内压薄壁壳体强度计算
《过程设备设计基础》3.2内压薄壁容器设计35

pDi
C2
式中 δ -圆筒计算厚度,mm;δ d-圆筒设计厚度,mm; Di-圆筒内径,mm; p-容器设计压力,Mpa; φ -焊接接头系数。 筒体设计厚度δ d+ C1(厚度负偏差)后向上圆整,即:筒体名义厚度δ n 。 对于已有的圆筒,测量厚度为δ n,则其最大许可承压的计算公式为:
n d C1
[σ] 一试验温度下的材料许用应力, MPa; [σ]T 一设计温度下的材料许用应力, MPa
29
三、液压试验要求和步骤:
1)液压试验时水温不能过低(碳素钢、16MnR,T≥5℃,其它低合 金钢,T≥15℃),试验过程外壳应保持干燥。 2)试验步骤: 设备充满水后,待壁温大致相等时,缓慢升压到规定试验压力, 稳压30min,然后将压力降低到设计压力,保持30min以检查有 无损坏,有无宏观变形,有无泄漏及微量渗透。 3)对于夹套容器,先进行内筒液压试验,合格后再焊接夹套,然 后进行夹套内的液压试验。 4)水压试验后及时排水,用压缩空气及其它惰性气体,将容器内 表面吹干。
无损检测的长度比例
焊接接头形式
100%
双面焊对接接头或相当于双面焊的对接接头
局部
0.85 0.8
1.0 0.9
单面焊对接接头或相当于单面焊的对接接头
符合《压力容器安全技术检察规程》才允许作局部无损探伤。抽验长度不应 小于每条焊缝长度的20%。
24
(5)厚度附加量
满足强度要求的计算厚度δ之外,额外增加的厚度量,包括由 钢板负偏差(或钢管负偏差) Cl、腐蚀裕量 C2,即 C= Cl十 C2
30
四、气压试验要求和步骤:
1)必须对容器焊缝进行100%的无损检测。 2)试验使用气体:干燥洁净的空气、氮气和其他惰性气体。 3)对高压及超高压容器不宜采用气压试验。 4)试验步骤: 压力缓慢升至规定试验压力的10%,且不超过0.05MPa时,保压 5min,进行检查。 继续缓慢升至规定试验压力的50%,保压5min,进行检查。其后 按照每级为规定试验压力的10%的级差逐级增至规定试验压力,保 压10min,进行检查。 将压力降至规定试验压力的87%,保压较长时间,进行检查。
任务四 压力容器的强度计算及校核

项目一压力容器任务四压力容器的强度计算及校核容器按厚度可以分为薄壁容器和厚壁容器,通常根据容器外径Do与内径Di 的比值K来判断,K>1.2为厚壁容器,K≤1.2为薄壁容器。
工程实际中的压力容器大多为薄壁容器。
为判断薄壁容器能否安全工作,需对压力容器各部分进行应力计算与强度校核。
一、圆筒体和球形壳体1.壁厚计算公式圆筒体计算壁厚:圆筒体设计壁厚:球形容器计算壁厚:球形容器设计壁厚:式中δ——圆筒计算厚度,mmδd——圆筒设计厚度,mmpc——计算压力,MPa。
pc=p+p液,当液柱静压力小于5%设计压力时,可忽略Di——圆筒的内直径,mm[σ]T——设计温度T下,圆筒体材料的许用应力,MPa(可查表)φ——焊接接头系数,φ≤1.0C2——腐蚀裕量,mm2.壁厚校核计算式在工程实际中有不少的情况需要进行校核性计算,如旧容器的重新启用、正在使用的容器改变操作条件等。
这时容器的材料及壁厚都是已知的,可由下式求设计温度下圆筒的最大允许工作压力[pw]。
式中δe——圆筒的有效厚度,mm设计温度下圆筒的计算应力σT:σT值应小于或等于[σ]Tφ。
设计温度下球壳的最大允许工作压力[pw]:设计温度下球壳计算应力σT:σT值应小于或等于[σ]Tφ。
二、封头的强度计算1.封头结构封头是压力容器的重要组成部分,常用的有半球形封头、椭圆形封头、碟形封头、锥形封头和平封头(即平盖),如图1-4所示。
工程上应用较多的是椭圆形封头、半球形封头和碟形封头,最常用的是标准椭圆形封头。
以下只介绍椭圆形封头的计算,其他形式封头的计算可查阅GB150—2011。
图1-4 封头的结构型式2.椭圆形封头计算椭圆形封头由半个椭球面和高为h的直边部分所组成,如图1-5所示。
直边h的大小根据封头直径和厚度不同有25mm、40mm、50mm三种,直边h的取值可查表1-7。
表1-7 椭圆形封头材料、厚度和直边高度的对应关系单位:mm图1-5 椭圆形封头椭圆形封头的长、短轴之比不同,封头的形状也不同,当其长短轴之比等于2时,称为标准椭圆形封头。
附1 薄壁容器设计

2 p
C1 C2
37
内压薄壁容器设计计算步骤
1. 选材:Q235-A、Q235-B、20R、16MnR、不锈钢等
2. 选取参数:P、t、[σ]t、φ、σs、C1、C2 3. 计算筒体壁厚: n
2 p
t
pDi
C1 C2
4. 筒体水压试验应力校核:
35
椭圆形封头设计
组成:长短轴分别为Di和2h的半椭球和高度为h0的 短圆筒(直边)
36
标准椭圆形封头
定义Di /2h=2的椭圆封头为标准椭圆封头。
标准椭圆封头壁厚公式为
n
2 0.5 p
t
pDi
C1 C2
(8-8)
上式中各参数取法同筒体。 筒体: n
pDi
39
1.6 2600 n 0.8 1.0 14.2 2 170 1.0 1.6
圆整取δn=16mm厚的16MnR钢板制作罐体。 2.封头壁厚设计
采用标准椭圆形封头。φ =1.0 设计壁厚δ n按(8-8)式计算:
n
2 0.5 p 1.6 2600 1.8 14.1 2 1701.0 0.5 1.6
6~7 8~25 26~30 32~34 36~40 42~50 52~60 0.6 0.8 0.9 1 1.1 1.2 1.3
20
⑵腐蚀裕量C2
C2应根据各种钢材在不同介质中的腐蚀速度和容器设计寿 命确定。 C2=nλ n:设计寿命, λ :年腐蚀率 塔类、反应器类容器设计寿命 n一般按20年考虑,换热器 壳体、管箱及一般容器按10年考虑。 ①腐蚀速度λ<0.05mm/a(包括大气腐蚀)时:碳素钢和低合 金钢单面腐蚀C2=1mm,双面腐蚀取C2=2mm; ②当腐蚀速度λ>0.05mm/a时,单面腐蚀取C2=2mm,双 面腐蚀取C2=4mm。
第3章 内压薄壁容器
第3章 内压薄壁容器
3.3 压力试验
3.3.1 压力试验的对象、目的及方法 压力试验包括液压试验和气压试验。从安全考虑,多数情况下尽可能采用液压试
验。但对不允许有微量残留液体或容积过大及结构复杂的容器;严寒下易发生冰胀而 不适宜作液压试验的容器均须进行气压试验。对剧毒介质容器和高压易燃介质等不允 许有微量介质泄漏的容器,在液压试验合格后还要做气密性试验。对需要进行热处理 的容器,应在热处理后再做压力试验。
第3章 内压薄壁容器
3.2 设计参数的确定
3.2.3 许用应力 许用应力是容器壳体、封头等受压元件的材料许用强度,它是根据材料各项强
度性能指标分别除以相应的标准中所规定的安全系数来确定的。 钢制压力容器用材料(除螺栓材料外)许用应力的取值方法见表3-6。
第3章 内压薄壁容器
3.2 设计参数的确定
(3)
设计压力p
指设定的容器顶部的最高压力,与相应的设计温度一起作为设计载荷条件,其值不得低 于工作压力。
第3章 内压薄壁容器
3.2 设计参数的确定
3.2.2 设计温度t 设计温度是指容器在正常工作情况下,在相应设计压力下,设定的受压元件的
金属温度
元件的金属温度可用传热计算求得,或在已使用的同类容器上测定,或按内部 介质温度测定。当不可能通过传热计算或测试结果确定时,可按以下方法确定。
3.1.4 各类厚度的关系 各类厚度之间的关系如图3-1和表3-1所示。
第3章 内压薄壁容器
3.2 设计参数的确定
3.2.1 压力参数
(1)
工作压力pw
指在正常工作情况下,容器顶部可能达到的最高压力,也称为最高工作压力。
任务四 压力容器的强度计算及校核
项目一压力容器任务四压力容器的强度计算及校核容器按厚度可以分为薄壁容器和厚壁容器,通常根据容器外径Do与内径Di 的比值K来判断,K>1.2为厚壁容器,K≤1.2为薄壁容器。
工程实际中的压力容器大多为薄壁容器。
为判断薄壁容器能否安全工作,需对压力容器各部分进行应力计算与强度校核。
一、圆筒体和球形壳体1.壁厚计算公式圆筒体计算壁厚:圆筒体设计壁厚:球形容器计算壁厚:球形容器设计壁厚:式中δ——圆筒计算厚度,mmδd——圆筒设计厚度,mmpc——计算压力,MPa。
pc=p+p液,当液柱静压力小于5%设计压力时,可忽略Di——圆筒的内直径,mm[σ]T——设计温度T下,圆筒体材料的许用应力,MPa(可查表)φ——焊接接头系数,φ≤1.0C2——腐蚀裕量,mm2.壁厚校核计算式在工程实际中有不少的情况需要进行校核性计算,如旧容器的重新启用、正在使用的容器改变操作条件等。
这时容器的材料及壁厚都是已知的,可由下式求设计温度下圆筒的最大允许工作压力[pw]。
式中δe——圆筒的有效厚度,mm设计温度下圆筒的计算应力σT:σT值应小于或等于[σ]Tφ。
设计温度下球壳的最大允许工作压力[pw]:设计温度下球壳计算应力σT:σT值应小于或等于[σ]Tφ。
二、封头的强度计算1.封头结构封头是压力容器的重要组成部分,常用的有半球形封头、椭圆形封头、碟形封头、锥形封头和平封头(即平盖),如图1-4所示。
工程上应用较多的是椭圆形封头、半球形封头和碟形封头,最常用的是标准椭圆形封头。
以下只介绍椭圆形封头的计算,其他形式封头的计算可查阅GB150—2011。
图1-4 封头的结构型式2.椭圆形封头计算椭圆形封头由半个椭球面和高为h的直边部分所组成,如图1-5所示。
直边h的大小根据封头直径和厚度不同有25mm、40mm、50mm三种,直边h的取值可查表1-7。
表1-7 椭圆形封头材料、厚度和直边高度的对应关系单位:mm图1-5 椭圆形封头椭圆形封头的长、短轴之比不同,封头的形状也不同,当其长短轴之比等于2时,称为标准椭圆形封头。
内压薄壁圆筒和球壳的强度设计
极限应力的选取与结构的使 用条件和失效准则有关 极限应力可以是 t t t b、 s ( 0.2 )、 st ( 0.2 )、 D、 n
16
常温容器
b s 0.2 =min{ , }
nb ns
中温容器
=min{
t
t b
nb
,
t s
t 0.2
第九章
内压薄壁圆筒和球壳设计
教学重点:
内压薄壁圆筒的厚度计算
教学难点:
厚度的概念和设计参数的确定
1
第一节 概述
一、压力容器工艺设计的任务: 根据工艺的要求确定其内直径,设计压力、设计
温度、处理的介质等工艺指标。
二、压力容器强度设计的任务:
根据给定的内直径、设计压力、设计温度以及介 质腐蚀性等工艺条件,设计计算出合适的容器厚度, 以保证新设备能在规定的使用寿命内安全可靠地运 行。
注:5mm为不锈钢常用厚度。
21
三、容器的厚度和最小厚度
1、厚度的定义 计 算 厚 度 设 计 厚 度 名 义 厚 度 有 效 厚 度 毛 坯 厚 度
d
C1
n
e
C2
C C1 C 2
圆整值 加工减薄量
图9-2 壁厚的概念
22
2、最小厚度 min 设计压力较低的容器计算厚度很薄。
26
(2)采用石油蒸馏产品进行液压试验时,试验温度应低于石 油产品的闪点或沸点。
(3)试验温度应低于液体沸点温度,对新钢种的试验应高于
材料无塑性转变温度。
(4)碳素钢、16MnR和正火的15MnVR钢制容器液压试验时,液 体温度不得低于5℃,其它低合金钢制容器(不包括低温容器) 液压试验时,液体温度不低于15 ℃。如果由于板厚等因素造 成材料无塑性转变温度升高,还要相应地提高试验液体温度。 (5)液压试验完毕后,应将液体排尽并用压缩空气将内部吹 干。
化工设备设计基础第8章内压薄壁圆筒与封头的强度设计
Sc pcDi
2[]t- pc
计算壁厚公式
考虑腐蚀裕量C2,得到圆筒的设计壁厚
Sd 2[p]ctD-i pc C2
设计壁厚公式
设计壁厚加上钢板厚度负偏差C1,再根据钢板标准规格向上圆整确定 选用钢板的厚度,即名义壁厚(Sn),即为图纸上标注厚度。
一、强度计算公式
1.圆筒强度计算公式的推导 1.2 无缝钢管作筒体(外径DO为基准)
内径为基准 外径为基准
内径为基准 外径为基准
一、强度计算公式
3.球形容器厚度计算及校核计算公式
3.1厚度计算公式
Sc
pcDi
4[]t -
p
计算壁厚
Sd 4[p]ctD i-pc C2
设计壁厚
3.2校核计算公式
t pcDi Se[]t
4S e
[pw]
4[]tSe
Di Se
已有设备强度校核
确定最大允许工作压 力
常温容器 中温容器 高温容器
[]
minnss
,b
nb
[]t
minnsst
,bt
nb
[]t
minnsst
, D t , nt
nD nn
二、设计参数的确定
3.许用应力和安全系数
3.2安全系数
安全系数的影响因素: ①计算方法的准确性、可靠性和受力分析的的精确程度; ②材料的质量和制造的技术水平; ③ 容器的工作条件以及容器在生产中的重要性和危险性。
当
0
n
[]
二、强度理论及其相应的强度条件
复杂应力状态的强度条件,要解决两方面的问题: 一是根据应力状态确定主应力; 二是确定材料的许用应力。
内压薄壁容器的主应力:
内压薄壁容器的设计计算
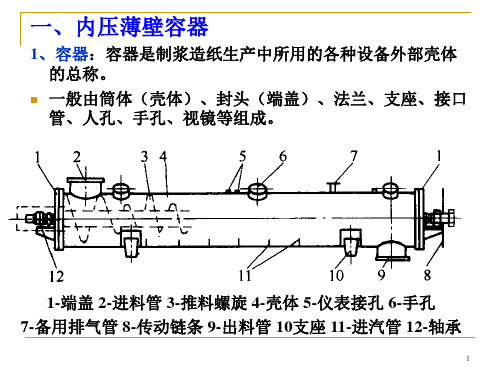
2、容器的分类 (1)按受力情况:内部介质的压力大于外界压力,称为内
压容器。反之称为外压容器。 常压容器:压力p<0.07MPa
内压容器:
0.07<p<1.6MPa;低压容器 1.6<p<10MPa;中压容器 p>10MPa;高压容器
外压容器
2
(2)按壁厚分为薄壁容器、厚壁容器 按照容器的外径(Do)和内径(Di)的比值K= Do/ Di
-设计温度下材料的蠕变极限,MPa
nb、ns、nD、nn-安全系数,可从有关手册中查到。
16
4. 焊缝系数
设计计算中所取焊缝系数的大小,主要是根据压力容器受 压部分的焊缝位置、焊接接头和焊缝的无损探伤检验要求 而定的。
焊接接头型式
双面焊或相当于双面焊的全焊透对接焊缝 单面焊的对接焊缝,在焊接过程中,沿焊逢根 部全长有紧贴基本金属的垫板 无法进行探伤的单面焊环向对接焊缝,无垫板
薄壁容器:K<1.2 厚壁容器: K>1.2 厚壁容器多用于高温、高压条件,制浆造纸应用较多的是 薄壁容器。
3
(3)按照容器的形状 方形或矩形:由平板焊接而成,制造简单,但承压能力低,
用于小型常压贮槽。
球形:节省材料,承压能力强,但制造困难,设备内件安 装不方便,一般用作贮罐。
圆筒形:主体为圆柱形筒体,加各种形式的封头(半球形、 椭圆形、锥形、碟形、平盖板)。制造容易,设备内件安 装方便,承压能力强,应用广泛。
PDi
SC 2[ ] P C
(7-5)
式中 Di-圆筒体内径,mm Sc-考虑了腐蚀裕度时圆筒体设计壁厚,mm
-焊缝系数
C-壁厚附加量,mm 其他符号意义同式(7-2)。
内压薄壁圆筒与封头的强度设计
其强度条件为
当
t
n
[ ]t
当
PD 2S
[
]t
内压薄壁圆筒与封头的强度设计
一、强度计算公式
1.圆柱形容器
圆筒的设计壁厚为Байду номын сангаас
Sd
Pc Di
2[ ]t
Pc
C2
对已有设备进行强度校核和确定最大允许工作压力的计算公式分别为
t Pc (Dc Se ) [ ]t
2Se
[Pw ]
2[
Di
]t Se
外压容器
有安全泄放装置 无安全泄放装置 容器(真空) 夹套(内压)
容器(内压) 夹套(真空)
设计压力 1.0~1.10倍工作压力 不低于(等于或稍大于)安全阀开启托力(安全阀开启压力取1.05~ 1.10倍:工作压力) 取爆破片设计爆破压力加制造范围上限 设计外压力取1.25倍最大内外压力差或0.1MPa二者中的小值 设计外压力取0.1MPa 没计外压力按无夹套真空容器规定选取 设计内压力按内压容器规定选取
内压薄壁圆筒与封头的强度设计
四、容器的耐压试验及其强度校核
容器制成以后(或检修后投入生产之前),必须作耐压试验或增加气密性试验,以 检验容器的宏观强度和有无渗漏现象。耐压试验就是用液体或气体作为加压介 质,在容器内施加比设计压力还要高的试验压力,并检查容器在试验压力下是 否渗漏,是否有明显的塑性变形以及其他的缺陷,以确保设备的安全运行。
Pc
S
Pc Di
4[ ]t
Pc
C2
t Pc (Di Se ) [ ]t
4Se
[Pw ]
4[
Di
]t Se
Se
内压薄壁圆筒与封头的强度设计
第二章第三节内压薄壁容器的设计计算

液 压 试 验
试验 方法 夹 套 容 器 试 验温 度 t 试 验 压 力 按 表 试 液 一 用 水 需 时 用 会 致 生 险 其 液 验 体 般 , 要 可 不 导 发 危 的 它 体
充 液时 将 容 器 内 空气 排尽 缓 慢 升 压 至 PT 保 压 30 分 钟 以 上 降 压 至 80% P T
考虑容器内部介质或周围大气腐蚀
td = pc Di + C2 t 2[σ ] ϕ − pc
式中: 设计厚度, 式中:td ——设计厚度,mm; 设计厚度 ; C2——腐蚀裕量,mm。 腐蚀裕量, 腐蚀裕量 。
名义厚度: 名义厚度:tn≥td+C1 厚度附加量 C = C1 + C2
td=t+C2
tn=td+C1+圆整值 圆整值
缓慢升压至 10%PT 且≤ 0.05MPa
保压 5 分钟 修
渗漏
合 格 合 格
缓慢升压至 50%PT
按 10% PT 的级差 逐级增压至 PT
渗漏
降压至 87%PT
必须用两只量程相同,经校正压力表 1.5PT≤量程≤4 PT
空压机
试压前通入 0.4~0.5Mpa 压缩空气检查焊接接头
介质的毒性程度为极高或高度的容器, 在压力试验合格后进行气密性试验
直立容器卧置试压时,此压力应计入容器立置时的液柱静压力。 直立容器卧置试压时,此压力应计入容器立置时的液柱静压力。
气压试验
pT ( Di + te ) σT = ≤ 0.8σ s (σ 0.2 ) 2teϕ
压力试验
按图样规定
气压试验
水压试验
优先选用 当不适合做液压试验的容器,如容器内不允许有微量残 留液体,或由于结构原因不能充满液体的容器,可采用 气压试验。
第九章 内压薄壁圆筒和球壳设计
第九章 内压薄壁圆筒和球壳设计
9.2 内压薄壁圆筒和球壳强度计算
一、薄壁圆筒强度计算公式
1、理论计算厚度(计算厚度)
由薄膜理论,圆筒壁内应力为经向应力、环向应力、法向
应力(被认为是0)。
sm
=
pD 4d
pD sq = 2d
sZ =0
则三项主应力为:
s1
=sq
=
pD 2d
s2
=sm
=
pD 4d
s3 =sz =0
书P123表9-1。 例如:不被加热或冷却的器壁,且壁外有保温,取 介质温度;用水蒸气、热水或其它液体加热或冷却 的器壁,取热介质的温度;等等。
HM 00 01 02 03 04 05 06 07 08 09 10 11 12
第九章 内压薄壁圆筒和球壳设计
4.许用应力 定义式:
[s
]
=
极限应力(s 0) 安全系数(n)
n----容器的设计寿命,通常为10~15年。
δ——圆筒的计算厚度,mm; pc——圆筒的计算压力,MPa; Di——圆筒的内径,mm; [σ]t——钢板在设计温度下t的许用应力,MPa ; φ ——焊接头系数, φ≤1,查表9-6。
HM 00 01 02 03 04 05 06 07 08 09 10 11 12
第九章 内压薄壁圆筒和球壳设计
HM 00 01 02 03 04 05 06 07 08 09 10 11 12
第九章 内压薄壁圆筒和球壳设计
(3)无安全泄放装置——取 p=(1.0~1.1)pw 。 (4)盛装液化气容器—— 设计压力应根据工作条件下可能达到 的最高金属温度确定。(地面安装的容器按不低于最高饱和蒸 汽压考虑,如40℃,50℃,60℃时的气体压力)。
内压薄壁圆筒与封头的强度设计(ppt版)

3.2 设计(shèjì)温度
设计温度是指容器在正常工作温度下,设定的元件的金属温度;
标注(biāo zhù)在产品铭牌上的设计温度,应该是壳体在金属设计温度的最 高值或最低值;
设计温度虽然不直接反映在上述计算公式中,但它是设计中选择材料和确定许 用应力时不可缺少的一个参数。
S
PcDi
4[]t
Pc
pw
4tSe
Di Se
相同(xiānɡ tónɡ)压力、直径条件下,球壳的计算壁厚约为相同(xiānɡ tónɡ)条 件下圆筒壁厚的一半;
在相同的壁厚、直径条件下,球壳的耐压能力是圆筒的两倍。
第十三页,共三十九页。
Байду номын сангаас
3. 设计参数(cānshù)确实定
3.1 设计(shèjì)压力
S
QPcDi
2[]t
Pc
第三十三页,共三十九页。
5. 锥形封头
• 锥形封头广泛应用于许多化工设备(如蒸发器、喷雾枯燥器、结晶器及沉降器 等)的底盖,它的优点是便于(biànyú)收集与卸除这些设备中的固体物料。此外, 有一些塔设备上、下局部的直径不等,也常用锥形壳体将直径不等的两段塔体 连接起来,这时的圆锥形壳体称为变径段。
对于承受均匀内压的薄壁容器,其主应力规定为:
环向应力 (yìnglì)
轴向应力
(yìnglì)
径向应力
1
PD 2S
2
m
PD 4S
3 r 0
第五页,共三十九页。
2.1 第一(dìyī)强度理论
根据:当作用在构件上的外力过大时,材料就会沿着最大拉应力所在
的截面发生脆性断裂,也就是说,不管在什么样的应力状态下,只要
承受内压的薄壁压力容器圆筒计算公式
(Ro2- Ri2)}
(9)
σt=(Ri2pi-Ro2po)/(Ro2-Ri2)+(pi-po)Ri2Ro2/{r2
(Ro2-Ri2)}
(10)
这两个应力之和为常数,即 σr +σt=2(Ri2pi-
·5·
核工程研究与设计
2009年 2 月
Ro2po)/(Ro2-Ri2),因此,各体元在圆筒轴线方向的 变形相同,因而圆筒的截面在变形后保持为平
(21)
将 Do/Di =K 代入式(20),可得到 RCC-MC3300 和 ASME-Ⅲ-NC 规定公式的表达形式,
见式(1)。
若在计算式(5)中,即在 δ= pDi/(2kS)中,用 Dm1=2{0.5Di+ 0.6δ}替代圆筒体的内径 Di,得 δ= p2{0.5Di+ 0.6δ}/(2kS)。经整理,得式(1),
δ=pRi /(kS-0.5p)
(3)
或
p=kSδ/(Ri+0.5δ)
(4)
法国 CODAP-90 规定的公式与 GB150 相
同。但适用范围比 GB150 略小。CODAP-90 规定
其适用范围 δ/ Do 不大于 0.32。经换算,p 不超
过 0.381kS,此值与 RCC-M-C3300、ASME-Ⅲ-
第 74 期
左 民:承受内压的薄壁压力容器圆筒计算公式
程可接受的结果。 厚壁圆筒强度设计的理论基础是拉曼由弹
性力学应力分析导出的厚壁圆筒公式 6)。由拉 曼公式算得的应力为三向应力。其中,周向应力 和径向应力沿壁厚是非线性分布。拉曼公式算 得的厚壁圆筒中的应力较好地符合实际情况, 反映了实际的应力分布规律,既适用于厚壁圆 筒,也适用于薄壁圆筒。 2.2 失效模式和应力准则
第4章外压容器(1)_化工设备

7
第4章 外压容器
4.1 外压容器的稳定性
三、临界长度与计算长度
1、临界长度 相同直径和壁厚的情况下,短圆筒的临界压力高于长圆筒的临界压力。 相同直径和壁厚的情况下,短圆筒的临界压力高于长圆筒的临界压力。随 的情况下 高于长圆筒的临界压力 着短圆筒长度的增加 封头对筒ห้องสมุดไป่ตู้的支撑作用渐渐减弱 临界压力也随之减小 增加, 渐渐减弱, 减小。 着短圆筒长度的增加,封头对筒壁的支撑作用渐渐减弱,临界压力也随之减小。 短圆筒的临界压力下降到与长圆筒的临界压力相等,即令(式4-4)=(式4-3) 短圆筒的临界压力下降到与长圆筒的临界压力相等,即令(
2
第4章 外压容器
4.1 外压容器的稳定性
一、外压容器的失稳
外压容器。 失稳:容器器壁的外压力大于器壁内部压力的容器,均称为外压容器 失稳:容器器壁的外压力大于器壁内部压力的容器,均称为外压容器。 工程上受外压的薄壁圆筒容器,通常在强度足够的情况下, 薄壁圆筒容器 工程上受外压的薄壁圆筒容器,通常在强度足够的情况下,即圆筒的工 作应力远低于材料的屈服极限时,圆筒就将突然失去原有形状,出现压瘪现 作应力远低于材料的屈服极限时,圆筒就将突然失去原有形状, 象,如图4-1所示。 所示。 分析: 分析:外压容器失稳的实质是筒壁内的应力状态由单纯的压应力跃变到 主要受弯曲应力,是容器从一种平衡状态向另一种状态的突变。 主要受弯曲应力,是容器从一种平衡状态向另一种状态的突变。 一种平衡状态 的突变 当筒壁所承受的外压未达到某一临界值之前, 当筒壁所承受的外压未达到某一临界值之前,在压应力作用下筒壁处于一 种稳定的平衡状态。这时增加外压并不引起筒体形状及应力状态的改变, 种稳定的平衡状态。这时增加外压并不引起筒体形状及应力状态的改变,在这 一阶段的圆筒仍处于相对静止的平衡状态。但是当外压增大到某一临界值时, 一阶段的圆筒仍处于相对静止的平衡状态。但是当外压增大到某一临界值时, 筒体形状及筒壁内的应力状态发生了突变,原来的平衡遭到破坏, 筒体形状及筒壁内的应力状态发生了突变,原来的平衡遭到破坏,圆形的筒体 横截面即出现曲波形, 横截面即出现曲波形,即“失稳”现象发生。 失稳”现象发生。
第三章 内压薄壁容器及封头的强度设计

锥体曲线上任意一点A处的曲率半径:
R1
,
R2
r
cos
由式(3-1)、(3-2)得任意点A处的经向应力 m 和环向应力 :
m
pr 2S
g1
cos
(3-8)
pr g 1
S cos
(3-9)
最大应力出现在r=D/2,即锥底处:
m
pDg 1
4S cos
pDg 1
2S cos
D R2 r
αα A
HW(3/15) 一、名词解释: 薄壁容器、回转壳体、经线、薄膜理论、第一曲率半径、区域平衡方程式 法线、无力矩理论、第二曲率半径、微体平衡方程式
椭球壳主要是椭圆形封头。承受内压p作用的椭圆形封头,其长、短 半径分别为a,b,壳体壁厚为S。
σm
y
A(x,y)
根据壳体椭圆曲线的曲线方程式:
x2 y2 1 a2 b2
σm
x
b
R1
a R2
x
求得壳体上任意点A(x,y)处的曲率半径:
R1
1 a4b
a4
x2
a2 b2
3/2
R2
1 b
a4
x2
Nmn
2 m Sdl2 gsin
d1
2
微小单元体经向应力分析 σθ
环向应N力 nσθ在法2线方S向dl上1 g的si分n量dN2θ2n:
dθ2
dl2
n
p
n
R2
σθ
微小单元体纬向应力分析
根据法线方向上的平衡条件:
Fn Nmn Nn 0
pgdl1gdl2
2
m
Sdl2
gsin
d1
2
2
9.内压薄壁圆筒和球壳设计

23
9.2 内压薄壁圆筒和球壳强度计算
——容器上装有安全阀时,取 1.05~1.1倍的最高工作 压力作为设计压力;使用爆破膜作为安全装置时,取 1.15~1.3倍的最高工作压力作为设计压力;其余应按 GB150-1998 相应规定确定容器的设计压力。
24
9.2 内压薄壁圆筒和球壳强度计算
——对盛装液化气体的容器,在规定安装系数范围内, 设计压力根据工作条件下可能达到最高金属温度确定。
检验、装配、运输和维修等要求。
强(刚)度设计——确定结构尺寸,满足强度或刚度
及稳定性要求,确保容器安全可靠运行
密封设计——选择合适的密封结构和材料,保证密封 性能良好。
3
9 .1概述
压 力 容 器 设 计 的 基 本 步 骤 用户提出基本设计要求 ↓ 分析容器的工作条件,确定设计参数 ↓ 结构分析、初步选材 ↓ 选择合适的规范和标准 ↓ 应力分析和强度计算 ↓ 确定构件尺寸和材料 ↓ 绘制图纸,提供设计计算书和其它技术文件
34
9.3 容器的压力试验
4
9 .1概述
压力容器强度计算的内容
——新容器的强度设计及在役容器的强度校核。
对已投入使用压力容器要实施定期检验制度,根 据实测的厚度进行强度校核—— (1)判定在下一个检验周期内或在剩余寿命期间 内,容器是否还能在原设计条件下安全使用; (2)当容器已被判定不能在原设计条件下使用时, 应通过强度计算,提出容器监控使用的条件; (3)当容器针对某一使用条件需要判废时,应提 出判废依据。
29
9.2 内压薄壁圆筒和球壳强度计算
※工作温度为中温, 0 取 ※工作温度为高温, 0 取
t t t t t s ( 0.2 ) b n D Min , , , nb nn nD ns
压力容器强度计算公式及说明

压力容器壁厚计算及说明一、压力容器的概念同时满足以下三个条件的为压力容器,否则为常压容器。
1、最高工作压力P :9.8×104Pa ≤P ≤9.8×106Pa ,不包括液体静压力;2、容积V ≥25L ,且P ×V ≥1960×104L Pa;3、介质:气体,液化气体或最高工作温度高于标准沸点的液体。
二、强度计算公式1、受内压的薄壁圆筒当K=1.1~1.2,压力容器筒体可按薄壁圆筒进行强度计算,认为筒体为二向应力状态,且各受力面应力均匀分布,径向应力σr =0,环向应力σt =PD/4s ,σz = PD/2s ,最大主应力σ1=PD/2s ,根据第一强度理论,筒体壁厚理论计算公式,δ理=PPD -σ][2 考虑实际因素,δ=P PD φ-σ][2+C 式中,δ—圆筒的壁厚(包括壁厚附加量),㎜;D — 圆筒内径,㎜;P — 设计压力,㎜;[σ] — 材料的许用拉应力,值为σs /n ,MPa ;φ— 焊缝系数,0.6~1.0;C — 壁厚附加量,㎜。
2、受内压P 的厚壁圆筒①K >1.2,压力容器筒体按厚壁容器进行强度计算,筒体处于三向应力状态,且各受力面应力非均匀分布(轴向应力除外)。
径向应力σr =--1(222a b Pa 22r b ) 环向应力σθ=+-1(222ab Pa 22r b ) 轴向应力σz =222a b Pa - 式中,a —筒体内半径,㎜;b —筒体外半径,㎜;②承受内压的厚壁圆筒应力最大的危险点在内壁,内壁处三个主应力分别为:σ1=σθ=P K K 1122-+ σ2=σz =P K 112-σ3=σr =-P第一强度理论推导处如下设计公式σ1=P K K 1122-+≤[σ] 由第三强度理论推导出如下设计公式σ1-σ3=P K K 1122-+≤[σ] 由第四强度理论推导出如下设计公式:P K K 132-≤[σ] 式中,K =a/b3、受外压P 的厚壁圆筒径向应力σr =---1(222a b Pb 22r a ) 环向应力σθ=-+-1(222ab Pb 22r a ) 4、一般形状回转壳体的应力计算经向应力 σz =sP 22ρ 环向应力 sP t z =+21ρσρσ 式中,P —内压力,MPa ;ρ1—所求应力点回转体曲面的第一主曲率半径,㎜;(纬)ρ2—所求应力点回转体曲面的第一主曲率半径,㎜;(经)s —壳体壁厚,㎜。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三章、 3—1内压薄壁壳体强度计算目的要求:使学生掌握内压圆筒内压球形壳体的强度计算,以及各类厚度的相互关系。
重点难点:掌握由第一强度理论推出的内压圆筒,内压球形壳体的强度计算公式。
第三章 内压薄壁容皿本章的任务就是在回转薄壁壳体应力分析的基础上,推导出内压薄壁容皿强度计公式。
本章的压力容皿设计计算公式,各种参数制造要求以及检验标准均与GB150-1998《钢制压力容皿》保持一致。
第一节 压内薄壁壳体强度计算一、 内压圆筒为了保证圆筒受压后不破裂,[根据第一强度理论]应使筒体上最大应力,即环向应力2σ小于等于材料在设计温度下的许用应力[]t σ用公式表达:2[]2t P Dσσδ=≤g ,其中P-设计压力。
1)中径0()2i D D +此外还应考虑到,筒体在焊接的过程中,对焊金属组织的影响以及焊接缺陷(夹渣、气孔、未焊透等)影响缝焊的强度(使整本强度降低),所以将钢板的许用应力乘以一个小于1的焊接接头系数,以弥补焊接可能出现的强度削弱,故 2[]2t P D σσδ=≤g :[]2t P D σϕδ≤g g此外,工艺计算时通常以i D 做为基本尺寸,故将i D D δ=+代入上式: 则()[]2t i P D δσϕδ+≤g 可解出δ,同时根据GB150-1998规定,确定厚度时的压力用计算压力c p 代替。
最终内压薄壁圆筒体的计算厚度δ:2[]C itCP D P δσϕ=-g 适用:0.4[]t C P σ≤ 考虑到介质时皿壁的腐蚀,确定钢板厚度时,再加上腐蚀裕量: 2C d δδ+=——圆筒的设计厚度再考虑到钢板供货时的厚度偏差,将设计厚度加上厚度负偏差,再向上圆整三规格厚度,这样得到名义厚度。
21d C C δδ=++∆+筒体强度计算公式,除了可以决定承压筒体所需的最小壁厚外,还可用该公式确定设计温度下圆筒的最大允许工作压力,对容皿进行强度校核;可以计算其设计温度下计算应力,判断指定压力下筒体的安全。
例:设计温度下圆筒的最大允用工作压力 由()[]2t i p D δσδ+≤ 推导而来12()e n C C δδ=-+ 2[][]t e W i eP D δσϕδ≤+ 设计温度下圆筒的计算应力:()[][]2t t c i e eP D δσσϕδ+=≤采用计算压力c p 及i D 代替D ,并考虑焊接头系数ϕ的影响上式变形成:()[]4t i P D δσϕδ+≤ 则设计温度下球壳的厚度计算:0.6[]4[]t c ic t cP D P P δσϕσϕ=≤-范围:考虑腐蚀裕量,设计厚度:24[]c id t cP D C P δσϕ=+-再考虑钢板厚度负偏差C 1,再向上图整得到钢板的名义厚度12n C C δδ=+++V ,同理,确定球壳的最大允许工作压力[Pw],并对其强度进行校核。
4[][]()()[]t w i e t t tc e eP D P Di σϕδδσσϕσδ=++=≤V 最大允许工作压力设计温度下球壳计算应力对比内压薄壁球壳与图筒的壁厚公式:当前件相同时,球壳的壁厚约为圆筒形壁厚的确1/2,且球形的表面积也小,大多数大容容量储罐多采用球罐。
三、容皿最小厚度:例:一容皿D i =1000mm ,P=0.1MPa ,温度150℃,材料为Q235—A ,焊接接头系数0.85ϕ-,腐蚀裕量C 2=1mm ,计算其壁厚:Q235—A 查P500.52[]c itcP D mm P δσϕ==- 对于这类中,低压容甲由强度公式求得的壁厚往往很薄,刚度不足,冷制造、运输、安装带来材板易交形的困难。
按照GB150-1998规定,对于形成后不包括腐蚀裕量的最小厚度min δ规定如下:○1碳素钢、低合金钢制容皿min 3mm δ≥ 离合金钢制容皿min 2mm δ≥○2对标准椭圆封头(0.9;0.17i R D r D ==的碳形封头,其有效厚度≥Di ×0.15%)(封头)四、各类厚度间的相互关系下面对计算厚度δ,设计厚度d δ,有效厚度e δ,名义厚度n δ,形成厚度,毛坏厚度作用。
第三章 第二节 设计参数的确定目的要求:使学生初步掌握压力参数、设计温度,许用应力[]tσ,焊接接头系数ϕ,厚度附加量C 的选取。
重点难点:压力参数的选取以及各参数间的关系,许用应力的选取。
第二节 设计参数的确定由强度公式可看出,其公式内包含各种参数如:计算压力、设计压力、焊接接头系数高计算、选取按GB —1998《钢制压力容皿》一、确定压力参数: 1、工作压力Pw :在正常工作情况下,容皿顶部可能达到的最高压力,即也称为最高工作压力。
2、计算压力Pc :在相应设计温度下,计算壁厚用到压力,Pc P P =+液(设计压力+液柱静压)若当P 液<5%p ,P 液可以忽略不计。
3、设计压力P :容皿顶部最高的设定压力,其值不得低于工作压力:○1当容皿装有安全阀:Z P P ≥(安全阀开启压力)(1.05~1.1)Pz Pw ≤ ○2容皿装有爆破片时,b P P ≥(爆破压力)(1.15~1.3)b P ≥倍最高工作压力。
二、温度(设计)t指容皿在正常工作情况下,在相应的设计压力下,设定的受压元件的金属温度。
○1对0℃以上的,t 不得低于元件金属工作状态下可能达到最高温度; ○2对0℃以下的,t 不得高于元件金属工作状态下可能达到最低温度; 不可通过传热计算求得见表3-3 ○3许用应力[]t σ 指容皿壳体、封失等受压元件的材料用强度,根据材料各项强度性能指标分别除以相应的标准中规定的安全系数确定。
GB150给出了钢板,钢管、锻以及螺栓材料在设计温度下的许用应力,当t ≤20℃取20℃。
四、焊接接头系数ϕ容皿都通过焊接制成,焊缝往往可能存在夹渣、气孔、裂纹等缺陷,使缝及其热影响区的强度受到削弱,为了补偿焊接时可能出现的缺陷对强度的影响,引入ϕ,ϕ=焊缝金属强度母材金属强度反映焊缝材料削弱程度○1对双面焊 100%ϕ=1.0 局部ϕ=0.85 ○2单面对接接头(沿焊缝全长有紧贴基本金属) a .100%无损检验 ϕ=0.9 b .局部无损检验 ϕ=0.8 五、厚度附加量C确定容皿厚度时,不仅要依照强度计算公式得到,还要考虑钢材的厚度负偏差及腐蚀裕量,即引入厚度附加最C :C=C 1+C 2C 1—钢板在轧制过程中可能出现比实际厚度小的情况,平重影响其强度。
C 2—由于腐蚀、机械磨损而导致厚度削弱减薄,需要考虑腐蚀余量。
○1C t ϕ=⨯ t —预期的容皿使用寿命 ○2对介质为压缩气、水蒸气或水的碳素钢或低合金钢2()C mm ≥,不锈钢腐蚀轻微C 2=0。
腐蚀裕只对全面腐蚀有意义,对于局部腐蚀效果并不好。
六、压力容皿的公称直径、公称压力为了便于设计和成批生产,增强零部件的互换性,降低生产成本,对化工设备及其零部件制定了系列标准,设计时可采用标准件,标准化的基本参数是公称直接径和公称压力。
公称直径:用钢板卷制成的筒体,其公称直径近的等于内径,封失的公称直径与筒体一致。
若Di=970mm ,应将其调整为最接近标准值的1000mm ,这样选用公称直径1000的各种标准零部件。
公称压力:把压力容皿所能承受的压力范围公成若干个标准压力等级,称公称压力,以P N 表示,选用容皿时必须将操作温度下的最高操作压力调整为整一公称压力等级。
例:3-1设计压力P=0.4MPa ,设计温度t=70℃,圆筒内径Di=1000mmm ,H=3000mm ,盛装液体介质,液柱静压力为0.03MPa ,圆筒材料16MnR 。
腐蚀余量C 2取1.5mm ,焊接接头系数0.85ϕ=,试求该容皿的筒体厚度。
1)根据设计压力P 和液柱静压力P 液确定计算压力P C 。
液柱静压力0.03uPa ,已大于设计压力的5%所以应计入计算压力中。
∴P C =P+P 液=0.4+0.03=0.43MPa 2)求计算厚度δ先假设筒体厚度为6~16mm ,查表3-6得设计温度为70℃时许用应力[]170tMPa σ=,得以上参数带入式(3-2)得筒体计算厚度为:1.492[]t PcDimm Pcδσϕ==-3)求设计厚度d δ2 2.99d C mm δδ=+= 4)求名义厚度S查表3-10得钢板的厚度负偏差C 1=0.3mm ,因而可双名义厚度4n mm δ=,但对于低合金容皿规定不包括腐蚀裕量的最小厚度min δ不应小于3mm ,若如上1.5mm 的腐蚀裕量,名义厚度至少取5mm 。
根据钢板厚度标准规格,名义厚度n δ取6mm 5)检查:6,[]t n mm δσ=没有变化,故取名义厚度6mm 合适。
第三章 第三节内压封头结构和计算目的要求:使学生熟悉凸形封头,锥形封头和平盖结构,掌握凸形封头,锥形封头及平盖的计算重点难点:1、凸形封头的结构特点、分类2、凸形封头的结构计算第三节 内压封头结构计算封头按结构形状可分为:凸形封头、锥形封头、平盖封头三类,本节着重介绍常用的这几种封头的结构和强度计算方法1、凸形封头常用的凸形封头有:半球有:半球形封头、椭圆形封头和碟形封头 1、半球封头:其封头为半个球壳,其具有球壳所具有的优点(相同δ下,受力为筒体一半,相同受力下,壁厚最薄,容积表面积最小,最结省材料)但其制造最困难。
一般对于中、小直径容皿很少用它,多用于高压容皿上。
分析其受力:124PDσσδ==其厚度(强度)计算公式也与球壳相同4[]tPcDi Pcσσϕ=- 选用范围:0.6[]tPc σϕ≤ 2、椭圆封头:由半个椭圆球面和高为h 的短圆筒(直边)组成,直边段作用:避免筒体与封头间环向连接焊缝处出现边缘应力与热应力的叠加,改善受力情况 由于封头的椭球部分经线曲率变化非常平滑连续,故优点应力分部均匀,而且易于冲压形型。
是目前中、低压各皿中应用较广的一种封头的受力:受内压的椭圆形封头最大原合应力max σ与椭圆封头的比值关有:(在椭圆顶点12()2Pa abσσδ==赤道处:12Pa σδ=2(2)2Pa a bσδ= ) 工程上对a/b=1.0~2.6的椭圆形封头,引入形状系数K ,由此得到封头受最大综合应力:max 2KPD σδ= 21[2()]62Di K hi == 式中K —椭圆形封头形状系数K 值可根据//2a b Di hi ≈ 按P 64表3-18查 由第一强度理论:max []t σσ≤并考虑焊接系数:[]2t KPDσϕδ≤由,D Di Pc P δ=+= 推导出椭圆形封头厚度计2[]0.5tKPcDiPcδσϕ=- 注:椭圆封头的强度计算公式由K 的化值推算出来,椭圆封头上最大应力圆筒体上最大应力=K ,圆筒体上最大应力(=直径为原圆体2倍的球壳上最大应力2max DS K σσ=椭球壳4[]2[]0.5t tKPcDi KPcDiPc Pc Pcδδδσσϕσϕ⇒=⇒=----t KPcPi 球=椭椭4[] 当选取/2a b =时,椭圆形封头是标准封头,此时22()162Di h ⎡⎤+=⎢⎥⎣⎦1K=Di/2hi=2K=则标准椭圆形封头的厚度计算公式可表示:2[]0.5t PcDi Pc δσϕ=- 与圆筒厚为:2[]tPcDiPcδσϕ=- 大致相等,考虑到受力情况用等厚钢板进行制造。