COG Bonding作 业 指 导 书
金融行业-CorporateBanking

金融行业-CorporateBanking金融行业-Corporate Banking一、什么是企业银行Corporate Baking1、定义:Corporate Banking(又称法人金融或公司金融)是Wholesales属性,是针对公司,要服务365行商业银行(Commercial bank)为传统银行,包含Corp. bk. & Consumer bk.,但不含IB(Investment Banking)。
2、分工⑴Commercial banking的Trade sales=>主要是传统银行进出口贸易相关业务;⑵Corporate banking的RM=>除了提供传统银行相关业务,并还包含IB业务(Corp.finance)。
3、代表性银行举例⑴大银行,如:花旗(CITI)、汇丰(HSBC)、渣打(SCB)、荷兰(ABN)…有做Corp. bk. & Consumer bk.;⑵中型银行,如:法国巴黎银行(BNP)、德意志(DB)、摩根大通(J.P.Morgan)、美国银(BOA)…以Corp. bk & IB为主。
二、组织分工及产品1、Sales端:⑴即RM(Relationship Manager):销售Corp. bk.所有product,buy side为一般公司财务部主管。
⑵RM按行业分Large Corp. (LC) RM: 负责本地大型产业如:上市公司,会销售到IB产品;Stated own Enterprises(SOE) RM: 负责国有企业,会销售到IB产品;Multinational (MNC) RM: 负责跨国公司,不会销售到IB产品;Financial Institution(FI) RM: 负责金融行业(大银行又分为:银行同业、非银行金融机构NonBankFI。
前者FI RM偏向销售correspondence业务;后者NBFI RM工作内容较丰富多元,会销售到IB产品);Small & Medium Enterprises(SME) sales: 负责本地中小企业,SME客户要求的服务大多是trade,会销售到一些investment产品;SME Sales下一步很适合做PB Sales(因已积累中小企业主客户基础);注:一般只有大型企业银行才会将RM如此细分,中小型银行RM 会同时负责几个行业。
作业指导书(样板)
3
装夹工件
10
4
图5
清洗工件
3
5
将工件推到下道工序
1
6
标 记 技通编号 变更原因 变更者 修改者 变更日期
将毛坯拿上滚道
目测工件内腔无杂物
胶手套、劳保鞋
2
劳保用品
班组长 技术审核 安全审核
工艺会签
质量会签
批准(日期)
作
工位号 图 1
业
指
工位名称 图2
导
书
安全
要点类型 质量
重要度 成本 关键 重要
机型 LJ465Q-2AE6 要 点
版本号 05 时 间
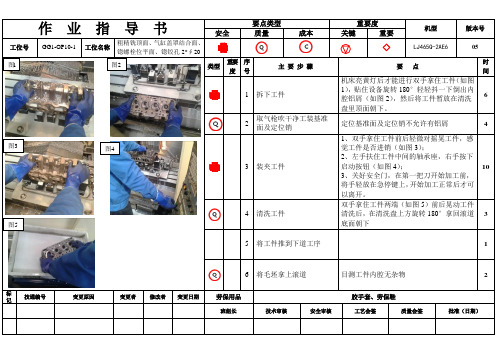
GG1-OP10-1
粗精铣顶面、气缸盖罩结合面、 锪螺栓位平面、锪铰孔 2*∮20 类型 重要 序 度 号 主 要 步 骤
◇
1
拆下工件 取气枪吹干净工装基准 面及定位销
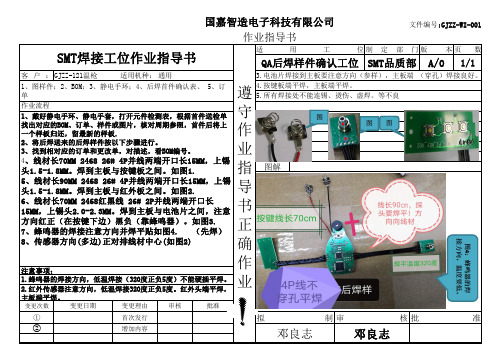
机床亮黄灯后才能进行双手拿住工件 (如图 1) ,贴住设备旋转 180°轻轻抖一下倒出内 腔铝屑(如图 2) ,然后将工件暂放在清洗 盘里顶面朝下。 定位基准面及定位销不允许有铝屑 1、双手拿住工件前后轻微对摇晃工件,感 觉工件是否进销(如图 3) ; 2、左手扶住工件中间的轴承座,右手按下 启动按钮(如图 4) ; 3、关好安全门,在第一把刀开始加工前, 将手轻放在急停键上, 开始加工正常后才可 以离开。 双手拿住工件两端(如图 5)前后晃动工件 清洗后,在清洗盘上方旋转 180°拿回滚道 底面朝下
制造业生产流程管理作业指导书
制造业生产流程管理作业指导书第1章生产流程管理概述 (3)1.1 生产流程的基本概念 (3)1.2 生产流程管理的目标与任务 (4)1.3 生产流程管理的方法与手段 (4)第2章生产计划管理 (4)2.1 生产计划的制定 (4)2.1.1 收集生产相关数据 (5)2.1.2 确定生产目标 (5)2.1.3 制定生产计划 (5)2.1.4 审批生产计划 (5)2.2 生产计划的执行与控制 (5)2.2.1 生产任务的分解与分配 (5)2.2.2 生产进度的监控 (5)2.2.3 生产资源的调度与管理 (5)2.2.4 质量控制 (6)2.3 生产计划的调整与优化 (6)2.3.1 生产计划的动态调整 (6)2.3.2 生产计划优化策略 (6)2.3.3 生产计划变更管理 (6)第3章生产调度管理 (6)3.1 生产调度的基本任务 (6)3.2 生产调度的方法与技巧 (7)3.3 生产调度的实际应用案例 (7)第4章物料需求计划 (8)4.1 物料需求计划的基本原理 (8)4.1.1 物料清单(BOM) (8)4.1.2 库存管理 (8)4.1.3 主生产计划(MPS) (8)4.1.4 网络计划 (8)4.2 物料需求计划的制定与执行 (8)4.2.1 制定物料需求计划 (8)4.2.2 物料需求计划的执行 (8)4.3 物料需求计划的优化与改进 (9)4.3.1 完善物料清单 (9)4.3.2 优化库存管理 (9)4.3.3 提高主生产计划的准确性 (9)4.3.4 加强生产过程的监控与调度 (9)4.3.5 引入先进的信息化技术 (9)第5章生产线平衡与布局 (9)5.1 生产线平衡的基本概念 (9)5.1.1 生产线平衡的原理 (9)5.2 生产线平衡的方法与技巧 (10)5.2.1 生产线平衡方法 (10)5.2.2 生产线平衡技巧 (10)5.3 生产线布局的设计与优化 (10)5.3.1 生产线布局设计原则 (10)5.3.2 生产线布局优化方法 (11)5.3.3 生产线布局优化技巧 (11)第6章质量管理 (11)6.1 质量管理的基本原则与方法 (11)6.1.1 质量管理原则 (11)6.1.2 质量管理方法 (11)6.2 质量控制工具与技术 (11)6.2.1 质量控制工具 (11)6.2.2 质量控制技术 (12)6.3 质量改进案例与实践 (12)6.3.1 案例一:降低某产品的不良率 (12)6.3.2 案例二:缩短某产品生产周期 (12)6.3.3 案例三:提高供应商质量水平 (12)第7章设备管理与维护 (12)7.1 设备管理的基本任务与策略 (12)7.1.1 设备管理的基本任务 (12)7.1.2 设备管理的策略 (13)7.2 设备维护的方法与技巧 (13)7.2.1 设备维护的方法 (13)7.2.2 设备维护的技巧 (13)7.3 设备管理在实际生产中的应用 (13)7.3.1 设备选型与配置 (13)7.3.2 设备运行监控 (13)7.3.3 设备维护与保养 (13)7.3.4 设备更新与改造 (14)7.3.5 设备安全管理 (14)7.3.6 设备信息管理 (14)第8章人力资源管理 (14)8.1 生产现场人员配置与管理 (14)8.1.1 人员配置原则 (14)8.1.2 岗位职责明确 (14)8.1.3 人员招聘与选拔 (14)8.1.4 人员培训与调配 (14)8.1.5 绩效考核与激励 (14)8.2 员工培训与技能提升 (14)8.2.1 培训需求分析 (14)8.2.2 培训计划制定 (15)8.2.3 培训实施与评估 (15)8.3 生产团队建设与激励 (15)8.3.1 团队建设 (15)8.3.2 沟通与协作 (15)8.3.3 激励机制 (15)8.3.4 企业文化建设 (15)8.3.5 员工关怀 (15)第9章环境与安全管理 (15)9.1 生产现场环境管理 (15)9.1.1 环境管理原则 (15)9.1.2 环境管理措施 (15)9.2 安全生产管理的基本要求 (16)9.2.1 安全生产责任制 (16)9.2.2 安全生产规章制度 (16)9.2.3 安全生产培训与教育 (16)9.2.4 安全生产投入 (16)9.2.5 安全生产检查与隐患整改 (16)9.3 环境与安全管理的实际应用 (16)9.3.1 环境管理实际应用 (16)9.3.2 安全管理实际应用 (16)第10章生产流程优化与持续改进 (17)10.1 生产流程优化的方法与手段 (17)10.1.1 流程分析与评估 (17)10.1.2 流程建模与仿真 (17)10.1.3 优化方法选择与应用 (17)10.1.4 优化方案实施与监控 (17)10.2 持续改进的体系建设与实践 (17)10.2.1 持续改进理念普及与推广 (17)10.2.2 持续改进组织架构与职责 (17)10.2.3 持续改进机制与流程 (17)10.2.4 持续改进工具与方法 (17)10.3 生产流程优化与持续改进案例分享 (17)第1章生产流程管理概述1.1 生产流程的基本概念生产流程是指将原材料、零部件、能源等通过一系列有序的加工、组装、检测等工序,转化为成品的全过程。
插件作业指导书
2 3
4
核
准
NO:XL-E0212-B
5
6
确
制
认
作
PAGE: 11 OF 27
作 业 指 导 书 (MANUFACTURING OPERATION INSTRUCTION)
PCB名称
(PCB NAME)
15W-18W
略 图
线别
(SECTION) 初测
制程站别
MOI
C/T
(PROCESS STATION) REV
PAGE: 2 OF 27
作 业 指 导 书 (MANUFACTURING OPERATION INSTRUCTION)
PCB名称
(PCB NAME)
线别
(SECTION)
制程站别
MOI
C/T
(PROCESS STATION) REV
日期
(DATE)
文件编号
15W-18W
略 图
插件线
3
位置 NO (LOCATION
PCB名称
(PCB NAME)
15W-18W
略 图
线别
(SECTION) 插件线
制程站别
MOI
(PROCESS STATION) REV
6(总检)
位置 NO (LOCATION
) 1
A
料号 (P/O)
日期 C/T
(DATE)
0
2011.12.05
零件规格
(DESCRIPTION)
文件编号
0
注意事项 用量
4
5
6
7 8
9
10
有极 性、
C2;C3
11
F
COG Bonding 制程介绍及管理

制程條件選擇-DOE
Y2 9 19 20 17 19 13 19 15 13 Y3 8 18 19 17 18 13 17 15 21 Ave. Y4 11 16 19 18 18 17 21 12 17 Y5 8 20 19 16 19 16 22 17 15 St
0.0588 0.0148 0.0136 0.0170 0.0142 0.0251 0.0133 0.0237 0.0200 0.0223
9 Giant Vision Plus Your Life.
Giantplus
Part2:COG物料介紹&管控
ACF選用原則&注意事項
原則一:IC上每顆Bump上需catch足夠之有效破裂導電粒子。 原則二:Bump space不可發生粒子聚集造成short現象。 原則三:ACF選用寬度需大於IC寬度0.2㎜~0.5㎜(最佳) 原則四:ACF選用需對應IC Bump Height(目前cp3020f3可對 應Bump Height 9um之IC) ACF使用之注意事项: 1、ACF不能食用如果万一与皮肤接触,应用肥皂清洗﹔ 2、ACF从冰箱取出后,需放半小时左右,以不影响贴付为准﹔ 3、ACF如果外观颜色变黑或有颜色不均现象,应请停止使用﹔ 4、ACF贴付前与后需检查ACF上有无异物﹔ 5、从冰箱拿起ACF一定要看ACF料号使用期限,开封之日期﹔
C水 準 一 C水 準 二 C水 準 三
反應率分析
供應商協助分析
推力分析 斷面分析
最佳制程條件: -?-℃/-?-Mpa/-?-S
12 Giant Vision Plus Your Life.
Giantplus
13
Giant Vision Plus Your Life.
Bonding工序工艺及设备讲课文档

TCP是装配LSI等高集成半导体芯片, 和实装技术中无线电结合方式的一种。
TCP 技 术 是 为 了 在 一 张 机 板 上 高 密 度地搭载很多集成电路素子,和缩短素子 之间的配线长度的,在多芯片包装中广泛 使用的技术。
3、感压纸
第13页,共20页。
三 工序工艺参数
ACF压着 ❖ 压力❖Fra bibliotek温度1set 1set 1set 1set 1set 1set 1set 1set 1set 1set 1set 8set 10set 8set 9set 1套 1套 1套
3 设备layout 图
第16页,共20页。
⑴ ACF供应单元
第17页,共20页。
⑵ 预压单元
第18页,共20页。
⑶ 本压单元
成的全自动成线设备。
2 设备基本构成:见右图
第15页,共20页。
◇ TCP 热压机 Cleaning & Primer 涂敷单元 ADD 多重ACF贴敷单元 ADD预压单元 TCP冲切单元 ADD本压单元 翻转单元 SUS多重ACF贴敷单元 SUS预压单元 SUS FPC供料单元 SUS本压单元 Pattern Alignment单元 (检查机) Stage Table单元 上部送出单元 (X,Y,Z) Main Frame / Plate单元 Cover单元 气压单元 控制单元 视觉系统
剥掉基带
完成
本压
ヒーターツー ル
对位、预压
• 目的: 通过屏和FPC/COF/TCP上Mark,将屏上电极与FPC/COF/TCP上电极对位,
然后经过预压和本压,使屏与FPC/COF/TCP上相应电极由ACF连接导通。
第5页,共20页。
二 Bonding工艺用材料
金融与证券行业作业指导书

金融与证券行业作业指导书第1章金融与证券市场概述 (3)1.1 金融市场的发展历程 (3)1.1.1 传统金融市场阶段 (3)1.1.2 现代金融市场阶段 (3)1.1.3 金融市场监管阶段 (3)1.2 证券市场的功能与分类 (3)1.2.1 融资功能 (3)1.2.2 价格发觉功能 (4)1.2.3 风险分散功能 (4)1.2.3.1 股票市场 (4)1.2.3.2 债券市场 (4)1.2.3.3 衍生品市场 (4)1.3 金融与证券市场的相互关系 (4)1.3.1 证券市场是金融市场的重要组成部分 (4)1.3.2 金融市场为证券市场提供资金来源 (4)1.3.3 证券市场与金融市场相互影响 (4)1.3.4 金融创新促进证券市场发展 (4)第2章股票市场 (5)2.1 股票市场基本概念 (5)2.2 股票的分类与特点 (5)2.2.1 股票的分类 (5)2.2.2 股票的特点 (5)2.3 股票交易流程及规则 (5)2.3.1 交易流程 (5)2.3.2 交易规则 (5)第3章债券市场 (6)3.1 债券市场概述 (6)3.2 债券的分类与特点 (6)3.3 债券交易及投资分析 (6)第4章证券投资基金 (7)4.1 证券投资基金概述 (7)4.2 证券投资基金的分类与运作 (7)4.3 基金的投资策略与分析 (8)第5章金融衍生品市场 (8)5.1 金融衍生品市场概述 (8)5.1.1 金融衍生品分类 (8)5.1.2 金融衍生品市场的功能 (9)5.2 金融期货与期权 (9)5.2.1 金融期货 (9)5.2.2 金融期权 (9)5.3 金融互换与信用衍生品 (9)5.3.1 金融互换 (9)5.3.2 信用衍生品 (10)第6章证券发行与承销 (10)6.1 证券发行市场概述 (10)6.1.1 证券发行市场的概念与特点 (10)6.1.2 证券发行市场的参与者及其职能 (11)6.2 股票发行与承销 (11)6.2.1 股票发行 (11)6.2.2 股票承销 (11)6.2.3 股票发行与承销的程序及监管 (11)6.3 债券发行与承销 (12)6.3.1 债券发行 (12)6.3.2 债券承销 (12)6.3.3 债券发行与承销的程序及监管 (12)第7章证券交易机制 (12)7.1 证券交易制度概述 (12)7.2 连续竞价与集合竞价 (13)7.2.1 连续竞价 (13)7.2.2 集合竞价 (13)7.3 证券交易费用与税收 (13)7.3.1 证券交易费用 (13)7.3.2 证券交易税收 (13)第8章证券投资分析与决策 (13)8.1 证券投资分析概述 (13)8.2 技术分析及其应用 (13)8.3 基本面分析及其应用 (14)第9章风险管理与内部控制 (14)9.1 证券市场风险概述 (14)9.1.1 市场风险 (14)9.1.2 信用风险 (15)9.1.3 流动性风险 (15)9.1.4 操作风险 (15)9.2 风险管理策略与方法 (15)9.2.1 风险识别 (15)9.2.2 风险评估 (15)9.2.3 风险控制 (15)9.2.4 风险监测与报告 (15)9.3 证券公司内部控制与合规管理 (15)9.3.1 内部控制体系 (16)9.3.2 内部控制制度 (16)9.3.3 合规管理 (16)9.3.4 内部控制评价与监督 (16)第10章证券行业监管与发展趋势 (16)10.1 证券市场监管体系 (16)10.1.1 监管机构设置与职能划分 (16)10.1.2 监管法规体系 (16)10.1.3 监管手段与措施 (16)10.2 证券行业法规与政策 (17)10.2.1 证券行业主要法律法规 (17)10.2.2 证券行业政策导向 (17)10.2.3 证券行业监管政策创新 (17)10.3 证券行业发展趋势与展望 (17)10.3.1 证券行业市场规模与结构 (17)10.3.2 证券行业创新业务与发展方向 (17)10.3.3 证券行业监管改革与市场开放 (17)10.3.4 证券行业国际化发展 (17)第1章金融与证券市场概述1.1 金融市场的发展历程金融市场是经济发展和货币信用关系的形成而逐渐形成的。
业务指导书
销售部业务指导书(草拟)杭州雷龙网络技术有限公司目录一,编写目的二,业务指导1,办事处职责2,建立销售网络。
1)了解当地高校具体情况。
2) 了解各高校其他金融分期情况3) 有计划的开发拓展销售网络3,日常性工作。
1) 开展营销活动2) 跟踪营销活动的进展情况3)代理商管控4)校园经理管理5) 签单6)催收4,宣传推广1.发单2.网上营销三,事务联络单四,办事处所需文档一,编写目的:为方便各办事处同仁开展工作,并提高业务水平和办事效率,根据公司规章制度,结合实际,编写《销售部业务指导手册》。
二,业务指导1,办事处职责根据公司总体销售制度及战略,负责所辖区域的规范和管理工作,制定本销售部门工作计划,积极开展销售业务,有效管理所属人员,严格控制各种费用,组建有战斗力、凝聚力、向心力的销售团队,确保本销售部门各项目标的完成,不断扩大品牌的知名度和市场占有率。
2,根据公司市场战略,结合当地实际情况,建立公司产品销售网络。
1)了解当地高校具体情况。
市场调研:a ,学校概况(专科/本科,地址,学校人数,男女比例,宿舍楼栋数,学校平面图)b ,楼栋信息(楼的名称,几人间,每层寝室数,楼层数,年级,男女),其中楼的名称按照学校学生习惯的命名方式.2)了解各高校其他金融分期开展状况和产品及价格结构,宣传公司品牌和产品。
a,了解竞品在区域内的销售政策,销售结构和客户情况b,了解竞品的产品结构,价格状况和销售情况c,了解竞品的宣传动态d,了解区域内竞争产品的所有销售状况和变化 ,记录竞品的经营状况e,及时根据实际情况调整市场政策3)有计划的开发拓展销售网络,提高市场占有率a ,根据调查详情,制定工作计划(开展时间,所需传单数、兼职、预算)做到有条不紊。
b ,建立校园团队以校园经理岗位为主体,包含推广员等情况,在必要的情况下可设置片区经理作为校园经理的上级领导岗位,作为办事处员工的一部分,校园经理属于公司长期员工。
在招募校园经理、片区经理、专职销售的时候,要求必须具备相关业务经验。
物业服务中心作业指导书
**物业服务中心作业指导书二零一二年九月前言**物业服务中心至成立以来,一直以业主的需求为己任,为了给广大的业主提供高品质的服务。
本中心根据公司的管理规定及各项规章制度,结合**国际广场的实际情况特制定本作业指导书。
**物业服务中心主要设立了客户服务、环境管理、公共秩序管理、工程管理等部门,本作业指导书主要阐述了各部门的日常运作模式。
各部门的日常运作模式主要由以下各部分组成:1、各部门组织结构及人员配备情况;2、各部门岗位工作职责;3、各部门工作中应遵守的管理规定;4、各部门的培训。
本物业服务中心将按照各部门制定的操作流程及管理规定统一高标准,严要求的将各项管理制度落实到具体的工作中去。
目录第一章客户服务部管理1、客户服务部组织结构及人员配备2、各岗位工作职责3、工作中应遵守的管理规定4、客户服务部的培训第二章保洁部管理1、保洁部组织结构及人员配备分工表2、各岗位工作职责3、工作中应遵守的管理规定4、保洁部的培训5、日常保洁内容及考核质量标准表第三章公共秩序部管理1、公共次序部组织结构及人员配备2、值班岗位分布情况及上班时间3、各岗位工作职责4、各岗位工作职责明细5、工作中应遵守以下管理规定6、秩序管理员的培训第四章工程部管理1、工程部组织结构及人员配备2、各岗位工作职责3、工作中应遵守的管理规定4、工程部的培训第五章各部门的考核标准第一章客户服务部管理一、客户服务部组织结构及人员配备客户服务部其主要职能是负责信息的收集与处理、指令的传达等,它是物业服务中心信息传递的主要枢纽,通过它向项目工作人员发出指令、实现及时调度人员和快速处理突发事件。
客户服务部全面推行酒店大堂管理模式,向业主提供咨询、投诉、设备、设施安装、维修、室内清洁等服务。
客户服务部人员配备:主管1名,内勤1名,前台接待1名。
如下表:表一备注:主任助理兼任客服部主管。
二、各岗位工作职责※岗位名称:客服主管主要职责及权限1、协助物业服务中心主任管理辖区绿化、卫生、社区文化方面的管理服务工作。
COG流程介绍

IC Bump 不良
狀況描述: 狀況描述: 單一IC 單一 Bump無導電粒 無導電粒 子壓痕, 子壓痕,或少於五顆導 電粒子壓痕 發生原因: 發生原因: 高度太高/ 單一 Bump 高度太高 太低
END
目的: 目的:將 Cell 傳送至機台外 工具: 工具:Unloader/Tray/Convey
COG Process Flowchart
Cell Loader Wet Clean UV Clean ACF Attach IC Prebond IC MainBond Cell Unloader Visual Inspection
工具: 工具:IC Mainbond unit(本壓) (本壓)
COG Process Flowchart
Cell Loader Wet Clean UV Clean ACF Attach IC Prebond IC MainBond Cell Unloader Visual Inspection
COG Process Flowchart
Cell Loader Wet Clean UV Clean ACF Attach IC Prebond IC MainBond Cell Unloader Visual Inspection
目的: 目的:
將 IC 壓著於 ACF/Cell 上 加熱ACF, 使ACF進行硬化反應 加熱 進行硬化反應
目的: 目的:檢查 IC 壓著是否合乎標準 工具: 工具:顯微鏡
COG BONDING注意事項 注意事項
外觀 ACF貼附 貼附 IC壓痕 壓痕 IC壓著精度 壓著精度
COG Criteria (外觀 外觀) 外觀
TFT/CF
比照Cell Kitting規格 玻璃破損 比照 規格 規格 線路刮傷 比照Cell Kitting規格 比照
温枪焊接组装 作业指导书2020-4-14
指
图解
图1
导
图3 图2
书
正
确
注意事项: 1、注意看电压是否标准、测试中看电流电压。不良品分类并及时反馈。 2、带好静电环,做好自检工作。 3、注意显示不良,多字或少字,屏不亮、破损、污点。
作 业
变更次数
变更日期
变更理由
审核
批准
①
首次发行
增加内容
拟
制审
核批
准
邓良志
邓良志
国嘉智造电子科技有限公司
文件编号:GJZZ-WI-007
2、将烧录盒的另一端按(图4)接线图接好线序。
业 3、将另一端治具接线按主板对应口接线。
4、将接好线的治具插入对应主板,按下烧录盒的按键。灯会由红变蓝3次后
指 再变蓝,烧录盒会有叫一声,同时主板灯会亮起后成为OK品方可流入下工位
。
5、若烧录不良会出现烧录盒灯变红同时一直会发出蜂
鸣声音。此时可将烧录盒断电重启,再次烧录,若仍然不良需检验线没有没
(用一把能校过41度合格枪确定是否为41度,此枪可做为过程监控温度)后
测试 7 短按设置键切换体温和物温的模式
正
8 出厂设置为体温模式
(实测人体温度,范围为35.8~36.8)对额头3~5CM
确
注:校准出错的时候,会关机,屏幕灭,请重新校准
作 9、对41度测试不良的接以下方法:9.1同时按“减”、“加”按键,进入黑
作 1、将焊好的传感器板将铜套套入距铜套底部2MM处,点一滴401胶水后讯速
将铜套插入底部检验是否平贴 (图5)
业 2、将主板LCD屏保护膜撒下来并用风枪除尘。并拆出玻璃保持干净。如图1
3、将玻璃放在显示屏上如图2所示。
(铁道部)施工作业指导书编制办法
中华人民共和国铁道部建设管理司建建〔2009〕107号关于印发《铁路建设项目施工作业指导书编制暂行办法》的通知各铁路局、各铁路公司(筹备组):为推进铁路建设项目标准化管理,进一步规范铁路工程施工作业程序,确保铁路建设工程质量与施工安全,现将《铁路建设项目施工作业指导书编制暂行办法》发给你们,请参照执行。
附件:施工作业指导书参考文本二○○九年三月二十六日铁路建设项目施工作业指导书编制暂行办法第一条为进一步规范铁路工程施工作业程序,加快推进建设项目标准化管理,全面提高铁路建设管理水平,根据铁道部相关规定,制定本办法。
第二条本办法适用于铁路大中型建设项目。
第三条本办法所称施工作业指导书,是根据分部、分项工程施工具体要求,针对特殊过程、关键工序向施工人员交待作业程序、方法及注意事项,落实各项验收规范和标准,指导现场施工作业、严格控制工程质量,确保施工安全,满足节能环保要求等需要制订的作业及工艺标准。
第四条施工作业指导书应按照标准化管理理念,将先进成熟的工艺工法、科学合理的生产组织与建设标准、质量目标、安全要求以及现场施工条件结合起来进行编制,做到图文并茂,简明易懂,可操作性强。
第五条新开工铁路大中型建设项目的分部、分项工程以及工艺复杂或技术难度大的工程,必须结合工程特点和实际情况编制施工作业指导书,并按照施工作业指导书组织施工;应编制而没有施工作业指导书的不得开工。
第六条施工作业指导书主要编制依据1.国家和铁道部颁布的规范、验收标准和施工指南;2.经审核合格的施工图设计文件;3.合同及相关协议;4.国家级工法和成熟的施工工艺;5.《关于积极倡导架子队管理模式的指导意见》。
第七条施工作业指导书的主要内容1.适用范围:明确施工作业指导书适用工程类别、地质、环境等作业条件。
对特殊地质等条件有不适合情况时,应予说明。
2.作业准备:说明作业开始应具备的条件和应完成的工作,包括技术准备、人员配备、机械设备及工器具配备、材料、试验等。
制造业生产流程作业指导书

制造业生产流程作业指导书第1章生产流程概述 (4)1.1 生产流程的基本概念 (5)1.2 生产流程的关键环节 (5)1.3 生产流程的组织与管理 (5)第2章生产计划与调度 (6)2.1 生产计划的编制 (6)2.1.1 计划目标与原则 (6)2.1.2 计划编制方法 (6)2.1.3 计划编制步骤 (6)2.2 调度策略与方法 (6)2.2.1 调度目标 (6)2.2.2 调度策略 (7)2.2.3 调度方法 (7)2.3 生产计划的执行与调整 (7)2.3.1 生产计划的执行 (7)2.3.2 生产计划的调整 (7)第3章物料采购与管理 (7)3.1 物料需求分析 (7)3.1.1 物料需求计划的制定 (7)3.1.2 物料需求预测 (8)3.1.3 物料需求分析与优化 (8)3.2 供应商选择与评估 (8)3.2.1 供应商筛选标准 (8)3.2.2 供应商评估与认证 (8)3.2.3 供应商绩效评价 (8)3.3 物料采购流程 (8)3.3.1 采购申请与审批 (8)3.3.2 采购订单管理 (8)3.3.3 物料验收与质量控制 (8)3.3.4 采购付款与结算 (8)3.4 物料库存管理 (8)3.4.1 库存分类与编码 (9)3.4.2 库存控制策略 (9)3.4.3 库存盘点与调整 (9)3.4.4 库存信息管理 (9)第4章生产设备与工艺 (9)4.1 生产设备选型与布局 (9)4.1.1 设备选型原则 (9)4.1.2 设备布局 (9)4.2 设备维护与保养 (9)4.2.1 设备维护 (9)4.3 工艺流程设计 (9)4.3.1 工艺流程设计原则 (10)4.3.2 工艺流程制定 (10)4.4 工艺参数优化 (10)4.4.1 工艺参数调整原则 (10)4.4.2 工艺参数优化方法 (10)4.4.3 工艺参数监控 (10)第5章质量控制与管理 (10)5.1 质量管理体系 (10)5.1.1 质量管理体系概述 (10)5.1.2 质量管理体系文件的编制与实施 (10)5.1.3 内部审核与认证 (10)5.2 质量控制工具与方法 (11)5.2.1 质量控制基本工具 (11)5.2.2 统计过程控制 (11)5.2.3 质量改进方法 (11)5.3 质量检验与不合格品处理 (11)5.3.1 质量检验概述 (11)5.3.2 检验计划的制定与实施 (11)5.3.3 不合格品的控制与处理 (11)5.4 持续改进与质量提升 (11)5.4.1 持续改进的基本原则与方法 (11)5.4.2 质量改进项目的策划与实施 (11)5.4.3 质量文化建设 (11)第6章人力资源管理 (12)6.1 员工招聘与培训 (12)6.1.1 招聘流程 (12)6.1.2 招聘标准 (12)6.1.3 培训与发展 (12)6.2 岗位职责与绩效评估 (12)6.2.1 岗位职责设定 (12)6.2.2 绩效考核体系 (12)6.2.3 绩效反馈与改进 (12)6.3 生产团队建设与管理 (12)6.3.1 团队组织结构 (12)6.3.2 团队沟通与协作 (12)6.3.3 团队激励与关怀 (13)6.4 劳动保护与安全生产 (13)6.4.1 安全生产制度 (13)6.4.2 劳动保护措施 (13)6.4.3 安全培训与演练 (13)6.4.4 安全检查与整改 (13)第7章环境与能源管理 (13)7.1.1 建立环境方针 (13)7.1.2 环境目标与计划 (13)7.1.3 环境因素识别与评价 (13)7.1.4 环境管理体系文件 (13)7.2 能源消耗分析与优化 (13)7.2.1 能源消耗数据收集 (13)7.2.2 能源消耗分析 (14)7.2.3 能源优化措施 (14)7.2.4 能源管理培训与宣传 (14)7.3 废弃物处理与环保法规遵守 (14)7.3.1 废弃物分类与储存 (14)7.3.2 废弃物处理 (14)7.3.3 环保法规遵守 (14)7.3.4 环保设施运行与维护 (14)7.4 绿色生产与可持续发展 (14)7.4.1 绿色生产理念 (14)7.4.2 生态设计 (14)7.4.3 持续改进 (14)7.4.4 环保绩效评价 (14)第8章生产成本控制 (15)8.1 成本构成与成本核算 (15)8.1.1 成本构成 (15)8.1.2 成本核算 (15)8.2 成本控制策略与方法 (15)8.2.1 成本控制策略 (15)8.2.2 成本控制方法 (15)8.3 价值工程与成本优化 (15)8.3.1 价值工程 (15)8.3.2 成本优化 (16)8.4 生产效益分析与提升 (16)8.4.1 生产效益分析 (16)8.4.2 生产效益提升 (16)第9章生产信息化管理 (16)9.1 生产数据采集与处理 (16)9.1.1 数据采集 (16)9.1.2 数据处理 (16)9.2 生产过程监控与调度 (16)9.2.1 生产过程监控 (16)9.2.2 生产调度 (16)9.3 企业资源计划(ERP)系统 (17)9.3.1 系统概述 (17)9.3.2 系统功能 (17)9.3.3 系统实施与优化 (17)9.4 生产线自动化与智能化 (17)9.4.1 自动化生产线 (17)9.4.2 智能化生产线 (17)9.4.3 生产线优化与升级 (17)第10章生产流程持续改进 (17)10.1 改进方法的选取与应用 (17)10.1.1 确定改进目标:根据生产流程现状,明确改进方向和目标,保证改进措施具有针对性和实效性。
Bonding_教材

AC-2052P-45
3.0±0.5Mpa ±
195~210 o C
12 sec
3~7
23
PWB Bonding Process介绍 Process介绍
PWB Final-Bonding FinalSOP作业基准: SOP作业基准: 作业基准 PWB以及LCD的安装位置 (Pin孔 以及LCD 1. 检查 PWB以及LCD的安装位置 (Pin孔) 经真空吸附后开始对位,并以CCD camera检查对位状况(TCP的 检查对位状况(TCP 2. 经真空吸附后开始对位,并以CCD camera检查对位状况(TCP的 白靶与PWB的金手指是否对准) PWB的金手指是否对准 白靶与PWB的金手指是否对准) 首件检查(包含S PWB以及 以及G ,若OK则开始生产 则开始生产, 3. 首件检查(包含S-PWB以及G-PWB) ,若OK则开始生产,若FAIL 则马上通知负责工程师 生产过程中,应每一小时检查缓冲材平整性将放置Panel 4. 生产过程中,应每一小时检查缓冲材平整性将放置Panel 之平台 以无尘布或无纤棉花棒擦拭干净, 以无尘布或无纤棉花棒擦拭干净,以利生产顺利 缓冲材的使用参数设置,S PWB与 PWB均 ,S5. 缓冲材的使用参数设置,S-PWB与G-PWB均 3~7 为每 3~7 次卷一次
22
PWB Bonding Process介绍 Process介绍
PWB Final-Bonding Final生产条件: 生产条件:
Type of ACF Actual pressure Actual temperature Regular Bonding time Cushion Counter
14
PWB Bonding Process介绍 Process介绍
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件发放表
编号:JU-QE-001-F02 版本:A 文件名称COG BONDING(SK-COGSA) 编号JU-WI-803
一.涉及相关文件或/和表格的修改:是否
文件编号文件名称编制部门编制人
二.修订履历:
版本修订内容编制审核批准日期
A 新制订万奇松王荣华叶福贵2004-02-17
A1 1.增加“十二、记录表格”。
2.插入“参数”。
3.修改“要求及事项”第一,由原来“要求每
小时清洁一次预邦、主邦和各STAGE,有异常
随时清洁。
”改为“要求开始生产、调机后生
产都要清洁预邦、主邦定头和各Stage,正常
生产时每小时清洁一次预邦、主邦定头和各
Stage,有异常随时清洁。
”
罗寅万奇松罗贵兵2006-8-21
A2 1. 删除“注意事项”第7。
2.更改JU-P-802表格为JU-P-875。
罗寅万奇松罗贵兵2007-1-30
三.文件
需求部门份数需求部门份数需求部门份数需求部门份数品质部QC组生产部前工序采购部
LCD样品组生产部中工序行政部
发放需求LCD生技组生产部后工序财务部
LCD设计组PMC 厂务工程部
LCM开发部市场部设备工程部
LCM生产部工会人力资源部
作业指导书
文件编号JU-WI-803
版本A2
首版日期2004-02-17
文件名称COG BONDING(SK-COGSA)页序 1 of 5
一.目的
规范和指导COG产品IC BONDING的操作和管理。
二.范围
适用于SK-COGSA机进行COG BONDING。
三.设备、工具、物料
无尘纸、丙酮、酒精、手指套、反射镜、内六角扳手、静电带、显微镜、真空吸笔、防静电
镊子、IC、带ACF LCD
四. 参数
预邦定主邦定
设定时间0.5~1S 7S
设定平台温度——
设定压头温度—245±5℃
设定压力—0.10~0.3MPa 五.作业前准备
1. 开机
1.1打开机器后气(AIR),打开机器面板上电源(POWER)开关。
1.2确认机器的左右头温度设置(HEATER L、R)、
1.3按压头左(HEATER L)、右(HEATER R)加热开关使压头被加热到设定温度。
2. 按POWER开关后,电脑显示器将自动显示进入WINDOWS画面,用鼠标双击SHORTCUT
TO AUTO BONDER图标进入BONDING程序.
3. 用酒精清洁干净机台、IC盘架,用反射镜检查预、主邦压头是否干净并用酒精或丙酮清洁。
4. 戴上有效静电带和手指套。
六.作业步骤
1. 按LEFT STAGE按钮,再按ORIGIN按钮使机器复位。
2. 在MODEL DA TA/MODLE右边框中选择所要生产的型号的程序号.按APPEND按钮型号
的程序号显示在屏上正中。
3. 放入盛有IC的IC盘在盘架上。
4. 在菜单TRAY/INDEX下输入被吸的第一粒IC的TRAY、TRAY中IC的X、Y座标位置(图
一、图二)。
作业指导书文件编号JU-WI-803
版本A2
首版日期2004-02-17文件名称COG BONDING(SK-COGSA)页序 2 of 5
5. 进入AUTO STATS 菜单。
6. 按AUTO 按钮,进入自动状态,再按START 按钮PRE 头进行自动吸IC 生产。
7. 放置己附贴ACF LCD ITO 面朝上在STAGE 上靠紧定位块(要放到位),按台面左边红色按钮LCD 吸住真空,再按一次红色按钮STAGE 将前进进行自动找MARK 对位。
8.若产生错误显示报警,需要重新动作时,按RESET 按钮,机器将再次动作(另外吸IC 、重找LCD MARK 等)。
后 后
前 前 图一 (L 部分) 图二 (R 部分)
9. 需停止吸IC 则按RESET 按钮,再按STOP 按钮,机器完成本次IC 邦定全过程后停止。
10. 机器找MARK 自动对位后,STAGE 回到BONDING 点,主邦压头下降进行主邦定。
11. 邦定完成后STAGE 回到放玻璃位置,自动矢放真空。
12. 重复6.至10.进行批量生产。
13. 按RIGHT STAGE 按钮,再按ORIGIN 按钮使机器复位,其它操作与LEFT 部分同。
(同2.至11步骤可同步进行) 七.IC 方向的确定和翻转 1. IC 方向的确定:
IC 长边BUMP PITCH 微细密集处是SEG 输出端,另一长边为输入端。
肉眼不能确认的情况下用显微镜确定IC BUMP PATTERN 上有特异部分为基准确认SEG 输出端。
Y
Y X 盘架
IC 盘(TRA Y)
第一粒IC X
作业指导书文件编号JU-WI-803版本A2
首版日期2004-02-17
文件名称COG BONDING(SK-COGSA)页序 3 of 5
2. IC盘翻转方向的确定:
在IC的翻转时以空IC盘的大角边为基准,把同一型号IC的空IC盘空位朝下对应覆在有IC 的IC 盘上,四边对齐捏紧,上下盘对调,翻转后IC SEG输出端边统一靠大角边的一边
3. IC盘放置方向的确定:
IC SEG输出端在邦定后该边靠LCD
L部分吸IC方向R部分吸IC方向
BONDING后
IC
SEG输出端
LCD
IC SEG输出端在邦定后靠LCD 小玻璃
八.机器生产状态显示
BONDING程序右上角显示PRODUCT COUNT(生产数量),TACT TIME(操机时间),STATUS LEFT(RIGHT)(左、右部分状态)
捷腾电子(深圳) 有限公司
作业指导书文件编号JU-WI-803版本A2
首版日期2004-02-17
文件名称COG BONDING(SK-COGSA)页序 4 of 5
左部分 右部分 当日生产数量,按CLEAR 钮清除 总生产数量,按CLEAR 钮清除
每片平均时间
前片时间
STATUS LEFT
SRATUS RIGHT
机器状态显示(左、右) 九.要求及事项
1. 要求开始生产、调机后生产都要清洁预邦、主邦定头和各Stage ,正常生产时每小时清洁
一次预邦、主邦定头和各Stage,有异常随时清洁。
2. 铁弗龙厚度为0.3mm 至0.5mm ,确定其包住主邦头,每个部位最多压两次。
3. 3. BONDING 后IC 重合度、IC 平衡度、ACF 粒子形状、有效粒子数、BUMP 膨胀度、BUMP
Product Count
left Total
clear
Today
clear
Product Count
Right Total
clear
Today
clear
Tact Time Previous
A verage
作业指导书文件编号JU-WI-803版本A2
首版日期2004-02-17
文件名称COG BONDING(SK-COGSA)页序 5 of 5刮花、BONDING异物标准参照《LCD产品标准》的JU-IS-801(管脚产品)、JS-IS-801(热
啤产品)。
4.压贴头压贴的位置不能靠紧或超过LCD小玻璃边,距小玻璃边最少0.3mm,压贴头全部覆盖IC表面且应最少超出IC边0.1mm。
5. 落下IC需镜检无损伤、无异物方可再使用。
十.作业结束
1. 机器打在手动状态下按MANUAL按钮,再选择LEFT STAGE按钮,再按ORIGIN按钮使机
器复位;同理,选择RIGHT STAGE按钮,再按ORIGIN按钮使机器复位
2. 按EXIT按钮,出现”EXIT PROGAM?”提示,按OK或CACEL来确认是否退出程序,按OK
退出。
3. 关闭电源(按POWER按钮灯灭),关闭机器后气(AIR)。
4. 整理、整顿好工作台及周边环境;余下的IC归还发料人员。
十一、注意事项
1. LCD要轻拿轻放,注意不要产生划伤、崩玻璃等。
2 .LCD ITO端子严禁接触。
3. IC需用防静电镊子或真空吸笔小心轻放,防止IC脏或BUMP损伤。
4. IC须放干燥箱儲存,温度保持需小于25℃,湿度保持需小于70%RH。
,标准参《LCM物料
储存规格表》JU-IS-815。
5. 不能把手放在压头下,机器工作时不能把头、手伸进机台内。
6. 作业者不能擅自更改参数。
十二、记录表格
《COG邦定机清洁记录表》编号JU-P-833,
《COG(SK-COGSA&IA100)邦定机参数检查记录表》编号JU-P-875。
编制:审核:批准:
相关部门会签:
品管部:
光电英才网。