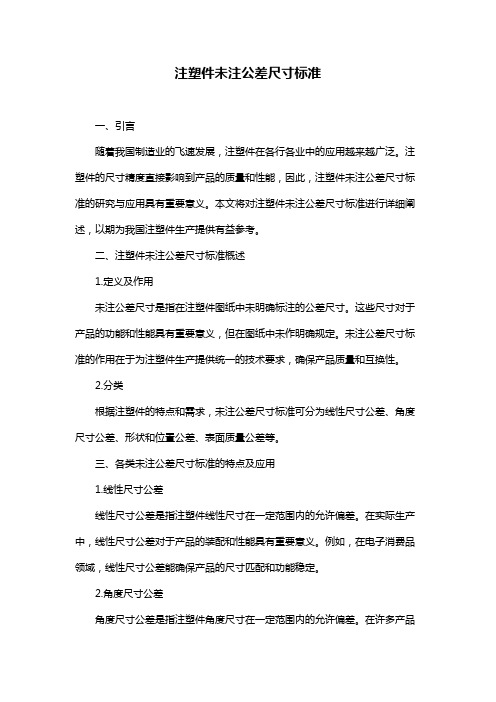
塑料件线性尺寸公差对比
SJT 10628-1995 塑料件尺寸公差复习过程

0.11
0.14
0.22
0.28
0.44
0.56
0.88
>24-30
0.05
0.06
0.09
0.12
0.16
0.24
0.32
0.48
0.64
0.96
>30-40
0.05
0.07
0.10
0.13
0.18
0.26
0.36
0.52
0.72
1.0
>40-50
0.06
0.08
0.11
0.14
0.20
0.28
2.塑料包装行业不属于精密注塑行业,选一般精度即可。
2.公差数值表:(单位为mm)
基本
尺寸
公差等级
1
2
3
4
5
6
7
8
9
10
公差数值
-3
0.02
0.03
0.04
0.06
0.08
0.12
0.16
0.24
0.32
0.48
>3-6
0.03
0.04
0.05
0.07
0.08
0.14
0.18
0.28
0.36
0.56
0.40
0.56
0.80
1.2
3.未注公差:
尺寸未注公差可按公差数值表中规定的7-10级公差选用,一般选7级,将作为默认值。
编制
审核
批准
归档
SJT 10628-1995 塑料件尺寸公差
海普制盖
《设计规范手册》
页码:3-21
主题
注塑件未注公差尺寸标准
注塑件未注公差尺寸标准一、引言随着我国制造业的飞速发展,注塑件在各行各业中的应用越来越广泛。
注塑件的尺寸精度直接影响到产品的质量和性能,因此,注塑件未注公差尺寸标准的研究与应用具有重要意义。
本文将对注塑件未注公差尺寸标准进行详细阐述,以期为我国注塑件生产提供有益参考。
二、注塑件未注公差尺寸标准概述1.定义及作用未注公差尺寸是指在注塑件图纸中未明确标注的公差尺寸。
这些尺寸对于产品的功能和性能具有重要意义,但在图纸中未作明确规定。
未注公差尺寸标准的作用在于为注塑件生产提供统一的技术要求,确保产品质量和互换性。
2.分类根据注塑件的特点和需求,未注公差尺寸标准可分为线性尺寸公差、角度尺寸公差、形状和位置公差、表面质量公差等。
三、各类未注公差尺寸标准的特点及应用1.线性尺寸公差线性尺寸公差是指注塑件线性尺寸在一定范围内的允许偏差。
在实际生产中,线性尺寸公差对于产品的装配和性能具有重要意义。
例如,在电子消费品领域,线性尺寸公差能确保产品的尺寸匹配和功能稳定。
2.角度尺寸公差角度尺寸公差是指注塑件角度尺寸在一定范围内的允许偏差。
在许多产品中,角度尺寸公差对于产品的形状和功能至关重要。
例如,在汽车零部件中,角度尺寸公差能保证零部件的装配精度和工作性能。
3.形状和位置公差形状和位置公差是指注塑件在形状和位置方面允许的偏差。
这类公差对于产品的整体外观、功能和性能具有重要影响。
例如,在家电产品中,形状和位置公差能确保产品外观美观、功能正常。
4.表面质量公差表面质量公差是指注塑件表面质量在一定范围内的允许偏差。
表面质量公差对于产品的耐磨性、耐腐蚀性及外观质量具有重要影响。
例如,在通讯设备中,表面质量公差能保证产品表面的平整度和光洁度。
四、我国注塑件未注公差尺寸标准的现状与与国际标准的对比1.我国标准体系我国已制定了一系列注塑件未注公差尺寸标准,包括GB/T 14473-2008《塑料注射成型零件未注公差尺寸》、GB/T 1804.1-2009《一般工业用塑料制品未注公差尺寸的形状和位置公差》等。
★常用公差摘录

塑料件尺寸公差表(摘自GB/T14486-93)(续上表)塑料件尺寸公差表(摘自GB/T14486-93)公差等级公差种类基本尺寸140~160160~180180~200200~225225~250250~280280~315315~355355~400400~450450~500MT1A 0.360.400.440.480.520.560.600.640.700.780.86B0.460.500.540.580.620.660.700.740.800.880.96MT2A 0.500.540.600.660.720.760.840.92 1.00 1.10 1.20B 0.600.640.700.760.820.860.94 1.02 1.10 1.20 1.30MT3A 0.700.780.860.92 1.00 1.10 1.20 1.30 1.40 1.60 1.74B 0.900.98 1.06 1.12 1.20 1.30 1.40 1.50 1.64 1.80 1.94MT4A 1.02 1.12 1.24 1.36 1.48 1.62 1.80 2.00 2.20 2.40 2.60B 1.22 1.32 1.44 1.56 1.68 1.82 2.00 2.20 2.40 2.60 2.80MT5A 1.44 1.60 1.76 1.92 2.10 2.30 2.50 2.80 3.10 3.50 3.90B 1.64 1.80 1.96 2.12 2.30 2.50 2.70 3.00 3.30 3.70 4.10MT6A 2.20 2.40 2.60 2.90 3.20 3.50 3.80 4.30 4.70 5.30 6.00B 2.40 2.60 2.80 3.10 3.40 3.70 4.00 4.50 4.90 5.50 6.20MT7A 3.00 3.30 3.70 4.10 4.50 4.90 5.40 6.00 6.707.408.20B3.203.503.904.304.705.105.606.206.907.608.40注:1)、A 为不受模具活动部分影响的尺寸公差值;B 为受模具活动部分影响的尺寸公值;2)、《公差等级》按下页《常用材料模塑件公差等级选用表》确定。
塑料模塑件尺寸公差和检验条件
塑料模塑件尺寸公差和检验条件塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起:a)成型工艺:——模塑材料的均一性——成型设备的预设——模具温度——模具在成型压力下的弹性变形b)模具条件:——模具尺寸的生产公差(参造din16749)——模具的磨损——模具可动部件间的配合误差本标准中的公差就是基于上述考量,同时根据对于大量实际应用领域的测试结果而确认出的。
本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件。
表1给出了应用于各种模塑材料的推荐公差等级。
模塑收缩率vs模塑收缩率是指23±2℃时模腔尺寸lw和模塑件尺寸lf之差,模塑件在成型后应置于标准气氛(din50014-23/50-2)中16h后立即测量其尺寸。
vs=(1-lw/lf)*100%流向收缩率vsr流向收缩率就是指成型时口服方向的模塑收缩率。
纵向收缩率vst横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率。
模塑收缩率差∆vs模塑收缩率高就是指流向收缩率和纵向收缩率之差。
∆vs=vsr-vst更多概念请参考:din7708part1模塑件、压塑件、注塑件、模塑材料din16700压塑件、传递成型件、挤出、注塑成型件din7182part1&din7168part1公差、偏差、一般公差din7184part1&din7168part2形状公差和位置公差din7724标准中涉及的高聚物概念在模塑件检验时应采用本公差,参见第5节。
除非另外商定,不然需按第5节所示,在图纸中标注出其检验条件。
4.1一般公差(未注公差尺寸)通常公差等级见到表中1中第4列,与表中2中公差等级相对应当。
如果在生产文件、订单中,尺寸偏差的公差等级没有被明确规定,需根据din16901和表2中的公差等级对其作出标注。
线性尺寸偏差标准

括损坏边缘) 括损坏边缘)
值用mm表示 值用mm表示 mm >400 ~ 1000 ±0.3 ±0.8 ±2 ±4 >1000 ~ 2000 ±0.5 ±1.2 ±3 ±6 >2000 ~ 4000 ±2 ±4 ±8
允许的偏差
允许的偏差
值用mm表示 值用mm表示 mm > 6 ±1 ±2
允许的偏差
允许的偏差 >120 ~ 400 ±0o10’ ±0o15’ ±0o30’ > 400 ±0o5’ ±0o10’ ±0o20
表3 - 角度尺寸允许的偏差
公差等级 公称尺寸允许的偏差 >10 ~ 50 > 50 ~ 120 名称 描述 ≤10 f 精密级 m 中等级 ±1o ±0o30’ ±0o20’ c 粗糙级 ±1o30’ ±1o ±0o30’ v 最粗级 ±3o ±2o ±1o 低于0 mm的公称尺寸 偏差应在公称尺寸后标出。 的公称尺寸, 1) 低于0.5mm的公称尺寸,偏差应在公称尺寸后标出。
线性尺寸允许的偏差( 线性尺寸允许的偏差(不包括损坏边缘 倒圆半径和倒角高度见表2 (倒圆半径和倒角高度见表2)
公称尺寸允许的偏差 >30 ~ >120 ~ 名称 描述 0.5) ~ 3 >3 ~ 6 >6 ~ 30 120 400 f 精密级 ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 m 中等级 ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 c 粗糙级 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 v 最粗级 ±0.5 ±1 ±1.5 ±2.5 低于0 mm的公称尺寸 偏差应在公称尺寸后标出。 的公称尺寸, 1) 低于0.5mm的公称尺寸,偏差应在公称尺寸后标出度) (倒圆半径和倒角高度)
线性尺寸的极限偏差数值(GB T1804-2000)

基本长 度范围
H
≤100
0.2
0.3
0.4
0.5 K
0.4
0.6
0.8 100~300
> 300~1000
> 1000~3000
对称度未 注公差值 (GB/T11 841996) (mm) 公差等级
基本长 度范围
H 0.5
≤100
>100~300
> 300~1000
> 1000~3000
3)轮廓最 大高度Rz 的数值 (GB/T10 311995) (μm)
第1系列
0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100, 200, 400, 800, 1600, 第2系列
0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80, 125, 160, 250, 320, 500,630
>50~320
8.0 40.0
2)轮廓算 术平均偏 差Ra的数 值 (GB/T10 311995) (μm) 第1系列
0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100
第2系列
0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量 选择第1 系列
注塑件公差标准
注塑件公差标准注塑件是一种常见的塑料制品,广泛应用于电子、汽车、家居用品等领域。
在注塑件的生产过程中,公差标准是一个非常重要的指标,它直接影响着产品的质量和性能。
本文将从注塑件公差标准的定义、分类、影响因素以及常见的公差标准进行详细介绍。
一、定义。
公差是指零件尺寸允许的最大偏差和最小偏差之间的差值。
在注塑件的生产中,公差标准是指在注塑成型过程中,零件尺寸允许的偏差范围。
公差标准的合理选择可以保证产品的装配精度和使用性能。
二、分类。
根据注塑件的具体要求和用途,公差标准可以分为一般公差标准和精密公差标准两种。
一般公差标准适用于一般要求不高的注塑件,精密公差标准适用于对尺寸精度要求较高的注塑件。
三、影响因素。
1. 材料特性,不同的塑料材料具有不同的热胀冷缩系数,这将直接影响注塑件的尺寸精度和公差范围。
2. 模具精度,模具的精度和加工工艺将直接影响注塑件的尺寸精度和公差范围。
3. 注塑工艺,注塑工艺参数的设置对注塑件的尺寸精度和公差范围也有着重要影响。
四、常见的公差标准。
1. 线性公差,包括直线度、平面度、圆度等,用来描述注塑件表面的平面和轴线的偏差范围。
2. 尺寸公差,包括孔径、轴向尺寸、壁厚等,用来描述注塑件尺寸的偏差范围。
3. 形位公差,包括位置公差、符号公差等,用来描述注塑件的形状、位置和符号的偏差范围。
五、结语。
注塑件公差标准是保证产品质量的重要因素,合理选择和控制公差标准可以有效提高产品的装配精度和使用性能。
在注塑件生产过程中,需要根据具体情况选择合适的公差标准,并通过优化材料、模具和工艺来控制公差范围,从而满足产品的质量要求。
总之,注塑件公差标准的合理选择和控制对产品的质量和性能有着重要影响,希望本文的介绍能够对注塑件生产过程中的公差标准有所帮助。
塑料件尺寸公差及性能
塑料件尺寸公差1.范围本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。
2. 引用标准下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。
GB1800-79 公差与配合 总论 标准公差与基本偏差 GB3177-82 光滑工件尺寸的检验GJB4458.5-84 机械制图 尺寸公差与配合注法 3. 定义3.1基本尺寸 basic size设计给定的尺寸。
3.2实际尺寸 actral size 通过测量所得的尺寸。
3.3尺寸公差 dimensional tolerance允许尺寸的变动量。
3.4尺寸偏差 dimensional deviation某一尺寸减去基本尺寸所得的代数差。
3.5塑料收缩率 plastic shringkage塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
3.6径向收缩率 radial shringkage 指料流方向的塑料收缩率。
3.7切向收缩率 tangential shringkage 指垂直于料流方向的塑料收缩率。
3.8收缩特性值 contraction chararcteristic value表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。
3.9受模具活动部分影响的尺寸 size effected movable parts of mould由模具活动零件决定的塑料件尺寸。
4 公差及偏差规定4.1尺寸公差、偏关的规定基本尺寸范围为~3至600mm 。
基本尺寸分段~3至120mm 。
采用不均匀递增数列:140~1600mm ,采用R20优先数系。
DIN16901(中文版) 塑料模塑件尺寸公差和检验条件,清晰中字。

31.5, 31.9, 32,
有机填料 51, 51.5, 51.9,
52, 52.9, 71, 74,
75, 83, 84
4 一般公差
130 140 130
140
5 系列 1
120 130 120
130
6 系列 2
110 120 110
120
UF MF
UP
UP
ASA ABS CA CAB CAP CP PA PA6 PA66 PA610 PA11 PA12
110
聚丁二烯
160
150
140
无填料 聚对苯二甲酸丁二醇酯
有填料
140
130பைடு நூலகம்
120
130
120
110
聚碳酸酯(包含/不包含填料)
7744 Part 1
130
120
110
因 PA 为未增强、部分结晶的热塑性材料,当其壁厚超过 4mm 时,可以选用更高等级的公差。
第 5 页 共 10 页
续表 1
1
2
图 3 模塑件的基本形状
图 4 基本尺寸标注方法一 图 4 相比图 3 增加了材料用量
图 5 基本尺寸标注方法二 图 5 相比图 3 减少了材料用量 i=内尺寸 a=外尺寸 所需脱模斜度的尺寸必须在图纸中注明。 4.7 形状公差与尺寸公差 脱模后发生的形状公差和位置公差与模具的形状等因素相关。 标注角公差、形状和位置公差根据 DIN 7184Part1 确定。未标注的角公差、形状和位置公差根 据 DIN 7168 Part1 and Part2 确定。 一般公差标注示例: 角公差、形状和位置公差 DIN 7168-mT 4.8 排屑加工产品的尺寸公差 DIN 7160,DIN7161 和 DIN7172 PART1 适用于排屑加工产品。
塑料件未注公差参考

4.0密封海Biblioteka 类零件4.1未注长度方向尺寸的极限偏差数值为±2.0。
4.2未注宽度方向和厚度方向的极限偏差数值为±0.5。
起草:批准:发布:
2.0±0.2
外部弯曲半径
0.5MAX
孔径
±0.1
角度
±0.5°
2.2未注线性尺寸极限偏差数值如下:
基本尺寸分段
极限偏差数值
0~6
±0.10
>6~50
±0.20
>50~100
±0.30
>100
±0.70
3.0吹塑类零部件
3.1未注线性尺寸极限偏差数值如下:
基本尺寸分段
极限偏差数值
0~16
±0.6
>16~30
1.0范围
本标准规定了未定义尺寸以及未注出公差的线性和角度尺寸的一般公差的极限偏差数值。
本标准适用于金属切削加工的尺寸,一般的冲压加工尺寸,非金属材料(注塑类、橡胶类、吹塑类、密封海绵类)加工的尺寸。
2.0注塑类零部件及橡胶类零部件
2.1未定义尺寸如下:
项目
参考值
拔模斜度
1.0°
内部弯曲半径
0.2
壁厚
±0.8
>30~50
±1.0
>50~75
±1.2
>75~150
±1.5
>150~250
±2.0
>250~350
±2.5
>350~
±0.8%
3.2未注倒圆半径和倒角高度的极限偏差数值如下:
基本尺寸分段
极限偏差数值
0~3
±0.6
>3~10
±0.8
>10~20
±1.0
>20~40
±1.2
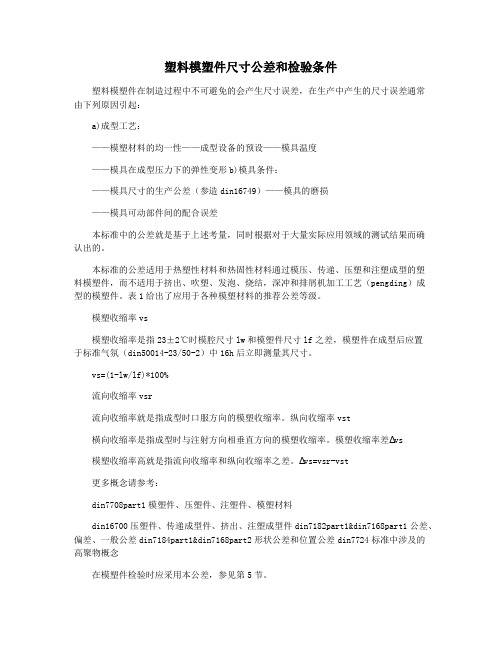
最新SJT 10628-1995 塑料件尺寸公差
2.公差数值表:(单位为mm)
基本
尺寸
公差等级
1
2
3
4
5
6
7
8
9
10
公差数值
-3
0.02
0.03
0.04
0.06
0.08
0.12
0.16
0.24
0.32
0.48
>3-6
0.03
0.04
0.05
0.07
0.08
0.14
0.18
0.28
0.36
0.56
材料
相应的公差等级
代号
名称
高精度
一般精度
低精度
ABS
丙烯腈-丁二烯-苯乙烯共聚物
3
4
5
AS
丙烯腈-苯乙烯共聚物
MBS
甲基丙烯酸甲酯-丁二烯-苯乙烯共聚物
PS
聚苯乙烯
PC
聚碳酸酯
LDPE
低密度聚乙烯
6
7
8ቤተ መጻሕፍቲ ባይዱ
LLDPE
线性低密度聚乙烯
HDPE
高密度聚乙烯
8
9
10
PP
聚丙烯
备注:
1.1、2级为精密级,只有在特殊条件下才采用。
海普制盖
《设计规范手册》
页码:3-21
主题
塑件尺寸公差
关于塑料件的尺寸公差可参照中华人民共和国电子行业标准SJ/T10628-1995。
1.公差等级的选用:
标准SJ/T10628-1995将塑件分为1、2、3、4、5、6、7、8、9和10,总共10个公差等级。每种塑料可选其中三个等级,即高精度、一般精度和低精度。公差等级的选用可参照下表实行。(仅列出海普制盖所常用的材料)
塑料件公差标准

塑料件公差标准塑料件作为一种常见的工业制品,在各种机械设备和产品中都有着广泛的应用。
而对于塑料件的公差标准,是影响其质量和使用性能的重要因素。
本文将就塑料件公差标准进行介绍和讨论,希望能够对相关行业的从业人员有所帮助。
首先,塑料件的公差标准是指在生产加工过程中,允许的尺寸偏差范围。
这个范围是由国家标准或行业标准规定的,旨在保证塑料件的尺寸精度和装配质量。
在实际生产中,严格遵守公差标准可以有效地控制产品质量,提高生产效率,降低生产成本。
其次,塑料件的公差标准通常包括尺寸公差、形位公差和表面质量要求。
尺寸公差是指允许的尺寸偏差范围,包括上偏差和下偏差。
形位公差是指零件之间的相对位置关系,包括平面度、圆度、直线度等。
而表面质量要求则是指塑料件表面的光洁度、平整度、无损伤等要求。
在实际生产中,塑料件公差标准的选择应根据具体产品的要求和使用环境来确定。
一般来说,对于精度要求较高的产品,公差范围应该选择较小的数值,以保证产品的精度和可靠性。
而对于一些一般要求的产品,则可以适当放宽公差范围,以降低生产成本。
此外,对于塑料件公差标准的控制,需要在生产加工的各个环节进行严格管理。
从原材料的选用到模具设计、注塑成型、后续加工和装配,都需要严格按照公差标准进行控制和检测,以确保最终产品符合设计要求。
总的来说,塑料件公差标准是塑料制品生产中的重要环节,对产品的质量和性能有着直接的影响。
只有严格遵守公差标准,才能够生产出质量稳定、性能可靠的塑料制品,满足不同行业的需求。
在未来的生产中,随着科技的不断进步和工艺的不断提升,相信塑料件公差标准也会不断完善和更新,以适应新的生产需求和技术要求。
希望本文对塑料件公差标准有所了解的读者有所帮助,也希望塑料件行业能够不断提高产品质量,满足市场需求。
塑料件公差标准

塑料件公差标准塑料件是一种常见的工业制品,广泛应用于汽车、家电、电子产品等领域。
在塑料件的生产过程中,公差标准是一个非常重要的参数,它直接影响着产品的质量和性能。
本文将介绍塑料件公差标准的相关知识,希望能对塑料件制造过程中的工程师和技术人员有所帮助。
首先,我们需要了解什么是公差。
公差是指零件尺寸允许的最大偏差和最小偏差之间的差值。
在塑料件的生产中,公差可以分为尺寸公差和形位公差两种。
尺寸公差是指零件的尺寸允许的最大偏差和最小偏差,形位公差是指零件表面间的相对位置允许的最大偏差和最小偏差。
塑料件的公差标准对产品的质量和性能有着直接的影响。
如果公差过大,会导致零件之间的配合间隙过大或者过小,从而影响产品的装配质量和使用性能。
而公差过小,则会增加制造成本,甚至导致生产工艺无法实现。
因此,确定合理的公差标准对于塑料件的生产至关重要。
在确定塑料件的公差标准时,需要考虑以下几个方面的因素。
首先是产品的使用要求,不同的产品对公差的要求是不同的,有些产品对公差要求非常严格,而有些产品则相对宽松。
其次是生产工艺的能力,不同的生产工艺对公差的控制能力也是不同的,需要根据实际情况进行调整。
最后是成本的考虑,过高的公差标准会增加生产成本,过低的公差标准则会增加制造难度和失败率。
针对不同的塑料件,可以采用不同的公差标准。
一般来说,对于尺寸较大的塑料件,可以适当放宽公差标准,而对于尺寸较小的塑料件,则需要严格控制公差。
同时,对于要求较高的形位精度的塑料件,也需要采用较严格的公差标准。
除了确定合理的公差标准外,还需要在实际生产中进行严格的控制和检测。
在塑料件的生产过程中,需要采用适当的检测设备和方法,对零件的尺寸和形位进行检测,及时发现和修正问题,确保产品的质量。
总之,塑料件的公差标准是塑料件生产过程中的一个重要参数,对产品的质量和性能有着直接的影响。
确定合理的公差标准并严格控制和检测是保证产品质量的关键。
希望本文对塑料件的生产工程师和技术人员有所帮助,谢谢阅读。
10628~2006塑料配件原材料公差标准

10628~2006塑料配件原材料公差标准塑料配件原材料公差标准是衡量塑料制品质量和规范生产工艺的重要依据之一。
它描述了塑料配件在尺寸、形状、表面质量以及物理和机械性能等方面的可接受范围,以确保最终产品的质量符合设计要求。
一般而言,塑料配件原材料公差标准分为线性公差和板材公差两大类。
线性公差主要描述了塑料配件在长度、宽度、厚度等线性尺寸方面的允许误差范围。
而板材公差则主要涉及板材的平面度、垂直度和平行度等方面的标准。
具体来说,线性公差通常包括三个参数:上公差、下公差和公差等级。
上公差表示了允许的最大尺寸偏差,下公差表示了允许的最小尺寸偏差。
公差等级则是根据产品的精度要求和制造工艺的能力来确定的。
常见的公差等级有IT01、IT0、IT1、IT2、IT3等,其中IT0为最高精度等级。
对于不同的塑料材料,其公差标准也有所不同。
以聚丙烯材料为例,其线性公差一般为±0.2mm,板材公差为0.1~0.5mm,平行度公差为0.05~0.1mm,厚度公差为±0.05mm。
而对于工程塑料如尼龙和聚氨酯等,由于其更高的强度和热稳定性要求,其公差标准一般要更加严格。
除了线性公差和板材公差外,塑料配件原材料公差标准还包括了一些其他的参数。
例如,表面质量方面,公差标准描述了允许的表面缺陷,如气泡、疤痕、烧结等。
物理和机械性能方面,公差标准描述了塑料材料的密度、硬度、抗拉强度、弯曲模量等参数的允许误差范围。
塑料配件原材料公差标准的制定和执行对于提高塑料制品的质量和性能非常重要。
遵循公差标准可以确保生产出更加精确和一致的塑料配件,降低产品的次品率和不合格率。
同时,公差标准也为企业和消费者提供了一个统一的衡量和比较产品质量的标准,促进了市场竞争和产品质量的提升。
总之,塑料配件原材料公差标准是塑料制品行业必不可少的标准之一。
通过制定和遵循公差标准,可以确保塑料配件的尺寸、形状、表面质量和物理机械性能等达到预期的要求,提高产品质量和市场竞争力。
吸塑件尺寸公差标准
吸塑件尺寸公差标准吸塑件是一种常见的塑料制品,广泛应用于家电、汽车、医疗器械等领域。
在吸塑件的制造过程中,尺寸公差的控制是非常重要的,它直接关系到吸塑件的质量和使用效果。
本文将介绍吸塑件尺寸公差标准的相关内容。
一、尺寸公差的定义尺寸公差是指允许的尺寸偏差范围。
在吸塑件制造过程中,由于各种因素的影响,无法做到每个吸塑件的尺寸完全一致,因此需要设置尺寸公差来控制吸塑件的尺寸偏差。
二、吸塑件尺寸公差的分类根据吸塑件的形状和尺寸特点,吸塑件尺寸公差可分为线性尺寸公差和非线性尺寸公差两类。
1. 线性尺寸公差线性尺寸公差是指吸塑件上的直线边长、直径、宽度等线性尺寸的公差。
线性尺寸公差通常采用公差带表示,即上下限公差。
以吸塑件的直线边长为例,公差带可以表示为:L±0.1mm。
其中,L 表示吸塑件的理论尺寸,0.1mm表示公差范围。
这意味着吸塑件的直线边长可以在L-0.1mm到L+0.1mm之间变化。
2. 非线性尺寸公差非线性尺寸公差是指吸塑件上的曲线、角度、曲率等非线性尺寸的公差。
非线性尺寸公差通常采用公差带或公差区表示。
以吸塑件的曲率为例,公差区可以表示为:R0.1-R0.3。
其中,R0.1表示吸塑件曲率的最小理论值,R0.3表示吸塑件曲率的最大理论值。
这意味着吸塑件的曲率可以在R0.1到R0.3之间变化。
三、吸塑件尺寸公差的标准为了统一吸塑件尺寸公差的标准,国际上制定了一系列的标准,常用的有ISO 2768、ISO 8062等。
ISO 2768是一种常用的线性尺寸公差标准,它将吸塑件的尺寸公差分为三个等级:一般精度、中等精度和高精度。
吸塑件的尺寸公差等级越高,要求越严格,制造成本也相应增加。
ISO 8062是一种常用的非线性尺寸公差标准,它将吸塑件的尺寸公差分为A、B、C三个等级。
其中,A级公差要求最严格,C级公差要求最宽松。
四、尺寸公差的选择原则在确定吸塑件的尺寸公差时,需要根据实际情况选择合适的公差等级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
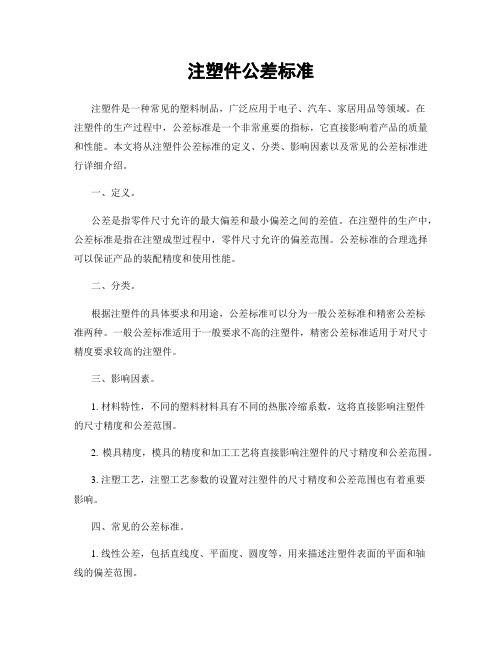
PVC-可变形的
SJ/T 10628-1995
GB/T 14486-1993
MT1一般只有在制造精密塑件时采用,尺寸大于500mm时不推荐 采用此精度等级。MT2~MT4为常用公差,根据不同材料选用。 MT5~MT7是低精度公差,推荐无公差要求尺寸或者吹塑产品等选 用。
可铸成中等公差的原料 虫螨磷
纤维素乙磷脂 醋酸乙烯
三聚氰胺甲醛 尼龙6 尼龙66 尼龙11 尼龙12
聚酯,热硬化性的-玻璃填充 聚丁烯对苯二盐酸
聚酯,热塑性人造橡胶 聚丙稀-玻璃填充 -滑石填充 -石棉填充 -橡胶修改的 聚苯乙烯
聚亚安酯,热塑性的(硬度 ≤50)
聚苯乙烯RIM PVC-坚硬的
不能铸成精密公差的原料 聚乙烯 聚丙烯
线性公差对比
MGR ES.22.PL.103
可铸成精密公差的原料: 丙烯腈-丁二烯-苯乙烯
玻璃填充ABS 乙缩醛-玻璃填充
丙烯酸树脂 酚酞盐
尼龙6填充 尼龙66填充 尼龙11填充 尼龙12填充 苯酚甲醛填充 聚碳酸酯 聚碳酸酯-玻璃填充 聚碳酸酯/ABS(也就是 Baylend) 聚酯,热塑性的: 聚丁烯对苯二酸盐-玻璃填充 聚苯氧基-修改过的 苯乙烯 丙稀腈 尿素甲醛QCn29017-1991
ISO-2768
此课件下载可自行编辑修改,此课件供参考! 部分内容来源于网络,如有侵权请与我联系删除!