焊接螺母底孔
压铆螺件底孔尺寸表

M4×0.7
Z-(S)-M4-1.2(1.5,2.0)
6.0
M5×0.8
Z-(S)-M5-1.2(1.5,2.0)
8.0
M6×1.0
Z-(S)-M6-1.2(1.5,2.0)
9.0
M8×1.25
Z-(S)-M8-1.2(1.5,2.0)
11.0
注:加S为不锈钢材料,1.2、1.5、2.0为常用适用板厚。
7.2
M6×1.0
(B)SO(O)(S)-M6-H
8.7
注:SO SOS为通孔不通牙,SOO SOOS为通孔通牙,加B为不通孔,加S为不锈钢材料,H为螺母柱的高度。
2.压铆螺母
型号
代号
底孔尺寸(mm)
M2×0.4
S(CLS)-M2-A
4.2
M2.5×0.45
S(CLS)-M2.5-A
4.2
M3×0.5
5.压铆螺钉
型号
代号
底孔尺寸(mm)
M2.5×0.45
FH(S)-M2.5-L
2.5
M3×0.5
FH(S)-M3-L
3
M3×0.5
NFH(S)-M3-L
4.8
M4×0.7
FH(S)-M4-L
4
M4×0.7
NFH(S)-M4-L
4.8
M5×0.8
FH(S)-M5-L
5
M6×1.0
FH(S)-M6-L
6
注:加S为不锈钢材料,FH为圆头,NFH为六角头,L为螺钉总长度。
注:此表为一般性标准,具体的可以参照所购压铆件公司所提供的样本书
S(CLS)-M3-A
4Hale Waihona Puke 2M4×0.7S(CLS)-M4-A
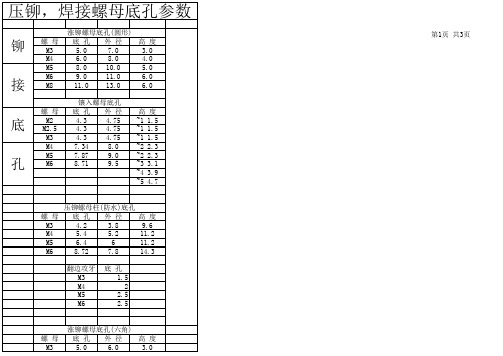
压铆,焊接螺母底孔参数表
底 孔 4.3 4.8 5.4 6.0 7.5 8.8
外 径
高 度
第3页 共3页
国标焊接螺母底孔(六角,碰焊) 螺 母 底 孔 外 径 高 度 M6 8.0 12.3 4.2 M8 10.6 15.8 5.8 M10 12.5 19.2 6.8 M12 14.8 21.7 8.5 M14 16.8 M4 6 M16 18.8 M5 7 自加工焊接螺母底孔(六角,氩焊) 螺 母 底 孔 外 径 高 度 M6 8.0 M8 11.0 M10 13.0 M12 15.0
压铆螺母底孔 底 孔 外 径 4.2 6.35 4.2 6.35 4.2 6.35 4.73 7.0 5.4 8.0 6.4 9.0 8.7 11.0 10.5 12.7 14.0 17.0 螺母柱 螺 母 底 孔 M3 5.4 M4 6.0 M5 7.2 M6 8.7 直接攻牙 M2 M2.5 M3 M4 M5 底 孔 1.5 2 2.5 3.3 4.2
高 度 1.5 1.5 1.5 1.5 2.0 2.0 4.08 5.47 7.48
松不脱螺钉(PF31,32) 螺 母 底 孔 外 径 总 高 M3*0.5 5.5 10.31 15.11 M4*0.7 6.4 11.89 15.24 M5*0.8 8.0 13.46 15.37 M6*1.0 9.5 15.88 17.15
高 度 9.6 11.2 11.2 14.3
螺 母 M3
涨铆螺母底孔(六角) 底 孔 外 径 高 度 5.0 6.0 3.0
M4 M5 M6 M8
6.0 8.0 9.0 11.0
7.0 9.0 10.0 12.7
4.0 5.0 6.0 6.0
第2页 共3页
螺 母 M2 M2.5 M3 M3.5 M4 M5 M6 M8 M10
din928焊接螺母标准
DIN928焊接螺母标准
一、尺寸范围
DIN928标准中规定了焊接螺母的尺寸范围。
根据标准,焊接螺母的直径范围为M4至M20,其中最常见的尺寸为M4、M5、M6、M8、M10、M12和M16等。
此外,标准还规定了螺母的高度和焊接直径等尺寸要求。
二、螺纹尺寸和类型
DIN928标准中规定了焊接螺母的螺纹尺寸和类型。
标准中主要采用公制螺纹,包括M螺纹、Tr螺纹和BSP螺纹等。
其中,M螺纹是最常用的螺纹类型,而Tr螺纹和BSP螺纹则分别用于螺纹通孔和螺纹盲孔的场合。
三、焊接面积和厚度
DIN928标准中规定了焊接螺母的焊接面积和厚度。
焊接面积是指螺母与工件焊接部位的面积,而厚度则是指螺母的厚度。
根据标准,焊接面积和厚度的最小值和最大值都有明确的规定。
这些规定有助于确保焊接螺母在应用中的稳定性和可靠性。
四、外观要求
DIN928标准中规定了焊接螺母的外观要求。
标准中要求螺母的外观应光滑、无毛刺、无划痕、无裂纹等现象。
此外,标准还规定了螺母的材质应符合要求,表面处理应均匀一致,颜色应符合相关标准等要求。
五、性能要求
DIN928标准中规定了焊接螺母的性能要求。
根据标准,焊接螺母应具有一定的抗拉强度和抗扭矩强度等机械性能。
此外,标准还对螺母的耐腐蚀性能、耐磨性能等方面提出了要求。
六、耐腐蚀性能
DIN928标准中规定了焊接螺母的耐腐蚀性能要求。
由于焊接螺母常用于户外或腐蚀性环境中,因此其耐腐蚀性能至关重要。
根据标准,焊接螺母应具有良好的防腐蚀性能,能够抵御常遇到的腐蚀介质和恶劣环境的影响。
压铆底孔表

规格 S-M6-0 S-M6-1 S-M6-2 S-M8-1 S-M8-2 S-M10-1 S-M10-2
底孔 φ 8.75 φ 8.75 φ 8.75 φ 10.5 φ 10.5 φ 14 φ 14
规格 Z-M5-2 Z-M5-3 Z-M6-2 Z-M6-3 Z-M8-2 Z-M8-3
底孔 φ 8.0 φ 8.0 φ 9.0 φ 9.0 φ 11.0 φ 11.0
第4页共5页
1044 1131.338
履带总长996mm
圈数n=996/47.1
21.1465
16 0.9375
第5页共5页
压钉类底孔一览表
序号 名称 规格 底孔 FH-M3-H φ 3.0 1 FH-M4-H φ 4.0 2 FH-M5-H φ 5.0 3 压铆螺钉 FH-M6-H φ 6.0 4 FH-M8-H φ 8.0 5 备注:1规格中FH表示压铆螺钉材质为铁质,当标注为FHS时则为不锈钢 2:规格YRS(FH)为圆形涨铆螺母,YHS(NFH)为六角形涨铆螺母 序号 名称 规格 底孔 适用板厚 序号 名称 规格 底孔 φ 5.4/Φ 4.2 BSO-M3-H SO-M3-H φ 5.4/Φ 4.2 1 压铆螺柱 1 1 压铆螺柱 BSO-M4-H SO-M4-H φ 6.0 φ 6.0 2 1 3 BSO-M4-H φ 7.2 (通孔) SOO-3.5M4-H φ 7.2 3 (不通孔) 1 5 SO/SOO-M5-H BSO-M5-H φ 7.2 φ 7.2 4 1.3 6 SO/SOO-M6-H BSO-M6-H φ 8.8 φ 8.8 5 1.3 备注:1规格中BSO SO表示压铆螺柱材质为铁质,当标注为BSOS SOOS时则为不锈钢 2:BSO/SO-M3-H 底孔常用为φ 5.4,φ 4.2为特殊材料 3:BSO/SO-M4-H 底孔常用为φ 7.2,φ 6.0为特殊材料
压铆螺母、螺钉底孔一览表之欧阳语创编
1.0
φ4.8
/
M5×0.8
8~35
1.0
φ5.0(φ6.8非标)
/
M6×1.0
10~35
1.5
φ6.0(φ6.8非标)
/
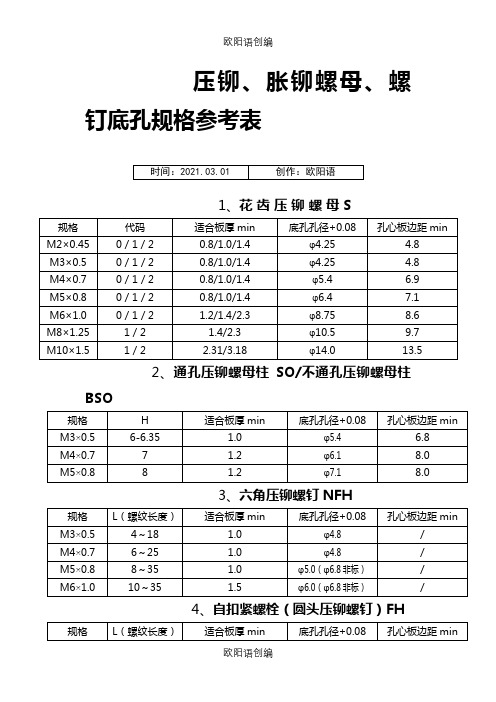
4、自扣紧螺栓(圆头压铆螺钉)FH
规格
L(螺纹长度)
适合板厚min
底孔孔径+0.08
孔心板边距min
M3×0.5
6~25
1.0
φ3.0
5.6
M4×0.7
6~35
1.0
φ4.0
1.0/1.5
φ6.4
7.6
M5×0.8
PF31/PF32
1.0/1.5
φ8.0
7.6
M6×1.0
PF31/PF32
1.5
φ9.5
8.9
6、圆形胀铆螺母7、六角形胀铆螺母
规格
代码
最小板厚
底孔径
规格
代码
最小板厚
底孔径
M3×0.5
1.2/1.5/2
1.2/1.5/2
φ5.0
M3×0.5
1.5/2
1.5/2
规格
H
适合板厚min
底孔孔径+0.08
孔心板边距min
M3×0.5
6-6.35
1.0
φ5.4
6.8
M4×0.7
7
1.2
φ6.1
8.0
M5×0.8
8
1.2
φ7.1
8.0
3、六角压铆螺钉NFH
规格
L(螺纹长度)
适合板厚min
底孔孔径+0.08
孔心板边距min
M3×0.5
压铆螺母、螺钉底孔一览表
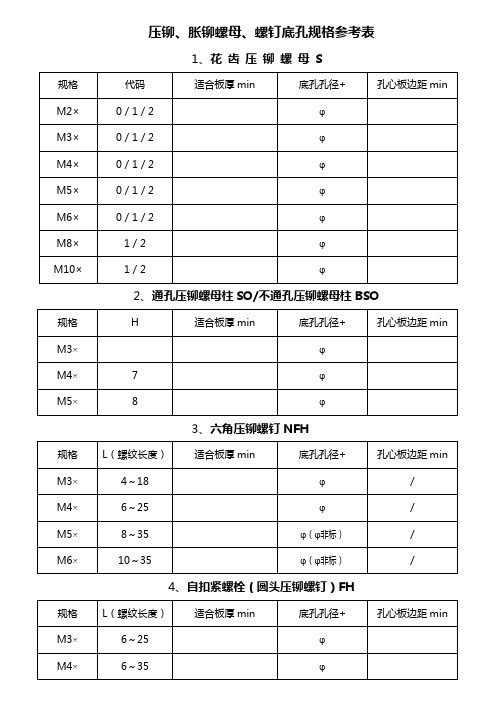
孔心板边距min
M3×
6~25
φ
M4×
6~35
φ
M5×
8~35
φ
M6×
10~35
φ
M8×
10~35
φ
5、PF31/PF32装配压铆式面板螺钉
规格
代码
最小板厚
底孔孔径+
G(螺纹长度)
M3×
PF31/PF32
φ
M4×
PF31/PF32
φ
M5×
PF31/PF32
φ
M6×
PF31/PF32
φ
6、圆形胀铆螺母7、六角形胀铆螺母
压铆、胀铆螺母、螺钉底孔规格参考表
1、花 齿 压 铆 螺 母 S
规格
代码
适合板厚min
底孔孔径+
孔心板边距min
M2×
0 /1 /2
φ
M3×
0 / 1/2
φ
M4×
0 / 1/2
φ
M5×
0 / 1/2
φ
M6×
0 / 1/2
φ
M8×
1/2
φ
M10×
1/2
φ
2、通孔压铆螺母柱SO/不通孔压铆螺母柱BSO
规格
H
适合板厚min
底孔孔径+
孔心板边距min
M3×
φ
M4×
7
φ
M5×
8
φ
3、六角压铆螺钉NFH
规格
L(螺纹长度)
适合板厚min
底孔孔径+
孔心板边距min
M3×
4~18
φ
/
M4×
6~25
底孔一览表
K 0.4T 0.35T 0.3T
压铆松不脱螺钉 PF、PFS
镶入螺母 F、FS
涨铆螺母 Z、ZS
压铆螺母 S、CLS
压铆螺钉(圆头) FH、FHS 压铆螺钉(六角头) NFH、NFHS 压铆螺母柱 SO、SOS、BSO、BSOS BSO-3.5M3-12(可调) 6,8,10,11,14,16,18,20,22 ,25,32
攻丝
攻丝 M8 M12 M3 M4 M5
抽牙(翻边攻丝)
焊接螺母底孔
螺母 M4 M5 M6 M8 M10 M12 M14 M16 底孔(最小---最大) 6--6.075 7--7.09 8--8.09 10.5--10.61 12.5--12.61 14.8--14.91 16.8--16.91 18.8--18.93
厚度 0.5 0.8 1 1.2 1.5 2 2.5 3 4 5 6 8 10 12
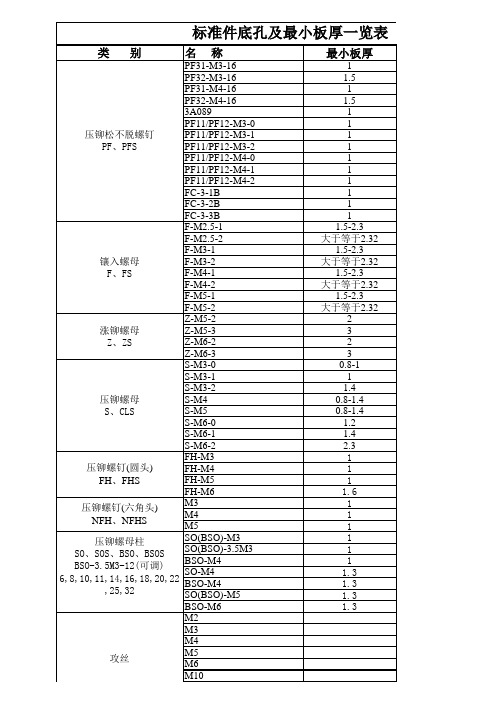
标准件底孔及最小板厚一览表
类 别 名 称 最小板厚
1 1.5 1 1.5 1 1 1 1 1 1 1 1 1 1 1.5-2.3 大于等于2.32 1.5-2.3 大于等于2.32 1.5-2.3 大于等于2.32 1.5-2.3 大于等于2.32 2 3 2 3 0.8-1 1 1.4 0.8-1.4 0.8-1.4 1.2 1.4 2.3 1 1 1 1.6 1 1 1 1 1 1 1.3 1.3 1.3 1.3 PF31-M3-16 PF32-M3-16 PF31-M4-16 PF32-M4-16 3A089 PF11/PF12-M3-0 PF11/PF12-M3-1 PF11/PF12-M3-2 PF11/PF12-M4-0 PF11/PF12-M4-1 PF11/PF12-M4-2 FC-3-1B FC-3-2B FC-3-3B F-M2.5-1 F-M2.5-2 F-M3-1 F-M3-2 F-M4-1 F-M4-2 F-M5-1 F-M5-2 Z-M5-2 Z-M5-3 Z-M6-2 Z-M6-3 S-M3-0 S-M3-1 S-M3-2 S-M4 S-M5 S-M6-0 S-M6-1 S-M6-2 FH-M3 FH-M4 FH-M5 FH-M6 M3 M4 M5 SO(BSO)-M3 SO(BSO)-3.5M3 BSO-M4 SO-M4 BSO-M4 SO(BSO)-M5 BSO-M6 M2 M3 M4 M5 M6 M10
自攻钉底孔尺寸

钣金工艺图的完整性钣金图图面标注的完整性和相关技术资料我们习惯上把用于钣金展开和折弯的工艺图样简称为展开图。
完整的展开图图面分“图形”、“标题栏”和“技术要求”三个部分。
在绘制展开图时,必须遵照以下提示的内容,逐一检查图样的完整性和正确性。
1 绘制图形1.1 图形包括工件的展开部分和折弯部分,两者不存在对应的三视图关系,一般应注明“展开图”或“折弯图”,展开图必须按1:1绘制,折弯图可不按比例绘制,图面必须标注折边标记和折弯方向标记。
1.2 图层颜色规定为:白色——轮廓线(激割线),绿色——尺寸线,红色——中心线,浅兰色——虑线, 黄色——细线,刻蚀线必需采用非白色层,并注明“刻蚀”。
1.3 展开图规定用中间公差绘制。
对于激光切割的工件,如果孔的公差带小于0.1mm,孔一般按名义尺寸画小0.3mm(板厚≤3mm)~0.5mm (板厚>3mm),并注明扩孔或铰孔至多大尺寸。
1.4 激光切割的螺纹底孔尺寸按下表数据绘制,除标注底孔实际尺寸外,并需标明“扩攻MXX螺纹”。
M3 M4 M5 M6 M8 M10 M12 M16φ2.3 φ3.0 φ3.9 φ4.7 φ6.3 φ8.1 φ9.8 φ13.61.5 自攻螺钉底孔按下表数据绘制螺纹规格 板厚 mm 底孔直径 mm 拧入力矩 N.mST4.2 1.0 3.2 0.8661.2 3.2 1.2841.5 3.4 1.5452.03.5 1.8832.53.5 1.851ST4.8 1.0 3.7 0.9341.2 3.9 1.1011.5 3.9 1.6422.0 4.0 2.2422.5 4.0 2.5643.04.1 4.042ST6.3 1.5 5.2 3.0582.0 5.43.2772.5 5.53.5053.0 5.6 3.9591.6 自攻锁紧螺钉底孔按下表数据绘制板厚 0.8 1 1.2 1.5 2 2.5 3 4 5 6M2 1.70 1.70 1.70 1.70 1.75 M2.5 2.20 2.20 2.20 2.20 2.20 2.25 M3 2.65 2.70 2.70 2.70 2.75 2.75 2.80 M4 3.60 3.60 3.65 3.65 3.70 3.70 3.70 3.75 M5 4.60 4.60 4.65 4.65 4.65 4.70 4.70 4.75 M6 5.50 5.50 5.55 5.55 5.60 5.65 5.701.7 焊接螺母底孔按下表数据绘制。
焊接螺母底孔标准
焊接螺母底孔标准简介焊接螺母底孔是用于固定螺栓和螺母的连接部件,其标准化设计和制造对于确保连接的可靠性和稳定性至关重要。
本文档将介绍焊接螺母底孔的标准规范和要求,包括尺寸要求、材料要求、焊接要求等内容。
尺寸要求焊接螺母底孔的尺寸要求主要包括底孔直径、底孔深度和孔距等方面。
•底孔直径:焊接螺母底孔的直径应符合标准要求,通常根据所需螺母尺寸来确定。
在设计和制造过程中,应确保底孔直径与螺母直径和公差相匹配,以确保连接的准确性和可靠性。
•底孔深度:焊接螺母底孔的深度也应符合标准要求,通常根据所需螺母的长度来确定。
在设计和制造过程中,底孔深度应足够以容纳螺母的长度,并留有适当的余量以确保紧固性能。
•孔距:焊接螺母底孔的孔距应符合标准要求,通常根据应用的需要来确定。
在设计和制造过程中,应确保孔距的一致性和准确性,以确保螺母的正确安装和固定。
材料要求焊接螺母底孔的材料要求是确保连接强度和稳定性的关键因素。
•材料类型:焊接螺母底孔通常使用高强度材料,如碳钢、不锈钢等。
根据实际应用需求,可以选择不同的材料类型,但应满足强度和耐腐蚀的要求。
•表面处理:焊接螺母底孔的表面应进行适当的处理,以提高其耐腐蚀性和耐磨性。
常见的表面处理方法包括镀锌、镀镍、喷涂等,根据具体情况选择合适的表面处理方式。
焊接要求焊接是焊接螺母底孔制造过程中最关键的环节,焊接质量直接影响连接的可靠性和稳定性。
•焊接方法:焊接螺母底孔通常采用电弧焊接方法进行。
在焊接过程中,应根据材料和尺寸要求选择合适的焊接方法。
•焊接技术:焊接时应注意焊接工艺的选择和控制,确保焊接质量符合标准要求。
焊接过程中应注意控制焊接温度和焊接速度,避免产生焊接缺陷。
•焊接检测:焊接完成后,应进行焊接缺陷的检测。
常用的焊接检测方法包括目测、X射线检测、超声波检测等,确保焊接质量符合要求。
质量控制在焊接螺母底孔的制造过程中,质量控制是确保连接质量和稳定性的重要环节。
•定期检测:应定期对焊接螺母底孔进行检测,以确保其符合标准要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接螺母底孔
引言
焊接是一种常见的金属连接方法,在各个领域都有广泛的应用。
在
焊接过程中,螺母底孔是一种常见的焊接结构。
本文将介绍焊接螺
母底孔的概念、工艺流程以及应用范围,以期为读者提供有关焊接
螺母底孔的全面了解。
一、焊接螺母底孔的概念
焊接螺母底孔是指在金属零件上预先开设一个孔洞,用于安装螺母。
螺母底孔通常用于焊接螺纹连接。
螺母底孔的设计和焊接质量直接
影响到连接的可靠性和使用寿命。
二、焊接螺母底孔的工艺流程
焊接螺母底孔的工艺流程包括以下几个步骤:
1. 设计和确定焊接螺母底孔的位置和大小:根据设计需求和材料特性,确定螺母底孔的位置和大小。
通常,螺母底孔的位置应考虑到
后续操作的便捷性,并确保与周围结构的稳固连接。
2. 制作螺母底孔:使用合适的工具设备,按照设计要求在金属零件上制作螺母底孔。
制作螺母底孔的方法有多种,如:打孔、钻孔、铣孔等。
在制作螺母底孔时,应注意保持孔洞的圆整和平整度。
3. 清洁和处理螺母底孔:在焊接之前,需要对螺母底孔进行清洁和处理,以去除表面的污垢和氧化物。
常用的清洁方法有机械清洗、化学清洗等。
处理螺母底孔的方法有热处理、表面处理等,以增强焊接接头的强度和耐腐蚀性。
4. 焊接螺母底孔:根据焊接材料和工艺要求,在螺母底孔中填充适当的焊接材料,并进行焊接操作。
在焊接过程中,应注意控制焊接温度、时间和焊接角度,以确保焊接接头的质量和可靠性。
5. 检验和修整焊接螺母底孔:焊接完成后,对焊接螺母底孔进行检验和修整。
通过检验,可以确保焊接接头的质量符合要求。
如果发现焊接缺陷或不符合要求,需要进行修整和重新焊接,以保证焊接质量。
三、焊接螺母底孔的应用范围
焊接螺母底孔具有广泛的应用范围,特别是在金属结构和机械装配中常见。
以下是焊接螺母底孔的几个典型应用场景:
1. 结构焊接:在金属结构中,螺母底孔常用于固定和连接不同零部件。
例如,钢结构中的焊接螺母底孔可以用于连接梁、柱和板材等结构零部件,以增强整体的稳定性和承载能力。
2. 机械装配:在机械装配过程中,焊接螺母底孔可以用于连接零部件,如轴承座、传动装置、机械臂等。
通过焊接螺母底孔,可以简化装配过程,提高装配效率。
3. 电子设备:在电子设备中,焊接螺母底孔可以用于固定电子元器件和连线。
螺母底孔的设计和焊接质量对于电子设备的安全和可靠性至关重要。
总结
焊接螺母底孔是一种常见的焊接结构,在金属连接中发挥着重要的作用。
通过对焊接螺母底孔的概念、工艺流程和应用范围进行了详细的介绍,相信读者对焊接螺母底孔有了更深入的了解。
在实际应用中,我们需要根据具体的要求和材料特性,合理设计和操作焊接螺母底孔,以确保焊接接头的质量和可靠性。