s7300io分配表485?编写s7300io分配表485需要遵循以下步骤:4.1 确定IO模块首先,需要确定在PLC系统中使用的IO模块。
根据实际需求,选择适合的输入模块和输出模块,并记录它们的型号和数量。
4.2 填写IO模块列表在s7300io分配表485的IO模块列表部分,根据实际情况填写每个IO模块的地址、类型和通信速率等信息。
IO分布点(12)

第 6 页,共 6 页
深圳市合技自动化系统有限公司
PLC1#站I/O点分布表 站 点分布表
站号:1 通道号 00 01 02 03 04 05 06 07 位号 1#提升泵运行频率 2#提升泵运行频率 3#提升泵运行频率 4#提升泵运行频率 1#提升泵运行电流 2#提升泵运行电流 3#提升泵运行电流 4#提升泵运行电流 描述 信号类型 AI AI AI AI AI AI AI AI 4~20mA 4~20mA 4~20mA 4~20mA 4~20mA 4~20mA 4~20mA 4~20mA 站号:1 通道号 00 01 02 03 04 05 06 07 位号 1#液位计 2#液位计 1#栅格机液位差计 2#栅格机液位差计 H2S浓度计 备用 备用 备用 描述 信号类型 AI AI AI AI AI AI AI AI 4~20mA 4~20mA 4~20mA 4~20mA 4~20mA 4~20mA 4~20mA 4~20mA 框架号:01 量程 槽号:02 信号来源 IO板型号:331-1KF01-0AB0 备注 框架号:01 量程 槽号:01 信号来源 IO板型号:331-1KF01-0AB0 备注
第 2 页,共 6 页
深圳市合技自动化系统有限公司
PLC1#站I/O点分布表 站 点分 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 地址 1#栅格机自动 1#栅格机运行 1#栅格机故障 2#栅格机自动 2#栅格机运行 2#栅格机故障 输送机自动 输送机运行 输送机故障 1#电动球阀自动 1#电动球阀运行 1#电动球阀故障 1#电动球阀全开 1#电动球阀全关 2#电动球阀自动 2#电动球阀运行 2#电动球阀故障 2#电动球阀全开 2#电动球阀全关 3#电动球阀自动 3#电动球阀运行 3#电动球阀故障 3#电动球阀全开 3#电动球阀全关 4#电动球阀自动 4#电动球阀运行 4#电动球阀故障 4#电动球阀全开 4#电动球阀全关 备用 备用 备用 描述 信号类型 DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI DI 站号:1 置位状态 自动 运行 故障 自动 运行 故障 自动 运行 故障 自动 运行 故障 全开 全关 自动 运行 故障 全开 全关 自动 运行 故障 全开 全关 自动 运行 故障 全开 全关 框架号:02 复位状态 手动/停止 停止 正常 手动/停止 停止 正常 手动/停止 停止 正常 手动/停止 停止 正常 全关/中间 全开/中间 手动/停止 停止 正常 全关/中间 全开/中间 手动/停止 停止 正常 全关/中间 全开/中间 手动/停止 停止 正常 全关/中间 全开/中间 槽号:02 信号来源 IO板型号:321-1BL000AA0 备注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
o6
左旋电磁阀
Y004
I7
摆缸左限到位
X005
o7
右旋电磁阀
Y005
I8
摆缸右限到位
X006
o8
伸出电磁阀
Y006
I9
手爪伸出到位
X007
o9
夹紧电磁阀
Y007
I10
手爪缩回到位
X010
o10
放松电磁阀
Y010
I11
手爪夹紧
X011
I12
伺服报警信号
X012
X013
X014
停止按钮
X024
HL1(黄灯)
X003
5
手爪夹紧电磁阀
Y003
I6
物料台物料检测XLeabharlann 046手爪升降电磁阀
Y004
I7
顶料到位
X005
7
手爪伸缩电磁阀
Y005
I8
顶料复位
X006
8
红色警示灯
Y006
I9
挡料状态
X007
9
黄色警示灯
Y007
I10
落料状态
X010
10
绿色警示灯
Y010
I11
转缸左旋到位
X011
I12
转缸右旋到位
X012
端子号
输入
端子号
输出
I2
物料台物料检测
X000
o2
夹紧电磁阀
Y000
I3
物料台夹紧检测
X001
o4
料台伸缩电磁阀
Y001
I4
物料台伸出到位
X002
o5
加工冲压电磁阀
Y002
I5
物料台缩回到位
X003
I6
加工压头上限
X004
I7
加工压头下限
X005
停止按钮
X012
HL1(黄灯)
Y007
启动按钮
X013
I13
手爪夹紧到位
X013
I14
手爪下降到位
X014
I15
手爪上升到位
X015
I16
手爪缩回到位
X016
I17
手爪伸出到位
X017
停止按钮
X024
HL1(黄灯)
Y015
启动按钮
X025
HL2(绿灯)
Y016
急停按钮
X026
HL3(红灯)
Y017
单机/全线
X027
表(e)分拣单元PLC(FX2N-32MR)的I/O分配及端子接线表
HL2(绿灯)
Y010
急停按钮
X014
HL3(红灯)
Y011
单机/全线
X015
表(d)装配单元PLC(FX2N-48MR)的I/O分配表
端子号
输入
端子号
输出
I2
物料不足检测
X000
2
挡料电磁阀
Y000
I3
物料没有检测
X001
3
顶料电磁阀
Y001
I4
物料左检测
X002
4
回转电磁阀
Y002
I5
物料右检测
X007
I10
推杆2到位
X010
I11
推杆3到位
X011
停止按钮
X012
HL1(黄灯)
Y007
启动按钮
X013
HL2(绿灯)
Y010
急停按钮
X014
HL3(红灯)
Y011
单机/全线
X015
X003
I6
物料台检测
X004
I7
物料不足检测
X005
I8
物料没有检测
X006
I9
金属物料检测
X007
停止按钮
X012
HL1(黄灯)
Y007
启动按钮
X013
HL2(绿灯)
Y010
急停按钮
X014
HL3(红灯)
Y011
单机/全线
X015
表(c)加工单元PLC(FX2N-32MR)的I/O分配及端子接线表
端子号
输入
端子号
输出
I2
光电编码器B相
X000
o2
推杆1电磁阀
Y004
I3
光电编码器A相
X001
o3
推杆2电磁阀
Y005
I4
光电编码器Z相
X002
o4
推杆3电磁阀
Y006
I5
物料口检测
X003
I6
金属传感器检测
X004
电机正传
Y000
I7
光纤传感器检测
X005
电机反转
Y001
I8
X006
I9
推杆1到位
“三菱”机型的I/O分配及端子接线表
表(a)搬运单元PLC(FX1N-40MT)的I/O分配及端子接线表
端子号
输入
端子号
输出
I2
原点传感器检测
X000
o2
脉冲
Y000
I3
右限位行程开关
X001
Y001
I4
左限位行程开关
X002
o3
方向
Y002
I5
提升下限检测
X003
o5
提升电磁阀
Y003
I6
提升上限检测
Y015
启动按钮
X025
HL2(绿灯)
Y016
急停按钮
X026
HL3(红灯)
Y017
单机/全线
X027
表(b)供料单元PLC(FX2N-32MR)的I/O分配及端子接线表
端子号
输入
端子号
输出
I2
顶料到位
X000
o2
顶料电磁阀
Y000
I3
顶料复位
X001
o3
推料电磁阀
Y001
I4
推料到位
X002
I5
推料复位