激光雕刻网纹辊
激光雕刻网纹辊加工工艺技术讲解

激光雕刻网纹辊加工工艺技术在包装印刷行业中,柔性版印刷技术已经成为一种主要的印刷方式,柔版印刷品占全美包装印品的75%,产值相当于900亿美元,人们不再认为柔版印刷只能印一些实地与粗网线的低档印品。
对印刷者来说,柔版印刷与胶印、凹印相比还有一个最大的差别,那就是柔印使用的是水基油墨。
随着保护环境的呼声日益高涨,柔性版印刷的优势愈来愈明显。
网纹辊(anilox roll是给柔性版定量传墨的机构,其表面是由无数大小一致、分布均匀的凹孔即网穴(又称“着墨孔”组成,油墨通过这些凹孔被传递到印版上,因此,网纹辊是柔性版印刷机的“心脏”。
一、滚压法滚压法加工网穴与普通滚花类似,滚刀体表面切削出正反螺旋线,形成与所要求的网纹辊网穴对应的凸起网点,在车床上使滚刀与待加工的网纹辊辊体合压对滚,即可冷轧完成网穴的加工。
二、电子雕刻法与凹印滚筒的电子雕刻方法原理类似。
这两种加工方法,所采用的钢质辊体一般都要镀铜,无论是滚压还是电子雕刻都在铜层上进行。
加工完成后,还要在网纹辊表面镀上一层铬或陶瓷,主要是提高网纹辊的耐磨性,镀铬层一般厚度为12.7-17.78μm,喷涂陶瓷的厚度为25.4-30.48μm,这两种方法形成的网纹辊分别被称为金属镀铬网纹辊和喷涂陶瓷网纹辊。
三、激光雕刻法它是应用激光束作为动力对网纹辊表面进行蚀刻加工。
网纹辊在激光雕刻之前,先用等离子的方法,将金属氧化物(A12O3、Cr2O3或矾土-钛熔化、喷涂在金属辊表面,形成牢固、致密的陶瓷薄膜,然后用激光雕刻,激光的高能量使陶瓷汽化蒸发,移出网穴。
采用这种加工方法形成的网纹辊称之为陶瓷网纹辊。
机械雕刻网纹辊的雕刻线数最高能达到500线/英寸,而激光雕刻网纹辊最高可达1200线/英寸,较高的网线数可以形成更薄、更均匀的墨膜,能够减少网点扩大,可以满足精细印刷的要求。
陶瓷网纹辊是现在最普遍采用的网纹辊。
金属镀铬网纹辊的耐印率为1000-3000万次,造价比较低,由于镀层太薄,所以极易磨损,磨损后网穴体积发生变化,影响印刷质量。
网纹辊的今天和明天

同时,也可 以提高 网纹辊的线数 。
由于 二氧化碳激 光器形成高 网
的是 网穴 可 以容 纳 多少 油 墨 ,这 线的能力不够令人满意 ,很多 网纹
机械方式制成 的网穴外观 上呈 个 指标 与 它 们 向印版 转 移 的墨量 辊 公司在制作 网纹辊时采用 的是功
方形 。 自2 世纪 7 年代 末出现 激光 是 完全 不 同 的 。油 墨从 网穴 转移 率约 为2 0W 0 0 0 的光 纤激 光器 。最 新
关,研 究开发新的性 能优异 的油墨 生产原料是从根本
上解 决这些问题 的最有效手段之一 。主要 的研发 内容 有如下几个方面 。 ( 开发无毒 、高效 的光引发剂; 1 ) ( 开发无毒 、无刺激性活性单体; 2 )
( 开发多功 能的预聚物树脂; 3 ) ( 研 发阳离子 引发剂 固化技术 。 4 )
辊用于 印刷 墨量 不大的印品 ,如渐 某些情况下 ,3 。的角度在 使用 黏 0 变色 的印刷 。
一
直采用较高线数 的网纹辊 ,其 网
性油墨 时效果会更好 一些 。菱形的 线数 已经达 到1 0 p ,容纳 的墨 0l i 5
在使用激光雕刻 网纹辊之前 ,
4 5。角可 以追 溯 到铬 滚 筒雕 版 的 量 大约 为1 8 C 。为 了制作 具有 . M B
前国 内的u 油墨技术与发达 国家和地区相 比还有一定 v
差距 ,高档u 油墨 的品种 和质量 差距 更大 。究其 原 v 因,我国的U 技术研发起步晚 ,参与这一领域研发的 v 科研机构数量和水平明显落后于发达国家 。更重要的 是 ,国内可供u 油墨生产选择 的上游化工原材料 品种 v 及其质量远不及 发达 国家。 可 以预见 ,随着U 油 墨技术 的发展 ,经过油墨制 v
陶瓷激光雕刻网纹辊的加工工序与特点

陶瓷激光雕刻网纹辊的加工工序与特点2005/2/17/16:20这类辊是在铁辊表面以热喷涂方式制备了200~300μ的陶瓷涂层,研磨后用激光雕刻机在陶瓷涂层上直接雕刻出网穴而获得的。
起初,喷涂技术和激光技术等主要工艺要素不完善,而经过各方面的改良,现在激光雕刻网纹辊的雕刻线数、深度、网穴容积能够自由设定,网穴容积的均一性和再现性好,被评价为最适合用高质量柔性版印刷的网纹辊,并迅速受到青睐。
陶瓷激光雕刻网纹辊的加工方法80年代,日本在牛奶盒,软包装胶卷,瓦楞纸板预印刷等领域引进了陶瓷网纹辊后,因其印刷质量稳定,且具有金属辊30倍以上的寿命,因此倍受关注。
在业界方方面面的努力下于1990年实现了完全国产化。
国外柔印技术的迅猛发展推动了我国柔印行业的发展,为满足国内高档印刷质量的要求,村田激光制辊(上海)有限公司,引进了世界最先进的喷涂设备、激光雕刻设备以及其他高精度附属设备,通过开发独特的超声波清洗和网穴容积测量系统,在中国市场完善了陶瓷激光雕刻网纹辊的生产、加工、销售及售后服务体系,其产品质量已超出了日本印刷市场的要求,可为中国市场提供超越现有世界市场质量要求的高档陶瓷激光雕刻网纹辊,以满足不断增长的中国市场的需要。
陶瓷激光雕刻网纹辊的加工工序1. 将新辊或旧辊进行磨削加工,使其直径比指定直径小约0.5mm。
2. 将研磨后的辊面进行喷砂处理,以此提高涂层与基辊的结合强度,而打底层则可提高网纹辊的耐腐蚀性能。
3. 用等离子喷涂方法制备厚约0.3~0.5mm的陶瓷涂层(氧化铬),在制备高线数的网纹辊时,通常要求涂层气孔率小于1%。
4. 用钻石砂轮研磨陶瓷涂层,使其符合外径尺寸和精度要求,然后将辊表面抛光至镜面状态。
兼顾到腐蚀问题,确保陶瓷涂层的厚度在300 μm以上。
5. 用计算机控制的激光雕刻机,根据指定的线数、深度、图形来雕刻网穴。
经过热喷涂方法制备的网墙和网壁处的陶瓷涂层,经过激光雕刻再熔融处理后,呈现出了更致密、高硬度的光滑状态,因此油墨等的脱离性、转移性非常好。
激光制版中网纹辊刮刀的使用要求

激光制版中网纹辊刮刀的使用要求激光制版的网深及线数可个性化控制,网穴开口面积,网穴深度均可调整,高速印刷时,不吸墨的承印物可节省油墨达到电雕制版的效果,网纹辊的涂布量还涂布装置中的橡胶压辊软硬度和压力的影响。
对橡胶压辊的要求是左右两边的压力要均一,制造橡胶辊时,辊距胶科要均匀一致,硫化条件严格控制,要求任何一点的质量都相同。
如果使用的橡胶压辊很软,弹性大且作用在辊上的压力很大,则涂布量减少,反之亦然。
这是因为橡胶辊在重压下挤入网纹辊网穴深处,把黏合剂溶液赶出一部分,使黏合剂的涂布量变少。
实际操作中,橡胶辊对网纹辊的压力控制在2—3Mpa范围内为宜。
目前设备中调整刮刀压力装置的方式有:拉簧调压,手轮调压、气缸调压和压锤调压。
刮刀作用在网纹辊上的压力过小,甚至压不或机械杂质时,会将刮刀顶起来造成疑隙,使得涂布不均匀而且涂布量增加。
影响刮刀压力的因素是:硬软刀片不同,刮刀与网纹辊的角度不同等。
在实际操作时,以压锤调整刮刀为便,其刮刀压力一般在200~400Kpa左右为宜。
一、网纹辊刮刀角度刮刀同网纹辊触点切线之间的角度一般在25度—30度之间。
如果角度太大,其刮刀几乎是顶着网纹辊,而网纹辊的表面是不平滑的,当它高速运转时,会引起弹性刮刀片的震动或跳动,使溶液被弹起来,造成涂布量不均匀,引起涂布量差异大的问题。
另外太大的角度还易损伤刮刀刃。
二、网纹辊刮刀的锋利度刮刀的锋利度主要取决于刀刃磨损的角度和溶液的纯洁度以及刀的质量。
如果是新刀,刀的适合锋利度应是有效地刮干净网纹辊上的粘合剂液层而不产生刀丝。
刀的锋利度适中就能有效地刮干净溶液层,从而获得均匀一致的涂布量,反之引起涂布量差异变大。
三、网纹辊刮刀的平整度刮刀平整度即不产生翘曲变形,则涂布量均匀一致,否则涂布量差异变大。
刮刀的平整度取决于安装刮刀的方法,当然也有可能与刀架槽中或刀片、衬片上粘有异物有关,因此在装刀时应擦净衬片,然后将新刀放在衬片后面,装入槽内。
网纹辊的性质、选择、质量以及清理

网纹辊的性质、选择、质量以及清理网纹辊是网纹辊上光装置中的关键部件。
它的功能是吸纳所需数量的上光油并将其施加到上光印版上。
辊子的雕刻部分和吸纳量必须与所使用的上光油和承印物相适应。
必须遵守特定的清理程序,从而确保获得网纹辊的最佳性能和可靠性。
网纹辊是柔性版印刷工艺的一个产物。
anilox这个词本身指明了它的起源(anil为苯胺),因为它最初用于施加苯胺类柔印油墨。
在过渡期间,网纹辊发展成了有高度技术含量的复杂的部件。
高宝长期以来在短墨路输墨方面积累的的专业知识意味着高宝是全世界唯一具备在公司内部制造网纹辊所需技术诀窍的印刷机制造商。
在高宝拉德博伊尔分部制造的网纹辊主要用于无墨键、无水的短墨路。
高宝联机上光装置使用的网纹辊是由两个专业制造商,Praxair Surface Technologies和Zecher提供的。
雕刻网纹的类型一根网纹辊的整个表面都是经过雕刻的。
经典的雕刻网纹由网穴组成。
以前的凹入部分为棱锥形,而且是像棋盘一样排列的。
后来采用了以蜂房图案排列的具有球形凹入部分的六角形的形状。
尽管当前人们选择诸如六角形这样的封闭结构来施加金属颜料上光油,但在其它应用中,已经逐渐转向开放式结构。
如今,数年的经验已经表明,影线,或像螺纹或线条网屏一样的影线状雕刻部分是效率最高的结构。
尽管影线具有防止泡沫形成的优点,但是上光图案比较复杂时还是可能产生问题,因为离心力会沿着沟槽把上光油驱动到辊的边缘上。
这种施加上光油时的偏移可能造成鬼影,当然这也可能是因润湿不当或刮刀腔体中上光油不足所造成。
从另一方面来说,由不规则的上光造成的鬼影可用使网纹辊和上光印版滚筒的直径为1:1.5的方法来消除。
要开发的雕刻部分图案的最新类型是交叉影线,它生成的图案就像是一个阴图片网屏,但不是由网穴或沟槽组成的,而是由可称为“ 沟槽状产物” 的成分组成的。
Zecher使用90°交叉的雕刻部分在影线沟槽的壁上生成突破口,留下的只有长而纤细的残迹。
激光雕刻陶瓷网纹辊与金属网纹辊有何区别

激光雕刻陶瓷网纹辊与金属网纹辊有何区别网纹辊主要分金属网纹辊和激光雕刻陶瓷网纹辊。
金属网纹辊一般是在金属辊表面进行电雕或机械挤压雕刻,然后经镀铬工艺处理,使其表面形成较硬的金属镀铬层;激光雕刻陶瓷网纹辊是在经过处理的基辊表面喷涂合金作为打底层,然后再用等离子高温喷涂陶瓷层,经金刚石磨削抛光后,在电脑控制下,用高能量的激光束精确地雕刻出轮廓分明、陡直的网穴,最后进行精抛。
金属镀铬网纹辊所采用的雕刻工艺决定了其形成的网穴顶部比底部宽许多,只要顶部稍有磨损,其网穴开口的宽度和大小必定减少,一般磨损(网穴深度减少)10%,其传墨量(或涂布量)将会减少30%左右。
实际检测中,我们可以通过高倍网穴显微镜观察网墙的宽度,以确认网纹辊磨损的程度。
网墙的宽度变大,其网穴开口则变小,网穴容积必然相应变小,即传墨量相应减少。
激光雕刻陶瓷网纹辊其网穴截面形状与金属网纹辊有所不同,特别是新一代高能量激光雕刻的网穴其顶部与底部相比相差不大.而且同样网线数的网缤握,激光雕翅出的网穴,其开口比金属辊大,而传墨量也相应增大,这对于印刷满版、色彩鲜艳、吸墨量大的印品来说,意义很大。
金属镀铬网纹辊由于受材料及制造工艺限制,无法雕刻高网线数的网纹辊,显然不能满足高网线数柔印的需求,而激光雕刻陶瓷网纹辊则不同,其雕刻线数可以达到10001pi(线/英寸)以上。
另外,在使用寿命上,由于陶瓷材料比金属铬硬度高许多,因而激光雕刻陶瓷网纹辊的使用寿命远远超过金属网纹辊,特别是在使用钢刮刀传墨的系统中,寿命差异更大。
如今陶瓷网纹辊拥有更大的市场,但是行业却比较混杂。
网纹辊根据规格从几千到十几万不等,如果用高价钱买到一般的产品却是很不划算。
来自荷兰APEX专业制作网纹辊的制造厂,其技术的专业性不言而喻,这对于购买网纹辊来说占据着大量的心里购买比例。
因为荷兰APEX网纹辊厂家制作技术对于购买者来说很关键,直接建议客户对你的产品的评价分数。
注:本文来自广州爱堡官方网站,转载请注明!。
网纹辊的性能参数

网纹辊的性能参数网纹辊的性能参教主要有网穴形状和网纹线数。
1.网穴形状网穴(墨穴)形状主要有棱锥形、格子形、圆锥形、螺旋线形等.目前常用的网穴形状大多采用棱锥形结构.其中以倒四棱锥形(倒金字塔形)和四棱台形应用最为广泛,如图2-17所示.四棱锥形网穴加工雕刻刀具有锋利的刀尖,所需雕刻压力小.易于保证网穴的几何精度.一般与橡胶墨斗辊配合使用。
四棱台形底部是平截棱锥而形成的平面,网穴的侧面一般较棱锥形的更趋垂直.网穴之间的隔墙比四棱锥形宽,因此四棱台形网穴网纹辊的传墨性能较好,具有通用性,既可与橡胶墨斗辊配合.也可与刮墨刀配合使用.六棱台形网穴的开口角度较大,因而着墨、传墨性能较前述两种要好;其网墙具有更高的强度.可减缓刮墨刀的磨损。
现代激光雕刻网纹辊多采用正六边形的开口。
实践证明.这种正六边形的开口供墨方式可以有效地避免莫尔条纹的产生.斜齿形网穴的法向截面为等腰梯形,是与网纹传墨辊线成45度螺旋雕刻斜槽形成的.这种网穴可保证油墨(或涂布液体)的流动性,具有良好的传墨性能。
斜齿形网纹辊供墨量较大.一般用于涂布。
除了以上几种常用的网穴结构外,利用激光雕刻等先进加工方法,加工出的半球形网穴及其他异形网穴的网纹传墨辊.其传墨性能进一步提高。
网穴的开口、网墙、深度及锥角等参数均直接影响传墨量,应根据印刷要求,合理进行选择.网穴的开口面积决定了网纹传墨辊向印版农面的传墨单元的大小。
网穴开口边长a与网穴间隔墙宽度的比值决定了网纹传墨辊传墨的均匀性.网穴的开口尺寸a和深度h(锥角a)也影响网穴的传递油墨性能.开口大.深度浅(锥角大),则容易传递油墨;开口过小、深度大(锥角小》时,网穴的传递油墨性能对油墨的黏度比较敏感.另外,网穴的边角对传墨有阻碍作用,这种现象可称为.边角效应”。
四梭锥形网穴(图2-18)底部的边角效应最为强烈,约占网穴的1/3高度的底部不能传递油墨。
这也是改进采用四棱台、六棱台及半球形网穴的一个原因。
网纹辊的技术参数及选用原则
网纹辊的技术参数及选用原则2007-10-18 12:24网纹辊技术的新进展已成为推动柔印工艺迅速发展的决定因素,特别是由于激光雕刻网纹辊的出现,使得柔印工业生产几乎可与凹印和胶印工业生产并驾齐驱,喷有陶瓷表层的网纹辊改善了油墨层的转移性能,提高了墨层的质量,这是采用新技术的成果。
网纹辊要能按预定的标准,定量地向印版输送油墨,而且墨层要尽可能地薄而均匀。
墨层的稳定性将制约着图像的印刷质量。
在转印过程中,墨层愈薄愈便于印刷调整,网点的扩大率也愈小;墨层的均匀性则有助于提高传墨量的恒定性。
一、墨层的均匀性为何使用激光雕刻的网纹辊后,就能获得优异的均匀墨层呢?其主要原因在于它能缩小各网穴之间的空隙间距,在传统的机械雕刻方式中,是利用金属的移动法来形成网穴的,而在激光雕刻中,则是由激光束将陶瓷气化后形成网穴的。
正是由于这个根本性的差别给激光雕刻网纹辊带来了控制严格的优点。
首先它可显著地缩小穴间的空隙即网墙的厚度,其次它可以在同样的真线距离中雕出密度更高的网穴。
基于上述二个因素,使得这种网穴所传递的墨层具有更高的均匀性。
激光雕刻网纹辊又是如何使传递的墨层纤薄的呢?墨层的厚度取决于网穴的容积大小,如以一支300线5.50BCM容积的网纹辊与一支800线2.00BCM容积的网纹辊相比较,显然800线的网纹辊由于其容量较小,故其传递的墨层就较薄,使用激光雕刻时可以获得容量比机械式雕刻更小的网穴,从而形成墨层更薄的优点。
墨层愈薄,愈能控制高光网点的印刷效果。
二、雕刻的规格激光雕刻有三种规格:30°的六角形,45°的钻石形和60°的六角形。
将陶瓷网纹辊的表面抛光后,由带圆角的激光束在陶瓷表面蚀烧出一个个带抛物线形底坑的圆坑,激光光束的直径可以根据网目的线数或网穴的尺寸大小进行调整,无论怎样调节,光束总是保持圆形。
网纹的几何形状取决于各网穴之间的排列位置,如钻石形的花纹由四个网穴围住中心一穴而排列,而六角形的花纹则由六个网穴围线一个网穴而排列。
网纹辊的主要特点

中国包装报/2007年/6月/25日/第007版综合网纹辊的主要特点林其水在柔印机上,网纹辊一般由辊体和支承体两个部分组成,辊体直径大小应与柔版印版滚筒相匹配,由印版滚筒直径大小来确定网纹辊的直径大小,辊简体与辊筒支承体应严格保证同心。
网纹辊有多种类型,但无论哪一种网纹辊,其结构、作用和原理都是相同的。
根据表面镀层的特点,网纹辊主要有金属镀铬网纹辊和陶瓷网纹辊。
金属镀铬网纹辊是在金属辊表面先镀一层基材铜,然后雕刻出网穴,再经过电镀铬的方法制成的,铬层的厚度约为1.2微米,硬度为HRC 60度~70度。
陶瓷网纹辊是用等离子的方法,将金属氧化物(三氧化二铝或三氧化二铬等)熔化涂布在金属光辊的镀铜层表面,形成高硬度,并与金属辊结合牢固而致密的陶瓷薄膜,然后用激光雕刻网穴制成。
激光雕刻陶瓷网纹辊是目前使用最广的优质网纹辊。
网纹辊结构精细,网穴的形状、大小、排列等精度都非常高,从而可保证在很小的压力下传递油墨,减少图文边缘的滋墨现象,上墨均匀,不易出现边缘生硬的轮廓。
使用网纹辊传墨,印刷品很少出现重影或杠子等传墨故障,高速印刷时较少出现飞墨现象。
此外,网纹辊输墨装置墨量易于调节,可进行网点彩色印刷,墨膜密度从最小网点到实地可保证一致。
高新技术和材料(如激光技术、纳米陶瓷材料等)在网纹辊上的充分应用,不仅大大提高了网纹辊的印刷性能,而且也使网纹辊有较高的耐用性及耐腐蚀性,尤其是激光雕刻陶瓷网纹辊,其使用寿命及传墨的稳定性都大幅度提高。
在激光雕刻陶瓷网纹辊上,陶瓷的质量是影响网纹辊质量的关键因素之一。
一般要求陶瓷面应该坚硬而平滑,孔隙率尽可能小,陶瓷的硬度大则耐印力高。
而陶瓷表面的平整度高,无论在雕刻前或雕刻后均有重要的意义,在雕刻前它将影响到辊子表面雕刻出网穴的一致性,在雕刻后又将影响到墨层厚度的一致性。
陶瓷表面的孔隙率越少,就越能降低溶剂对辊体的渗蚀作用。
随着纳米技术在陶瓷生产上的应用,不仅大大提高了陶瓷的硬度和精细度,降低了孔隙率,而且也极大地增强了陶瓷的韧性,从而更利于激光雕刻出优良的网纹辊。
激光制版中网纹辊刮刀的使用要求
激光制版中网纹辊刮刀的使用要求激光制版的网深及线数可个性化控制,网穴开口面积,网穴深度均可调整,高速印刷时,不吸墨的承印物可节省油墨达到电雕制版的效果,网纹辊的涂布量还涂布装置中的橡胶压辊软硬度和压力的影响。
对橡胶压辊的要求是左右两边的压力要均一,制造橡胶辊时,辊距胶科要均匀一致,硫化条件严格控制,要求任何一点的质量都相同。
如果使用的橡胶压辊很软,弹性大且作用在辊上的压力很大,则涂布量减少,反之亦然。
这是因为橡胶辊在重压下挤入网纹辊网穴深处,把黏合剂溶液赶出一部分,使黏合剂的涂布量变少。
实际操作中,橡胶辊对网纹辊的压力控制在2—3Mpa范围内为宜。
目前设备中调整刮刀压力装置的方式有:拉簧调压,手轮调压、气缸调压和压锤调压。
刮刀作用在网纹辊上的压力过小,甚至压不或机械杂质时,会将刮刀顶起来造成疑隙,使得涂布不均匀而且涂布量增加。
影响刮刀压力的因素是:硬软刀片不同,刮刀与网纹辊的角度不同等。
在实际操作时,以压锤调整刮刀为便,其刮刀压力一般在200~400Kpa左右为宜。
一、网纹辊刮刀角度刮刀同网纹辊触点切线之间的角度一般在25度—30度之间。
如果角度太大,其刮刀几乎是顶着网纹辊,而网纹辊的表面是不平滑的,当它高速运转时,会引起弹性刮刀片的震动或跳动,使溶液被弹起来,造成涂布量不均匀,引起涂布量差异大的问题。
另外太大的角度还易损伤刮刀刃。
二、网纹辊刮刀的锋利度刮刀的锋利度主要取决于刀刃磨损的角度和溶液的纯洁度以及刀的质量。
如果是新刀,刀的适合锋利度应是有效地刮干净网纹辊上的粘合剂液层而不产生刀丝。
刀的锋利度适中就能有效地刮干净溶液层,从而获得均匀一致的涂布量,反之引起涂布量差异变大。
三、网纹辊刮刀的平整度刮刀平整度即不产生翘曲变形,则涂布量均匀一致,否则涂布量差异变大。
刮刀的平整度取决于安装刮刀的方法,当然也有可能与刀架槽中或刀片、衬片上粘有异物有关,因此在装刀时应擦净衬片,然后将新刀放在衬片后面,装入槽内。
激光雕刻网纹辊在柔印中的作用

激光雕刻网纹辊在柔印中的作用12-17 村田激光制辊(上海)有限公司陶瓷网纹辊的出现,柔性版印刷的质量、稳定方面确实有了很大进步。
凹版印刷精度约为凸版印刷的16倍,其网点密度为80~1800L/in。
通常柔性印刷中的加网线数一般在150L/in 以下,超过175 L/in不仅增加柔印制版的难度,同时也会使印版的使用寿命大大缩短。
目前从印刷加网线数来看,凹印和胶印的最高线数和印刷质量都比柔性版印刷高,但如果考虑柔性版印刷无污染、节约资源以及印刷效率高、运行成本低等优势,站在陶瓷网纹辊厂商的立场上,通过对印刷机、制版技术、油墨和操作技术等方面的改良,柔性版印刷是有很大的发展空间的。
印刷版线数的提高是高质量印刷的表现,以前的镀铬网纹辊,雕刻线数和网穴深度、容积是固定的,随着印刷版加网线数的提高,雕刻线数也应相应的提高。
由此导致那些网穴容积减少,载墨量下降,不能满足印刷物浓度要求的只能使用在低档的印刷领域。
而陶瓷激光雕刻网纹辊不仅具有陶瓷辊优异的耐磨损性能,而且利用不断改进的激光加工技术可以制备出具有理想载墨量的高线数的网纹辊。
这是因为网纹辊的载墨量大小一方面通过改变网纹的线数来获取;另一方面,对于同一线数网纹辊而言,还可通过改变网穴深度或网穴开口与网墙的比例来获得。
譬如,500 L/in -15μ的陶瓷激光雕刻网纹辊和360线-20μ的镀铬网纹辊相比,载墨量相当,但前者的印刷质量要明显优于后者。
另外,对于陶瓷辊来说,即使使用刮刀,使用3~5年以后(3,000~5,000万m)网纹辊几乎没有磨损,质量相当稳定。
具有高网线数的网纹辊可以形成更薄、更均匀的墨膜,在高速印刷时能减少网点扩大,提高干燥速度,更准确的套印并减少油墨的消耗,从而强有力的保证印刷质量。
陶瓷激光雕刻网纹辊的线数、网穴容积的选择准则通常,网纹辊的载墨量随着线数的增加而降低,在进行彩色印刷时,为使印版各个色调层次的网点准确再现,必须保证印版上的每个网点都能准确着墨,因此网纹辊开口部分的面积必须要求小于网点面积,这样才能有一个或多个墨孔给一个网点传墨,而不至于让网点陷入网孔中,使印品网点出现扩大现象。
激光雕刻陶瓷网纹辊的网穴形态

激光雕刻陶瓷网纹辊的网穴形态
网纹辊的网穴形态可概括为以下三种形式,如图3-41所示。
(1)传统网穴。
在网穴容积相同的情况下,其网穴深度h3较深,影响油墨的释放性能,油墨的转移率受到限制,并给网穴的清洗带来困难。
(2)CO2雕刻网穴。
采用CO2激光器雕刻的网穴,其雕刻深度h2较小,传墨性能比传统网穴得到改善,但网穴轮廓不够分明,网壁不够光滑,特别是很难加工出高线数、高精度的网纹辊。
(3) YAG雕刻网穴。
采用YAG激光器雕刻网穴,因其可采用多脉冲激光雕刻,网穴轮廓分明,网壁光滑,传墨量精确,油墨释放性能得到明显改善,加之其雕刻深度h1较小,可满足柔印轻压印刷的基本要求,并给清洗带来方便,有如下主要特点。
·具有良好的耐磨性和耐腐蚀性,使用寿命得到提高;
·可实现高线数、高精度雕刻,适用于高精度层次版印刷;
·配套仪器油墨容积测量仪可精确测定网穴容量,使网纹辊的计量功能得到可靠保证。
了解不同的网穴具有的效果,用户配合厂家选择合适的网纹辊才是比较合适的一个选择。
注:本文来自广州爱堡官方网站,转载请注明!。
为什么说激光雕刻网纹辊具有更好的墨层均匀性

为什么说激光雕刻网纹辊具有更好的墨层均匀性激光雕刻陶瓷网纹辊更受大家的喜爱,为什么呢?究其原因就是在印刷生产中好用,生产效率高,既然得到了那么人的认可,就必然说明其有被人喜爱的理由。
今天广州爱堡为大家带来激光雕刻网纹辊为什么会具有更好的墨层均匀性。
首先它可显著地缩小网穴间的空隙即网墙的厚度,其次它可以在同样的直线距离中雕出密度更高的网穴。
基于上述两个因素,使得这种网穴所传递的墨层具有更高的均匀性。
激光雕刻网纹辊又是如何使传递的墨层纤薄的呢?墨层的厚度取决于网穴的容积大小,如以一支300线5.50 BCM容积的网纹辊与一支800线2.00 BCM容积的网纹辊相比较,显然800线的网纹辊由于其容量较小,故其传递的墨层就较薄,使用激光雕刻时可以获得容量比机械式雕刻更小的网穴,从而形成墨层更薄的优点。
墨层越薄,越能控制高光网点的印刷效果。
选择网纹辊要合理,因为网纹辊也有好坏之分,根据工艺要求高低的不同,选用的网纹辊类型也不尽相同。
荷兰APEX网纹辊属于较高端的网纹辊,适合用于印刷要求高的印刷厂家。
选择合适线数的网纹辊对解决柔印高光的堵版有什么作用荷兰APEX公司在论述如何选择网线辊的线数和储墨量时,其观点是网纹辊网穴的开口小于等于印版网点直径。
例如47线/厘米印版,其2%网点的直径是34um,与其对应的网纹辊网穴的开口应该是33um,这样应该选择276线/厘米的网纹辊。
如果印版上的网点达到1%则必须配备394线/厘米的网纹辊,配比是1:8.3,在生产实践中也是如此。
网纹辊线数的提高,使网点与网穴之间相对应的多余部分的积减少,解决了堵版问题,而不是网纹辊储墨量减少解决了堵版问题。
注:本文来自广州爱堡官方网站,转载请注明!。
网纹辊的简介
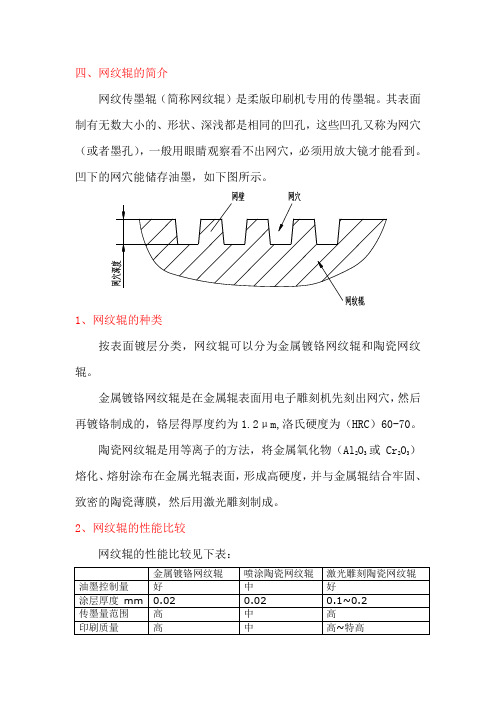
四、网纹辊的简介网纹传墨辊(简称网纹辊)是柔版印刷机专用的传墨辊。
其表面制有无数大小的、形状、深浅都是相同的凹孔,这些凹孔又称为网穴(或者墨孔),一般用眼睛观察看不出网穴,必须用放大镜才能看到。
凹下的网穴能储存油墨,如下图所示。
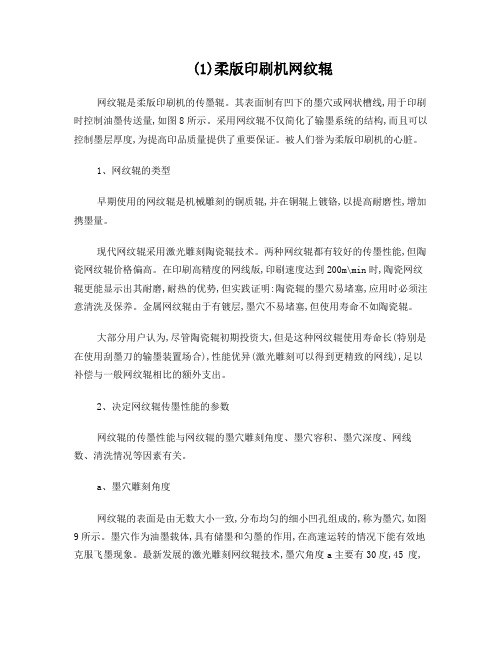
1、网纹辊的种类按表面镀层分类,网纹辊可以分为金属镀铬网纹辊和陶瓷网纹辊。
金属镀铬网纹辊是在金属辊表面用电子雕刻机先刻出网穴,然后再镀铬制成的,铬层得厚度约为1.2μm,洛氏硬度为(HRC)60-70。
陶瓷网纹辊是用等离子的方法,将金属氧化物(Al2O3或Cr2O3)熔化、熔射涂布在金属光辊表面,形成高硬度,并与金属辊结合牢固、致密的陶瓷薄膜,然后用激光雕刻制成。
2、网纹辊的性能比较网纹辊的性能比较见下表:2.1雕刻精度机械雕刻金属镀铬辊最高只能达到500L/in。
激光雕刻陶瓷网纹辊网线范围宽,最高可达1200L/in,可满足精细印刷的要求。
较高的网线数可以形成更薄、更均匀的墨膜,在高速印刷时能减少网点的扩大,并得到更快的干燥速度,更准确的套印和更少的油墨消耗,从而保证印刷质量。
2.2耐印力金属镀铬网纹辊耐印力约1000~3000万次,造价比较低,在一般水平的柔性版印刷使用比较广泛。
但由于镀层太薄,所以极易磨损,铬辊磨损后会使网穴体积发生变化,从而影响印刷质量。
喷涂陶瓷网纹辊耐磨性比金属镀铬网纹辊好,网穴间有天然气孔,易于形成所需要的墨膜。
陶瓷网纹辊,耐磨性高出镀铬辊20~30倍,可达4亿印次,具有寿命长、耐磨、耐腐蚀的特点,由于耐磨性极好,可使用刮刀装置,对于减少更换网纹辊的次数,提高印刷效率十分有利。
2.3传墨和释墨行金属镀铬网纹辊表面镀铬层与激光雕刻陶瓷网纹辊常用的陶瓷材料的表面能量相近,因此两者都具有较好的着墨性能和油墨释放性能。
激光雕刻的网孔形状好,薄壁圆底,网穴有很平滑的墙,有利油墨的传递。
其线宽与网孔容积有较宽的选择范围,能够满足各种用途需要。
更重要的是激光雕刻出来的网穴有三种角度(300、450、600)和两种网穴形状(六角形和棱形)可供选择。
柔版印刷机网纹辊
(1)柔版印刷机网纹辊网纹辊是柔版印刷机的传墨辊。
其表面制有凹下的墨穴或网状槽线,用于印刷时控制油墨传送量,如图8所示。
采用网纹辊不仅简化了输墨系统的结构,而且可以控制墨层厚度,为提高印品质量提供了重要保证。
被人们誉为柔版印刷机的心脏。
1、网纹辊的类型早期使用的网纹辊是机械雕刻的铜质辊,并在铜辊上镀铬,以提高耐磨性,增加携墨量。
现代网纹辊采用激光雕刻陶瓷辊技术。
两种网纹辊都有较好的传墨性能,但陶瓷网纹辊价格偏高。
在印刷高精度的网线版,印刷速度达到200m\min时,陶瓷网纹辊更能显示出其耐磨,耐热的优势,但实践证明:陶瓷辊的墨穴易堵塞,应用时必须注意清洗及保养。
金属网纹辊由于有镀层,墨穴不易堵塞,但使用寿命不如陶瓷辊。
大部分用户认为,尽管陶瓷辊初期投资大,但是这种网纹辊使用寿命长(特别是在使用刮墨刀的输墨装置场合),性能优异(激光雕刻可以得到更精致的网线),足以补偿与一般网纹辊相比的额外支出。
2、决定网纹辊传墨性能的参数网纹辊的传墨性能与网纹辊的墨穴雕刻角度、墨穴容积、墨穴深度、网线数、清洗情况等因素有关。
a、墨穴雕刻角度网纹辊的表面是由无数大小一致,分布均匀的细小凹孔组成的,称为墨穴,如图9所示。
墨穴作为油墨载体,具有储墨和匀墨的作用,在高速运转的情况下能有效地克服飞墨现象。
最新发展的激光雕刻网纹辊技术,墨穴角度a主要有30度,45 度,60度,和90度,墨穴排列可相互交错或相互平行。
由于雕刻过程有计算机控制,因此网纹辊及其墨穴可以反复复制。
国外有人建议,网纹辊墨穴的雕刻角度为60度。
b、墨穴雕刻形状墨穴一般有斜齿形,棱锥形,棱台形等。
如图10所示。
斜齿形网纹辊供墨量较大,一般用于涂抹。
现代激光雕刻网纹辊多采用正六边形开口。
实践证明,这种正六边形的开口供墨方式可以有效的避免莫尔条纹的产生(印版加网角度不当可产生龟纹)。
注意,不要采用对称的墨穴圆形开口,因为圆形墨穴开口的墨穴之间的网墙面积增大(网纹辊上凸的部分称为网墙),不仅降低了供墨量,而且传墨的均匀性下降。
浅谈激光雕刻陶瓷网纹辊在中国市场的现状

浅谈激光雕刻陶瓷网纹辊在中国市场的现状自上世纪末,中国第一家陶瓷网纹辊生产商开始在中国本土进行生产制造以来,短短10几年的时间,中国的陶瓷网纹辊的制造和应用已经走完了欧美、日本以及台湾等发达国家和地区近30多年的发展路程。
无论从网纹辊生产厂家的数量、设备的先进程度以及市场容量都已经基本接近欧美等发达地区。
然而尽管陶瓷网纹辊的制造厂商和使用网纹辊的设备制造厂商在此方面投入了大量的设备和人员,相关的产品品质都得到了极大的提高,但是陶瓷网纹辊进入中国的时间毕竟与欧美国家相比要晚很多,我们在使用过程中对陶瓷网纹辊的理解还需要有一段时间的吸收和理解。
特别是陶瓷网纹辊仅仅是一种硬件,如何印出高品质的产品还需要其他周边硬件产品以及使用、保养等软件手段的配合。
目前关于陶瓷网纹辊的一些常规技术介绍,已经有大量的文章涉及,这里就不再做过多的赘述。
这里仅仅就一些在网纹辊选择、使用和保养中存在的一些误区,作为专业网纹辊制造商提一些建议。
陶瓷网纹辊的选择1、线数的选择陶瓷网纹辊的特点之一就是可以将网纹辊的线数从之前传统工艺的不足400LPI大大提高到1500LPI以上,因此也为柔性印刷打开了一项印刷精度上的技术瓶颈。
但是理论上的高线数是否就一定能带来精美的印刷效果呢?事实上并非如此。
高线数的网纹辊是印刷高精细度的印刷品的必要硬件保证,但是并不是说越高越好。
现在印刷客户中普遍存在一种心态,希望尽量提高网纹辊的线数。
但是事实上,超过实际印刷需求的过高线数的网纹辊非但不能印出精美的印刷品,相反有时会降低印刷效果或者提高生产成本。
一个比较直观的比喻就是电视机和碟片的关系。
现在都宣传高清电视,认为高清电视的效果会比普通电视要好。
这是有一个先决条件的,就是放映设备和片源要匹配。
如果用高清电视放VCD的碟片,那是没有意义的。
只有使用蓝光的片源时,因为片源的效果已经超过了普通电视能够表现的极限,才需要使用高清电视。
而网纹辊就是高清电视,如果印刷普通产品,使用过高线数的网纹辊,那就像用高清电视来播放VCD,造成投资的极大浪费。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CHICAGO MANIFOLD
DAUPHIN GRAPHICS
DIAMOND HOLDINGS
PAMARCO GLOBAL GRAPHICS
• •
£ 100,000,000 turnover年营业额£ 100,000,000 Privately owned business, 20% Management owned私下拥有商业,拥有20%管理
Nickel Plating镀镍
Grit Blast喷砂砾清洗
Plasma Spray喷涂陶瓷钢
喷涂
Diamond Grinding钻石碾磨刨平
Diamond Polishing钻石抛光
Laser Engrave激光雕刻
Mechanical Engraving 机械雕刻
Mill Engraved Anilox Cell Types 碾磨雕刻的网孔种类
Pyramid 金字塔
Quadragravure
Mill Engraved Anilox Cell Types 碾磨雕刻的网孔种类
Roto-Flo Pyr
Roto-Flo Quad
Mill Engraved Anilox Cell Types 碾磨雕刻的网孔种类
PQCH
Mill Engraved Anilox Cell Types 碾磨雕刻的网孔种类
Typcal screen range 30-320 L/cm ‘标准的CO2激光’是通常使用得最多的一种激光,这一类形的 激光雕刻最常用于柔版印刷,它可以很好地控制网辊的载墨量和 保持网孔结构的坚固和稳定,这将可以经受得起在印刷过程中一 般的磨损和破坏.
Manufacture Procedures
制造程序
1. Inspection of base cylinders检查基轴 2. Nickel Plate Corrosion Protection, 75 µm 腐蚀保护层,镀镍75微米 5. Grit Blast喷砂砾清洗 6. Plasma Spray喷涂陶瓷钢 7. Seal密封 8. Diamond Grind & Polish钻石碾磨刨和抛光 9. Laser Engrave激光雕刻 10. Finish and Final Inspection完成和最后检查
• Largest Supplier of anilox in the world世界上最大的网纹辊供应
商
• • Major Supplier to the OEM Market OEM市场主要的供应商 Ceramic & conventional anilox陶瓷和传统的网纹辊
•
• • •
Application and glue rolls应用和胶水辊
LASER ENGRAVED ROLLS
激光雕刻网纹辊
Presented By
Graham Racey
Presentation Contents 介绍内容
1. Introduction to Pamarco 介绍Pamarco 2. Manufacturing Methods 制造的方法 3. Ceramic Coating 涂敷陶瓷钢层 4. Lasers 激光雕刻 5. WYKO Inspection System WYKO检查系统 6. Technical Service Center 技术服务中心 7. Associated Products/Services 相关的产品与服务 8. Benefits of Pamarco Pamarco的利益
24 Laser capacity (7 in UK) 兼容24种羲激光(7种在英国) Technical Service centres(1 in Europe) 技术服务中心(1个在欧洲) 8 Wyko‟s (3 in Europe) 8个Wyko (3个在欧洲)
Countries Covered byAgencies (Outside The America‟s) 代理商覆盖的国家(美国除外)
Nickel plated body and end faces表面和两端度 镍
Steel Tube Dynamically Balanced to G6.3, then assembled and machined.当机械组合后,钢轴动 态平衡调整到G6.3.
Manufacturing Tolerances (To OEM Specification) 制造误差
• All the above dimensions should be correct to the original OEM specification‟s所有上述的参照 OEM标准
Diamond Polishing钻石抛光
• To Achieve the good surface finish required for the laser engraving process •激光雕刻工艺的要求最后要获得良好的表面 • This process does not remove sufficient material as to effect the geometric tolerances achieved during the grinding process这个工艺最终的结果不会磨损太多的材 料,碾磨过程中辊的几何数据允许在thods 制造方法
Physical Make-up of a New Anilox Base新网纹辊的物质构造
Wall Section And Key Details as OEM Specification. 结构段和关键细节参考OEM标准,
Steel ends which are welded into place (vee prep 12x6mm)两端钢质尾部焊接处
Plasma Sprayed Chrome Oxide 喷涂铬钢氧化物 180-200µm Thk, 73 Rc, 180-200微米厚,73Rc Less than 2% porosity 只有2%渗透
Nickel Plated Layer 75ųm 镀镍层75微米
Ceramic Coating陶瓷钢层
•France法国 •Benelux比荷卢 同盟 •Sweden瑞典 Finland芬兰 •Denmark丹麦 •Poland波兰 •Russia俄罗斯 •Italy意大利 •Germany德国 •Turkey土耳其 •Israel以色列 •Thailand泰国 •China中国 •Egypt埃及 •South Africa南非 •Australia澳洲 •New Zealand新 西兰 •Austria奥地利
•
• • •
36% growth per annum, from £ 20m in 1995自1995起增长£ 20,000,000,每年增长率达36%
Investing annually in new technology每年都有投资开发新技术 Truly global with 17 manufacturing sites and a network of agents & licensees worldwide 全球范围内拥有17个具有生产基地和销售网络及获得许可的忠诚代理商
Tri-Helical 螺旋条纹状
Chrome Plating镀铬
Electro Plated Chrome电镀铬钢 13 - 28µm Thick 13-28微米厚
Ceramic Coating 陶瓷钢层
Physical Make-up of Laser Engraved Ceramic Rolls激光雕刻网纹辊的物质结构
Products产品
1. Ceramic Laser Engraved Anilox Rolls 激光雕刻陶瓷网纹辊 2. Mechanical Engraved Chrome Anilox Rolls 机械雕刻铬钢网纹辊 3. Ceramic Laser Engraved Anilox Sleeves 返新激光雕刻陶瓷网纹辊 4. Application and Metering Rolls 轴辊
PAMARCO GLOBAL GRAPHICS 全局图
PAMARCO GLOBAL GRAPHICS IMAGING 2 Plants UK + 3 satellites 1 Plant US APPLICATIONS 1 Plant UK 5 Plants US SOLUTIONS 1 Plant UK 1 Plant US
• Chrome Oxide - Cr2O 3 . • 铬氧化物-Cr2O 3 . • Plasma Sprayed Coating喷涂原生物 • Mesh Size -25µm +10µm( Super Fine) • 网孔喷涂有25微米重叠,10微米分开(极好) • Coating hardness 1350 Vickers (73 Rc) • 陶瓷钢层硬度1350 Vickers (73 Rc) • Porosity less than 2% • 只有2%渗透
Introduction to Pamarco
介绍Pamarco
“One Supplier,One Solution”
“一个供应商,一个解决方法”
CORPORATE OVERVIEW 公司的概述
PAMARCO TECHNOLOGIES
PAMARCO TECHNOLOGIES INC.
ACCEL GRAPHICS
Lasers 激光
What does LASER stand for? 激光代表什么?
Light Amplification by the
Stimulated Emission of
Radiation
通过激发放射使光束扩大
Laser Types激光种类
•Standard CO2 Laser标准的CO2激光 The „Standard C02„ is the laser most commonly used.This type of engraving is very consistent and offers the Flexo industry a good control of ink volume across the full face of the roller and also a very strong and stable cell structure, which will withstand the general wear and tear of the flexographic printing process.