工装模具控制程序范文(16949)
IATF16949工装模具控制程序精选全文

可编辑修改精选全文完整版文件制修订记录通过对工装模具的设计、制造和验证、使用、维护保养、周检、修理、报废等几个环节工作程序的规定,保证合格的工装模具及时投入使用,确保工装模具满足产品质量要求和生产进度要求。
2.0范围本规范适用于我公司所用的冲压、注塑成型等工装模具的设计、制造和验证、使用、周检、保养、修理、报废全过程的管理。
3.0职责3.1 模具课:3.1.1 负责建章立制,确保制度贯彻执行。
3.1.2 负责组织编制工装模具使用规范和保养规范,并按规范进行维护、保养。
3.1.3 负责对重要工装模具按使用规程和维护规程进行周检和月检。
3.1.4 负责组织重要工装模具的验证工作。
3.1.5 负责制造工装模具所需的标准件的采购,保证质量、品种、数量及交货时间。
3.1.6 负责公司工装模具的制造,包括外协加工,保证质量、品种、数量及交货时间。
3.2 工程部:3.2.1 负责编制新产品工装模具制作计划(含设计、制造及验证)。
3.2.2 负责新产品工装模具的设计并确定验证标准,并参与验证。
3.2.3 负责对工装模具的检验,并出具检验报告单及合格证。
3.3 车间模具管理员3.3.1 负责制订车间工装模具现场文明定置。
3.3.2 负责车间工装模具使用过程的台帐管理。
3.3.3 负责车间工装模具使用、保养、周检、月检工作的检查及考核。
3.3.4 负责保管本车间暂时不用及闲置的工装模具,并做好维护。
4.0定义工装:是指工艺装备的简称,是产品生产过程中所用的各种工具的总称。
5.0流程及说明无7.0需要保存的记录生产设备管理台帐注塑模具保养记录表工装模具验收评审表工装模具保养检查表工装模具报废单设备预见性维护明細統計模具维修单关键设备及工装的关键零部件的维护保养及更换计划一览表。
工装模具控制程序(isots16949)

工装模具控制程序(isots16949)工装模具是用于生产线上加工产品的专用工具。
为了确保工装模具的质量和生产效率,制定一套有效的控制程序是非常重要的。
国际标准ISO/TS 16949是一项质量管理系统要求,特别适用于汽车制造行业。
以下是一份关于工装模具控制程序的示例。
一、目的1. 确保工装模具的设计、制造和使用符合ISO/TS 16949要求。
2. 提高工装模具的质量和可靠性,减少生产过程中的故障和停机时间。
3. 提高工装模具的生产效率和生产线的产能。
二、范围本控制程序涵盖了工装模具的设计、制造、检验、维护和使用的全过程。
三、责任和权限1. 工装模具设计部门负责设计和验证工装模具的合理性和可靠性。
2. 工装模具制造部门负责制造和装配工装模具,确保质量和尺寸符合设计要求。
3. 生产部门负责使用工装模具,并定期检查和维修工装模具。
4. 质量部门负责监督和审核工装模具的设计、制造、使用和维护情况。
四、工装模具设计1. 工装模具设计应符合ISO/TS 16949的要求,同时考虑产品的尺寸、重量、形状和生产工艺要求。
2. 工装模具设计部门应进行设计验证,包括结构强度和可靠性分析。
3. 设计图纸上应标明相关尺寸、工艺要求、标准件和材料等信息。
五、工装模具制造1. 工装模具制造部门应按照设计要求制造和装配工装模具。
2. 选择合适的材料和工艺,确保工装模具的寿命和使用性能。
3. 制造过程中应进行严格的检验和测试,确保质量和尺寸符合要求。
六、工装模具检验1. 工装模具制造完成后,应进行全面的检验和测试,包括尺寸、形状、功能和可靠性等。
2. 检验记录应保存并定期进行复查,确保工装模具的质量和性能稳定。
七、工装模具维护1. 工装模具在使用过程中应进行定期维护和保养,包括清洁、润滑、紧固和更换零部件等。
2. 维护记录应保存,记录维护的时间、方法、维护人员和维护结果等信息。
八、工装模具使用1. 生产部门在使用工装模具前应进行必要的培训,了解工装模具的使用方法和注意事项。
IATF16949模具管理程序

IATF16949模具管理程序(word版可编辑修改,含乌龟图)1目的规定了生产模具管理的内容和方法,确保模具符合产品生产的要求。
2范围适用于本公司产品所涉及到的所有模具的管理。
3定义无4职责4.1采购课负责选择和确定模具加工单位。
4.2技术部、品管部负责对模具验收。
4.3生产部负责模具的维修、保养和管理。
5程序内容5.1模具计划编制5.1.1生产部模具课根据模具使用状况,于每年年底提出下一年的模具更新申请上报生产部。
若遇平时要求更新之模具应提前一个月上报,并归纳于年度计划中。
5.1.2技术部设计新产品在完成《立项报告书》审批后,该《立项报告书》即作为模具加工计划列入编制。
5.1.3生产部和技术部根据公司生产经营目标及新产品开发的需要,结合模具具体使用状况和更新申请,于每年年底前编制下一年度的模具加工计划,该计划经总经理批准后送财务部落实下年度模具加工制造所需费用。
5.1.4因市场变化等原因需增补的模具,业务部应开出同市场需求有关报告,经生产部、技术部、财务部审核报总经理批准后予以增补,并下达《模具加工通知》。
5.1.5生产部在编制年度模具加工计划时应会同技术部根据情况按季度划分加工,便于合理安排计划和落实资金。
5.2模具的加工单位选择5.2.1采购课会同技术部、品管部和生产部按《采购控制程序》的规定评价和选择模具加工单位。
5.2.2经评价合格的模具加工单位应列入《合格供方名册》,模具必须在合格供方范围的单位加工。
5.2.3技术部提出采购模具申请,采购课应列出采购计划根据设计部门的设计寻找合格的供应商。
5.2.4对合格的模具加工单位应每年进行一次再评审。
5.3模具的加工制造5.3.1采购课在收到《年度模具加工计划》和《模具加工通知》后,应按时向合格的模具加工单位进行模具加工制造,生产部应对加工过程进行监督和控制并随时掌握模具加工进度。
5.3.2轮圈模具加工制造以产品结构图和模具图为准,模具图纸由技术部提供。
IATF16949工装治具管理程序
文件制修订记录
1.0目的
旨在规范公司内治具制作、使用、保养、报废管理的统一性,确实执行保养管理,确保检治具精度,并延长其使用时间。
2.0范围
凡用于公司内产品或来料检验用,与质量有关的检具、量测辅助治具及相关之组装辅助治具皆适用之。
3.0权责
3.1技术部
3.1.1负责工装治具的设计构思(必要时可委请外协协助绘图)和编号管理。
3.1.2负责检/治具完成时的初次确认及适用性判定,最终由工程生技组认定后生效。
3.1.3检/治具检验不合原图纸规格,但工装治具功能合格,可维修后经工程生技组确认,最终由工程技术主管确认后生效。
3.2使用单位
3.2.1必须做好工装治具的保管、保养之责,以使工装治具发挥最高性能及准确性。
3.2.2发现使用工装治具有精度疑虑时,要负责随时提报生技技术组确认,以确保准确性。
3.2.3有自行设计检/治具时,亦必须将设计图送生技组确认登记后制作。
3.2.4生技技术员负责工装治具的收发管理。
3.3外协加工厂:负责工装治具承制或再委外加工的进度管理(必要时可委请外协协助绘图)。
4.0定义
4.1检测工装治具:依规格上下限所制作之简易量具,只判定工件之良否限度
以代替繁杂的仪器操作及节省量测时间,一般较适用在量产中的质量检验或全检,对初期模具检验则不适用。
4.2生产辅助治具:用于量测中的辅助工具或组装用的辅助治具。
5.0流程图:无。
6.0程序内容:
见下页。
无
8.0相关表格。
IATF16949-2016-SP-06-02工装、模具控制程序
SP-06
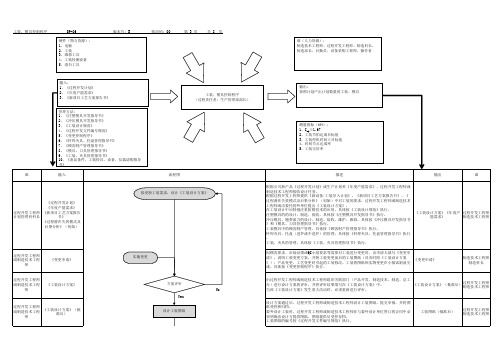
硬件(物力资源): 1、电脑 2、工装 3、维修工具 4、工装检测设备 5、清扫工具
版本号:B修改码:00第3 页共 8页
谁(人力资源): 制造技术工程师、过程开发工程师、制造科长、 制造部长、后勤员、设备采购工程师、操作者
输入: 1、《过程开发计划》 2、《年度产能需求》 3、《新项目工艺方案报告书》
Yes
过程开发工程师 《工装设计方案》(批 或制造技术工程 准后) 师
设计工装图纸
工装图纸(批准后)
过程开发工程师 制造技术工程师
《订单评审记录》 生产计划员 《夹具、托盘及常用辅 制造科长 具补充申请书》 制造技术工程师 《设备工装报废、停用 、启用申请单》 过程开发工程师 或制造技术工程 师
工装补充
测量指标(KPI): 1、Cmk≥1.67 2、工装节拍达成目标值 3、工装停机时间≤目标值 4、时间节点达成率 5、工装完好率
谁
输入
流程图
描述 根据公司新产品《过程开发计划》或生产计划科《年度产能需求》,过程开发工程师或 制造技术工程师接收设计任务。 根据过程开发工程师提供《新设备/工装导入计划》、《新项目工艺方案报告书》、《 过程潜在失效模式及后果分析》(初始)中对工装的要求,过程开发工程师或制造技术 工程师或由委托的外单位提出《工装设计方案》。 在工装设计中应特别注重防错技术的应用,具体按《工装设计规范》执行。 注塑模具的的设计、制造、验收,具体按《注塑模具开发指导书》执行。 冲压模具、翅带滚刀的设计、制造、验收、维护、维修,具体按《冲压模具开发指导书 》和《模具、刀具管理指导书》执行。 工装模具中的顾客财产管理,具体按《顾客财产管理指导书》执行。 钎焊夹具、托盘(进炉或不进炉)的管理,具体按《钎焊夹具、托盘管理指导书》执行 。 工装、夹具的管理,具体按《工装、夹具管理指导书》执行。
工装模具控制程序
工装模具控制程序工装模具控制程序工装模具是在工业生产中广泛应用的重要设备,它能够为产品的生产提供高效、精确和稳定的支持。
而工装模具的控制程序,就是为了实现对工装模具的自动化操作和精确控制,提高生产效率和产品质量的关键。
一、工装模具的控制需求工装模具控制程序的主要目的是为了实现对模具的控制和操作,以满足生产过程中的需求。
具体包括以下几个方面的控制需求:1. 控制模具的动作:工装模具的动作包括开合、升降、旋转等,控制程序需要实现对这些动作的准确控制,以实现模具的准确定位、调整和操作。
2. 控制模具的力量和速度:模具在运行过程中需要施加一定的力量和速度,控制程序需要实时调节和控制这些参数,以实现对模具运行状态的灵活控制。
3. 保护模具的安全:模具的操作过程中存在一定的风险,控制程序需要具备检测和保护功能,及时发现和解决模具的异常情况,保证制造过程的安全性。
二、工装模具的控制程序设计为了实现对工装模具的准确控制和运行,需要设计和编写相应的控制程序。
这个程序需要满足以下几个设计要求:1. 实时控制:工装模具的控制需要对时间要求非常高,控制程序需要保证实时性,及时响应和调整模具的运行状态。
2. 灵活性和可扩展性:由于不同的生产任务和产品要求不同,在设计控制程序时需要考虑到模具的灵活性和可扩展性,使得程序可以适用于不同的工装模具和生产任务。
3. 稳定性和可靠性:工装模具是生产过程中不可或缺的设备,控制程序需要保证稳定性和可靠性,确保模具的安全和稳定运行。
4. 人机交互:为了方便操作和监控模具的状态,控制程序需要具备良好的人机交互界面,使得操作人员可以直观地了解模具的运行情况和各项参数。
5. 数据存储和分析:工装模具的控制需要记录和存储各项数据,控制程序需要具备数据存储和分析功能,以便对模具运行状况进行评估和优化。
三、工装模具控制程序的实现为了实现对工装模具的自动化操作和精确控制,可以通过以下步骤来设计和实现工装模具控制程序:1.需求分析:分析生产过程中对模具的控制需求,了解模具的动作、力量、速度、安全等方面的要求。
IATF16949--2017工装、模具管理程序

IATF16949--2017工装、模具管理程序********有限公司编号 ***Q-S2-01名称工装、模具管理程序版号 **发布日期:2017年4月6日1.目的通过对工装的设计、制作、验证、使用、保养、维修、报废等几个环节工作流程的规范,确保合格、实用的工装投入使用,从而提升产品质量、满足产品交期。
2.适用范围适用于本公司所有产品工装、模具的设计开发、采购、制作、验收、试用、使用、维修、保养、报废等管理工作的控制。
3.术语工装:指制造过程中所用的各种工具的总称,即工艺装备;包括模具、夹具、检具、刀具、辅具、钳工工具、工作器具等,工装为其通用简称。
模具:专指钣金冲压模具。
外协工装/模具:是指自制工装/模具的部分加工工序委外加工或由我公司负责工装/模具设计,委外单位根据图纸资料制造,我方根据设计资料验收。
外购工装/模具:工装/模具设计和制造均委外,我方只负责验收符合产品要求的合格工装/模具。
4.职责4.1、总经理负责批准工装的制作和报废;4.2、技术部负责新产品工装、模具的设计策划、跟踪监督、成本核算及验收确认;4.3、生产部负责工装、模具的收发、保管及日常维护、维修、保养、申请报废等工作;4.4、采购部负责工装、模具的外购或外协加工控制及所需物料的提供;4.5、质量部参与对工装、模具的评审、验收及关键工装、模具的定期校检工作,并及时跟踪、反馈使用状态;5.依据标准5.1、本程序依据IATF16949:2016质量管理体系中标准条款8.5.1.6编制。
7.支持文件7.1、《产品质量先期策划管理程序》7.2、《文件与资料控制程序》7.3、《记录控制程序》7.4、《工程变更控制程序》7.5、《工装、模具编号规定》8.相关记录8.1、《工装、模具外购申请表》8.2、《工装、模具验收单》8.3、《工装、模具台账》8.4、《工装、模具易损件清单及更换计划》8.5、《工装、模具保养计划》8.6、《工装、模具运行记录》8.7、《工装、模具履历表》8.8、《工装、模具易损件更换记录》8.9、《工装、模具保养记录》8.10、《工装、模具封存/报废申请单》。
IATF16949体系文件S4.01 工装管理程序
有限公司文件编号QP.S4.01工装管理程序IATF 16949:2016修订次数 A.0制·修订日期[发布日期]1、目的通过对工装模具的设计、制造和验证、使用、维护保养、周检、修理、报废等几个环节工作程序的规定,保证合格的工装模具及时投入使用,确保工装模具满足产品质量要求和生产进度的要求,特制订本程序。
2、范围本规范适用于公司所用工装模具的设计、制造和验证、使用、维护保养、周检、修理、报废全过程的管理。
3、术语和定义本程序引用ISO 9001:2015的术语和定义;其他:无4、职责4.1. 技术部:负责建立公司工装模具的台帐,制定工装模具的周期检验标准;负责编制工装模具的设计计划,负责对设计审批和报废审批;负责编制工装模具的使用规范和维护保养规范;负责制定工装模具检验/验证标准;组织实施对新设计和变更工装模具的验证,形成验证的数据和资料。
4.2. 采购部:负责工装模具的外协制作和工装模具所需的标准件的采购,保证质量、品种、数量及交货时间。
4.3. 质量部:负责按照工装模具进厂检验/验证标准对工装模具的进厂检验,并出具检验报告。
4.4. 生产部:负责指导车间工装模具的使用、维护保养、周检、现场5S及月度检查及考核;参与工装模具的验证;负责工装模具的维修和报废申请。
4.5. 生产车间:负责根据本车间需求提出年度工装模具需求计划,报生产部审批;负责参与本车间工装模具的验证工作;负责监督、指导生产线操作工对工装模具的安装及验证确认工作;负责按照工装模具的使用规范、维护保养规范、周期检定标准进行使用、维护保养、周检。
4.6. 库房:负责对检验/验证合格的工装模具办理出入库手续;负责台账的建立和维护;维护保养及储存管理等。
5、工作流程负责部门输入流程输出方法说明生产车间R.S4.01.01 工装模具需求表易损工装/模具及附件安全库存-由生产车间根据工装模具的使用情况填写《工装模具需求表》(尤其是易损的工装模具及附件),经部门审核后提报技术部技术部R.S4.01.02 工装模具设计计划工装模具设计标准R.S4.01.03 工装模具清单图纸-技术部根据实际需求,制定《工装模具设计计划》,依据《工装模具设计标准》进行设计,并绘制图纸技术部-技术部对设计的工装模具图纸和其它技术质量要求,组织有关人员进行评审,通过后传递给生产部安排制造,不通过重新设计生产部采购部工装模具清单技术质量要求图纸供方、采购控制程序R.S4.01.04 工装模具外包(自制)计划采购合同-由生产部负责统筹安排工装模具的外包(自制)-采购部负责外包的商务谈判和质量、交期就服务的管理质量部技术部工装模具检验/验证标准R.S4.01.05 工装模具检验单R.S4.01.06 工装模具验证单-质量部检验人员对工装模具入库前进行检验验收,填写《工装模具检验单》-技术部负责新设计或变更设计的工装模具组织质量部、生产车间进行验证,填写《工装模具验证YN工装模具的需求外包/自制评审策划与设计验收/验证YNA2/6负责部门输入流程输出方法说明单》(其中包括首末件、过程检验、过程能力的验证确认等)库房入库单工装模具维护保养规范R.S4.01.07 工装模具台账R.S4.01.08 工装模具维护保养计划R.S4.01.09 工装模具维护保养记录-库房对经检验/验证合格的工装模具办理入库手续,并负责根据出入库的情况及时更新《工装模具台账》,并按照维护保养规范进行周期性维保-标识并定置管理,须按照在用、闲置、待修、待验证分类存放、标识明确-如有顾客的工装模具,须验证是否有明显的永久标识;对其维护保养方法按本程序中的要求执行其接收、分发、交接的管理详见《顾客财产管理》库房生产车间出库单工装模具使用规范工装模具维护保养规范工装模具维护保养计划R.S4.01.10 工装模具履历卡-生产车间对领用的工装模具按照使用规范进行使用,按照维护保养规范进行日常维保,填写《工装模具履历卡》,对维保、周检情况、使用寿命进行控制质量部生产车间检验和试验管理程序工装模具周期检验标准首末件及过程检验确认R.S4.01.11 工装模具周期检验计划工装模具履历卡-通过首末件检验和过程中巡检,来间接监视工装模具的质量-通过周期性的精度检验来保证技术部生产车间工装模具维修规范R.S4.01.12 工装模具维修记录-需要维修的工装模具,生产车间根据《工装模具维修规范》进行日常验证确认/周检Y出库/领取使用入库/储存/维护NDB C3/6负责部门输入流程输出方法说明库房R.S4.01.13 工装模具报废审批单维修,填写《工装模具维修记录》;自己没有能力维修的提报生产部委外维修-经鉴定不能继续使用的工装模具,由库房填写《工装模具报废审批单》,经部门审核后提报技术部批准,办理报废手续-库房根据《工装模具报废审批单》及时在更新《工装模具台帐》继续使用报废维修AB C D4/66、说明6.1 工装模具的工程更改及文件管理详见《工程变更管理程序》。
工装模具管理控制程序(IATF16949)

修改记录1.目的对工装模具的设计、制造、验证、使用、修理、维护、报废等进行控制和管理,以确保产品符合规定的要求。
2.适用范围本程序适用于本公司内工装模具的管理。
3.术语模具:用以限定生产对象的形状和尺寸的装置。
本公司模具指用于生产的弯管模具。
工装:指制造过程中所用的各种工具的总称。
本公司工装指包括卷筒芯棒/脱模治具/裁切治具等。
4.职责4.1质量部负责外制工装模具的入库检验并参与内外制工装模具的使用验收。
4.2生产部负责工装模具的汇总、台帐的建立,工装模具的贮存和日常保养维护工作,负责工装模具的使用验收。
4.3项目工程部负责内制工装模具的设计与制作,负责外制工装模具的设计方案评估确认,参与内外制工装模具的使用验收。
5 流程图6 内容6.1 工装、模具任务单下达:6.1.1 APQP小组根据新产品开发要求,在APQP提出新工装、模具需求,填写【工装、模具需求表】。
1.2在用工装、模具精度不能满足要求或损坏不能修复时,由使用部门提出,并给审批后,报技术部安排制作新的工装、模具。
1.3在用工装、模具需改进或需重新设计时,由技术部更改工装、模具设计图纸或重新设计。
1.4生产部工装、模具管理员每月盘点在用工装、模具,发现遗失或达到使用寿命更换周期,报项目工程部安排制作新的工装、模具。
1.5项目工程部在设计新工装、模具或更改工装、模具设计图纸时,收集相关工装、模具制作资料,如产品的相关参数、样件、产品图纸、现有工装、模具的图纸、其它工装、模具设计资料。
6.2工装、模具设计制作计划表制订和设计启动6.2.1项目工程部编制“工装、模具生产任务通知单”后,制订“工装、模具设计及制作进度表”,设计工程师按照“工装、模具设计及制作进度表”执行设计任务。
6.2.3设计工程师接受到“工装、模具生产任务通知单”、“工装、模具设计及制作进度表”及客户产品图纸及产品造型后,即可按计划开始工装、模具设计。
6.2.4 设计策划:项目工程部主管接受任务后,将设计任务分派给设计人员,并确定设计各阶段的时间安排和顺序。
IATF16949-2016-SP-06-01工装、模具控制程序
1.目的和适用范围
1.1 目的:为建立工装管理体系,确保工装得到有效控制,特制定本程序。
1.2 适用范围:本程序适用于组织内生产工装的管理(包括分公司及中间库使用的工装)。
2.职责
2.1产品开发部负责量产前工装模具的设计、制造和验收,并提供相应文件、图纸和报告。
生产管理部负责量产前冲压
模具的设计、制造和验收,并提供相应文件、图纸和报告。
生产管理部负责量产后工装模具的设计、制造和验收,并提供相应文件、图纸和报告。
2.2生产管理部负责工装夹具的定期验收、定期维护和补充。
2.3制造部负责工装夹具的使用和日常点检、维修。
3.术语和定义
3.1 生产工装:通常包括注塑模具、冲压模具、翅片滚刀、集液管冲圆孔模具、蒸发器压合模具、组装胎具、工位器具、
工具。
4.内容
详见内容附页
5.相关程序/指导书
COP-06-S03 《工装设计规范》
COP-06-S04 《过程开发文件编号规范》
COP-06-D02 《注塑模具开发指导书》
COP-06-D03 《冲压模具开发指导书》
COP-08《变更控制程序》
SP-06-D01《钎焊夹具、托盘管理指导书》
SP-06-D02《顾客财产管理指导书》
SP-06-D03《模具、刀具管理指导书》
SP-06-D04《工装、夹具管理指导书》
SP-10-D04 《备品备件、工装、设备采购实施指导书》
7.变更内容一览表
责量产前冲压
制造和验收,具、工位器具、。
工装模具控制管理程序

业务流程
控制要点
记录/备注
相关部门
根据下列需求编制《模具申请单》:
a.产品设计和过程设计输出文件(工装图纸、新产品工装清单);
b.工装模具使用部门提交的申请;
c.为满足公司生产能力提升,相应添置;
d.满足持续改进需求;
e.满足技术攻关开发新工装模具。
模具申请单
生产技术课
对《模具申请单》内容进行审阅,并提出相关意见。
1、生产技术课应监控供方模具的使用情况,在模具无法使用或达到使用年限后回收。
2、对于无法使用或达到使用年限的模具提出处理意见,经批准后进行处理。
4.2工装模具维护保养
生产技术课
生产技术课负责制定工装模具保养计划,填写《工装模具年度保养计划》。
工装模具年度保养计划
责任部门
业务流程
控制要点
记录/备注
制造课
5、记录表单
序号
记录表单名称
表单编号
所属部门
保存期限
1
模具申请单
2
工装模具验证卡
3
工装模具台帐
4
工装模具年度保养计划
5
工装模具定期保养卡
6
工装模具维修单
7
工装模具报废申请单
8
保管证(模具、模型)
6、相关文件
序号
文件名称
文件编号
文件版本
备注
1
供应商管理程序
2
采购Байду номын сангаас制程序
所属部门:
ABC有限公司
文件编号
作成
审查
批准
版本号
推行
小组
工装模具控制管理程序
日期
页码
IATF16949程序文件S10工装模具管理程序
《工装模具进度 表》
5.7 5.8 5.9 5.10 5.11
NO 验收
Y
5.7.1 由工艺管理部组织质量管理部、生产管
理部、设备管理部、销售一部相关人员参与
对工装模具的验收工作。
工艺管理部质量管 《工装模具验收
5.7.2 质量管理部负责首次冲压产品进行检 理部设备管理部生
单》,
验。
产管理部销售一部
序号
流程
工装模具制造
5.6
自制
委外
工装模具管理程序 工作说明
共4页 第3页
第A版
第 0 次修改
责任部门
输出(结果)
5.6.1 自制:工艺管理部负责对工装模具的原 料、配件采购,并进行制造。 5.6.2 委外:由委外供应商负责对工装模具的 原料、配件采购,并进行制造,工艺管理部 进行进度跟进。
工艺管理部
力厂商评估报告》,并据此编制《合格工装模
应商清单》
委外供应商选定
具供应商清单》
工装模具设计
5.4
自制
委外
5.4.1 自制:工艺管理部根据销售一部获得的 产品相关技术资料负责对工装模具的设计 5.4.2 委外:工艺管理部制作不了的工装模具, 由工艺管理部发往委外供应商制作,工艺管理 部负责进度跟进
工艺管理部
设计资料
NO 5.5 由工艺管理部组织销售部、质量管理部、
设备管理部、生产管理部相关人员对设计进行
设计评审
评审,如有不符合的返回相关设计单位进行修
正
工艺管理部、质量管
理部、设备管理部、 设计图纸(会
5.5
生产管理部、销售一 签)
部
Y
有限公司
程序文件
QP/PX-S10
IATF16949--2017工装、模具管理程序
********有限公司(yǒu xiàn ɡōnɡ sī)编号(biān hào) ***Q-S2-01名称(míngchēng) 工装(ɡōnɡ zhuānɡ)、模具管理程序(chéngxù)版号 **发布日期:2017年4月6日1.目的(mùdì)通过对工装的设计、制作、验证、使用、保养、维修、报废(bào fèi)等几个环节工作流程的规范,确保合格、实用的工装投入使用,从而(cóng ér)提升产品质量、满足产品交期。
2.适用范围适用于本公司所有产品工装(ɡōnɡ zhuānɡ)、模具的设计开发、采购、制作、验收、试用、使用、维修、保养、报废等管理工作的控制。
3.术语(shùyǔ)工装:指制造过程中所用的各种工具的总称,即工艺装备;包括模具、夹具、检具、刀具、辅具、钳工工具、工作器具等,工装为其通用简称。
模具:专指钣金冲压模具。
外协工装/模具:是指自制工装/模具的部分加工工序委外加工或由我公司负责工装/模具设计,委外单位根据图纸资料制造,我方根据设计资料验收。
外购工装/模具:工装/模具设计和制造均委外,我方只负责验收符合产品要求的合格工装/模具。
4.职责4.1、总经理负责批准工装的制作和报废;4.2、技术部负责新产品工装、模具的设计策划、跟踪监督、成本核算及验收确认;4.3、生产部负责工装、模具的收发、保管及日常维护、维修、保养、申请报废等工作;4.4、采购部负责工装、模具的外购或外协加工控制及所需物料的提供;4.5、质量部参与对工装、模具的评审、验收及关键工装、模具的定期校检工作,并及时跟踪、反馈使用状态;5.依据标准5.1、本程序依据IATF16949:2016质量管理体系中标准条款8.5.1.6编制。
6.程序7.支持(zhīchí)文件7.1、《产品质量先期(xiānqī)策划管理程序》7.2、《文件(wénjiàn)与资料控制程序》7.3、《记录(jìlù)控制程序》7.4、《工程(gōngchéng)变更控制程序》7.5、《工装、模具编号规定》8.相关记录8.1、《工装、模具外购申请表》8.2、《工装、模具验收单》8.3、《工装、模具台账》8.4、《工装、模具易损件清单及更换计划》8.5、《工装、模具保养计划》8.6、《工装、模具运行记录》8.7、《工装、模具履历表》8.8、《工装、模具易损件更换记录》8.9、《工装、模具保养记录》8.10、《工装、模具封存/报废申请单》内容总结(1)********有限公司编号 ***Q-S2-01名称工装、模具管理程序版号 **发布日期:2017年4月6日1.目的通过对工装的设计、制作、验证、使用、保养、维修、报废等几个环节工作流程的规范,确保合格、实用的工装投入使用,从而提升产品质量、满足产品交期。
IATF16949工装管理控制程序(含附属表单)
中心组织使用车间对工装底图审核后下发。
自制工装的制造 与外购工装的订 购
技术中心
生产制造部组织生产。若新增工装需外购, 由生产副总、总经理逐级批准后采购部负责 采购。 5.2 自制工装的设计 5.2.1 技术中心根据产品设计和开发控制程 序、技术改进项目或持续改进项目,编制工
模具设计 说明卡
装清单,进行工装的设计(包括检验项目),
工装检验记录表;工装发放记录
表;工装周期检定记录;工装封
存、启封申请单;工装报废记录
等;
工装管理过程绩效趋势分析结 果。
MP2 监视、测 量、分析和评价 (质控部)
使用的关键准则是什么?(测量/评估) 1、工装周期检定计划完成率; 2、工装周检故障率。
5 工作流程和内容
工作流程
责任部门
工作内容说明
5.3.1.2 工装设计人员负责工装制造过程中
的技术服务工作,记录制造过程中的设计修
改,对设计图样进行更改,在工装验收后对
工 装 设 计 底图做出相应的修改。
人员
5.3.2 外购工装的订购
5.3.2.1 需要外购的工装经总经理批准后,审
计部和多功能小组(采购、技术、质量、使
用部门)结合以往的使用业绩共同确定工装
模、浇铸用的金属模具、压铸用的模具等由
技术中心模具组设计,经部门负责人审批;
使用部门 板材冲压模具由技术中心工艺部设计,部门
技术中心 负责人审批。
5.2.3 刃具由技术中心刀具工程师选型/设计
编制刀具清单经部门负责人批准,需自制的
转制造部,需外购的转采购部。具体流程详
见《刀具管理办法》。
5.3 自制工装的制造与外购工装的订购
如何做?(作业指导书/方法/程序/技术) 1、工装管理控制程序。
IATF16949程序文件23工装控制程序
工装控制流程图1. 目的规范工装管理流程,提高工装管理水平,使各类工装处于良好技术状态,以满足产品制造工艺要求。
2. 适用范围适用于过程设计、现生产工艺改进、质量攻关、试验试制项目等新工装的申请订货、到货、验收及调试,以及各类工装(模具、刀、量、辅、夹)批量订货、保管、发放、领用、使用监督、维护等工作。
3. 术语和定义3.1工艺装备:简称工装,是实现工艺过程所必须的刀(辅)具、量(辅)具、夹(辅)具、工位器具(辅具)、装配工具及工装吊具的总称。
3.2工装更换计划:按照工装周期(一般以时间或加工件数为单位)来进行强制性更换工装,贯彻预见维护原则、确保产品质量的一种科学管理方法。
4. 职责4.1技术部4.1.1负责制定新工装进度计划,提出订货申请及验收等工作。
4.1.2负责自制工装的设计及图纸会签,并对工装分类。
4.1.3负责编制《工装管理台账》,工装图纸的发放、回收及更改。
4.1.4负责确定工装更换频次。
4.2采购部负责按审批后的订货计划和订货申请单选择合格供方,组织订货并按合同规定实施监控、到货及组织验收等工作。
4.3生产部4.3.1负责自制工装的制造以及配合工装验收、安装、调试工作。
4.3.2负责工具和夹具的管理。
4.4质量部4.4.1负责确定新量具的验收、登记、检定等管理工作。
4.5生产管理部负责工位器具(辅具)的验收入库及使用过程中的管理。
4.6生产车间负责配合工装安装、调试及验收工作。
4.7多方论证小组负责对新工装进度计划和定货的评审。
5.工作程序和要求5.1技术部组织相关部门根据工艺要求,共同制订《工装进度计划》、提出《工装申请单》及《物资采购审批单》,并附本工序图页等必要文件,经多方论证小组评审、总经理审批后生效。
5.2对于已量产用的工装,则由使用部提出《工装申请单》报主管审批后进行采购、加工。
5.3审批后的《工装申请单》,由技术部确定编制工装号,并确定外购、外委设计或自行设计,同《物资采购审批单》一并报采购部。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工装模具控制程序范文(16949)TS16949 certification program file sample, tooling control program ( isots16949)1目的和适用范围1Purpose and scope1.1为了使工装、模具充分满足产品质量保证和生产能力的需求,特制定本程序。
1.1in order to make the fixture, mold products fully meet quality assurance and production capacity needs, establish the procedure.1.2本程序规定了公司正常生产所需工装/板、模具的设计、制造、验收、使用、标识、保管、保养、返修直至报废全过程的管理控制。
1.2the provisions of this procedure the normal production equipment required / plate, mold design, manufacturing, inspection, use, maintenance, repair, identification, storage until scrapped the management of whole process control.1.3本程序适用于公司生产所需的各类工装模具。
1.3this procedure is applicable to the company needed for the production of various types of tooling.2引用文件2reference documents2.1《技术文件和资料控制程序》、2.1" technical document and data control procedure",2.2《采购控制程序》、2.2" purchasing control procedure.",2.3《供方管理程序》Supplier management program"2.3"2.4《主要自制工装、模具、检具的标识办法》2.4" main homemade tooling, mold, seized with the identification approach"3术语3term无No4职责Responsibility 44.1生产安全部是工装、模具的归口管理部门。
4.1safe production tooling, mold department is the competent administrative department.4.2技术发展部负责工装模具的设计、审核及加工工艺的编制。
The 4.2 technology development department is responsible for tooling design, review and processing of the establishment.4.3模具分厂负责工装模具的制造、标识、修复及工装模具库房预防性维护等管理工作。
The 4.3mold factory responsible for tooling mold manufacturing,identification, repair and tooling warehouse preventive maintenance management.4.4质保部负责工装模具入厂(库)的验收工作4.4the quality assurance department responsible for tooling factory entry ( Library ) of acceptance of work4.5各分厂负责正常生产工装模具的使用及日常维护管理和保养。
In 4.5the factory responsible for normal production tooling use and daily maintenance management and maintenance.5程序In 5 procedures5.1工装模具控制流程图(见附录1)5.1tooling control flow graph ( see Appendix1)5.2工装模具控制流程说明5.2tooling control flow5.2.1工装模具的设计5.2.1tooling designa)在新产品开发试制阶段,由技术发展部根据客户确认的图纸以及产品质量特性和工艺要求设计工装、模具图纸, 项目负责人应对验收提出具体要求。
A ) in the trial production of new product development stage, the technical development department according to the customer to confirm the drawings and product quality characteristics and processrequirements of the design of tooling, mold drawings, the man responsible for the project with acceptance put forward specific requirements. 中鸿认证咨询公司b)在产品试制/试模后,技术发展部应根据产品试制/试模情况,考虑是否需制造定型工装,如需要应由技术发展部负责设计,技术部部长审核,总工程师批准。
B ) in product / test mode, technology development department should be based on the product / test mode, to consider whether the required manufacturing shaping fixture, such as the need for technical development department is responsible for the design, the Minister of Technology Department audit, approval of chief engineer.c) 生产中从工艺角度考虑如确实需要进行工装、模具的设计更改/修改的,则应由专人负责更改,具体按《技术文件和资料控制程序》。
C ) production from technology perspective such as the need for tooling, mold design changes / modifications, it shall be specifically responsible for the change, according to the specific" technical document and data control procedure".5.2.2工装、模具的制造5.2.2tooling, mold manufacturinga)生产安全部根据“()年()生产计划”“工装模具消耗定额”及“工装模具生产日报表”编制“()年()月工装、模具制造计划”。
A ) under the Ministry of production safety" ( ) ( ) year production plan"" tooling consumption" and" tooling production daily report" prepared" ( ) year ( month ), mold manufacturing plan".b)由模具分厂根据技术发展部提供的图纸/或要求组织制造,并对完成情况进行月统计分析,填写“()生产活动分析”。
B ) by mold factory according to the technology development department to provide drawings or requirements of manufacturing, and the completion of month, fill out the " ( ) production activity analysis". c)如公司无制造能力,委托外加工时需提供图纸、验收标准、CAD数据处理要求和进度计划,并由采购部负责跟踪进度情况,具体按《采购控制程序》执行。
Companies such as C ) without manufacturing capacity, commissioned by the processing required to provide the drawings, acceptance criteria, CAD data processing requirements and schedule, and by purchasing department is responsible for tracking progress, according to the specific" buy" execution control program.d)对委外加工供方的控制具体按《供方管理程序》。
D ) on outsourcing supplier control according to the specific" supplier management procedure".5.2.3工装模具的验收5.2.3tooling acceptance对于自制或委托外加工的工装、模具验收方法:For the homemade or commissioned by the processing of the tooling, mold inspection method:l同委托外加工单位提供工装、模具的全尺寸、材质、热处理检验报告,由质保部核对图纸确认;L commissioned outside the processing unit to provide tooling, mold full size, material, heat treatment inspection report, by the quality assurance department check drawing confirmation;l按图纸对工装、模具进行全尺寸测量并填写“()年工装、模上具检测记录表”;L by drawing on tooling, mold dimension measurement and fill out the" ( ) years tooling, mold testing record table";l按试加工/试模后的产品进行检验,并填写“()年工装、模上具检测记录表”。