SOP标准作业指导书表格
SOP作业指导书格式范例
文件编号
版本A/0
点亮测试
标准工时标准产能/H
2
作业类型人员配置
1人序号
材料名称
数量1
2
345
设备,工装名称
型号设定条件
直流电源DC0V---30V 3V 手指套
 ̄ ̄ ̄ ̄ ̄
防静电
核准审核
承办单位:
设备及治工具
注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V;且不可触碰大功率透镜。
自
检
检查有无暗灯、闪灯、死灯、色差等检查有无焊反、假焊、脱焊
不良品截出
检查仪器是否完好
技术要求
本工序作业
1.直流电源调整到3V (如图一)正负极要一致
2.将焊接好的大功率点亮测试,红表笔接正极、黑表笔电压不可超过3V,接触要牢固 负极(如图二)
检查上工序检查工位表面清洁
检查物料有无一致操作说明材料编号材料规格
3.完成后放入专用防静电PVC盒内。
适用产品名称及编号大功率MR16/GU10/JDRE27(通用)
工序名称
工序排号测试
编制日期页数第2页 共14页
注意事项
作 业 指 导 书
承办人:核准审核
图一
图二
0.30 不可超过3V 红线为正
黑线为负。
sop标准作业指导书模板

sop标准作业指导书模板标准作业指导书(SOP)模板。
一、概述。
标准作业指导书(SOP)是一种详细描述组织内部工作流程和操作规程的文件。
它旨在确保工作流程的一致性和标准化,提高工作效率,降低错误率,确保产品和服务的质量。
本模板旨在帮助您创建符合标准的SOP,以确保您的工作流程得到规范和管理。
二、适用范围。
本SOP适用于以下工作流程/操作:1. 工作流程/操作名称1。
2. 工作流程/操作名称2。
3. 工作流程/操作名称3。
(依此类推)。
三、责任部门。
本SOP的执行和管理由以下部门负责:1. 负责部门1。
2. 负责部门2。
3. 负责部门3。
(依此类推)。
四、操作流程。
1. 流程/操作1。
(详细描述流程/操作1的步骤、方法和注意事项)。
2. 流程/操作2。
(详细描述流程/操作2的步骤、方法和注意事项)。
3. 流程/操作3。
(详细描述流程/操作3的步骤、方法和注意事项)。
(依此类推)。
五、相关记录。
在执行本SOP的过程中,需要做好以下相关记录:1. 记录1。
2. 记录2。
3. 记录3。
(依此类推)。
六、质量控制。
在执行本SOP的过程中,需要做好以下质量控制措施:1. 质量控制措施1。
2. 质量控制措施2。
3. 质量控制措施3。
(依此类推)。
七、风险管理。
在执行本SOP的过程中,需要注意以下潜在风险,并采取相应措施进行管理和控制:1. 风险1。
2. 风险2。
3. 风险3。
(依此类推)。
八、修订记录。
记录本SOP的修订历史,包括修订日期、修订内容、修订人等信息。
九、附录。
在本部分列出本SOP执行过程中需要使用的相关附表、表格、图表等内容。
以上是SOP标准作业指导书模板的内容,希望能够对您的工作有所帮助。
在实际使用过程中,请根据具体情况进行适当调整和修改,以确保SOP的实际有效性和适用性。
sop作业指导书格式范例
文件编号
版本A/0
点亮测试
标准工时标准产能/H
2
作业类型人员配置
1人序号
材料名称
数量1
2
345
设备,工装名称
型号设定条件
直流电源DC0V---30V 3V 手指套
 ̄ ̄ ̄ ̄ ̄
防静电
审核
作 业 指 导 书
大功率MR16/GU10/JDRE27(通用)
注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V;且不可触碰大功率透镜。
本工序作业
自
检
注意事项
核准核准设备及治工具
承办单位:
适用产品名称及编号检查有无暗灯、闪灯、死灯、色差等不良品截出
检查有无焊反、假焊、脱焊
负极(如图二)
3.完成后放入专用防静电PVC盒内。
检查仪器是否完好
1.直流电源调整到3V (如图一)正负极要一致
2.将焊接好的大功率点亮测试,红表笔接正极、黑表笔电压不可超过3V,接触要牢固操作说明技术要求
检查工位表面清洁
检查物料有无一致检查上工序材料编号材料规格
第2页 共14页
工序名称
工序排号测试
承办人:编制日期页数审核
图一
图二
0.30 不可超过3V 红线为正
黑线为负。
SOP标准作业指导书格式样版_图文.

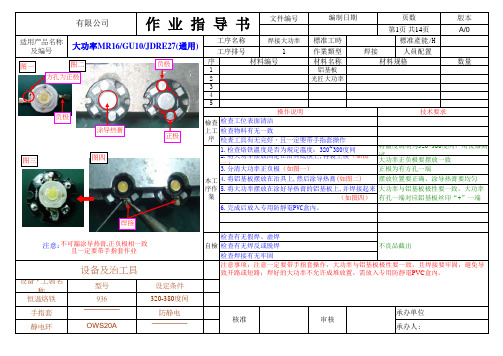
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業有限公司作业指导书编制日期页数第1页共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四3.分清大功率正负极(如图一正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2 作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊本工序作業1.直流电源调整到3V (如图一正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固负极(如图二3.完成后放入专用防靜電PVC盒內。
sop作业指导书模板

sop作业指导书模板
标准操作程序(SOP) 作业指导书1. 引言
1.1 目的
(解释SOP的目的和应用范围)
1.2 范围
(详细描述SOP适用的业务、部门或过程)
2. 负责人信息
2.1 编写
(指明SOP的编写人员和联系信息)
2.2 审查
(指明SOP的审查人员和联系信息)
2.3 批准
(指明SOP的批准人员和联系信息)
3. 定义
3.1 缩写词和术语
(列出SOP中使用的所有缩写词和术语的解释)
4. 步骤
4.1 步骤一
4.1.1 目标
(描述步骤的目标)
4.1.2 操作
(详细说明执行该步骤的具体操作)
4.1.3 质量控制
(如果适用,列出确保该步骤质量的控制措施)
4.2 步骤二
...
5. 相关文件和链接
5.1 相关文件
(列出所有与SOP相关的文件、表格或其他文档)
5.2 链接
(提供其他相关信息的链接,如培训视频、在线资源等)6. 变更记录
6.1 修订历史
(列出SOP的修订历史,包括版本号、日期和变更的性质)7. 培训要求
7.1 培训内容
(列出必须培训的内容)
7.2 培训人员
(指明培训的负责人)
8. 审查和验证
8.1 审查
(描述SOP的审查过程)
8.2 验证
(描述SOP的验证过程)
9. 安全注意事项
9.1 安全要求
(列出执行SOP时必须遵守的所有安全要求)
9.2 紧急情况处理
(提供在紧急情况下执行的步骤)。
作业指导书(SOP)

作业名称工序号工序类别
丝印
标准工时
70s
文件编号AL-3-06-0324
页数
5∕6
烫金
5
序号物料名称领取位置数量1手指套物料员62烫金纸物料员4H用量3珍珠棉物料区14
小胶箱
物料区
1
序号名称型号/参数设定数量版本拟制审核
批准
生效日期
变更日期
1烫金机温度200℃±5
1 1.0
曾成
2烫金板13
风枪
1
滨 濠 电 子 有 限 公 司
作 业 指 导 书
适用机型P7354面壳使用物料
银色/29*42*5CM /
29*42CM
图解
物料编号
规格作业步骤
1、通知当班组长或技术员调校烫金机,设定烫金机温度(200℃±5),确定烫金图案,位置,颜色;准备洁净的珍珠棉,小胶箱;品质要求
2、左/右手大拇指、食指、中指各戴一只手指套,准备作业;
① 在装治具时,上下
盖要扣紧,不能出现间隙不均匀现象,不能刮伤产品; ②治具要装
到位,否则烫金位置就
不对
3、端坐在烫金机台前;拿取产品,先用风枪将表面的灰尘清理掉,然后将产品套进烫金台的治具上,产品装到位后,按启动按钮开始循环作业。
(装治具→烫金→取件→装治具)
4、烫金后的产品,自检后放在铺有洁净珍珠棉的小胶箱里;
5、产品转入下工序;
注意事项
1、烫金机出现异常,或品质异常时立即通知品管,组长或技术员前来确认,不能私自调校机台。
2、烫金机的烫印头有高温,拆装产品时不要碰到烫印头,以防烫伤;
使用的工具及仪器
文件状态
/只/。
SOP编写规范(作业指导书)

(三)试验用药物管理制度标准作业流程编写程序编制部门:企划部适用区域:□全国□总部□所有平台□其它:发布范围:分销全体培训岗位:分销主管以上及内审员执行负责王建辉人:流程王础Owner:文件批准王玲人:生效日期:年月日填写说明:1、“执行负责人”由起草人手签姓名,“流程Owner”由编制部门负责人手签姓名,“文件批准人”需要编制部门上级领导手签姓名。
2、适用区域、发布范围、培训岗位、生效日期需要执行负责人进行勾选或者填写。
1目的1.1指导SOP文件编写者能够高效的编写出符合要求的文件。
2范围2.1此文件适合所有编写SOP(标准作业流程)的文件编写人员。
3职责3.1执行负责人负责起草文件初稿,在文件审批通过后执行此文件,并反馈意见。
3.2流程Owner审核文件初稿,对文件的有效性、合理性和兼容性负责,保证流程通俗易懂,逻辑严密,操作性强;对执行负责人提出的反馈意见进行审核、汇总、修改。
3.3文件批准人作为文件最终定稿者,对文件的发生效力负责,对该文件与相关文件的兼容性进行审核。
4定义4.1SOP:SOP是标准作业流程(StandardOperationProcedure)英文的第一个字母的缩写。
为各部门共性的、可以固化的业务活动。
4.2工具书:制定的作为岗位快速参考的文件,例如:单位换算表,目标值等贴或放在工作区域附近用于员工工作时参考的文件,这类文件主要包括操作方法,测试标准,流程图等限于特定岗位使用的操作指南,可以作为程序文件的一部分,也可以单独使用,也包括国家发布的一些制度法规,国家标准,技术标准等。
4.3附件:指SOP文件中所引用的文件,执行文件的同时也必须同时执行的文件,主要包括管理规定,规章制度和标准,可以作为程序文件的一部分,也可以单独使用。
4.4SOP流程体系:共由四部分组成,SOP-规范制度-表单-手册。
其中,规范为各部门之间在共性流程操作之上的不同的业务管理的规定,是对SOP 的支持和补充;表单是与SOP,和管理规范相匹配的单据、附件等文件;手册是已经固化的指导我们进行SOP操作或执行规范制度的指南性文件。
SOP标准作业指导书格式(操作规程)

yes
发现问题?
no
批准和执行
纳入SOP清单
适时更新
操作指引
6
3、SOP编写流程(1)
• 1、流程描述
喷涂
坩埚检查
坩埚拉进 喷涂室
坩埚预热
配料
喷料
打检
开查
坩坩
埚
埚
包
装
箱
将 将 坩将 收调 调 备 调 喷
检
坩 车 埚治 紧整 节 料 配 涂
查
埚 推 放具 加加 配
溶
搬 进 进放 热热 料
液
上 喷 加于 器器 器
因此,必须对作业流程、作业方法、作业条件加以规定并贯彻执行, 使之标准化。
标准化有以下四大目的:技术储备、提高效率、防止再发、教育训 练。
标准化的作用主要是把企业内的成员所积累的技术、经验,通过文 件的方式来加以保存,而不会因为人员的流动,整个技术、经验跟着流 失。达到个人知道多 少,组织就知道多少,也就是将个人的经验(财富) 转化为企业的财富;
操作步骤和应遵守的事项 • (2)是作业员的作业指导书 • (3)是检验员用于指导工作的依据
操作指引
3
2、SOP的作用
• 1、作用
• 1)将企业积累下来的技术﹑经验记录在标准
文件中,以免因技术人员的流动而使技术流失;
•
2)使操作人员经过短期培训,快速掌握较为先进合
理的操作技术;
•
3)根据作业标准,易于追查不良品产生的原因;
Review ):关键工序控制点回顾,关键工序 是对产品质量起重要、关键作用的工序,通过 建立关键工序控制点并实施严格的质量控制, 以提高产品质量的过程控制能力。
操作指引
返回 12
(完整版)SOP作业指导书样板

文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
SOP标准作业指导书格式样版

SOP标准作业指导书格式样版文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業有限公司作业指导书编制日期页数第1页共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固负极(如图二)3.完成后放入专用防靜電PVC盒內。
(完整版)SOP作业指导书模板
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
SOP(标准作业流程范本)
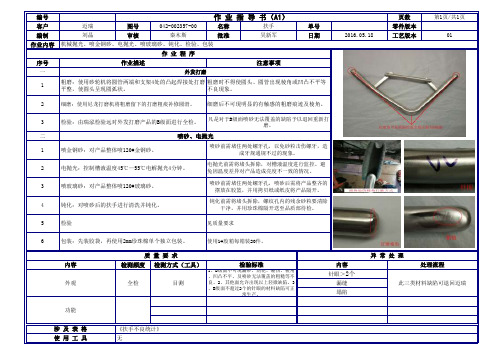
编号页数第1页/共1页客户迈瑞图号042-002357-00名称扶手单号零件版本编制刘晶审核秦木斯批准吴新军日期2016.05.18工艺版本01作业内容序号一二检测频度检测方式(工具)涉 及 表 格《扶手不良统计》使 用 工 具无处理流程质 量 要 求异 常 处 理针眼>2个2电抛光:控制槽液温度45℃—55℃电解抛光4分钟。
电抛光前需将堵头拆除,对槽液温度进行监控。
避免因温度差异对产品造成亮度不一致的情况。
此三类材料缺陷可退回迈瑞外观功能全检内容检验标准6包装:先装胶袋,再使用2mm珍珠棉单个独立包装。
使用1#胶箱每箱装20件。
漏缝塌陷目测1、B级面不可现漏砂、刮花、碰伤、棱角、凹凸不平、及喷砂无法覆盖的粗糙等不良。
2、其他面允许出现以上轻微缺陷。
3、B级面不超过2个的针眼的材料缺陷可正常生产。
内容4钝化:对喷砂后的扶手进行清洗并钝化。
钝化前需将堵头拆除,螺纹孔内的残余砂粒要清除干净,并用珍珠棉隔开送至品质部待检。
5检验见质量要求作 业 指 导 书(A1)机械抛光、喷金钢砂、电抛光、喷玻璃砂、钝化、检验、包装作 业 程 序作业描述粗磨:使用砂轮机将圆管两端和支架4处的凸起焊接处打磨平整,使圆头呈现圆弧状。
3喷玻璃砂:对产品整体喷120#玻璃砂。
喷砂前需堵住两处螺牙孔,喷砂后需将产品整齐的摆放在胶篮,并用拷贝纸或纸皮将产品隔开。
喷金钢砂:对产品整体喷120#金钢砂。
喷砂前需堵住两处螺牙孔,以免砂粒击伤螺牙,造成牙规通规不过的现象。
1注意事项粗磨时不得使圆头、圆管出现棱角或凹凸不平等不良现象。
外发打磨喷砂、电抛光12细磨:使用尼龙打磨机将粗磨留下的打磨粗痕补修圆滑。
细磨后不可现明显的有触感的粗磨痕迹及棱角。
3检验:由瑞泓检验远对外发打磨产品的B级面进行全检。
凡是对于B级面喷砂无法覆盖的缺陷予以退回重新打磨。
SOP标准作业指导书模版.pdf

确认
No.责任者
11223
3图2
44556
678
图4
图6
No.方法
担当者
No.确认项目频率
112233445
5
内容作成承认
1.出现质量异常时立即停止操作,反馈班组长与IPQC 确认;
2.对前几道工序所做的完成品进行全检,检出不合格反馈班组长核准,再交IPQC 确认合格后方可流入下工序;
3.经IPQC 确认为不合格品的按《不合格控制程序》执行.
质量事故
及教训:
安全禁止事项:
SPH 标准值
共计耗时(s)
此处放公司LOGO
标 准 作 业 指 导 书 模版
No.日期
异常处理流程 操作者→班组长→主管
标准修订记录
确认项目
判断标准
频率
判断标准
方法
担当者
图5
品质确认项目
工程确认项目
异常处理及对策
作业技巧:
设备/工装夹具:佩戴劳保用品:
图3
需用零部件:作业前准备项目
图1
作 业 内 容
作业前点检项目
作 业 步 骤
管理重点
耗时
点检项目
点 检 标 准
工序等级作 业 简 图
适用本工艺的产品
工程
产品类别继电器工序名称工序编号编制
承认
版本/修号:
文件编号:。
精益生产-标准化作业(SOP)

如:烘烤工序、三坐标检测工序等 5 后工序为集中生产的工序
如:浸漆工序、抛丸工序等
20
步骤五:编制《标准作业票》
① 《标准作业票》的意义: 1 是各作业人员遵守标 准作业的准则; 2 可对现场管理人员评 价的依据,因为标准作 业必须通过工序的作业 改善频繁地进行修改。 如果没经修改的标准作 业票长期不变,可以判 定现场管理人员没有努 力地进行作业改善;
12
步骤三:确定标准作业顺序
① 作业顺序的目标及意义: 是加工/组装/安装/拆卸的顺序,是经过大家一致认可的操作完成
顺序,以最大限度地保证安全、质量和效率
② 作业顺序的定义: ¾ 作业顺序是每个作业人员在规定的循环时间内必须执行的活动顺序; ¾ 其一表明作业人员操作的顺序,也可以叫做程序; ¾ 其二指示多能工的作业人员在各种设备上,在一个循环时间之内必须执 行的作业顺序
② 标准持有量的定义: 标准持有量指生产线上正在进行的作业所必需的、最小限度的在制品数量。
¾ 它包括正在设备上加工的那部分; ¾ 它不包括成品存放的库存
19
步骤四:确定在制品的标准持有量
③ 确定标准持有量的原则: 1 能够按照预定的T.T,使操作顺序按一定速度和节拍同步运转; 2 实际的持有量因设备布局和作业顺序的不同也不一样; 3 工序所需要的位置检查产品质量所需要的数量;
《标准化作业指导书》:标准作业顺序中各项作业的重点 《工序作业指导书》:各生产线上各种作业的细节和质量管理方法 ¾ 在以上两份文件中,包含了《标准作业票》的数据。
23
标准化作业--文件的层次及结构
24
标准化作业--标准化作业指导书(SOS)
标准作业指导书SOP
标准作业指导书SOP背景介绍:标准作业指导书(Standard Operating Procedure,简称SOP)是一种详细描述操作过程的文件,旨在确保所有工作按照一套规定的标准进行。
标准作业指导书常用于各种组织、企业以及工业领域,以提高工作效率、标准化操作,并减少错误和事故的发生。
目的:本标准作业指导书的目的是为了确保所有工作人员能够理解并按照统一的标准操作流程进行工作,提高工作质量和效率。
适用范围:本标准作业指导书适用于所有相关岗位的工作人员。
关键步骤:1. 任务准备- 明确任务目标、工作对象和要求;- 收集所需的工作材料、设备和工具;- 了解相关安全措施,并做好防护措施。
2. 工作执行- 按照事先制定的工作计划和顺序进行操作;- 执行过程中要严格按照所列流程和步骤进行,不得随意更改;- 注意安全风险,确保自身和他人的安全。
3. 质量控制-操作过程中要随时检查自身的工作质量,并保持良好的工作态度;- 如果发现问题或错误,及时纠正并报告相关人员;- 确保工作结果符合质量标准和要求。
4. 记录与报告- 及时记录工作过程中的关键信息和数据;- 记录过程中的问题和异常情况以及对应的解决方案;- 按照规定的报告流程上报工作结果。
5. 清理与整理- 工作完成后,清理和整理工作区域,保持整洁有序;- 对使用的工作材料、设备和工具进行清点和归类储存;- 处理和储存记录和报告文件,并按规定时间进行归档。
安全注意事项:1.所有人员必须经过相关安全培训,并严格按照安全规范进行操作;2. 必须配备个人防护装备,并在工作过程中正确佩戴和使用;3. 工作环境必须保持整洁,确保没有危险物品和障碍物;4. 应当随时检查工作设备和工具的状态,发现故障及时报修;5. 临床操作过程中,必须按照消毒程序进行消毒,并正确处置危险废物。
附录:1. 操作流程图2. 工作记录表格3. 相关安全规范和文件链接结束语:本标准作业指导书为保证工作的高质量和高效率提供了一套标准操作流程。
SOP作业指导书

新天地五金制品厂
产品名称
散热片
核准
审核
编制日期 2011/5/17
作业指导书
产品料号 LSI107
版本 A
上一 工序
1.确认上一工序尺寸是否在公差内 2.确认外观是否符合标准
确认
制作人:王惺
工序名称 冲压
人员配置 1人
1.确定上一工序没有问题后,再进行冲压
2.由专业人员调好冲床、模具
3.冲压时需注意以下尺寸:
由品管确认OK后再生产 尺寸走上限
生产过程中如果发现在不良,需立即 改善,并将不良品区分开
注意 CNC OK后要摆放整齐,如果要摆放在纸箱里,需要将产品上面的水处理干净后再放进纸箱, 事项 CNC后不能有硬毛边,毛边必须是用指甲可以刮掉的。
核准
审核
部门:品保部 制作人:王惺
新天地五金制品厂
产品名称
版本 A
制作人:王惺
工序名称 拉丝 要求
人员配置 1人
1.确认上几工序OK后再拉丝
2.拉丝时要注意一下问题:
①拉丝时要用150#号沙袋拉丝
②拉丝时要保证
≤0.1mm
③9.50+/-0.15
拉丝 ④1.75+/-0.25 ⑤2.0+/-0.20
⑥拉丝时要注意不能拉塌角
⑦要注意拉丝毛边≤0.02mm
⑧确定产品拉丝是否拉到位
版本 A
工序名称 碱洗 要求
人员配置 3人
碱洗时需确认所有尺寸,以判定需碱洗多少MM, 所有尺寸中以最接近下限的为准,若毛边碱洗不 掉,就人工处理。
1.以上尺寸确认OK后,便可碱洗
2.碱洗时需注意以下几点:
①摆放好后再碱洗 碱 ②摆放在胶筐里的产品不能太紧,用手要可以轻轻晃 洗 动即可