汽车发动机装配工艺卡
发动机装配工艺卡

2
3
依次用活塞环装卸钱安装第二 活塞环装卸 道气环,第一道气环,切勿颠倒安 钳 装。如有标记安装时,应将有标记 (HYR、HY、CSR、TLK、ALS、H、R 等)的一面朝上(活塞头部方向) 。
4
安装后,用手轻轻旋转各环, 应平滑无卡滞现象。 பைடு நூலகம்写《发动机质量跟踪卡》 。
5
项目 1 2 3 4 5
数量 4 8 4 4 4
发动机总装工艺卡
1 总装工艺卡 工序号 1 操作内容 将衬簧装入活塞油环槽内。 注:衬簧开口不能重叠。 注 注:所有活塞环在安装时,必 须从活塞头部向下安装到对应的活 塞环槽内。 将下刮环一端卡入环槽,且用 大拇指按住刮环端口位置,另一只 手大拇指顺其侧面滑入环槽内,然 后用同样方法装入上刮环。 共2页 第1页 工具和设备
3 3 、 4
7 8
项目 1 2 3 4
数量 2 4 2 4
零件编号 50001 50002 50003 50004
零件名称 活塞连杆总成 连杆轴瓦 连杆瓦盖 螺母
分组号 15450 15450 15450 15450
装配 名称
活塞连杆组安装在曲轴上
关键项
工艺编号
316-05
8
发动机总装工艺卡
6 总装工艺卡 工序号 1 操作内容 清理缸盖和缸体表面并将导向 销放入螺栓孔。 将气缸垫对应导向销放在缸体 上。 将缸盖对应导向销放在气缸垫 上。 取出导向销, 安装螺栓平垫圈, 在平垫圈表面加机油。 装配缸盖螺栓,手工拧入 3~4 扣。 注:如左图为螺栓手工拧紧顺 序 6 用气扳机预紧螺栓,启动拧紧 机拧紧螺栓至规定力矩。 填写《发动机质量跟踪卡》 ,进 入下一道工序。 气扳机 拧紧机 机油壶 共1页 第1页 工具和设备 导向销
装配工艺过程卡片
日期
标记
处数
更改文件号
签字
日期
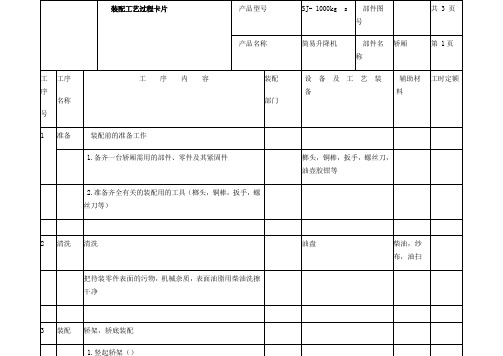
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前的准备工作
10’
1.备齐一台轿底所需的零件及配件
2.准备齐全有关装配用的工具
活手板,钢卷尺
10’
5’
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
辅助材料
工时定额
四 轿顶护栏和拉杆转配
10’
1.安装轿顶护栏
2.安装拉杆
10’
3.检验
5’
15’
五 安全钳装配
六 门机和轿门试装
5’
1.在下梁上安装安全钳底座
1.安装门机和轿门
20’
2.在上梁上安装其安全钳的传动机构,并用拉条拉杆与
2.门机调试
安全钳底座连接
3.检验
3.检验
编制
审核
汽车发动机装配工艺卡

凸轮轴的安装
17
总装工艺卡 共1页 工序号 171 172 173 174 175 操作内容 用7个12号长螺栓紧固机油泵总成 安装曲轴正时皮带轮,带轮内圆凹槽与曲轴上的突起对 齐,用橡胶锤轻轻敲紧。 第1 页 工具和设备 棘轮扳手、12 号套筒、接杆 橡胶锤
用一个10号螺栓安装张紧轮。注意:不要把螺栓扭太紧。 棘轮扳手、10 号套筒、接杆 安装张紧轮弹簧。 用14号螺栓紧固凸轮轴正时皮带轮.注:先用扳手固定皮 带轮。扭矩:59N· m 扭力扳手、棘 轮扳手、14号 套筒、连杆
项目 1 2 3 4
数量 10 3 1 1
零件 编号 1811 1821 1831 1841
零件 名称 10号 螺栓 12号 螺栓 17号 螺栓 皮带 导轮
分组 号 1008 1008 1008 1008 装配名 称 安装保护罩、机油标尺与导管
19
总装工艺卡 共1页 工序号 191 192 193 194 195 196 操作内容 用4个10号螺母紧固气门室罩,安装加油盖。注:先安装垫 片 用2个10号螺栓2个10号螺母紧固机油机集滤器。注:安装 螺母前先安装垫片。 用6个10号螺栓紧固发动机后油封。注:先安装垫片 安装飞轮。注:飞轮上的标记与缸体标记对应。 用2个10号螺母19个10号螺栓紧固油底壳。注:安装前先安 放密封衬垫,2个螺母安装在定位螺栓上。 安装放油螺栓。 17号手动扳手 第1页 工具和设备 10号套筒、棘 轮扳手、接杆
将凸轮轴安装位置清洗油道,并把用黄油把油口封堵。
将1号凸轮轴与2号凸轮轴安装在缸盖对应位置上。注:2 号凸轮轴上的正时标记对在1号凸轮轴两个正时标记中间。 安装2号凸轮轴油封 安装凸轮轴轴承盖。注:轴承盖应安装在对应位置,方向 一致。扭矩:13N· m 紧固18个10号螺栓致对应轴承盖孔上。 紧固4个10号双头螺栓致对应轴承盖上。 扭矩:25-30N· m 扭力扳手、棘 轮扳、10号长 套筒、接杆
汽车发动机装配工艺卡

正时皮带罩
水泵 水泵螺栓 曲轴皮带轮 曲轴皮带轮螺栓 气门室盖 气门室盖螺栓
14
安装气门室盖、垫片和螺栓,再安装加油盖
装配名 称
正时皮带轮组和气门室盖的安装
关键项
13
1
10701
加油盖
工艺编号
发动机装配工艺卡 共 7 页
工序号
1 2 3
第 7 页
工具和设备
操作内容
安装机油标尺和导管,并用螺栓上紧 安装发电机支架,并用螺栓上紧 安装发动机其它附件
10402
10403 10404 10405 10406 10407 10408
轴承盖螺栓
双头螺柱 凸轮轴 定位油封 锁紧垫圈 止推凸缘 隔圈
装配名 称
凸轮轴的安装
工艺编号
关键项
发动机装配工艺卡 共 7 页
工序号 1 2 操作内容 将机油泵总成对应曲轴外伸端安装,再安装螺栓,并上紧 翻转发动机180°,使曲轴那面朝上 套筒
关键项
工艺编号
发动机装配工艺卡
共 7 页
工序号 操作内容 将连杆衬套压入连杆小头,再组装活塞与连杆,将活塞销推 入活 塞一端的销孔内后,继续将活塞销推入连杆衬套,使活塞 销端面与卡环槽的端面平齐后再装卡环,注意活塞与连杆的方 向 安装活塞环,顺序是先装油环,最后装第一道气环,检查环 在环槽是否转动灵活并加润滑油,并用塞尺检查活塞环间隙 转动曲轴,使1缸位于压缩行程上止点 将气缸壁,连杆轴颈等部位涂以润滑油,然后弄清活塞,连 杆,连杆盖上的标记是否一致,先安装连杆上轴瓦,再用活塞 环夹夹紧活塞环,用手锤木柄轻敲活塞顶,将活塞推入气缸, 一人在曲轴箱方向用手接住连杆大头套入连杆轴颈,注意活塞 环的方向,先安装2,3缸,再转动曲轴180°后安装1,4缸 盖上连杆盖和轴瓦,注意连杆盖的记号和方向,有调整垫片 时,不要放斜,不可漏装
发动机缸体工序卡
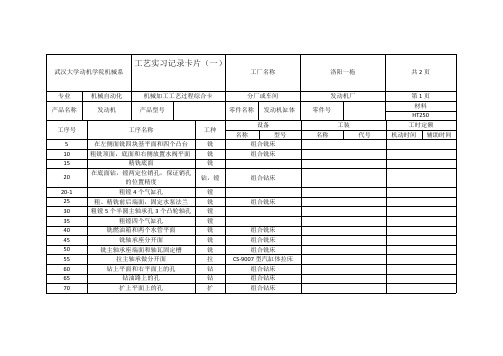
武汉大学动机学院机械系工艺实习记录卡片(一)工厂名称洛阳一拖共2页专业机械自动化机械加工工艺过程综合卡分厂或车间发动机厂第1页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250设备工装工时定额工序号工序名称工种名称型号名称代号机动时间辅助时间5在左侧面铣四块基平面和四个凸台铣组合铣床10粗铣顶面,底面和右侧放置水阀平面铣组合铣床15精铣底面铣20在底面钻,镗两定位销孔,保证销孔的位置精度钻,镗组合钻床20-1粗镗4个气缸孔镗25粗、精铣前后端面,固定水泵法兰铣组合铣床30粗镗5个半圆主轴承孔3个凸轮轴孔镗35粗镗四个气缸孔镗40铣燃油箱和两个水管平面铣组合铣床45铣轴承座分开面铣组合铣床50铣主轴承座端面和轴瓦固定槽铣组合铣床55拉主轴承做分开面拉CS-9007型汽缸体拉床60钻上平面和右平面上的孔钻组合钻床65钻油路上的孔钻组合钻床70扩上平面上的孔扩组合钻床75对右平面和上平面上的孔进行攻丝钻组合钻床80铣轴承座分开面的端面铣组合铣床85钻顶面上的孔并扩孔钻组合钻床90铰底面上的孔铰组合钻床95分平面底面攻丝钻组合钻床100磨底平面磨卧式磨床105钻分平面下的四个孔钻组合钻床110镗上平面的孔的台阶面镗115清洗XSZ机体专用清洗机120装配轴承盖125镗前后平面上的孔镗组合钻床130在前后平面的主轴承孔中加轴瓦135磨前后平面磨140精镗上平面的4个活塞孔并精铣底面镗,铣145绗磨活塞孔磨专用绗磨机床150清洗XSZ机体专用清洗机武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第1页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称铣左侧面4块基平面和4个凸块工序号5材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合铣床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1铣基平面42铣凸台4武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第2页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称粗铣顶面、底面和右侧放置水阀平面工序号10材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合铣床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1铣顶面、右侧面2 2翻转3铣底面2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第3页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称精铣底面工序号15材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合铣床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1精铣底面2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第4页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称精铣前后端面法兰和起动机进水管法兰工序号25材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合铣床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1精铣前后端面法兰2 2精铣进水管法兰2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第5页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称粗镗四个气缸孔工序号35材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合镗床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1粗镗四个孔2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第6页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称粗镗5个半圆主轴承孔工序号40材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合镗床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀切削深度进给量每分转切削速机动时间辅助时间次数数或双行程数度1粗镗主轴承孔5武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第7页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称钻上平面的孔工序号60材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合钻床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1钻上平面孔2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第8页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称铣轴承座分开面的端面工序号80材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合铣床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1铣分开面的端面2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第9页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称分平面底面打孔和攻丝工序号95材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合钻床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1底面钻孔22底面攻丝2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第10页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称镗上平面的孔产生台阶面工序号110材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合镗床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次切削深度进给量每分转数或双切削速度机动时间辅助时间数行程数1镗孔2武汉大学动机学院机械系工艺实习记录卡片(三)工厂名称洛阳一拖共3页专业机械自动化机械加工工艺装备卡分厂或车间发动机厂第1页产品名称产品型号零件名称零件号工序内容工序号工装名称工装代号原设计者班级姓名指导教师发动机缸体左侧面铣4个基平面和4个凸台5长销轴定位10623班夏炀志强王国顺结构分析:加工时通过长销轴进行定位,限制X和Y方向上的移动和转动的自由度使用情况调查:长销轴定位广泛运用于内孔的加工定位情况简图存在问题及改进意见:长销轴定位的定位接触面较长,并且限制自由度时可能出现过定位现象,可采用顶尖定位武汉大学动机学院机械系工艺实习记录卡片(三)工厂名称洛阳一拖共3页专业机械自动化机械加工工艺装备卡分厂或车间发动机厂第2页产品名称产品型号零件名称零件号工序内容工序号工装名称工装代号原设计者班级姓名指导教师发动机缸体精铣底面15锥销定位10623班夏炀志强王国顺结构分析:左支撑板X,Y的移动自由度和Z的转动自由度被浮动锥销限制了,铣刀往复单程进行铣削加工简图使用情况调查:锥销广泛运用于工件的定位中,尤其是孔定位存在问题及改进意见:此工件定位中,由于锥销的定位深入不够,加工过程中可能会出现较大震动武汉大学动机学院机械系工艺实习记录卡片(三)工厂名称洛阳一拖共3页专业机械自动化机械加工工艺装备卡分厂或车间发动机厂第3页产品名称产品型号零件名称零件号工序内容工序号工装名称工装代号原设计者班级姓名指导教师发动机缸体钻上平面上的孔60压板,销轴定位10623班夏炀志强王国顺简图结构分析:加工上平面的时候,通过6个自动压板,当工件进入组合钻床后,即开始定位并压紧,定位是通过下平面孔的销轴定位,压紧是通过6个自动压板使用情况调查:压板压紧和销轴定位广泛运用机械加工过程中存在问题及改进意见:压板压紧中,由于未能做到左右平面的限制左右,可能会影响加工精度,可以增设左右平面的定位压紧装置。
装配工艺过程卡和工序卡
共2页
产品名称
注塑模
部件名称
动模板
第2页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
1-M8 22螺栓2-型芯13-动模板4-导柱5-型芯2
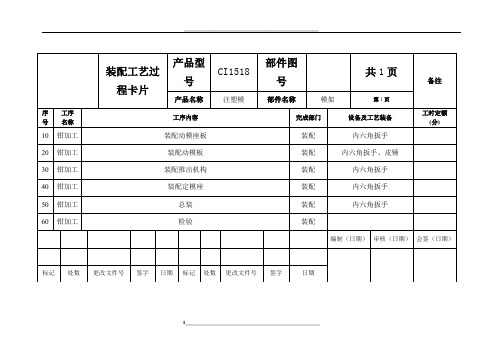
装配工艺卡片
产品型号
CI1518
部件图号
J30-1
共2页
产品名称
注塑模
部件名称
推出机构
第1页
车间
装配
装配部分
推杆固定板、推板、推杆、拉料杆、复位杆
装配工艺附图
产品型号
CI1518
部件图号
J50-1
共2页
产品名称
注塑模
部件名称
模架
第2页
车间
总装
装配部分
定模座、动模板、推出机构、动模座
工序号
50
工序名称
总装模架
工序号
30
工序名称
装配推出机构
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
31
清理、去毛刺
棉纱、机油、锯条
32
找正
33
将6根φ6的推杆,1根拉料杆放入动模板上相应的推杆孔内。
(保证推杆、拉料杆与推杆固定板的垂直度,垂直精度为0.02)
34
将4根复位杆放入推杆固定板上的4个相应的孔。(保证复位杆与推杆固定板的垂直度,垂直精度为0.02,复位杆与推杆固定板为φ12F7/h6过渡配合)
装配工艺过程卡片
产品型号
CI1518
部件图号
装配工艺过程卡片(完整版)实用资料
20 钳 配 C20×135 尺寸键。
21 钳 热装十字滑块联轴器。
22 检 装配后应使滚筒保持灵活转动,检查全部零件装配齐全。
部件图号 部件名称
DT5A37. 3DT6A36. DT6A3.7
传动滚筒
共1页 第2页
完成部门
装配 装配 装配 装配 装配 装配 检验
设备及工艺装备
扳手、榔头、圆螺母扳手 改锥
名称
装配工艺过程卡片(完整版)实用资料
(可以直接使用,可编辑 完整版实用资料,欢迎下载)
序号
1 2 3
工序 名称
说 明
铆焊工
1. 长度误差≤1mm; 2. 安装时保证两根管
3. 管道连接板的焊 0.5mm;螺栓孔间 缝侧,焊缝要满焊
4 连接板不得有变形, 下料;
外观检查、调直
耳板定位
4
质检
标记 山东远利华矿用装备 21 钢组合罐道焊接工序流程卡
长度尺寸、弯曲度、 连接板平面度 连接板螺孔与罐道中 螺栓孔间距偏差
处数
产品型号
DTL
装配工艺过程卡片
产品名称 带式输送机
部件图号 部件名称
DT5A37. 3DT6A36. DT6A3.7
传动滚筒
共1页 第1页
备注
序 工序 号 名称
工序内容
完成部门
设备及工艺装备
工时定额 (分)
1 钳 清理全部零件,注意应清除和清洗主要零件的铁屑、防锈油脂。 2 检 检查是否滚筒内与零部件清洗干净, 3 钳 配 24×110 尺寸键 4 钳 将平键放在接盘轮毂键槽内划螺钉孔。 5 钳 钻平键的螺钉孔。 6 钳 热装接盘,装螺钉,转交铆焊车间。 7 钳 处理在转交过程中配合面的磕碰现象。 8 钳 剪直纸垫、毡圈。 9 钳 把毡圈装在透孔盖内。 10 钳 分别将挡圈、透孔盖组件、纸垫装在滚筒安装十字滑块联轴器的一端。 11 钳 将 1312 轴承加热后装在滚筒轴的一头后再装挡圈。 12 钳 轴承冷却后适量的润滑脂应在充满间隙的 2/3,轴承座油腔应装满。 13 检 滚筒外圆的圆跳动,圆跳动量≤1.5mm 14 检 滚筒外圆的静阻力,静阻力系数≤0.02 15 钳 包胶
汽车制动系装配工艺卡
项目 1 2 3 4
数量 1 12 1 1
零件 编号 5511 5512 5513 5514
零件名称 扭簧 螺丝 球轴承 挡片
分组 号 5005 5005 5005 5005
556
装配名称
驻车制动制动器安装
56
总装工艺卡 共1页 工序号 561 操作内容 把减震垫放到控制器支架上,装上控制总成,用内梅花螺 钉拧紧。把控制器支架总成安装到车身上,用螺栓连接。 扭矩20—25N.m。 安装后左、右制动硬管组件。 安装制动主缸控制器连接的制动硬管组件,接头螺纹的拧 紧扭矩20—25N.m。 安装前左、右制动硬管组件,接头螺纹的拧紧扭矩20— 25N.m。 第1页 工具和设备 扳手、钳子、 套筒
51
总装工艺卡 共1页 工序号 511 512 513 514 515 516 操作内容 第1页 工具和设备
将第二活塞组件清洗并装在活塞上。注:各元件安装方向。 套筒、接杆、 棘轮扳手、螺 把第二活塞装入主缸,并旋上限位螺钉。 丝刀 将第一活塞组件清洗并装在活塞上,旋上螺栓。注:各元 件安装方向。 把第一活塞装入主缸。 将挡圈装上,并装上防尘套。 将储液罐安装在缸体上。 注:在弹簧作用的初始位置:使第一活塞处于补偿孔和回 油孔之间。使第二活塞处于补偿孔和回油孔与缸内相通。
扳手、套筒、 钳子
522 523 524 525
项目 1 2 3 4
数量 1 1 1 1
零件 编号 5211 5221 5231 5241
零件名称 真空助力 器前壳 真空助力 器后壳 推杆叉 膜片
分组 号 5002 5002 5002 5002 装配名称 真空助力器组装
53
总装工艺卡 共1页 工序号 操作内容 第1页 工具和设备
发动机连杆加工工艺过程卡及加工设备布置
目录目录绪论 (1)第1章连杆的介绍 (3)1.1 连杆的作用 (3)1.2 连杆的材料 (3)1.3 连杆的结构及特点 (3)1.4 连杆盖与连杆体的配合 (4)1.5 连杆大头与连杆轴承 (4)1.6 连杆毛坯 (4)第2章连杆的制造工艺 (5)2.1 连杆结构 (5)2.2 连杆的制造工艺过程分析 (5)2.2.1 连杆的主要技术要求 (5)2.2.2 连杆的材料和毛坯 (6)2.2.3 连杆的机械加工工艺过程 (6)2.3 连杆加工工艺设计应考虑的问题 (7)2.3.1 工序安排 (7)2.3.2 定位基准 (7)2.3.3 夹具使用及夹紧方法 (8)2.3.4 确定加工余量 (8)2.4 连杆加工工艺过程 (9)2.4.1 连杆两端面的加工 (9)2.4.2 连杆大头孔的加工 (9)2.4.3 连杆小头孔的加工 (10)2.4.4 螺栓孔加工 (10)2.4.5 结合面的加工 (10)2.4.6 定位凸台的加工 (10)2.4.7 贴合面的加工 (11)2.4.8 定位锁口槽(定位舌)的加工 (11)2.4.9 钳工加工 (11)第3章连杆加工设备布置 (17)3.1 机械加工设备布置应注意的问题 (17)xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx3.2 制造系统中生产物流设计与设备布局 (17)3.3 机械加工设备布置综述 (18)第4章与连杆配合使用的零件 (21)4.1 连杆轴瓦 (21)4.2 连杆螺栓 (21)第5章连杆的检验 (23)5.1 连杆的检验阶段 (23)5.2 连杆检验类型 (23)5.3 连杆盖的检验 (23)5.4 连杆体的检验 (24)5.5 连杆的检验 (24)5.6 分组入库 (24)结论 (25)致谢 (27)参考文献 (29)绪论绪论毕业设计是我们在学校的最后的一门课程,也是对四年所学内容一次综合的应用。
1.发动机装配流程图

总装工艺卡共1页第1页工序号操作容工具和设备1将气缸体洗干净放在工作台上,主轴承号和连杆轴承号的选择,缸体上面总共有7位数,为主轴承孔的号数,缸体下面为6位数为连杆大头孔的号数。
轴的直径号数要在曲轴上查找,在曲轴的曲柄销上,从右到左7个位分别代表7个位主轴的直径的号数2 在中央的平衡块上,从右到左有6个位分别代表1到6个连杆轴颈的直径的号数主轴承号=主轴孔+主轴颈号连杆轴承号=连杆大头孔数+连杆轴颈号项目数量零件编号零件名称分组号3装配名称主轴承号和连杆轴承号的选择关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1安装之前要清洗油孔和螺丝孔(用压缩空气)。
把缸体正直平放。
安装主轴承,有油槽并且带油孔的安装轴承必须安装在轴承座孔中,主轴承必须正确安装,如果安装错误,可能堵住油孔,造成曲轴烧坏。
轴承安装好后,在每个轴承上涂一层机油。
2装曲轴,主轴承安装好,把曲轴放在缸体上,安放时应小心谨慎,接下来安装止推轴承,油槽面的方向,在前面的朝前方,在后面的止推轴承油槽面朝后方。
项目数量零件编号零件名称分组号安装时应根据主轴承盖上原来所到的记号,按照1到7 的顺序装好,并保证主轴承盖上向前的记号,朝向发动机前方,然后按照双中间到两边的原则,分两次到三次,将主轴承盖螺栓上紧到规定的扭矩。
3装配名称曲轴的安装过程关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1先把衬套用压力机压在连杆小头然后将活塞和连杆置于油中加热60~80摄氏度,取出后迅速擦净座孔,在衬套涂上一层润滑油,把连杆小头放入到活塞,把活塞销插入活塞,并用橡胶锤轻轻的敲击,直至配合到位,再装入挡圈。
2 安装时注意活塞的向前记号和连杆的向前记号都指向发动机前方。
在安装活塞之前要确认活塞和气缸套筒之间的间歇,选择适当厚度的厚薄规,放入气缸筒里面,然后插入活塞,这时活塞感到略微有阻力,说明间歇比较恰当,接下来判断活塞环在安装状态时的开口间歇应在规定的围,将活塞环顶入气缸套筒,用厚薄规测量其开口端的间歇,确定符合规定。
奇瑞1_9TCI装配工艺

短发总成装配过程简述(4):
15.装油地壳总成: 将稳油板用螺栓固定在油地壳内,且螺栓需带乐泰243胶; 用内六角扳手将螺塞涂上乐泰243胶装进油地壳的油道加工工艺孔内;之 后,在框架的结合面上涂乐泰5910胶,把油地壳装上并拧紧.
16.装飞轮总成: 把飞轮装到曲轴后端上,并旋转飞轮对准6个螺栓孔后;用工 装锁紧飞轮将螺栓拧到力矩.
9.测量连杆大头的轴向间隙: 用手推动连杆大头,用百分表测量连杆大头在轴 向方向的间隙.
10.装机油泵及油封: 清擦油封轴径和油封刃口并加润滑油,用专用护套套在曲轴 上,将机油泵及油封总成装上并用螺栓拧到规定力矩.
11.装曲轴正时齿轮 摩擦片及半圆键: 将正时齿轮摩擦片装在驱动轴径上,用锌 棒和橡胶锤子把半圆键压入槽内,之后 ,把正时齿轮装上.
12.测量活塞突出高度: 分别将每缸活塞转到上止点,用自做支架和百分表测量 活塞上四点突出高度.
13.装水泵: 用橡皮泥压在水泵的每个叶轮上,装上水泵测量橡皮泥的厚度即:水 泵与斡旋室的间隙,去掉橡皮泥将水泵装上并紧到力矩.
14.装机油收集器: 把O型圈装在收集器上并涂润滑油,用螺栓将其固定在框架上 并拧紧;之后,在用橡皮泥压在收集器上,预装上油地壳测量收集器与油地壳的 间隙.
短发总成装配过程简述(1):
一.活塞连杆总成装配:
1.首先将活塞 连杆 活塞销及活塞环清擦干清后,放到测量间恒温20℃用各种测量 仪表测量.
2.根据测量数据选配连杆轴瓦;连杆上瓦的选配依据于连杆大头孔的内径,而连杆下 瓦的选配依据于曲轴的连杆轴径的外径.分别将连杆瓦座和连杆瓦清擦干清,将选 配好的轴瓦对应装上.
短发总成装配过程简述(2):
缸体总成的装配:
1.缸体检查:首先检查缸体的各主油道情况.缸孔内有无划伤及各结合面有无磕碰 伤,并驱除毛刺;将缸体的缸孔及主轴径孔清擦干清,送到测量间测量主轴孔 和缸孔。
装配工艺过程卡片3(通用型波纹膨胀节)

集团有限公司
装配工艺过程卡片
产品型号
DZUF16-500-25(4)
零(部)件图号
产品名称
通用型波纹管膨胀节
零(部)件名称
共3页
第3页
工
序
号
工序
名称
工 序 内 容
制作
设备及工艺装备
辅助材料
备注
150
检
检查焊缝应无裂纹,气孔,咬边等缺陷
检
目视或放大镜
160
组装
按图样要求组装,拧紧螺母,保证总长
辅—装
170
检
检查膨胀节各部位尺寸应符合图样要求
检
卷尺
180
涂
除波纹管,不锈钢部件,端管坡口,法兰密封面不涂漆外,其余部位
辅—涂
喷枪
190
涂防锈底漆,并按合同要求喷面漆
200
检
检查各部位油漆,应无漏涂或堆漆
检
210
包
转订标牌,标明介质流向,按合同要求包装
辅—包
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
精心搜集整理,只为你的需要
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安装凸轮轴正时皮带轮和曲轴正时皮带轮到相应位置,并安 装正时皮带 转动凸轮轴使排气凸轮轴的正时齿轮上的孔与第一道排气 凸 轮轴轴承盖上的记号对正
转动曲轴使曲轴前端正时齿轮上的记号与气缸体上的记 号对 正 安装完毕转动曲轴两圈之后再重新检查各处正时记号是否 对 齐 安装正时皮带导轮 安装正时皮带下罩、中罩、上罩,并用螺栓上紧 安装曲轴前端皮带轮,和皮带轮螺栓垫片,并用螺栓上紧
10402
10403 10404 10405 10406 10407 10408
轴承盖螺栓
双头螺柱 凸轮轴 定位油封 锁紧垫圈 止推凸缘 隔圈
装配名 称
凸轮轴的安装
工艺编号
关键项
发动机装配工艺卡 共 7 页
工序号 1 2 操作内容 将机油泵总成对应曲轴外伸端安装,再安装螺栓,并上紧 翻转发动机180°,使曲轴那面朝上 套筒
3
转动曲轴将一、四缸转到上止点的位置,安装已经安 装完毕 的气缸盖总成
将各平垫圈和气缸盖螺栓放入相应的螺栓孔中,并以中间向 两边拧的方式分三次对称上紧 在各个气门挺杆表面涂上干净清洁的机油后将之依次放 入相 应的气门挺杆座中,注意先后安装气门弹簧和气门调整垫片等, 挺杆的位置不可乱放,并用塞尺调整气门间隙 安装气缸盖螺栓并上紧
页
第 1 页
工具和设备 套筒14# 接杆(中) 棘轮扳手(中)
4
翻转机
5 6
百分表 撬杠 塞尺
项目 1 2 3 4
数量 5 2 5 10
零件编号 101 102 103 104
零件名称 曲轴上轴承 曲轴上止推轴承 曲轴轴承盖 曲轴轴承盖螺栓
分组号
5
6
8
1
105
106
油封座螺栓
油封座
装配名 称
将曲轴飞轮组安装到发动机机体上
第 2 页
工具和设备
1
连杆螺栓保护套
2 3
活塞环压缩工具 铁锤
4
套筒
5
接杆
6
全部装好后,转动曲轴,应松紧适宜,并检查飞轮和气缸上 止点记号是否正确
厚薄规
棘轮扳手
项目
数量
零件编号
零件名称
分组号
1 2
3 4 5 6 7 8 9
8
203 204 205 206 207 208 209
第 5 页
工具和设备
3 4
5 6 7 项目 1 2 3 4 5 6 7 8 9 11 数量 1 7 1 1 2 2 1 1 19 1 零件编号 10501 10502 10503 10504 10505 10506 10507 10508 10509 10511 零件名称 机油泵总成 机油泵总成螺栓 机油集滤器垫片 机油集滤器 集滤器固定螺栓 集滤器固定螺母 油底壳垫片 油底壳 油底壳固定螺栓 飞轮 分组号
防护销 连杆盖
活塞销 活塞 连杆 连杆螺栓 油环 气环 连杆轴瓦
装配名 称
活塞连杆组的安装
关键项
发动机装配工艺卡 共 7 页
工序号 1 2 操作内容 压气门座与气门导管在汽缸盖上,并研磨气门与气门座 对气缸盖的下平面与气缸体 的 上平面进行清理,将气缸垫有 记号一面 朝上并安装气缸垫
第 3 页
工具和设备 套筒 接杆
棘轮扳手
4
塞尺
5
研磨砂
6
项目 1 2 3 4
数量 10 10 16 16
零件编号 10301 10302 10303 10304
零件名称 平垫圈 气缸盖螺栓 气门挺杆 气门调整垫片
分组号
5
6
1
1
10305
10306
气缸盖
气缸盖垫片
装配名 称
气缸盖和气门的安装
关键项
工艺编号
发动机装配工艺卡 共 7 页
发动机装配工艺卡
工序号 1 2 3 4 5 6 7 安装前端板在发动机上 安装惰轮和惰轮安装弹簧,再用螺栓上紧 操作内容
共 7 页
第 6 页
工具和设备
套筒 接杆 棘轮扳手
拆下水泵四周的防尘胶块,并将O型圈安装到机体上 将水泵摆放到位后,将三个紧固螺栓旋入2~3扣,再使用工具从 两侧将水泵向上水平托起至水泵螺栓孔底部与 螺丝接触,依次扭 紧三个扭紧螺栓 检测水泵O型圈的间隙 安装正时皮带张紧轮与弹簧,并尽量将张紧轮向左边做暂时 固定
关键项
工艺编号
发动机装配工艺卡
共 7 页
工序号 操作内容 将连杆衬套压入连杆小头,再组装活塞与连杆,将活塞销推 入活 塞一端的销孔内后,继续将活塞销推入连杆衬套,使活塞 销端面与卡环槽的端面平齐后再装卡环,注意活塞与连杆的方 向 安装活塞环,顺序是先装油环,最后装第一道气环,检查环 在环槽是否转动灵活并加润滑油,并用塞尺检查活塞环间隙 转动曲轴,使1缸位于压缩行程上止点 将气缸壁,连杆轴颈等部位涂以润滑油,然后弄清活塞,连 杆,连杆盖上的标记是否一致,先安装连杆上轴瓦,再用活塞 环夹夹紧活塞环,用手锤木柄轻敲活塞顶,将活塞推入气缸, 一人在曲轴箱方向用手接住连杆大头套入连杆轴颈,注意活塞 环的方向,先安装2,3缸,再转动曲轴180°后安装1,4缸 盖上连杆盖和轴瓦,注意连杆盖的记号和方向,有调整垫片 时,不要放斜,不可漏装
套筒
2 3 4 5 6
接杆 棘轮扳手 塞尺 百分表
安装两凸轮轴的正时齿轮,并用螺母上紧,注意安装锁紧垫 圈、止推凸缘和隔圈的顺序
用塞尺或百分表检查凸轮轴轴向间隙,用百分表检查中间轴 颈的径向圆跳动量
7
项目 1
数量 11
零件编号 10401
零件名称 轴承盖
分组号
2
3 4 5 6 7 8
18
4 2 1 4 4 4
项 目
1 2 3 4 5
数量 1 1 1 2 1
零件编号 10601 10602 10603 10604 10605
零件名称 惰轮 惰轮安装弹簧 正时皮带 正时皮带轮 张紧轮
分组号
8 9 10 11 12 13
6
7 8 9 10 11 12
3
1 3 1 1 1 4
10606
10607 10608 10609 10610 10611 10612
正时皮带罩
水泵 水泵螺栓 曲轴皮带轮 曲轴皮带轮螺栓 气门室盖 气门室盖螺栓
14
安装气门室盖、垫片和螺栓,再安装加油盖
装配名 称
正时皮带轮组和气门室盖的安装
关键项
13
1
10701
加油盖
工艺编号
发动机装配工艺卡 共 7 页
工序号
1 2 3
第 7 页
工具和设备
操作内容
安装机油标尺和导管,并用螺栓上紧 安装发电机支架,并用螺栓上紧 安装发动机其它附件
安装机油集滤器垫片和机油集滤器 安装机油集滤器的螺栓和螺母,并上紧 安装曲轴正时齿轮,并安装飞轮和 滚针轴承,飞轮紧 固螺栓 按对角线,分2~3次旋紧
安装油底壳垫片和油底壳到相应位置 安装油底壳固定螺栓和螺母相应位置,并分两次上紧
接杆 棘轮扳手
油底壳铲刀
装配名 称
机油泵总成及油底壳的安装
关键项
工艺编号
汽车发动机装配工艺
2016/5/12
发动机装配工艺卡 共
工序号 1 2 3 操作内容 ,顺时针翻转发动机180°,锁紧缸体,使缸体的底面向上,清洗 曲轴及相关零件 按顺序将曲轴上轴承(包括轴瓦)和曲轴上止推轴承安装在缸 体上,并检查位置是否对正 将曲轴安装在缸体相应位置上,注意轴瓦与缸体上的油道位置, 防止歪斜 按轴承盖上打印的1、2、3、4、5标记, 由前向后顺序安装轴承 盖,曲轴主轴承盖螺栓应由中间向两边交叉对称分三次拧紧,注 意主轴承盖的安装方向 安装曲轴前后油封和油封座,并用螺栓上紧 用塞尺或百分表检验曲轴的轴向间隙,并注意更换止推片的厚 度
工序号 操作内容
第 4 页
工具和设备
1
清洗油道在进、排气凸轮轴轴承座上涂上干净清洁的机油, 并将 两条凸轮轴的安装记号对 正后把凸轮轴相应的轴承座内
将两条凸轮轴的轴承盖按相应的记号与安装方向依次放入相 应的轴承座内,进气凸轮 轴的第一道轴承盖暂不安装 将各道轴承盖螺栓放入相应螺孔中,并均匀分两次上紧 将进气凸轮轴斜齿轮上的维修螺栓取下 安装进气凸轮轴的定位油封和第一道轴承盖
套筒 接杆 扳手
项 目
1 2 3 4 5
数量
零件编号
零件名称
分组号
2 1 1 3
10801 10802 10803 10804
机油标尺和导管 发电机支架 导管螺栓 支架螺栓 其它附件
装配名 称
发动机其它附件的安装
关键项
工艺编号