量检具清单
评审阶段及内容清单模板

3.8
防错清单(初版) Preliminary Error Proofing List
产品DV & PV试验大纲 3.9 DV & PV Test Plan
零部件OTS封样件 3.10 Component OTS release Sample
3.11
零部件OTS认可报告 Component OTS Release Report
模具验收计划 Mould approval plan
分供方清单 3.1 Subsupplier List
物料清单(初版) 3.2 Preliminary MBOM
3.3
过程流程图(更新) Flow Chart (Update)
3.4
PFMEA及检查清单(更新) PFMEA and Checklist (Update)
初始分供方清单 2.9 Initial Subsupplier List
质量管理计划 2.10 QPN
2.11
项目成本分析与管理 Project Cost Analysis And Management
项目风险分析与管理 2.12 Project risk Analysis And Management
模具验收报告 3.15 Mold Acceptance Report
3.16 设备/产线(工装)/测试设备量检具验收单 Equipment/Production Line(Tooling) /Gage Pre-acceptance Report
3.17
尺寸测量计划 Part test Plan
3.18
项目进度计划 Project Timing Plan
表单编号
责任人/部门
销售工程师
DFM车体UCF检具设计规范
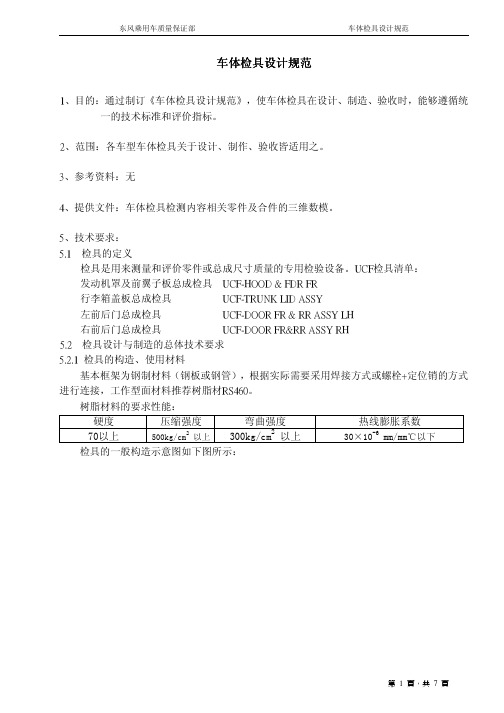
东风乘用车质量保证部车体检具设计规范车体检具设计规范1、目的:通过制订《车体检具设计规范》,使车体检具在设计、制造、验收时,能够遵循统 一的技术标准和评价指标。
2、范围:各车型车体检具关于设计、制作、验收皆适用之。
3、参考资料:无 4、提供文件:车体检具检测内容相关零件及合件的三维数模。
5、技术要求: 5.1 检具的定义 检具是用来测量和评价零件或总成尺寸质量的专用检验设备。
UCF检具清单: 发动机罩及前翼子板总成检具 行李箱盖板总成检具 左前后门总成检具 右前后门总成检具 UCF-HOOD & FDR FR UCF-TRUNK LID ASSY UCF-DOOR FR & RR ASSY LH UCF-DOOR FR&RR ASSY RH5.2 检具设计与制造的总体技术要求 5.2.1 检具的构造、使用材料 基本框架为钢制材料(钢板或钢管),根据实际需要采用焊接方式或螺栓+定位销的方式 进行连接,工作型面材料推荐树脂材RS460。
树脂材料的要求性能:硬度 压缩强度 弯曲强度 2 70以上 500kg/cm 以上 300kg/cm2 以上 检具的一般构造示意图如下图所示:热线膨胀系数30×10-6 mm/mm℃以下第 1 頁,共 7 頁东风乘用车质量保证部车体检具设计规范5.2.2 检具精度的保证期:检具应在7年内保证使用精度;检具的防锈处理:在要求涂装的部 位进行油漆防锈,其余铁质部位需涂抹防锈油;耐磨损部位硬度:在定位、铰链等耐磨损部 位要求材质硬度在HRC35以上。
5.2.3 检具的一般制造精度 公差 (单位:mm) 底板平面度 底板平行度: HINGE面、基准面平行度、垂直度: HINGE面、基准面平面度 基准孔位置: 基准孔之间相对位置误差: 定位孔位置度 定位孔销位置 定位孔间距 基准面、支承面 曲线测量面 零件外轮廓测量面(齐平面)或线 零件形状功能测量面(3mm间隙面) 所有的造型面(非测量面) 检验销孔位置 划线孔位置: 划线孔直径: 0.05 0.1/1000 0.05/1000 0.30 ±0.05 0.03 ±0.15 ±0.1 ±0.2以内 ±0.10 ±0.15 ±0.1 ±0.1 ±0.2 ±0.1 ±0.15 ±0.2第 2 頁,共 7 頁东风乘用车质量保证部车体检具设计规范一般精度参见下图所示:5.3 UCF检具的夹紧器松开后,制件放入、取出操作方便;夹紧器底座位置合适,检具夹紧 点位置参照工艺相应夹具的夹紧点位置,其偏差不大于±5。
PPAP填写要求
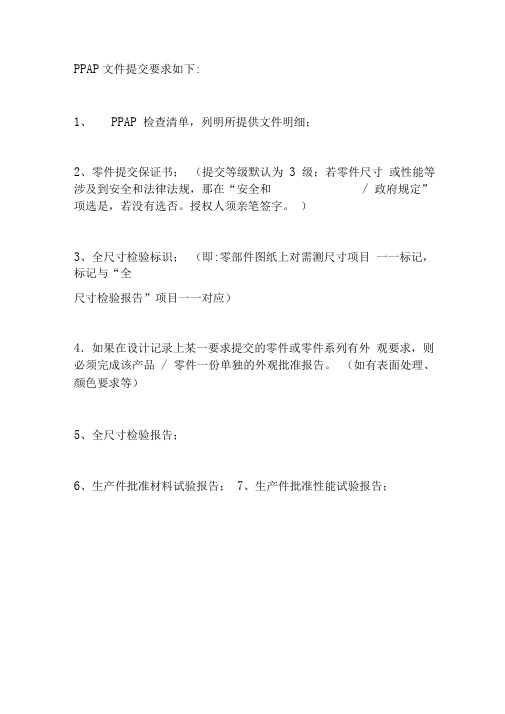
PPAP文件提交要求如下:1、PPAP 检查清单,列明所提供文件明细;2、零件提交保证书;(提交等级默认为3 级;若零件尺寸或性能等涉及到安全和法律法规,那在“安全和/ 政府规定”项选是,若没有选否。
授权人须亲笔签字。
)3、全尺寸检验标识;(即:零部件图纸上对需测尺寸项目一一标记,标记与“全尺寸检验报告”项目一一对应)4.如果在设计记录上某一要求提交的零件或零件系列有外观要求,则必须完成该产品/ 零件一份单独的外观批准报告。
(如有表面处理、颜色要求等)5、全尺寸检验报告;6、生产件批准材料试验报告;7、生产件批准性能试验报告;8、产品和过程特殊特性清单;(供方特性必须包含但不限于顾客要求的产品特性,在备注栏标识出关键与重要特性。
)重要特性:对产品性能有影响。
标识为:“ ”9、过程流程图(无模板, 采用贵方格式)流程图中明确“关重特性标识”, “产品、过程关重特性对应的工序必为“关重工序” 。
10、FMEAS(包括DFMEA PFMEA所分析的“项目/功能”必须包含“ 产品、过程特殊特性中所有内容。
(请将关键▽与重要特性在级别栏标注出来)要求:①作为关重特性,其失效模式对应的严重度(S值)必然较高;②RPN (风险优先系数)三120的失效原因应必须解决;③60三RPNV120应尽可能解决,不能解决的必须加严控制④RPN<60可以不加控制⑤严重度为9、10 的失效模式,须特别予以重点关注,并确认现行的控制措施是充分有效的。
⑥改善措施完成后,FMEAS小组应再次分析该潜在失效的S、O、D 值并重新计算RPN值。
当RPN值仍能够满足上述原则时,方可确定改善措施有效。
否则进一步采取措施,直至达到原则要求11、控制计划要求:① 试生产、生产控制计划均需提交。
② 明确区分产品、过程特性,并且与关重特性清单相一致;③特殊特性分类如下:关键特性:对产品安全性、法律法规有影响。
标识为:“▽” 。
重要特性:对产品性能有影响。
设备模具检具清单
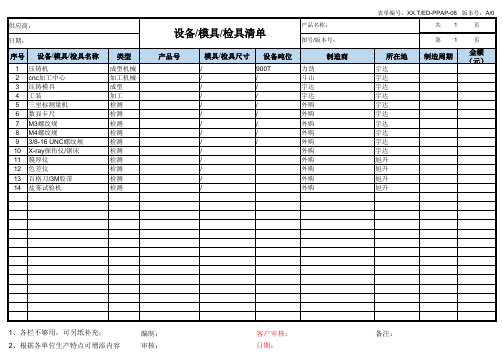
设备/模具/检具清单
产品名称; 图号/版本号:
产品号
模具/检具尺寸 设备吨位
/
900T
力劲
/
/
斗山
/
/
宇达
/
/
宇达
/
/
外购
/
/
外购
/
/
外购
/
/
外购
/
/
外购
/
外购
/
外购
/
外购
表单编号:XX.T/ED-PPAP-08 版本号:A/0
共1
页
所在地
宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 旭升 旭升 旭升 旭升
供应商:
日期:
序号 设备/模具/检具名称
1 压铸机 2 cnc加工中心 3 压铸模具 4 工装 5 三坐标测量机 6 数显卡尺 7 M3螺纹规 8 M4螺纹规 9 3/8-16 UNC螺纹规 10 X-ray探伤仪/锯床 11 膜厚仪 12 色差仪 13 百格刀/3M胶带 14 盐雾试验机
类型
成型机械 加工机械 成型 加工 检测 检测 检测 检测 检测 检测 检测 检测 检测 检测
第1
制造周期
页
金额 (元)
1、各栏不够用,可另纸补充; 2、根据各单位生产特点可增添内容
编制: 审核:
客户审核: 日期:
备注:
APQP流程图

制造生产部
品保部
采ቤተ መጻሕፍቲ ባይዱ部
成本分析 报价单 试制意向书
设备工程清单
量检具试验清单
材料、工装、设备、量 检、试验设备购买
工装、设计 制造
设备、工装 申请、购买
量检具设 计制造
量检具申 请购买
工装、设备调试、控制管理、操作 规程、年检卡
量检具、检验指导书
样品完成
样件检验、试验记录
试生产计划
过程流程图、工程管理图 PFMEA 特性矩阵图 试生产控制计划 过程设计评审A4.5.6.7.8 生产控制计划 产品质量策划认定和评审 文件与资料的移交
初始过程能力分析 试生产 初始过程能力评价 PPK
测量系统分析 试生产检验与测试 包装规范评价 生产件批准(PSW) PPAP
批量生产计划 过程能力减少变差
经营业务部 客户意向确定 (企划输出)
开发技术部 图址、技术、资料分析,确定设 计、质量目标,可靠性 1.初始材料清单 2.初始过程流程图 3.初始/产品/过程特殊特性,特 性矩阵图 成立项目小组(设计输入评审) 设计委认证 新产品开发进度表--- --- --材料清单 --- --- --APQP计划表 产品保证计划 设计计算书 DFMEA 工程图样、规范、材料规范 产品/过程特殊特性 样件控制计划 -----------样件评审(设计阶段评审A1.2.3 送样 查检表 样品承认书 小组可行性承诺与管理者支持
APQP实用模板
××××××产品质量先期筹划〔APQP〕该模板由××××结合标准、×××公司的实际情况提供,×××公司以为主机厂配套供给冲焊件为主要经营手段,删减产品设计开发〔但有产品实现过程的设计〕,模板不当之处,还望指正并自行修订使用。
工程名称:工程负责人:工期:编制时间:年月目录4.新产品〔工程〕开发申请表6.多功能小组成员、职责表7.多功能小组职能分配和进度方案表8.开发产品清单〔零配件清单〕9. 产品图纸〔总成图纸、零件图纸〕〔总成质量特性、零件质量特性、过程质量特性〕11.总装过程〔组焊过程〕工艺流程图〔过程〕工艺流程图〔材料〕明细表方案16.总成〔实现过程〕失效模式分析〔PFMEA〕——OTS17.自制零件〔实现过程〕失效模式分析〔PFEMA〕——OTS ——OTS——OTS20.总成试验〔分项、检验〕标准〔分项、检验作业指导书〕21.自制零件试验〔分项、检验〕标准〔分项、检验作业指导书〕22.采购零件试验〔分项、检验〕标准〔分项、验证作业指导书〕23. 总装用设备清单25.总装用工模夹具清单27.总装用工具、辅具清单28.自制零件用工具、辅具清单29.总成产品用量检具、试验设备清单30.自制零件用量检具、试验设备清单31.采购零件用量检具、试验设备清单〔试验报告〕34.试生产过程评审〔确认〕记录表〔工程图样、PFEMEA、控制方案、作业指导书、检验指导书、设备、模具、夹具、检具、零配件或初始材料〕34. 更改记录单35. 总成〔实现过程〕失效模式分析〔PFMEA〕——试生产36. 自制零件〔实现过程〕失效模式分析〔PFEMA〕——试生产37. 总成实现过程控制方案——试生产38. 自制零部件实现过程控制方案——试生产39. 批试生产方案40. 总成、自制零件、采购零件用盛具清单41. 总成成品包装标准和包装标准42. 分产品包装标准和包装标准43. 总装平面布置图44. 自制零件现场平面布置图〔分类、分品、分工艺〕45. 仓储物流交付平面布置图46. 生产作业指导书47. 工艺半成品试验〔分项、检验〕标准〔分项、检验作业指导书〕48. 全尺寸抽样检验记录单49. 关重采购件PPAP50. 测量系统分析评价〔MSA〕51 初始过程能力研究52 产品审核〔评审〕53 过程审核〔评审〕54. 体系审核55. 生产件批准〔PPAP〕方案56. 包装评价57.控制方案评审表58.FMEA检查评审表59. 设备、工模夹、试验设备检查表60. 工艺流程检查表61. 现场平面布置检查表62. 过程作业指导书的可操作性评审表63. 量检具、试验设备适用性评审表64. 量检具重复性、再现性评审表65. 特殊量具的准备和校验66. 产品质量确认表67. 产品质量先期筹划的总结和批准报告湖北车神汽配实业新产品制造可行性报告湖北车神汽配实业——产品成本核算报价表湖北车神汽配实业合同/ 订单评审表部门:日期:年月日新产品项目开发申请单关于任命同志为工程负责人的通知湖北车神汽配实业多功能小组成员及职责表制定部门:制定日期:年月日湖北车神汽配实业APQP多功能小组职能分配和进度方案表核准/日期:审核/日期:制定/日期:湖北车神汽配实业开发产品清单〔零配件〕核准:审查:制表湖北车神汽配实业产品图纸清单〔要留栏注明更改状况〕产品图纸〔总成图纸、零件图纸〕——以工程图的形式装订总装〔组焊〕工艺流程图——以工程图的形式装订自制零件工艺流程图——以工程图的形式装订产品质量特性清单核准:审查:过程特性清单核准:审查:工程〔产品〕采购零件〔材料〕明细表核准:审查:工程〔产品〕培训方案核准:审查:湖北车神汽配实业工程〔产品〕培训记录表审查:湖北车神汽配实业湖北车神汽配实业湖北车神汽配实业总成试验〔分项、检验〕标准〔分项、检验作业指导书〕自制零件试验〔分项、检验〕标准〔分项、检验作业指导书〕采购零件试验〔分项、检验〕标准〔分项、验证作业指导书〕湖北车神汽配实业工程〔产品〕总装用设备清单核准:审查:湖北车神汽配实业工程〔产品〕自制件用设备清单核准:审查:湖北车神汽配实业工程〔产品〕工模夹具清单核准:审查:湖北车神汽配实业工程〔产品〕工辅具清单核准:审查:湖北车神汽配实业工程〔产品〕量检具〔试验设备〕清单核准:审查:湖北车神汽配实业试生产作业计划湖北车神汽配实业审查:湖北车神汽配实业样件特殊特性检验记录包含台架试验报告、型式试验报告、路试报告湖北车神汽配实业工程〔产品〕试生产过程评审记录表制定部门:制定日期:年月日湖北车神汽配实业工程〔产品〕更改记录表制定部门:制定日期:年月日总成〔实现过程〕失效模式分析〔PFMEA〕——试生产自制零件〔实现过程〕失效模式分析〔PFEMA〕——试生产总成实现过程控制方案——试生产自制零部件实现过程控制方案——试生产实际就是——————OTS样件PFEMEA 和控制方案的修订湖北车神汽配实业工程〔产品〕批试生产作业方案湖北车神汽配实业工程〔产品〕盛具清单核准:审查:湖北车神汽配实业工程〔产品〕包装标准制定部门:制定日期:年月日湖北车神汽配实业工程〔产品〕车间平面布置图制定部门:车间:制定日期:年月日生产作业指导书工艺半成品试验〔分项、检验〕标准〔分项、检验作业指导书〕全尺寸抽样检验记录单关重采购件PPAP湖北车神汽配实业工程〔产品〕测量系统分析方案制定部门:年度:制定日期:年月日湖北车神汽配实业工程〔产品〕初始能力研究方案工程〔产品〕量具重复性和再现性X-R分析数据表工程〔产品〕量具重复性和再现性X-R分析报告〔均值和极差法〕湖北车神汽配实业工程〔产品〕量具重复性和再现性X-R分析报告〔均值和极差法〕工程〔产品〕量具极差法分析表〔极差法〕工程〔产品〕量具稳定性分析报告工程〔产品〕计数型量具小样法分析报告湖北车神汽配实业X – R 控制图湖北车神汽配实业X – R 控制图。
资料明细清单
.明细型式实验1.主要部件图纸:包括总图、主要受力结构件图、主要零部件图2.计算书3.产品使用说明书4.安全装置型式实验证明5.制造过程的质量检验文件6.制造监督检验证明(适用于需要进行制造监督检验的)7.自检报告8.焊接工艺评定9.量检具第三方检验10.热处理、探伤工艺评定11.电气电路图12.电气使用说明书13.质量保证体系:1.质量手册。
2.程序文件评审1.特种设备许可申请书(已受理,正本一份)2.特种设备鉴定评审约请函》(格式见《鉴定评审规则》附件3,一式三份);3.特种设备质量保证手册(一份)4.设计文件鉴定报告和产品型式试验报告(安全技术规范及其相应标准有设计文件鉴定和型式试验要求时,复印件一份)5.申请单位的基本概况6.依法在当地政府注册或者登记的文件(原件)和组织机构代码证(原件);7.换证申请单位所持有的特种设备许可证(原件)及持证期间特种设备制造产品(安装、改造、维修设备)的清单;8.特种设备质量保证手册及其相关的程序文件、作业(工艺)文件;9.质量保证工程师、质量控制系统责任人员明细表及任命书、聘用合同、工资表、相关保险凭证、身份证、职称证明、学历证明;10.工程技术人员、特种设备作业人员(焊接、无损检测)明细表及其聘用合同、工资表、相关保险凭证、身份证、职称证明、学历证明和特种设备作业人员证.11.设备、工装、仪器、器具、检验与试验装置等台帐;12.检验与试验装置检定校准台帐和检定校准记录;13.受理的许可项目试制产品(试安装、改造、维修设备)的设计文件(包括设计图样、设计计算书、安装使用说明书等),作业(工艺)文件(包括作业指导书、工艺评定报告、工艺规程、工艺卡、检验工艺规程等),质量计划(过程控制卡、施工组织设计或施工方案),检验与试验、验收记录与报告(分项验收报告、验收报告、竣工报告),监督检验报告(法规、安全技术规范规定时),质量证明资料等;14.申请单位的合格分供(包)方名录、分供(包)方评价报告;15.受理的许可产品设计文件鉴定报告、型式试验报告(安全技术规范及其相应标准有规定时)16.相关法律、法规、安全技术规范及其相应标准清单17.鉴定评审过程中需要的其他资料.。
APQP流程管理各阶段输出资料一览表

P2-18试制原材料采购计划 原材料及零件检验
P2-19C?零件全尺寸检验记录 P2-19A?材质报告 P2-19B?首样试装单 采购员提交,质量部确认
P2-20OTS样件制造计划 P2-19 P2-20 编制OTS样件制造计划 供应商OTS提交 P2-21供应商OTS提交通知 结构硬件设计师
P2阶段输出资料清单 P2-2 P2-3 P2-4 P2-5 P2-6 P2-7 P2-8 P2-9 P2-11 产品设计质量功能展开QFD P2-1C产品需求说明书评审报告 技术条件
P2-2A《产品技术条件》 P2-2B《实验大纲》 P2-2C《硬件设计说明书》 硬件设计师
产品设计师编制、实验室汇总
P2-15B新工装、量具、检具设计评审报告 P2-15C新工装、量具、检具制造进度计划 P2-15D《软件功能测试用例》 P2-15E《编程文档》 工程部
测试设计师
包装标准规范
P2-16A包装2D图 P2-16B包装设计评审 P2-16C供应商包装方案确认结构设计师 P2-24 P2-26 样件控制计划(几轮样件的控制 P2-17A《样件控制计划》 P2-17B《功能测试报告》 P2-17C《出厂检验报告》 测试工程师
4.6生产控制计划 生产控制计划
4.7 P-FMEA P-FMEA 4.8 PPAP 首批样件送样报告
客户信息反馈及不断的改进
4.9产品审核 产品审核报告
4.10过程审核 过程审核报告
4.11型式试验大纲 总成型式试验大纲
功能性能报告
敏锋公司试验报告(自检报告)
总成试验报告(第三方)附实验室认可文件
P2-7A《分供方清单表》 P2-7B《设计制造职能矩阵表》 采购员
测量仪器校验记录表
46.孔位置度综合量规设计计算的一种新方法 47.螺纹深度规的资料 48.<技能手册 > 49.《最新实用电子测量仪器手册》 50.量具、量仪词汇中英文对照集锦 51.计量所长工作实务全书 52.《精密机械与仪器零件部件设计》 53.种常用设备的操作规程和大量仪器内校标准 54.《通用计量术语及定义解释》PDF+书签 55.《识图知识与常用量具操作方法》 56.《新型传感器及传感器检测新技术》 57.计量精品(一)--浅谈内径百分表的修理 58.计量精品(二)--内径百分表测量中应注意的两个问题 59.计量精品(三)--千分尺的检定与修理问答 60.计量精品(四)--游标卡尺检定调修时的技术处理 61.计量精品(五)--常用百分表类计量器具检定与修理问答 62.计量精品(六)--百分表示值误差的分析与调修 63.计量精品(七)--杠杆指示表的调修 64.计量精品(八)--百分表常见病的识别 65.计量精品(九)--量块测量中的温度问题 66.计量精品(十)--温度对长度计量的影响 67.检验工实用技术手册 [PDF+书签] 68.测量工具连载1-3 69.计量员资格专用培训教材 70.齿顶圆与齿根圆直径的测量及其量具 71.仪器误差百问 72.《长度计量人员实用手册》 73.測量技術的實驗設計法╱田口玄一 74.精密机械仪器零件(书籍) 75.机械量测量用传感器的设计(PDF扫描版书籍) 76.新常用量具正确使用和维护保养手册讲义
检具书籍和资料大全
1.机械加工专用检具图册 2. 连杆功能检具 3. 测量两端面距离的检具 4. 测量锥孔距的专用检具与方法 5. 《测量检具维护清单》 6. 测量止口深度检具 7. 汽车车身覆盖件检具设计技术要求 8. 通用公司检具设计标准 9. 测量曲轴中心距的专用检具 10. 检具资料 11. 检具材料介绍
《PPAP交付物清单及审批分工表》

临沂质量部
临沂质量部
《供应商量检具、检测试验设备清单 按众泰格式 》
R
R
S
*
18
符合顾客特殊要求的记 《检查基准书》 录
《检具验收报告》
按众泰格式,用于双方进出货检验及生产一致性检验依据文件。
随PPAP文件同时批准。
R
S
S
*
如果适用
R
S
S
*
VOC测试报告
根据众泰开发技术要求,如果适用,由符合众泰指定检测机构出
专利所有者
审核/会签单位 临沂质量部 专利所有者
R
R
R
*
研究院/供应商
研究院
2
*** 2D图纸
——所有其它的部件、 子部件 /详细资料
*** 技术标准
供应商提交接收到的众泰已会签图的复印件,B图(注:当部件为 车身冲压件焊接件时,可用《零件检查报告》代替图纸)
R
S
S
*
研究院/供应商
研究院
双方约定并批准使用的除国标及行标之外其它标准,包括引用的
S
S
S
*
供应商
研究院
S
S
S
*
供应商/研究院
研究院
研究院 研究院
16 标准样品 17 检查辅具
标准样件
检测最接近标准值的生产样件
此处的样品,一是PPAP现场进行产品审核时,确认的标准样品,
应由SQE现场签字封存。二是PPAP样品提交后,经工厂质量部确认 R
R
R
*
后的封样(一式两件,分交工厂质量部和供应商)。
实验室认可证书及认可范围项目清单
按国际、国标实验室标准通过认证的供应商实验室;或国内合资 品牌汽车公司VW、BMW、GM等)认可实验室
清单式管理

清单式管理清单式管理就是针对某职能部门的一项管理,建立“动态式”的管理控制清单,以随时反应该项目管理目前的变动状态,并且,其最大优势在于方便追溯、实现可追溯性。
清单式管理最初就是为了配合《ISO9001中国式质量管理》的实施、由日出东方管理咨询有限公司首创而推出的支持性管理工具,由于它突出了全面提醒、细节提醒等特点与简单实用,后来慢慢延伸至推广至整个项目管理、并渗透到企业管理的方方面面,被越来越多的管理层所接受。
清单式管理就是时代对管理信息化、全球化与高新技化的要求,每一个组织都要面对大量新的复杂问题的挑战。
清单式管理----表现形式(1)台帐式如人力资源要建立《员工花名册》,设备管理要建立《设备台账》、《工具量检具清单》,采购控制首先要建立《供应商清单》、《材料清单》与《采购清单》,销售部门首先要建立《顾客清单》、《合同登记分类明细表》,综合部门首先要建立《文件总清单》、《受控记录总清单》等。
管理涉及到方方面面,如何理出头绪,不至于打乱仗,首先就要把各类台帐建立清楚,这也就是清单式管理的基本功,没有其它的捷径可走。
(2)检查表式如在《巡回检查保养清单》上,可以建立整个井场的所有设备名称、保养点、保养时间、何时保养、保养到什么标准都十分清晰地列了出来。
由于细化到了最小单位。
设备需要保养时,各个岗位上的员工只需要根据清单上列出的部位进行保养即可,既不会出现遗漏,又可以让每个关键环节都得到有效保养。
(3)总结式总结式说白点就就是中国人喜闻乐见的“一二三……”。
如某部门职责有“一二三……”。
每天上班做的第一件事情就是“一二三……”。
交接工作就是应交付的清单“一二三……”。
工作总结好在哪“一二三……”。
差再哪“一二三……”。
总结式在制度规定的描述上,表现为简明扼要的指明问题的关键与核心所在,具体,确切,击中要害。
如“四无”就是:车间必须做到无垃圾、无杂物、无闲聊人员、无乱放成品半成品。
“五不走”就是:当班任务不完成不走、设备不擦净不走、材料不放整齐不走、工具不清点好不走、现场不清扫不走。
检验设备清单
桂林量具刃具厂
618254 长度
桂林量具刃具厂
506061 长度
威海
84273 长度
威海
84278 长度
桂林量具刃具厂
7600019 长度
桂林量具刃具厂
724
长度
威海
81126 长度
威海
81156 长度
威海
83690 长度
威海
83740 长度
威海
80112 长度
威海
80184 长度
威海
92103 长度
生产厂家 哈尔滨量具刃具集团有限责任公司 哈尔滨量具刃具集团有限责任公司 哈尔滨量具刃具集团有限责任公司 上海量具刃具厂量具刃具厂 长沙南方光学仪器厂 长沙南方光学仪器厂 长沙南方光学仪器厂 长沙南方光学仪器厂 长沙南方光学仪器厂 北京量具刃具厂 上海量具刃具厂 成都成量公司 成都成量公司 成都成量公司
1400120 数显游标卡尺 1400127 数显游标卡尺
22 1400150 带表游标卡尺
23 1500001 外径千分尺
1500002 外径千分尺
1500003 外径千分尺
1500004 外径千分尺
规格型号
5.12-100
10-291.8
125-500 BJ-Ⅲ
Φ80 15-15.37 40.12-40.5 65-65.37 90.62-91.00
125
(0.02-1.00)mm 0-25 0-0.8 0-0.2
200*300 7块组
BJ-3
16.001-100.0024
0.025-6.3
TT100 40型
0-1500μm 0-150 0-200 0-300 0-500 0-1000 0-200 0-300 0-300 0-500 0-1000 0-360° 0-150 0-300 0-500 0-200 0-25 25-50 50-75 75-100
量具清单表格

1
18 机体瓦盖安装定位销孔直径φ13(+0.05/+0.032) φ13(+0.05/+0.032)电子塞规
1
19
机体进气/底面、前端定位销孔直径 11(-0.011/-0.029)
φ φ11(-0.011/-0.029)电子塞规
1
20
机体排气侧定位销孔直径φ20.8(+0.052/0) φ20.8(+0.052/0)电子塞规
OP20、 OP50/OP110
1 1002101GM010-8402
OP20
1 1002101GM010-8403
OP90
1 1002101GM010-8404
OP50
0
OP140
0
0
1、需要附提件供:量检具合格证,产品图纸;2、包含第三方鉴定费用;3、GRR要求≤20%,cg&cgk≥1.67;4、机体耳朵面宽度电感量仪具体要求详见附件4-6-5
量具清单
附件:
机体、缸盖加工线量检具清单
序号 1
被测尺寸/要素 缸盖火花塞孔Φ24.5H7(+0.021/0)
量/检具名称 Φ24.5H7(+0.021/0)电子塞规
数量(套)
在线
备用
1
0
图号
2
缸盖喷油器孔Φ6.25(+0.022/0)
Φ6.25(+0.022/0)电子塞规
1
0
3
缸盖喷油器孔Φ6.261(±0.011)
1
21 机体后端面定位销直径φ14(-0.011/-0.029) φ14(-0.011/-0.029)电子塞规
1
22
机体前端定位销孔直径φ9(-0.09/-0.024)
新产品开发项目管理办法
Q/ZSZDXM01 新产品开发项目管理办法版本号: V1.0标准化:审定:批准:重庆宗申宏立座垫制造有限公司发布新产品开发项目管理办法1.0 目的为建立健全公司制度、规范新产品开发流程,使新品项目按计划进行,特制定本管理办法。
2.0 范围本办法适用于公司所有的新产品开发项目全过程的管理。
3.0 定义新产品开发是指从研究选择适应市场需要的产品开始到产品设计、工艺制造设计,直到投入正常生产的一系列决策过程。
4.0 职责4.1 公司领导4.1.1对项目立项、项目撤销进行决策;4.1.2任命项目主管或经理;4.1.3对项目计划进行评审;对项目进行过程中的重大里程碑、重大变更计划做出决定;4.1.4对项目的绩效进行考核。
4.2 项目部4.2.1项目立项前期组织各部门对项目进行可行性评价;4.2.2召集成立项目小组,召开项目阶段性评审会(主要指手工样件、工装样件、小批送样评审);4.2.3适时更新项目进度表,确保新项目按照客户的要求顺利投产,有异常情况时向客户报告。
4.2.4定期或不定期组织召开以产品工程师、供应商质量工程师、采购工程师、物流工程师、客户质量工程师、生产管理等为主要成员的项目推进会,督促、协调各部门及供应商按时、保质、保量完成各项工作;4.2.5协调客户与公司内部各部门的沟通,最大程度地满足客户合理的需求。
4.2.6对开发阶段客户提出的座椅交样数量及试验样椅等各种需求的座椅,项目部下达计划到物流计划部(5套以下手工样件下达计划到技术部)。
4.2.7按照《项目管理考核办法》Q/ZS-MSZDRY03,进行考核。
4.3 财务部4.3.1立项前期对产品进行投资回报分析,确定从财务角度出来该项目是否可行;4.3.2按客户要求对产品进行报价和议价,并对各种费用进行审核。
4.3.3按项目费用预算计划准备资金。
4.3.4对新产品材料提出目标价格。
4.4 技术部4.4.1项目立项前期对该产品进行技术分析,确定从技术角度出发该项目是否可行,能否满足客户要求;4.4.2项目立项后对产品进行技术对接、工程设计(数据、数据分析文件、DFMEA、BOM、图纸、工艺流程图、PFMEA、作业指导书等)、零部件状态确定、试制,试制工装、模具的研发以及量产工装、模具的研发(是否删除待定)、成品货架的设计等。
PPAP填写要求

PPAP 文件提交要求如下:1、PPAP检查清单,列明所提供文件明细;2、零件提交保证书;(提交等级默认为3级;若零件尺寸或性能等涉及到安全和法律法规,那在“安全和/政府规定”项选是,若没有选否。
授权人须亲笔签字.)3、全尺寸检验标识;(即:零部件图纸上对需测尺寸项目一一标记,标记与“全尺寸检验报告”项目一一对应)4.如果在设计记录上某一要求提交的零件或零件系列有外观要求,则必须完成该产品/零件一份单独的外观批准报告。
(如有表面处理、颜色要求等)5、全尺寸检验报告;6、生产件批准材料试验报告;7、生产件批准性能试验报告;8、产品和过程特殊特性清单; (供方特性必须包含但不限于顾客要求的产品特性,在备注栏标识出关键与重要特性。
)重要特性:对产品性能有影响。
标识为:“◇”9、过程流程图(无模板,采用贵方格式)流程图中明确“关重特性标识”,“产品、过程关重特性”对应的工序必为“关重工序”。
10、FMEAS(包括DFMEA、PFMEA)所分析的“项目/功能"必须包含“产品、过程特殊特性”中所有内容。
(请将关键▽与重要特性◇在级别栏标注出来)要求:①作为关重特性,其失效模式对应的严重度(S值)必然较高;②RPN(风险优先系数)≧120 的失效原因应必须解决;③60≦RPN〈120 应尽可能解决, 不能解决的必须加严控制④RPN〈60 可以不加控制⑤严重度为9、10 的失效模式,须特别予以重点关注,并确认现行的控制措施是充分有效的.⑥改善措施完成后,FMEAS 小组应再次分析该潜在失效的S、O、D 值并重新计算RPN 值。
当RPN 值仍能够满足上述原则时,方可确定改善措施有效。
否则进一步采取措施,直至达到原则要求。
11、控制计划要求:①试生产、生产控制计划均需提交。
②明确区分产品、过程特性,并且与关重特性清单相一致;③特殊特性分类如下:关键特性:对产品安全性、法律法规有影响。
标识为:“▽"。