车灯模具技术资料
汽车模具:汽车前大灯模具设计
汽车模具:汽车前大灯模具设计汽车车灯主要是用做照明,可以说是汽车的眼睛,车灯是对所有汽车照明系统的统称。
汽车车灯外观要求高,几个重要零件都是透明件,电镀件等,可以说汽车外观要求最高的零件就是车灯,因而对模具设计与制造要求极高。
一般汽车的主要灯饰件就是前后大灯。
车灯不同的车系有不同的配置,同一车系依据高低配置也不尽相同。
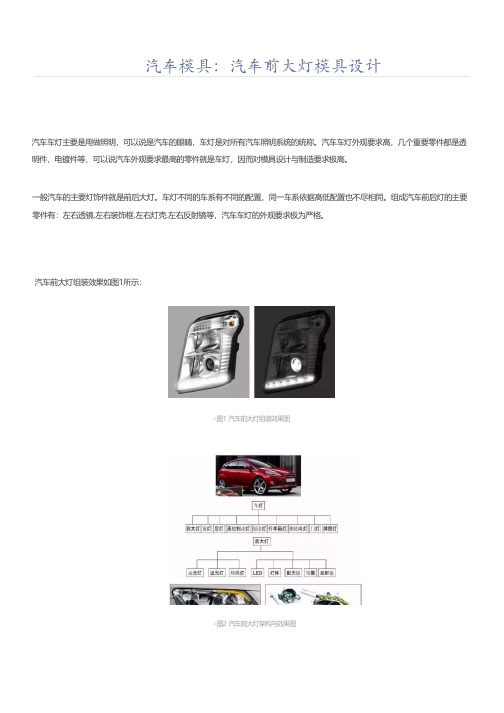
组成汽车前后灯的主要零件有:左右透镜.左右装饰框.左右灯壳.左右反射镜等,汽车车灯的外观要求极为严格。
汽车前大灯组装效果如图1所示:△图1 汽车前大灯组装效果图△图2 汽车前大灯架构与效果图△图3 汽车后大灯架构与效果图△图4 汽车车灯主要零件图本文以汽车前大灯灯壳零件为例,详细介绍汽车灯壳注塑模具的设计要点与技术总结。
汽车灯壳零件如图7所示:△图7 汽车前大灯灯壳零件图1. 塑件外观要求与结构分析图7所示为某品牌汽车前大灯灯壳零件图,材料为PP+TD20,其中PP为灯壳外罩的基体,TD20是材料中加入20%的滑石粉,主要是提高灯壳外罩的刚性。
非外观件,属内部功能件。
塑件尺寸为:475.3*355.6*291.4mm。
塑件特点如下:1)非外观件,塑件外观面不允许有斑点,收缩凹陷.熔接痕.飞边等缺陷(外观缩痕要求不是很高);2)塑件为内部功能件,灯头孔.后盖孔等装配要求高;3)塑件外形复杂,塑件外侧面有6处倒扣,灯壳除了灯头孔非左右镜像外,其余特征都是左右镜像;4)塑件外侧面共有6处倒扣,需采用侧向抽芯结构;5)根据塑件特征,灯壳塑件有粘定模风险,塑件设计需预防粘定模。
2. 模具结构分析根据汽车灯壳的结构特点与外观要求,模具优先采用热流道注塑模结构。
经模流分析结果与技术讨论,最终采用2点开放式热流道直接进胶。
本模具S1,S2,S3,S4,S5,S6由于在塑件外侧,倒扣面积大,因此优先采用动模“斜导柱+滑块”的抽芯结构。
本模具最大外形尺寸为:1200*950*820(mm),总重量约8吨,属于大型注塑模具。
汽车车灯模具机加工分析

汽车车灯模具机加工分析作者:武梦菊来源:《科技资讯》2015年第08期摘要:近年来,随着我国汽车行业的不断发展,国家有关部门对汽车车灯模具机的应用要求是越来越高。
而车灯作为汽车的重要组成部分,它的制造工艺及其在实际应用中产生的效果,对于保障汽车行驶时的安全性来说,是至关重要的。
因此,该文将针对汽车车灯模具机,对其的加工技术进行深入的分析和探究。
关键词:车灯模具机加工分析安全性汽车中图分类号:TP391 文献标识码:A 文章编号:1672-3791(2015)03(b)-0095-011 简析汽车车灯塑模产品1.1 汽车车灯系统的组成结构一般来说,汽车车灯系统的组成结构是比较复杂的,其主要包括:前大灯、后灯、雾灯、阅读灯、行李箱灯、高位制动灯、侧转向灯、门灯以及牌照灯。
1.1.1 组成结构远光灯、近光灯、转向灯、灯体、LED、配光镜、反射镜以及饰圈。
1.1.2 前大灯灯体产品材料:PP+T20以及PP+T40。
产品特点:(1)装配位置多;(2)灯调整孔和线束街插孔有密封要求。
模具要点:(1)模具零件多,滑块多,镶件多,容易产生飞边;(2)水路设计注意分组,防止产品变形;(3)放电加工时间长。
常用钢材:P20/2738以及28-34RC。
1.1.3 前大灯饰圈产品材料:PC/PBT+GF.PBT+PET/PA66+GF。
产品特点:直接镀铝,外观件,表面要求高.模具要点:(1)粘前模的前期预防设计;(2)产品变形前期设计预防;(3)熔接线位置的前期设计;(4)成型工艺范围小,产品亮斑较难控制;(5)注意花纹深度,容易产生流纹。
常用钢材:前模NAK80(37-43RC)/2343ESR/SMV3W.8407(46-49RC);后模P20/2738/8407(46-49RC)。
1.1.4 前大灯反射镜产品材料:BMC(也可使用PEI)。
产品特点:(1)直接镀铝;(2)有严格的配光要求。
模具要求:(1)前期设计模流分析时,要注意最后的填充位置,同时注意困气不能充满;(2)模具分型面不避空,容易跑胶;(3)加热功率的计算;(4)电加热注意加热器分布,使模具表面温度均匀;(5)顶杆加套;(6)非电加热模具尽可能设计整体;(7)表面加工精度要求高,面轮廓要求为0.05。
塑胶模具技术交流-车灯模具加工工艺实例资料

镜面抛光模具 •所有加工尺寸需保证到+&-0.02mm;提供检测报告。 •CNC精加工处表面保证光洁度。 •EDM清角加工位置与CNC面不能起级,保证平顺。
R角CNC加工
四、后模加工工艺说明
推块孔深孔钻精加工 推杆孔 顶针孔 深 孔钻加工
EDM加工
CNC加工 EDM清角 加工工序 深孔钻 钻床 攻牙 CNC开粗 CNC光刀(翻3面加工) EDM 省模 40h 20h 15h 38h 85h 136h 290h
热嘴避空孔钻床钻到直径50 深度按图纸留3MM 加工工序 深孔钻 钻床 攻牙 CNC开粗 释放应力 CNC光刀 线割 EDM 省模 30h 20h 15h 40h 12h 90h 8h 145h 320h
碰穿位需省模后FIT模
深孔钻钻直径8的通孔 慢走丝精加工
四、后模加工工艺说明
行位槽CNC侧面加工
1. 2. 3. 4.
所有加工尺寸需保证到+&-0.02mm;提供检测报告。 CNC精加工处表面粗糟度保证光滑。 所有工序统一按基准角取数加工。 EDM清角加工位置与CNC面不能起级,保证平顺。
表面要求镜面抛光到A1
一、产品要求说明
小骨位与骨位周圈为晒纹区域(如红色面所 示),纹号: K1600G,其他位置为电镀, 模具需做到镜面抛光
五、行位加工工艺说明
胶位面CNC精加工
与20303配合
CNC光刀 EDM清角
镜面抛光模具 •所有加工尺寸需保证到+&-0.02mm;提供检测报告。 冬菇头CNC •CNC精加工处表面保证光洁度。 精加工 •EDM清角加工位置与CNC面不能起级,保证平顺。
加工工序 深孔钻 钻床 攻牙 铣床开粗 磨床 CNC光刀 EDM 抛光
车灯工艺技术

车灯工艺技术车灯工艺技术是指在制造车灯的过程中所采用的一系列工艺和技术。
车灯作为汽车的重要组成部分,不仅具备照明功能,还承担着提高行车安全性和美化车辆外观的重要任务。
因此,车灯工艺技术的发展和创新对提高汽车的品质和性能有着非常重要的意义。
一、制模工艺是车灯工艺技术的重要环节之一。
在制作车灯模具时,通常采用注塑工艺。
这种工艺可以实现复杂形状的灯具结构,且模具使用寿命长、精度高。
制模工艺的核心是模具的设计和制造。
良好的模具设计可以保证车灯外形的精准度和质量,并且具备良好的耐用性和使用寿命。
二、注塑成型工艺也是车灯工艺技术的关键环节之一。
通过注塑成型工艺可以制造出车灯的塑料零部件。
在注塑成型过程中,需要控制好注塑温度、压力和速度等参数,以确保产品的成型质量和一致性。
同时,采用先进的注塑设备和工艺技术,可以大大提高生产效率和产品质量。
三、表面处理是车灯工艺技术中不可忽视的环节之一。
车灯的外观质量和光效直接受表面处理工艺的影响。
常见的表面处理工艺包括镀膜、喷涂、丝印等。
镀膜工艺可以在车灯表面形成一层反光材料,提高车灯的照明效果。
喷涂工艺可以为车灯提供丰富的色彩选择,同时还可以起到保护和防刮擦的作用。
丝印工艺可以在车灯上印刷各种图案和标识,增加车灯的辨识性和美观性。
四、光学设计是车灯工艺技术中非常重要的一个方面。
通过科学的光学设计,可以实现车灯的良好照明效果和光束控制。
优秀的车灯设计需要考虑到光束的亮度、分布和色温等因素,以满足驾驶人的照明需求,并且避免对其他道路使用者造成眩光。
总之,车灯工艺技术的发展和创新对提高汽车的品质和性能有着非常重要的意义。
通过不断改进工艺和技术,可以实现车灯的高效生产和优良品质。
而且,车灯工艺技术的发展还可以为汽车设计师提供更多的创作空间,使车灯成为汽车美学的重要组成部分,提升汽车的整体形象和价值。
因此,加强车灯工艺技术的研发和应用,对于推动汽车产业的发展具有重要的意义。
车灯模具知识点总结

车灯模具知识点总结一、车灯模具的分类车灯模具可以根据其用途和制造材料进行分类。
根据用途,车灯模具通常分为前大灯模具、后尾灯模具、转向灯模具等。
而根据制造材料,车灯模具可以分为金属模具和塑料模具两种。
1. 金属模具金属模具多用于制造车灯的外壳和支架等结构性部件。
金属模具具有高强度和耐高温的特点,适用于制造大型车灯以及需要承受较大载荷的部件。
2. 塑料模具塑料模具通常用于制造车灯的透镜、反光杯等透光部件。
塑料模具具有成本低、加工精度高、重量轻等优点,适用于制造外形复杂、尺寸精度高的车灯部件。
二、车灯模具的设计要点车灯模具的设计直接影响着模具的制造成本、生产效率和产品质量。
以下是车灯模具设计的要点:1. 结构设计车灯模具的结构设计应该考虑到产品的使用环境和功能要求,确保模具能够满足产品的外形尺寸和装配要求。
同时,还需要考虑模具的开模方向、冷却通道、排气系统等关键构造,以保证产品的质量和生产效率。
2. 材料选择车灯模具的材料选择需要考虑到模具的制造成本、使用寿命和加工性能。
通常,模具的芯、型腔等关键部件会采用具有高硬度和耐磨性的合金钢,以保证模具的使用寿命和加工精度。
3. 表面处理车灯模具的表面处理直接影响着产品的表面光洁度和透光性能。
通常,车灯模具的表面会进行电镀、喷砂等处理,以满足产品的外观和性能要求。
三、车灯模具的制造工艺车灯模具的制造工艺包括模具设计、制造加工、组装调试等多个环节。
以下是车灯模具制造工艺的要点:1. 模具设计模具设计是车灯模具制造的首要环节,它直接影响着模具的制造成本和产品质量。
在模具设计中,需要考虑到产品的使用要求、材料特性、加工工艺等多个因素,以确保模具能够满足产品的外观和功能要求。
2. 模具制造模具制造通常包括模具零部件的加工、装配调试等环节。
在模具制造过程中,需要确保模具的加工精度和表面质量,以满足产品的外观和性能要求。
3. 模具调试模具调试是车灯模具制造的最后环节,它直接影响着产品的质量和生产效率。
5汽车后尾灯灯体模具设计全套计算说明书
第一章绪论1.1 引言1.研究意义模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。
现代模具工业有“不衰亡工业”之称。
世界模具市场总体上供不应求,市场需求量维持在600亿至650亿美元,同时,我国的模具产业也迎来了新一轮的发展机遇。
近几年,我国模具产业总产值保持13%的年增长率(据不完全统计,2004年国内模具进口总值达到600多亿,同时,有近200个亿的出口),到2005年模具产值预计为600亿元,模具及模具标准件出口将从现在的每年9000多万美元增长到2005年的2亿美元左右。
单就汽车产业而言,一个型号的汽车所需模具达几千副,价值上亿元,而当汽车更换车型时约有80%的模具需要更换。
2003年我国汽车产销量均突破400万辆,预计2004年产销量各突破500万辆,轿车产量将达到260万辆。
另外,电子和通讯产品对模具的需求也非常大,在发达国家往往占到模具市场总量的20%之多【1】。
目前,中国17000多个模具生产厂点,从业人数约50多万。
1999年中国模具工业总产值已达245亿元人民币。
工业总产值中企业自产自用的约占三分之二,作为商品销售的约占三分之一。
在模具工业的总产值中,冲压模具约占50%,塑料模具约占33%,压铸模具约占6%,其它各类模具约占11%。
鉴于模具作为包括机床工具、汽车制造、食品包装等在内的机械行业中机械基础件产业,以及电工电器、电子及信息行业的支持产业,在发展先进生产力当中,处于非常关键并服务全行业的地位,其发展对产业配套能力的提升和促进产业聚集优势的形成将起到重要作用。
改革开放以来,中国模具工业企业的所有制成分也发生了巨大变化。
除了国有专业模具厂外,其他所有制形式的模具厂家,包括集体企业、合资企业、独资企业和私营企业,都得到了快速发展,集体和私营的模具企业在广东和浙江等省发展得最为迅速。
车灯模具技术参数一览表

Ma、Mc
透明
PHale Waihona Puke (6‰)镜面抛光动、定模2000#
定模P-78H(定模P-72,定模仁P-78H),动模P-72,动模仁P-78H,滑块P-78HH(表面氮化)
4
H
塑胶本色淡黄色
PA66(16‰)
电镀
定模2000#、动模800#
定模P-78H或NAK80,动模P-72,滑块P-78HH(氮化)
H02
PC(6‰)
电镀
定模2000#、动模800#
定模P-78H,动模P-72,动模仁P-78H,
滑块P-78HH(氮化)
5
R02
PC(6‰)
电镀
定模2000#、动模800#
定模P-78H(定模P-72,定模仁P-78H),动模P-72,动模仁P-78H,滑块P-78HH(氮化)
PA66(16‰)
电镀
定模2000#、动模800#
车灯模具技术参数一览表
序号
名称
颜色
胶料
产品表面
要求
模面粗糙度
钢料
前
大
灯
1
L
透明
PC(6‰)
镜面抛光
动、定模2000#砂纸
定模P-79,动模P-72,动模仁P-79,内抽P-79(表面氮化),滑块P-78HH(表面氮化)
2
B
黑色
PP+T20(11‰)
一般抛光
定模800#、动模600#
动、定模(模仁)P-72,滑块P-78HH(表面氮化)
定模P-72,定模仁P-79,动模P-72,动模仁P-78H,滑块P-78HH(氮化)
车灯注塑工艺(3篇)

第1篇一、引言随着汽车工业的快速发展,车灯作为汽车的重要组成部分,其质量和性能要求越来越高。
车灯注塑工艺作为一种高效、环保、精确的制造方法,被广泛应用于车灯的生产过程中。
本文将详细介绍车灯注塑工艺的相关知识,包括工艺流程、设备要求、材料选择、质量控制等方面。
二、车灯注塑工艺流程1. 原材料准备车灯注塑工艺首先需要准备注塑原材料,主要包括注塑树脂、色母、添加剂等。
这些原材料应具备良好的流动性、强度、耐候性、耐冲击性等性能。
2. 模具设计模具是车灯注塑工艺的核心,其设计质量直接影响到车灯的尺寸精度、外观质量和生产效率。
模具设计应遵循以下原则:(1)满足车灯的结构和功能要求;(2)确保注塑成型过程顺利进行;(3)便于模具加工、安装和维护;(4)提高生产效率,降低成本。
3. 注塑成型注塑成型是车灯注塑工艺的关键环节,主要包括以下步骤:(1)将原材料加入注塑机料斗;(2)加热、熔化原材料;(3)将熔融原材料注入模具腔;(4)冷却、固化原材料;(5)脱模、取出车灯。
4. 后处理车灯注塑成型后,通常需要进行以下后处理:(1)表面处理:如喷漆、电镀、喷涂等,提高车灯的耐腐蚀性和美观性;(2)组装:将车灯与其他部件组装成完整的灯具;(3)检测:对车灯进行尺寸、外观、性能等方面的检测,确保其符合质量要求。
三、设备要求1. 注塑机注塑机是车灯注塑工艺的核心设备,其性能直接影响到车灯的生产质量和效率。
注塑机应具备以下特点:(1)高精度、高稳定性;(2)大注射量、快速注射;(3)自动化程度高;(4)便于维护和操作。
2. 模具模具是车灯注塑工艺的关键设备,其质量直接影响到车灯的尺寸精度、外观质量和生产效率。
模具应具备以下特点:(1)高精度、高稳定性;(2)耐磨损、耐腐蚀;(3)易于加工、安装和维护;(4)提高生产效率,降低成本。
3. 辅助设备车灯注塑工艺还需要一些辅助设备,如冷却水系统、真空脱模系统、输送系统等,以保证注塑成型过程的顺利进行。
汽车车灯灯壳注塑模具设计

本科毕业设计设计题目:汽车车灯灯壳注塑模具设计2011年6月22日毕业设计独创声明本人郑重声明:所呈交的毕业设计,是本人在指导老师的指导下,独立进行研究工作所取得的成果,成果不存在知识产权争议。
尽我所知,除文中已经注明引用的内容外,本设计不含任何其他个人或集体已经发表或撰写过的作品成果。
对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明。
此声明的法律后果由本人承担。
作者(签名):毕业设计使用授权声明本人完全了解鲁东大学关于收集、保存、使用毕业设计的规定。
本人愿意按照学校要求提交设计的印刷本和电子版,同意学校保存设计的印刷本和电子版,或采用影印、数字化或其它复制手段保存设计;同意学校在不以营利为目的的前提下,建立目录检索与阅览服务系统,公布设计的部分或全部内容,允许他人依法合理使用。
(保密设计在解密后遵守此规定)作者(签名):毕业设计选题报告汽车车灯灯壳注塑模具设计王盼(交通学院机械制造及其自动化专业 2008级交通本0804班 20082814125)摘要:(内容为楷体,五号,左右两边各缩进2cm或2个字的位置)关键词:(楷体,五号,分号分隔,最后一个不用标点)Study of Surface Nan crystallization on Metal MaterialsWang Pan(School of Transportation, Communications and Transportation,Jiaotongben0401 Grade2004, 0428…..)Abstract:Increasing interests have been focused on nanocrystalline (nc) materialsduring the past decade with the anticipation that their properties will be different from,and often superior to those of conventional coarse-grained materials. The applicationand the recent research progress of surface nanocrystallization of metal materials havebeen summarized.Key Words: surface nanocrstallization; surface mechanical treatment; surfacemodification1 引言(第一层标题,三号黑体,行距:段前1行,段后1行)随着汽车工业的飞速发展,对汽车车灯照明性能的要求也越来越高,其中既有自由曲面组成的配光反射器壳体,它具有车灯高度低、光源利用率高及空气动力性能好等优点,又有结构更完善的衬匡,更有线条流畅美观大方的面罩,以上每一项的设计和造型,最终决定了该车型车灯的完美与否。
车灯注塑工艺及其模具制造技术的研究进展

车灯注塑工艺及其模具制造技术的研究进展摘要:车灯造型和质量在汽车行业的发展过程中拥有着重要的地位,并且由于我国经济的快速发展,人们对汽车购买量的增加导致了客户对车灯质量提出了更高的要求。
针对以上情况,本文对车灯注塑工艺及其模具制造技术两方面进行相关研究和论述,为汽车车灯发展提供相关理论支持。
关键词:车灯模具;注塑工艺;模具加工;CAD/CAE引言我国的车灯设计及其模具制造发展时间较短,没有一套具体的理论措施来进行车灯的设计工作完全是依靠相关经验,这不利于车灯行业的发展,需要相关人员对核心技术进行不断的探索与改良进而总结核心方法。
通过对车灯塑料件的注射成型工艺和车灯光学零件模具加工工艺这两方面来进行主要工艺参数的分析和工艺的优化,从而为今后的研究提供理论基础。
1车灯塑料件的注射成型工艺注塑工艺是模具操作的工作人员都需要进行掌握的基础性技术。
相关参数进行及时记录然后开展匹配工作,然后对塑料熔体进行塑化然后进行冲模、冷却以及定型工作,经过这一系列的工作流程,创造出高品质的车灯部件,对车灯的外观和质量进行全方位的改进工作。
当前汽车品牌众多也导致了汽车行业的竞争力增强,但是在车型的车灯制作过程中种类的繁多,导致了不同类型的缺陷,所以对该方面进行研究便能把握核心技术,从而增强企业的核心竞争力,对车灯的注塑工艺进行探索进行优化设计。
在传统的注塑工艺过程中,一般设计人员是根据相关经验来进行车灯模具的图纸绘画,但是在实际过程中没有进行参数的计算,导致在试模过程中出现问题,就要重新修改图纸。
工序的重复增加其人工成本,不利于生产效率的提高。
2.1 温度在进行车灯塑造过程中影响车灯的关键性因素就是温度,所以在进行车灯产品生产过程中,要把握模温和料温。
前者是成型过程中表面的温度,后者是熔体进行注射时的温度。
2.2 压力注塑工艺所需要的压力有:注塑压力、保压力、背压。
保压力在注塑工艺过程中发挥着重要的作用,在这一阶段要对压力的参数进行严格的控制,防止因为塑料制品分子活动较强从而产生塑料质量问题,所以需要对保压力进行合理的调节,才可以保证产品的质量和生产效率的提高。
车灯厚壁光导模具技术

2.Part sticking (披锋) • Action-1.Increase cooling time and hold time(140s) 周期加长到
140s • 2.Increase under-cut structure on move side.增加倒扣,确保产品
却时间不够导致产品变形) • Action :Increase cooling time(方案:增加冷却时间) • Cycle time :120s(周期:120s)
light bar--The max thickness:6mm
Light bar
• Mono-injection :250*50*16MM • Material-PC • Gate: Side gate
• Multi-injection: 220*37*20 • Material : PMMA • Gate: Side gate for each layer • Critical issues-1.ripple near the gate.(浇口出现波纹) 2.The injection
• Action-1.Increase cooling time and hold time(110s) (先打冷却时间和保压 时间,周期110s)
•
2.Increase under-cut structure on move side to hold the part on
the move side.(增加倒扣确保产品留在后模)
留在后模 • Cycle time:183s
Fender Flat Bar :The max thickness:20mm
汽车车灯注塑工艺技术

汽车车灯注塑工艺技术汽车车灯是汽车的重要组成部分,注塑工艺技术对于汽车车灯的质量和性能具有重要影响。
在汽车制造过程中,注塑工艺技术被广泛应用于车灯的生产和组装过程中。
注塑工艺技术是一种将熔化的塑料材料注入到模具中形成特定形状的工艺过程。
在汽车车灯的生产中,注塑工艺技术通过控制注塑温度、注塑时间和注塑压力等参数,将塑料材料溶解成流动液体并注入到车灯模具中,然后通过冷却和固化,最终得到具有所需形状和性能的车灯产品。
首先,在注塑车灯的工艺过程中,注塑温度是一个关键参数。
不同类型的塑料材料具有不同的熔点,需要根据材料的特性来确定合适的注塑温度。
同时,合适的注塑温度也能够保证塑料材料熔化均匀、流动性好,避免产生气泡和缺陷。
其次,注塑时间也是影响汽车车灯质量的重要因素。
注塑时间的长短会直接影响到车灯产品的密度和强度。
在注塑过程中,注塑温度达到一定程度后,需要一定时间进行冷却和固化,确保车灯产品达到理想的硬度和韧性。
另外,注塑压力也是注塑工艺技术中需要注意的参数之一。
适当的注塑压力能够让塑料材料充分填充模具中的空腔,避免出现产品缺陷。
但是过高的注塑压力可能会导致模具损坏或者车灯表面刮痕,因此需要根据具体情况选择合适的注塑压力。
此外,在注塑车灯的过程中,模具的设计和制造也是至关重要的。
模具的设计需要充分考虑车灯产品的形状、尺寸和特殊要求,确保塑料材料能够充分充填模具中的空腔,并且能够顺利取出成品。
同时,模具的制造需要采用高精度的机械加工工艺,确保模具的精度和耐用性。
综上所述,汽车车灯注塑工艺技术是一项复杂的工艺过程,需要合理控制注塑温度、注塑时间和注塑压力等参数,以及设计和制造高质量的模具。
只有通过精细的工艺控制和高质量的模具,才能够生产出质量优良、外观精美的汽车车灯产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大茂伟世通车灯有限公司王爱国內容纲要一.塑模产品介紹.二.塑模结构介紹.三.塑模常用材质介紹.四.塑模設計.五.塑料模具制造流程.六.塑模加工.七.镶块拋光与咬花.八.模具組立及模仁的表面处理.九.模具试模.十.NC加工过程实例说明一.塑模产品介绍1.车灯塑料产品的划分及示例。
2.模具开发制作流程。
3.模具设计的过程介绍。
车灯的组成车灯前大灯雾灯后灯高位制动灯阅读灯行李箱灯门灯侧转向灯牌照灯前大灯的组成前大灯远光灯近光灯转向灯灯体配光镜饰圈反射镜LED一产品材料:PP+T20 PP+T40斜顶二产品特点:1 装配位置多 2 灯调整孔和线束接插孔有密封要求三模具要点:1 模具零件多,镶件多,滑块多,易产生飞边.2 水路设计注意分组,防止产品变形.3放电加工时间长四常用钢材:P20/2738 28~34RC五模具结构如下图:定模动模一产品材料:PC/PBT+GF/PBT+PET/PA66+GF二产品特点:直接镀铝,外观件,表面要求高.三模具要点:1 熔接线位置前期设计2 粘前模的前期预防设计3 产品变形的前期设计预防4 注意花纹深度,容易产生流纹5 成型工艺范围小.产品亮斑难控制.四常用钢材:前模NAK80(37~43RC)/ 2343ESR/SMV3W/8407(46~49RC)后模P20/2738/8407(46~49RC)五模具结构如下图:定模动模一产品材料:BMC(也有用PEI)二产品特点:1 有严格的配光要求 2 直接镀铝.三模具要点:1 模具分型面不避空,容易跑胶.2 前期设计模流分析时注意最后填充的位置,注意困气不能充满3 电加热注意加热器分布,使模具表面温度均匀4 加热功率的计算5 非电加热模具尽可能设计整体6 表面加工精度要求高,面轮廓要求0.05. 8 顶杆加套四常用钢材:前模SKD11(54~56RC)/SMV3W/8407/S-136/2343ESR后模2344/H13/SKD61/8402/2343(46~49RC)/2738五模具结构如下图:六快速模定模动模一产品材料:PC二产品特点:1 产品外表面为A级面 2 产品外表面有超硬涂层3 单色多数有内抽线4 现逐渐向双色过渡5 双色可去除内抽线三模具要点:单色 1 多数都有内抽结构 2 有的有内抽加斜顶或直顶3 内抽线和斜顶线的控制是模具结构的关键双色1 模具倒装设计(前模顶出) 2 重点是一次成型产品的固定3 为使二次成型和一次成型粘接牢固,二次成型需多点进胶4 双色注塑工艺范围小四常用钢材:前模NAK80(37~43RC)/ 2343ESR/SMV3W/8407(46~49RC)后模NAK80(37~43RC)/ 2343ESR/SMV3W/8407(46~49RC)五模具结构如下图:定模内抽和直顶动模BMC反射镜类模具示例Brose window glass lifter•Adjustment ElementsMoulds for Automotive Parts前大灯部分车灯主要塑料部件Main Products for Automotive lamp•BMC Reflector•PC HL Lens and Multicolor Lens •Head Lamp Bezel•Head and Tail Lamp Housing •Others尾灯部分雾灯、高刹等及小零件•Multicolor Lens•Rear Lamp Bezel •Tail Lamp Housing后灯的组成后灯转向灯倒车灯灯体配光镜制动灯饰圈夜光灯反射器LED导光条后灯灯体一产品材料:ABS+PC二产品特点:1 有配光要求. 2 直接镀铝.3 有密封要求.三模具要点:1 电镀面易困气 2 前模抽芯结构普遍3 后模挡水墙顶出是重点,容易顶不出4 花纹的镶拼注意镶拼线5 后模冷却水路排布要重点分析6 部份后模有内抽结构7 花纹镶件的镶拼线为加工重点四常用钢材:前模NAK80(37~43RC)/ 2343ESR/SMV3W/8407(46~49RC)后模2344/H13/SKD61/8402/2343(46~49RC)/2738/P20五模具结构如下图:定模动模后灯配光镜一产品材料:PMMA二产品特点:1 多数双色透明 2 部份三色或四色3有配光要求4 有反射花纹三模具要点:1 一次成型产品的固定 2 二次成型是否冲胶3 结合是否牢固4 排气5 产品未注塑料满的顶出6 两后模完全一样7 二次成型前模留余量与产品封胶四常用钢材:NAK80(37~43RC)/ 718HH(36~41RC)/NIMAX(39~43RC) /2343ESR/SMV3W/8407(46~49RC)五模具结构如下图:定模动模一产品材料:PC二产品特点:1 产品壁厚常大于4mm 2 透光花纹三模具要点:1 进胶位的选取,使产品成型能补压2 透光花纹的镶拼设计与加工四常用钢材:2343ESR/SMV3W/8407(46~49RC)五模具结构如下图:定模动模透镜类模具示例RequestDefinition Interface前期询价Evaluation FeedbackQuotation Customer CustomerOperation schedule 项目启动Staff planResource planQualityplan KAMContract &Tool SpecificationCustomerData &InstructionChange ManagementDesign released from customer采购加工CustomerWeekly reportConfirmation final dataQC MouldHITOUR KAM试做优化CustomerSamples Dimension reportAssignmentQCMould releasedHITOUR KAM验收交付Customer ServicePayment Internal project review模具开发流程及周期4周2~3个月6~12Weeks3天1周设计检讨/初始设计Tool Design Review and Approval3D Design -Catia V5模具设计过程Expertise in tooling designEfficient Cooling System ➢全3D 设计➢模流分析支持➢模具结构评审及加工评审。
➢空间水路设计。
二. 塑料模具结构介紹1.常用模具结构介紹.2.模具机构介紹.3.模具动作的原理.二板模2.1 常用模具结构介紹三板模 2.1 常用模具结构介绍热流道模具 2.1 常用模具结构介绍2.2 模具机构介紹a. 浇口的形式介紹.b. 抽芯机构的型式介紹.c. 頂出及回位裝置的介紹.d. 冷却水道的設置.2.2-a 浇口的型式介绍➢一.直接进浇与针点式进浇2.2-a 浇口的型式及优缺点介绍➢二.侧面进浇.2.2-a 浇口的型式及优缺点介绍➢三.潜伏式进浇.2.2-b 抽芯机构的型式介绍滑块抽芯2.2-b 抽芯机构的型式介绍抽芯机构-滑块开闭器2.2-b 抽芯机构的型式介绍抽芯机构-斜销抽芯2.2-c 頂出及回位裝置的介绍一.顶针頂出二.顶出块頂出此側壁太深頂出块(1) 成品的側壁太深及透明产品时.(2) 框架状成品且不易排顶针时.三.二次頂出四.急回机构2.2-c 頂出及回位裝置的介绍2.2-d 冷却水道的设置(a)(b)(d) (c)冷却水道的设置形式二板模动作原理(1)可动侧在成型机的拉动下与固定侧分开,分开到设定距离时停止不动。
(2)在成型机推杆的推动下,顶出板带动顶出机构将成品顶出。
(3)在成型机的推动下,可动侧向固定侧运动,可动侧与固定侧完全合拢后,成型机上的喷嘴与模具上的浇口套紧密配合,开始注塑。
2.3 模具动作的原理三板模动作原理(1)固定侧随着可动侧一起向后运动,运动到设定距离时,被小拉杆限位块挡住,由于固定侧随注塑机继续向后运动,这样小拉杆也被帶动,它又帶动剥料板运动将料头拉下。
(2)成型机继续向后运动,拉力不断增大,超过开闭器锁紧力。
固定侧与可动侧分开。
(3)在推杆的推动下,顶出板带动顶出机构(頂针、顶杆、斜顶杆等)开始顶出运动,将成品顶出。
(4)在成型机的推动下,可动侧向固定侧运动。
可动侧压向固定侧和剥料板,最后完全合紧,成型机上的喷嘴与模具上的浇口套紧密配合,开始注塑。
其他结构动作原理(1)可动侧或固定侧侧面有产品部位倒拔时,模具的相应部位也应制作合理的结构进行抽芯。
三.模具常用材质介绍.1.常用塑料材质介绍.2.常用镶块材质介绍.3.1 汽车车灯及部件常用塑料基本性能塑料名称主要性能成型工艺性主要使用场合建议的产品壁厚(mm)ABS 具有良好的综合性能,既高的冲击韧性和良好的机械性能,优良的耐热、耐油性能和化学稳定性,尺寸稳定。
ABS具有优良的流动性能和良好的綜合性能。
后灯灯体、装饰板2.2~2.5AAS 具有良好的综合性能,既高的冲击韧性和良好的机械性能,优良的耐热、耐油性能和化学稳定性,尺寸稳定。
AAS与ABS基本相似,具有优良的流动性能和良好的綜合性能。
后灯灯体、装饰板2.2~2.5PC+ABS PC/ABS不但具有PC的优良的韧性,极佳的光泽性,还具有ABS优良的加工性能,流动性也优于PC。
PC/ABS具有耐燃性能。
PC/ABS的熔体粘度相对来说小于PC,其流动性能比PC要好,成型加工时相对容易。
后灯灯体 2.5~3.0PC 透明度好,仅次于PMMA,冲击韧性好,工程塑料中韧性最好,尺寸稳定性好,耐热性好,耐蠕变性能好,适合作绝缘材料。
PC对水分很灵敏,容易在产品上形成银丝,做出的产品很脆。
PC材料的流动性较差。
配光镜 2.5~3.0PMMA PMMA具有优良的光学特性及耐气侯变化特性,具有较好的抗冲击特性。
PMMA材料的流动性较差。
配光镜 2.5~3.0PP 是最轻的塑料之一,有很突出的刚性,耐热性能较好,可在100℃以上使用,如无外力150℃也不变形,成型容易,但收缩率大,低温呈脆性,耐磨性不高。
PP材料的流动性很好。
前灯灯体 1.7~2.0PP+20%T改型材料,变形量小,刚性突出。
PP+20%T材料的流动性较好。
前灯灯体 2.0~2.23.2常用镶块材质介绍常用镶块材质介绍钢材类别钢材编号使用硬度特性用途说明塑料模具钢1.2344HRC46~55强度高,韧性优良,抗热裂性好欧系客户用于底座、装饰框等。
抛光性能不及1.2343ESR1.2343ESRHRC48~52电渣重熔,抛光性能好欧系客户用于配光镜、装饰框等镜面抛光要求的主要材料。