啤酒废水处理工程设计
啤酒厂废水处理工艺设计
啤酒厂废水处理工艺设计1. 简介随着啤酒工业的快速发展,啤酒厂废水处理成为一个重要的环境问题。
废水中含有高浓度的有机物、悬浮物、氮和磷等污染物,对环境造成严重影响。
为了保护水资源和保持生态平衡,啤酒厂废水处理工艺设计至关重要。
2. 原理2.1 生物处理工艺生物处理工艺是啤酒废水处理的核心步骤,包括生物降解、生物膜处理和生物吸附等。
通过生物降解,将废水中的有机物转化为微生物可利用的无机物。
生物膜处理利用生物膜对污染物进行吸附和降解,提高处理效果。
生物吸附则通过微生物对废水中的重金属等有毒物质进行吸附,净化废水。
2.2 物理处理工艺物理处理工艺主要包括初沉池、气浮池和过滤器等。
初沉池通过重力作用使废水中的悬浮物沉淀到池底,从而达到初步去除悬浮物的目的。
气浮池则通过注入细小气泡使废水中的悬浮物浮起,并通过刮板等设备集中去除。
过滤器将废水通过滤材进行过滤,去除小颗粒的悬浮物。
3. 工艺设计3.1 筛选工艺根据啤酒厂废水的特点和排放标准要求,选择合适的处理工艺。
常见的处理工艺包括活性污泥法、生物接触氧化法和MBR法等。
根据实际情况进行工艺筛选,考虑处理效果、投资成本和运行成本等因素。
3.2 工艺流程设计根据筛选出的处理工艺,设计相应的工艺流程。
一般情况下,工艺流程包括初沉池、生化池/接触氧化池、二沉池、消毒等。
根据废水的水质分析和处理要求,确定每个环节的处理方法和设备。
3.3 工艺参数设计根据废水的水质和处理要求,确定各个环节的工艺参数。
包括但不限于污泥浓度、接触时间、有机负荷和气泡大小等。
参数的合理设计对工艺的稳定运行和高效处理起着重要作用。
3.4 工艺设备选型根据工艺流程和参数设计,选择合适的设备。
设备选型需要考虑投资成本、运行成本和设备的耐久性等因素。
常见的设备包括曝气设备、搅拌设备和过滤设备等。
4. 运行与控制4.1 运行管理对废水处理工艺的运行进行管理,包括设备的检修和维护,污泥的处理和处置,以及运行记录的管理等。
啤酒厂生产废水处理工程设计
啤酒厂生产废水处理工程设计啤酒是一种早已经被人类所喜爱的饮品,随着人口的增长,啤酒的需求量也在不断增加。
然而,啤酒的生产也会产生一些废水,这些废水如果没有得到有效的处理,就会对环境造成一定的污染。
因此,在啤酒生产过程中,废水处理工程设计就变得十分重要。
啤酒厂的废水主要来自麦汁转化过程、清酒和过滤过程以及洗瓶和清洗罐装设备等环节,其中以麦汁转化过程所产生的废水最为复杂。
因为啤酒厂生产废水的复杂性,废水处理工程设计必须要综合考虑几个方面,如:1. 废水的特性啤酒厂的废水通常是酸性或中性的,含有悬浮固体、有机物、氮和磷等物质。
这些物质会对水生生物和地下水质造成污染,因此,废水处理工程设计必须能够针对这些特性制定处理方案。
2. 处理工艺废水处理工程的设计需要采用适当的处理工艺。
一般情况下,废水处理工程分为预处理和主处理两个部分。
预处理包括固体分离、沉淀和中和等过程;主处理包括生物处理、化学处理和物理处理等。
在选择处理工艺时,要根据废水的特性、生产能力、处理要求等方面的因素来选择。
3. 处理设备在废水处理工程设计中所选择的处理设备是非常重要的。
处理设备类型、数量和规格必须考虑废水的特性和处理工艺。
例如,生物处理需要好氧和厌氧环境,因此需要选择合适的生物反应器和曝气机等设备。
4. 处理后的废水排放废水处理不仅仅是为了解决废水污染问题,还要考虑处理后的废水排放。
处理后的废水如果没有得到妥善处理,仍然会对环境产生影响。
因此,在废水处理工程设计中必须要确保处理后的废水能够达到国家排放标准。
总之,啤酒厂生产废水处理工程设计必须充分考虑废水的特性、处理工艺、处理设备和处理后的废水排放等因素。
只有制定出全面且合理的废水处理方案,才能有效地解决废水污染问题,使得啤酒生产更加可持续。
啤酒废水处理工程方案设计
啤酒废水处理工程方案设计上海同济规划建筑设计研究总院上海同壹科技发展有限公司一九九九年四月〖啤酒废水处理工程方案设计〗目 录前言 (1)1.设计规模与标准 (1)1.1设计规模 (1)1.2设计进水水质 (1)1.3设计出水水质 (1)2.设计范围与原则 (1)2.1设计范围 (2)2.2设计原则 (2)3.工艺设计 (2)4.TCBS工艺构筑物及设备设计 (3)4.1格栅 (3)4.2集水井 (3)4.3 TCBS反应池 (4)4.4污泥处理系统 (5)4.5污水处理站的控制 (6)5.运行成本分析 (6)6.投资估算 (7)7.技术经济指标 (7)8.附图啤酒废水处理工程方案设计前言福建啤酒厂生产废水主要来自于麦芽制作、糖化、蒸煮、发酵及灌装等工序,主要含有淀粉、残糖、蛋白质、废酵母、醇类及酒花残渣等,因有机物含量高,排入外环境后易腐败,将使水体水质恶化。
为了保护环境、提高社会效益、树立企业新形象,同时执行国家“三同时”的环保政策,该企业要求啤酒废水经处理后达到国家GB8978-1996二级排放标准。
本公司本着保证处理效果、最大限度地考虑投资效益和处理成本的原则,提交以下污水综合治理方案,以供该啤酒厂领导和技术人员、当地环保管理部门和有关专家审查。
1. 设计规模与标准1.1 设计规模根据厂方提供的有关资料,日处理量为800m3,污水处理每天按三班制运行,淡季按二班制运行。
参照同行业废水情况,废水流量时变化系数为1.5~2.0,COD cr 为1.6~2.1,SS时变化系数较大为2~4左右。
本工程设计按远期一次性设计和建设。
1.2 设计进水水质COD cr: 1800~2400mg/L,最高3000;BOD5:1500~1800mg/L,最高2100;SS: 460~800mg/L; pH: 6~9;1.3 设计出水水质按GB8978-1996二级排放标准,即:≤ 30mg/L;COD cr≤ 150mg/L; BOD5SS ≤ 150mg/L; PH:6~9;色度:≤50倍。
精酿啤酒废水处理设计——以上海某精酿啤酒为例
精酿啤酒废水处理设计——以上海某精酿啤酒为例精酿啤酒废水处理设计——以上海某精酿啤酒为例近年来,精酿啤酒行业迅速发展,受到了越来越多消费者的喜爱。
然而,伴随着精酿啤酒产量的增加,废水处理问题也逐渐凸显出来。
本文将结合上海某精酿啤酒厂的实际情况,探讨精酿啤酒废水处理设计的方法和技术。
一、精酿啤酒废水特性分析精酿啤酒生产过程中废水的主要组成成分包括淀粉、蛋白质、糖类、酸类、有机物、悬浮物以及部分金属离子等。
这些成分的存在使得精酿啤酒废水具有一定的难处理性,同时也对环境产生一定程度的影响。
二、常见精酿啤酒废水处理方法1. 混合处理法混合处理法主要是将啤酒废水与其他废水一起处理。
这种方法可以减少废水处理设施的投资和运营成本。
然而,由于精酿啤酒废水的特殊性,全程混合可能导致其他废水的进一步污染,同时对废水碳源的利用也存在一定的困难。
2. 生物处理法生物处理法是目前精酿啤酒废水处理的主要方法之一。
通过利用微生物对废水中的有机物进行降解,使其得到处理。
生物处理法相对成本较低,同时对环境的影响也较小。
在生物处理过程中,可采用活性污泥法、固定化微生物法等不同的处理方式。
3. 膜分离法膜分离法是一种较为先进的废水处理方法,通过超滤、反渗透等技术将废水中的有机物、悬浮物及沉积物进行分离,从而实现废水的净化。
膜分离法处理效果较好,可以有效去除废水中的有机物和颗粒物。
然而,由于膜分离技术的高成本和操作复杂性,目前在精酿啤酒行业中的应用还比较有限。
三、以上海某精酿啤酒厂废水处理设计案例以上海某精酿啤酒厂为例,该厂可生产不同种类的精酿啤酒,日产量大约为5000升。
该厂的废水经过初步处理后,主要采用生物处理法进行二次处理。
具体流程包括预处理、一级沉淀池、曝气生物池、二级沉淀池和净化池。
在废水预处理过程中,通过调节pH值和添加无机盐等方式,将废水中的金属离子和颗粒物等进行去除。
然后,将预处理后的废水投入一级沉淀池,利用重力沉淀原理,使废水中的悬浮颗粒物沉淀到池底。
青岛啤酒厂立方米每天生产废水处理工程设计

青岛啤酒厂立方米每天生产废水处理工程设计青岛啤酒厂,是中国啤酒产业的代表企业,也是全球知名的啤酒生产厂家。
在啤酒生产过程中,每天都会产生大量的废水,如果不能有效的处理,将会对环境造成极大的危害。
为此,青岛啤酒厂立方米每天生产废水处理工程设计成为了必要的任务。
1. 做出废水处理工程设计的原因废水处理工程设计是为了将制造过程中的废水处理和回收利用,减少对自然环境的影响。
啤酒厂的废水处理可分为物理、化学和生物三种处理方式,对水污染物的处理效果分别为:物理处理:除去自由离子、悬浮颗粒、沉淀物等;化学处理:通过添加化学试剂进行消毒和中和等;生物处理:将原料水通过传统污水处理方法达到报废水排放标准。
2. 废水处理工程设计方案2.1工艺流程工艺流程将废水处理分为几个步骤:进水,调节,曝气,普通曝气系统,AR/A/O工艺系统,两册式滤池系统,实验室测试,排水。
2.2 除氧方式当水进入调节池中,会添加一定的氨氮和碱度。
然后进入普通的曝气池,在此环节中,氧气被添加到水中,通过稠化杆和好氧菌的帮助,有机质被分解,氨氮被细菌转化为硝酸盐,其它化学相关反应也在此环节中发生。
2.3菌种的选取通过对厂家处分出的水和废水进行化验,发现污水中含有一些硝化菌和硝化反应这两个因素,所以在污泥处理前会添加AR/A/O工艺来诱导自然界中的硝化菌和硝化反应。
AR/A/O工艺可以最大程度的节约成本,提高废水的处理效果,达到更高的排放标准。
3. 废水处理工程设计的安全和经济构思青岛啤酒厂废水处理工程设计的安全和经济构思可以从以下几个方面表述:3.1工艺方案安全经济可靠性工艺方案的可靠性是非常重要的,因为它直接关系到工程的安全和稳定性。
在设计工艺方案的时候,必须满足污水处理的质量要求和成本要求,在有限的时间内完成处理。
所以,设备选用和操作管理都是设计的考虑因素。
3.2 设备选用设备选择关乎到工程质量,要符合技术标准,选用尽量新型、节能、环保的设备,还要考虑供货周期、价格等因素。
啤酒废水处理工程技术方案
啤酒废水处理工程技术方案啤酒废水属于中等浓度有机废水。
啤酒废水主要来源于啤酒生产工艺中的洗麦、发酵、糖化、洗瓶等过程。
废水中的固形物主要为麦糟、废酵母等;溶解性物质主要为多糖、醇类等有机物。
废水组成分为清洁废水、低浓度废水和高浓度废水:清洁废水包括锅炉蒸汽冷凝水、制冷循环用外排水、给水厂反冲洗水等,约占总废水量的20%;低浓度废水包括酿造车间和包装车间地面冲洗水,洗瓶机、灭菌机废水及生活污水.该废水COD为100-700mg/L,水量约占总水量的70%;高浓度废水包括滤过洗槽废水、糖化锅、糊化锅冲洗水,贮酒罐前期冲洗水,滤过废藻土泥冲洗水,废酵母、酵母压缩机冲洗水,水量约占总水量的10%。
一般CODcr为1500~2500mg/L, BOD5 为1000~1500mg/L,BOD5 /CODcr 的比值为0。
5—0。
6,表明其可生化性较好,污染物中的有机物容易降解。
因此,国内外对啤酒废水一般均采用生物处理方法,其处理工艺有以下3种。
①调节水解酸化+SBR工艺;②调节水解酸化+接触氧化工艺;③UASB工艺+好氧工艺.上述3种处理工艺技术上都是可行的,处理后的水质都能够达到国家要求的排放标准。
一、建设规模日产污水量每天为3300m3,设计处理量140 m3/h.二、设计水质指标(1) 原水水质指标CODcr 1500—2000mg/L SS 300—460mg/LBOD5 800—1200mg/L(2)处理后要求达到的水质指标CODcr ≤100mg/L SS ≤70mg/LBOD5 ≤20mg/L三、设计处理工艺流程工艺流程图。
四、各处理单元工艺简介1.格栅初沉池格栅主要拦截废水中较大漂浮物,沉降废水中的悬浮物(如酒糟、啤酒花及凝聚蛋白)、细小的麦糟和酵母,在进入调节池前分离去除,避免悬浮物在沉淀池、生物接触氧化池中积累,防止超量的悬浮物对已形成的颗粒污泥床的冲击,以保护设备的正常运行,减少后续处理单元负荷。
啤酒厂废水处理工艺设计

啤酒厂废水处理工艺设计1. 引言随着啤酒行业的快速发展,啤酒厂废水处理成为了一个重要的环境问题。
啤酒厂废水中含有大量的有机物和悬浮物,如果不经过有效处理就直接排放到环境中,会对水体造成严重的污染。
设计一个高效的废水处理工艺对于保护环境和可持续发展至关重要。
本文将针对啤酒厂废水的特点和要求,设计一个全面、详细、完整且深入的废水处理工艺。
2. 废水特性分析在进行废水处理工艺设计之前,首先需要对啤酒厂废水的特性进行分析。
根据实际情况和现场调研,可以得到以下特性:•含有高浓度的有机物:啤酒生产过程中产生大量的有机物,如糖类、蛋白质等,这些有机物会导致废水中COD(化学需氧量)较高。
•含有悬浮物:生产过程中会产生大量悬浮物,如麦芽渣、酵母等,这些悬浮物会导致废水中SS(悬浮物)较高。
•含有氮和磷:啤酒厂废水中通常含有一定的氮和磷,这些物质如果直接排放到水体中,会导致水体富营养化。
3. 废水处理工艺设计基于对啤酒厂废水特性的分析,我们设计了以下废水处理工艺:3.1. 初级处理初级处理主要是通过物理方法去除废水中的固体悬浮物和沉积物。
该过程包括以下步骤:•预处理:将原始废水经过格栅去除较大的固体颗粒。
•沉砂池:将预处理后的废水进一步沉淀,去除较小的悬浮颗粒和沉积物。
3.2. 生化处理生化处理是将废水中的有机物通过生物反应转化为无害物质的过程。
该过程包括以下步骤:•好氧生化池:将初级处理后的废水引入好氧生化池,利用好氧微生物对有机物进行降解分解。
•好氧污泥活化:通过加入好氧污泥,提高微生物活性和废水的处理效果。
•次生沉淀池:将好氧生化池出水经过次生沉淀池进行沉淀,去除残余的悬浮物。
3.3. 深度处理深度处理主要是针对废水中的氮和磷进行去除,以减少对水体的富营养化影响。
该过程包括以下步骤:•厌氧生化池:将次生沉淀池出水引入厌氧生化池,通过厌氧微生物对废水中的氮和磷进行转化和去除。
•厌氧污泥活化:通过加入厌氧污泥,提高微生物活性和废水的处理效果。
啤酒废水处理工艺设计
啤酒废水处理工艺设计啤酒废水处理工艺设计是指设计一种用于处理啤酒生产过程中产生的废水的工艺流程。
一、废水特性分析:首先,需要对啤酒废水的特性进行分析,包括COD(化学需氧量)、BOD(生化需氧量)、SS(悬浮物)、氨氮等指标的含量和变化规律等。
二、预处理过程:啤酒废水通常会含有大量的悬浮物和油脂,因此需要进行沉淀、过滤等预处理过程。
可以采用物理方法,如格栅除渣和机械过滤等,以去除较大的悬浮物和固体颗粒;也可以采用化学方法,如加入絮凝剂,使悬浮物聚集成较大的颗粒,然后通过沉降除去。
三、生化处理过程:啤酒废水含有大量的有机物质,可以通过生化处理来降低COD和BOD的含量。
常用的生化处理方法包括活性污泥法、MBR(膜生物反应器)法、SBR(顺序批处理反应器)法等。
其中,活性污泥法是最常用的方法,通过将废水与含有细菌的活性污泥接触,细菌利用有机物质进行生长代谢,将有机物质降解为二氧化碳和水等无害物质。
四、氨氮去除:啤酒废水通常含有较高的氨氮含量,需要进行氨氮的去除。
常用的方法有生物法和化学法。
生物法主要是通过硝化反应将氨氮氧化为硝酸盐氮,再经过反硝化反应将硝酸盐氮还原为氮气释放出去。
化学法则是通过加入一定的化学药剂来沉淀和去除氨氮。
五、二次沉淀过程:生化处理过程中所产生的污泥需要通过二次沉淀来进行固液分离。
可以采用沉淀池或沉淀池加离心机等设备进行。
六、消毒处理:对于啤酒废水中的微生物,需要进行消毒处理。
常用的消毒方法包括紫外线消毒和高氯消毒等。
七、深度处理:如果需要对废水进行深度处理,以达到更高的排放标准,还可以采用吸附剂吸附、膜过滤等技术进行进一步处理。
最后,为了确保废水处理工艺的稳定运行,还需要考虑工艺设备的选型、运行控制和监测等方面。
同时,根据啤酒厂的具体情况,还需结合当地环保标准和政策要求进行工艺设计。
处理啤酒废水的设计
处理啤酒废水的设计引言啤酒生产是一种常见的酿造工艺,但同时也会产生大量的废水。
这些废水含有高浓度的有机物质和悬浮物,如果直接排放到环境中会对水体造成污染,影响生态系统的平衡。
因此,对啤酒废水进行处理是非常必要的。
本文将介绍一种处理啤酒废水的设计方案,以确保在处理过程中废水能够得到有效的去污和净化,满足环保要求。
原理传统的啤酒废水处理方法主要包括物理、化学和生物处理。
本设计方案采用生物处理技术,具体包括以下几个步骤:1.预处理:将废水经过初级的预处理,去除大颗粒物和固体悬浮物。
这可以通过物理过滤和沉淀等方法实现。
2.生物处理:将预处理后的废水引入生物反应器,利用微生物来降解和处理有机物质。
生物反应器可以选择常见的活性污泥法或固定化生物膜法。
3.沉淀处理:生物处理后的废水经过沉淀池,固液分离。
沉淀池中的悬浮物会沉降到底部,清水则从上部流出。
4.消毒处理:经过沉淀后的清水还存在微生物的可能,需要进行消毒处理,以确保废水中的病原微生物被彻底杀灭。
常见的消毒方法包括紫外线消毒和氯消毒等。
5.深度处理:对于特别要求水质的废水,还可以进行深度处理。
这包括活性炭吸附、反渗透和臭氧处理等方法。
设备在本设计方案中,需要准备以下设备:•预处理设备:物理过滤器、沉淀池等。
•生物处理设备:生物反应器,可以选择常见的活性污泥法或固定化生物膜法的反应器。
•沉淀处理设备:沉淀池和澄清池。
•消毒设备:紫外线消毒器或氯消毒装置。
•深度处理设备(可选):活性炭吸附装置、反渗透设备、臭氧发生器等。
运行维护处理啤酒废水的系统需要定期的运行维护,以确保它的正常运行和效果。
1.定期检查设备运行状况:定期检查各个设备的运行情况,包括生物反应器、沉淀池、消毒设备等。
如果发现设备故障或异常,要及时进行修理和更换。
2.定期清理和更换滤材:滤材在使用一段时间后会积累大量的悬浮物和有机物,需要进行清理和更换,以保证滤材的滤除效果和水处理效果。
3.控制反应器运行参数:根据废水的水质情况,合理调整生物反应器的运行参数,包括温度、pH值和通气量等,以提高处理效果。
啤酒废水处理工程设计说明书
一、设计基础资料1、设计处理水量:Q=8000m3/d2、原水水质:895mg/l, SS:445mg/l PH:6~7, CODcr:1600mg/l, BOD53、排放标准:≤20mg/l, SS≤70mg/l。
CODcr≤100mg/l, BOD5二、处理工艺流程1、流程选择该设计采用厌氧-好氧相结合的工艺流程,综合了分别使用厌氧和好氧技术的优点,其特点是先将污水控制在厌氧过程的前段(水解酸化阶段),不产沼气。
充分利用水解产酸菌世代周期短、可迅速降解有机物的特性,在水解细菌作用下,将不溶性有机物水解为溶解性物质,在产酸菌协同作用下,将大分子物质、难以生物降解的物质转化为易于生物降解的小分子物质,提高了污水的可生化性,使污水在后续的好氧池中以较少的能耗和较短的停留时间得到处理,从而提高了污水的处理效率,并减少了污泥生成量。
工艺流程图2、特点说明(1)格栅主要拦截废水中较大的固体物、细小的麦槽和酵母,以保护设备的正常运行,减少后续处理单元负荷。
(2)调节池由于啤酒生产中排放的水量不均匀,波动大,考虑到后续工艺运行的稳定性,需对水量进行调节。
(3)初沉池有机固体颗粒不利于微生物分解,啤酒废水先经过沉淀池去除固体颗粒后,再进行生物处理,可降低啤酒废水生化处理的难度,增强了工艺运行的稳定性。
(4)水解酸化池污水进入该池能使废水在缺氧的工况下,发生酸化和腐化反应,进一步改善和提高废水的可生化性,对提高后续好氧反应生化速率,缩短生化反应时间,减少能耗和降低运行费用有重要意义。
(5)A/O系统本系统是集厌氧与好氧一起的活性污泥处理系统。
其中A池为生物筛选器,此池处于厌氧状态,待处理污水与回流污泥在此混合,以均衡其浓度,而且抑制丝状菌的膨胀。
然后污水进入曝气池,在好氧的状态下达到处理污水的目的。
3、效果预测项目 SS(mg/L)CODCr(mg/L) BOD5(mg/L)调节池 进水 445 1600 895出水 400 1440 850去除率(%) 10 10 5初沉池 进水 400 1440 850出水 200 1008 680去除率(%) 50 30 20水解酸化池 进水 1008 680出水 756 544去除率(%) 25 20A/O系统二沉池 进水 200 756 544出水 50 75.6 10.88去除率(%) 75 90 98要求水质 ≤70 ≤100 ≤20三、主要构筑物计算(一)、格栅设栅前水深h=0.4m ,过栅流速取v=0.9m/s ,用中格栅,栅条间隙e=20mm ,格栅安装倾角α=60°, Q max =0.093m 3 /s 。
啤酒厂污水处理设计方案 精品

一、啤酒废水的来源及特点1 . 啤酒废水的来源啤酒的废水主要来源于:麦芽生产过程的洗麦水、浸买水、麦槽水、洗涤水、凝固物洗涤水;糖化过程的糖化、过滤洗涤水;发酵过程的发酵罐洗涤、过滤洗涤废水;罐装过程洗瓶、灭菌和破瓶啤酒废水;冷却车间和成品车间洗涤水。
二、啤酒生产废水的特点啤酒生产过程用水量很大,特别是酿造,罐装工序过程,由于大量使用新鲜水,相应产生大量废水。
由于啤酒的生产工序较多,不同的啤酒厂生产过程每吨酒的耗水量和水质相差较大.国内每吨啤酒从糖化到灌装总耗水10~20吨。
啤酒废水可分为以下几类:(1).清洁废水冷冻机、麦汁和发酵冷却水等,这些水基本未受污染。
(2).清洗废水如清洗生产装置废水、漂洗酵母水、洗瓶机初期洗涤水、酒罐消毒废水、巴斯德杀毒喷淋水和地面冲洗水等,这类废水受到不同程度的有机污染。
冲洗废渣水,如麦糟液、冷热凝固物、酒花糟、剩余酵母、酒泥、滤酒渣和残碱性洗涤液等,这类废水中含有大量的悬浮固体有机物。
工段中将产生麦汁冷却水、装置洗涤水、麦糟、热凝固物和酒花糟。
装置洗涤水主要是糖化锅洗涤水、过滤槽和沉淀槽洗涤水。
此外,糖化过程还要排出酒花糟、热凝固物等大量悬浮物。
(3).装酒废水在灌装酒时,机器的跑冒滴漏时有发生,还经常冒酒,废水中掺入大量残酒。
喷淋时由于用热水喷淋,啤酒升温引起瓶内压力增大,“炸瓶”现象时有发生,所以,在大量啤酒洒散在喷淋水中,循环使用喷淋水为防止生物污染而加入防腐剂,因此被更换下来的废喷淋水含防腐剂成分。
(4).洗瓶废水清洗瓶子时先用碱液洗涤剂浸泡,然后用压力水初洗和终洗.瓶子清洗水中含有残余碱性洗涤剂、浆纸、燃料、浆糊、残酒和泥砂等。
碱性洗涤剂的更换,更换时若是直接排入下水道可以使啤酒废水呈碱性。
因此废碱性洗涤剂应先进入调节池沉淀装置进行单独处理。
所以可以考虑将洗瓶废水的排出液经处理后储存起来,用来调节废水的pH值。
这样可以节省污水处理的药剂用量。
3 处理要求污水处理的排放标准执行《污水综合排放标准》、《啤酒工艺污染物排放标准》、《地表水环境质量标准》等。
某啤酒厂污水处理设计方案

某啤酒厂污水处理设计方案第一章总论 (1)1.1项目概况 (1)1.2.治理方案的编制依据 (2)1.3 编制方案的原则 (2)第二章主要设计参数 (2)2.1 水量 (2)第三章设计的主要内容 (3)3.1工艺的选择 (3)3.2工艺流程图 (3)3.3工艺流程简述 (3)3.4工艺说明 (4)3.5 各主要处理工段的去除率 (5)第四章主要构筑物的设计说明 (6)4.1格栅井 (6)4.2集水井 (6)4.3气浮池 (6)4.4 UASB池 (7)4.5生物接触氧化池 (7)4.6二沉池 (7)4.7污泥池 (8)4.8 设备间 (8)第五章治理项目建设地点及平面布置 (8)5.1建设地点 (8)5.2平面布置 (8)第六章电气等公用配套设施 (9)6.1电气 (9)6.2给排水 (9)第七章投资估算和资金筹措 (9)7.1投资估算依据 (9)7.2投资估算 (9)7.3资金筹措 (11)第八章技术经济分析 (11)8.1运行费用 (11)8.2经济及社会效益分析 (12)附图一工艺流程图附图二平面布置图第一章总论1.1项目概况啤酒厂废水主要来自于洗麦、洗瓶工序,每天排放量为4000 m3/d,废水中主要含有淀粉、残糖、蛋白质、废酵母、醇类及各种残渣,有机物和SS含量高,容易腐败。若直接排入水体中,则将造成水体富营养化现象,促使水体底层的有机物质在厌氧条件下分解,产生臭气,引起鱼类和其它水体动物死亡。为保护环境,减少污染,该厂决定将废水处理达啤酒工业污染物排放标准后回用。根据用户要求,采用先进、成熟的技术,特编制以下方案。1.2.治理方案的编制依据1.2.1 啤酒厂提供的相关技术参数1.2.2《啤酒工业污染物排放标准》(GB 19821-2005)1.2.3《给水排水设计手册》1.2.4《生物接触氧化法设计规范》(CECS128:2001);1.2.5《鼓风曝气系统设计规程》(CECS91:97);1.3 编制方案的原则1.3.1经本工程处理后的出水水质,能够满足国家和地方环保部门的有关标准,达到治理环境污染、改善环境的目的。1.3.2根据高效、低耗、运行稳定可靠、操作管理方便的原则选择可靠工艺技术。1.3.3废水处理规模应稍留余地,布局紧凑,尽量少占土地,实行科学化、自动化管理。第二章主要设计参数2.1 水量啤酒厂的日污水量为4000m3/d,设计排水量为6000 m3/d,一天按照24小时来处理,则每小时的处理水量为250 m3/t。2.2进出水水质进水为啤酒废水,处理后的出水水质应达到《啤酒工业污染物排放标准》(GB 19821-2005)表1的排放标准。第三章设计的主要内容3.1工艺的选择啤酒厂的废水中有机物含量高,其中BOD 800mg/l,COD 1800mg/l,BOD/COD的值为0.44,可生化程度高,可选用生物法。3.2工艺流程图啤酒厂的污水处理流程见附图。3.3工艺流程简述啤酒废水首先进入格栅井经过滤去除大颗粒的悬浮物后自流进入集水井,废水由提升泵流入高效气浮池,通过投加絮凝剂去除水中的悬浮固体颗粒后,自流进入调节池,对水质、水量进行均质调节,然后进入UASB反应器底部,经厌氧污泥床的生化反应,将废水中的大量有机物分解为甲烷、二氧化碳等气体,所产气体供工厂作为能源利用。UASB反应器出水进入生物接触氧化池,通过好氧生物系统再次分解有机物后进入沉淀池泥水分离,其出水达标排放。UASB池、生物接触氧化池的剩余污泥和二沉池的污泥排入污泥浓缩池,浓缩后的污泥经半框压滤机压滤,泥饼外运。气浮池的浮渣单独干化作为饲料。3.4工艺说明3.4.1气浮的工作原理气浮亦称浮选,他是通过某种方法产生大量的微细气泡,使其与污水中密度接近于水的固体或液体污染物颗粒粘附,形成密度小于水的浮体,上浮至水面形成浮渣,经行固液或液液分离的一种方法。本工艺选用的是加压溶气气浮法,,在加压情况下,将空气溶解在五十中到达饱和状态,然后骤然减至常压,这时溶解在水中的空气就处于过饱和状态,以极小的气泡释放出来。悬浮颗粒就粘附于气泡周围而随其上浮,在水面形成浮渣后由刮渣机清除,使污水得到净化。他的特点是,溶气量大,增多了悬浮物与气泡接触的机会。3.4.2 UASB池的原理在底部反应区内存留大量厌氧污泥,具有良好的沉淀性能和絮凝性能的污泥在下部形成污泥层;污水从厌氧污泥床底部均匀流入与污泥层中的污泥混合接触,污泥中的微生物分解污水中的有机物,并将其转化为沼气;沼气以微小气泡形式不断放出,微小气泡在上升过程中,不断合并,逐渐形成较大的气泡,在污泥床上部由于沼气的搅动形成一个污泥浓度较薄的悬浮污泥层,一起上升进入三相分离器,沼气碰到分离器下部的反射板时,这项反射般的四周,然后穿过水层进入气室,集中在气室的沼气,通过导管导出;固液混合液经过反射经过三相分离器的沉淀区,污水中的污泥发生絮凝,颗粒逐渐增大,并在重力作用下沉降,沉淀至斜壁上的污泥沿着斜壁滑回厌氧反应器内,使反应区内积累大量的污泥,与污泥分离后的处理出水从沉淀区上部溢流堰溢出,然后排出反应器。3.4.3生物接触氧化法的原理生物接触氧化法是一种好氧生物膜法工艺,接触氧化池内设有填料,部分微生物以生物膜的形式固着生长在填料表面,部分则是絮状悬浮生长于水中。该工艺兼有活性污泥法与生物滤池二者的特点。池内加设适宜形状和比表面积较大的生物膜载体填料,这样在填料表面形成生物膜,由于内部的缺氧环境势必形成生物膜内层供氧不足甚至处于厌氧状态,这样在生物膜中形成了由厌氧菌、兼性菌和好氧菌以及原生动物和后生动物形成的长食物链的生物群落,能有效地将不能好氧生物降解的COD部分厌氧降解为可生化的有机物。生物接触氧化法的特点是:由于填料比表面积大,池内充氧条件良好,池内单位容积的生物固体量较高,因此,生物接触氧化池具有较高的容积负荷;由于生物接触氧化池内生物固体量多,水流完全混合,故对水质水量的骤变有较强的适应能力;剩余污泥量少,不存在污泥膨胀问题,运行管理简便。3.5 各主要处理工段的去除率第四章主要构筑物的设计说明4.1格栅井格栅安装在废水渠道、集水井的进口处,用于截流较大的悬浮物或漂浮物,主要对水泵起保护做用。另外,可以减轻后续构筑物的处理负荷。格栅井尺寸:0.8m×2.0m×2.0m座数:2座配套设施:GF600格栅2台4.2集水井集水池是汇集准备输送到其他构筑物去的一种小型贮水设备,设置集水池作为水量调节之用,贮存盈余,补充短缺,使生物处理设施在一日内能得到均和的进水量,保证正常运行。集水井尺寸:4.0m×5.0m×6.0m座数:1座配套设施:污水提升泵,2台(一用一备)4.3气浮池在气浮池前投加絮凝剂,用气溶灌把部分废水加压溶气,然后经过减压阀将水送入气浮池,能去除大部分的悬浮颗粒。气浮池尺寸:4.0m×5.0m×6.0m座数:1座配套设施:溶气罐加压泵减压阀4.4 UASB池污水从底部进入反应器,在厌氧污泥的作用下有机物被分解成小分子,有机物被去除一部分。UASB池尺寸:12.0m×17.0m×6.0m座数:1座配套设施:配水系统4.5生物接触氧化池污水经厌氧处理后进入接触氧化池,鼓风机向池内提供氧气,培养好氧细菌,在这个阶段有机物和被分解的小分子物质初读被好氧菌氧化分解。氧化池尺寸:12.0m×10.0m×6.0m座数:1座配套设施:罗茨鼓风机2台组合填料4.6二沉池二沉池尺寸:12.0m×7.0m×6.0m座数:1座配套设施:污泥泵2台(和UASB池、生物接触氧化池共用一台)(一用一备)4.7污泥池用来储存污泥并使其浓缩的池子。污泥池尺寸:12m×3.5m×6.0m座数:2座配套设施:螺杆泵板框压滤机4.8 设备间鼓风机,板框压滤机,配电柜等设施至于设备间内。设备间尺寸:7.0m×3.0m×3.5m第五章治理项目建设地点及平面布置5.1建设地点治理项目建设地点位于服务中心指定区域。5.2平面布置平面布置的基本原则:(1)总平面设计充分结合地形、地貌、地址等条件,以减少土方量,利于排水,布置紧凑。(2)平面设计必须满足生产工艺要求,根据主要生产装置的相互关系及辅助装置之间的相互联系进行布局,以使水质输送距离最短。(3)总平面设计应符合防火、消防、卫生等各项规范的要求。(4)总平面设计力求功能明确、水流顺畅。根据以上原则,确定平面布置图见后附图二。第六章电气等公用配套设施6.1电气本废水处理工程电气设计从污水处理站总配电柜开始设计,包括各动力设备的电气控制及室内外照明,设计总装机容量7.2KW,运行动力6KW,采用三相四线制,电压380V/220V。6.2给排水本工艺用水量较小,仅配药、加药和化验需少量用水。处理后的水排入市政管网。第七章投资估算和资金筹措7.1投资估算依据本工程为医院废水治理工程,各部分的投资应分别依据有关或相近标准估算:(1)《给水排水工程概算与经济平价手册》;(2)《河南省建筑工程概算定额》;(3)《全国统一安装工程预算定额河南省安装工程单位估价表》(4)附属建筑物工程按河南省工业与民用建筑经济指标进行价差调整估算。7.2投资估算构(建)筑物、设备安装投资一览表7.3资金筹措治理资金由甲方自筹解决。第八章技术经济分析8.1运行费用(1)电费:本设计总装机容量250KW,运行动力200KW,电费按0.8元/度计则:吨水电费为0.64元/m3;(2)人工费:本工程劳动定员为2人,每人工资为1500元/月,则人工费为0.04元。(3)药剂费:消毒剂每吨废水0.15元;综上所述,吨水运行费:0.64+0.04+0.15=0.83元8.2经济及社会效益分析该项目建成运行后,服务中心可免交超标排污费。同时,消除了污水对环境的污染与破环,净化了生态环境,有效地保护了人们的身体健康。为企业的可持续发展奠定了良好的基础。附图一工艺流程图附图二平面布置图。
啤酒废水处理工程综合设计(完整版)
1.概述啤酒行业是食品工业中耗水量较大的行业,虽然各企业间有较大差别,一般来说每生产1t啤酒的耗水量从8~25t不等。
以生产1t啤酒产生20m3废水计算,我国啤酒工业每年排放的废水量达3.72亿m3,而多数啤酒厂尚未进行综合利用和废水处理,因而给环境造成严重污染。
啤酒废水属于中等浓度有机废水。
一般COD为1500~3000mg/L,BOD5为1000~1500mg/L,BOD5/COD的比值为0.5~0.6,表明其可生化性较好,污染物中的有机物容易降解。
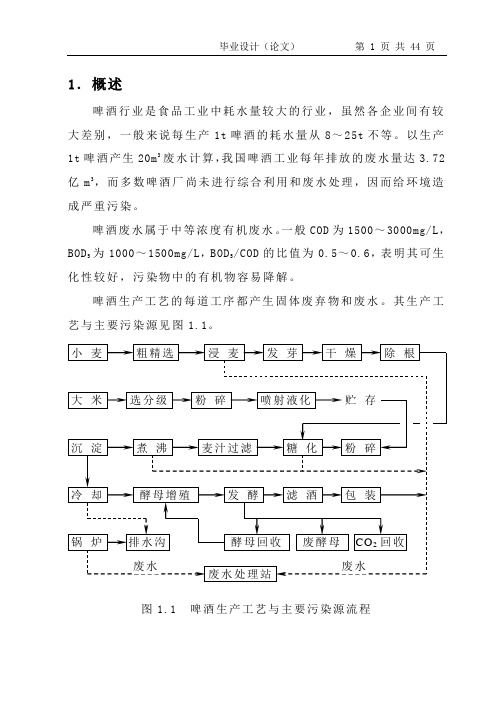
啤酒生产工艺的每道工序都产生固体废弃物和废水。
其生产工艺与主要污染源见图1.1。
图1.1 啤酒生产工艺与主要污染源流程啤酒厂废水的主要来源有麦芽生产过程的洗麦水、浸麦水、发芽降温喷雾水、麦糟水、洗涤水、凝固物洗涤水;麦汁制备过程的糖化、过滤洗涤水;发酵过程的发酵罐洗涤、过滤洗涤水;罐装过程的洗瓶、灭菌、破瓶啤酒及冷却水和成品车间洗涤水;另外还有办公楼、食堂、宿舍和浴室的生活污水。
麦芽制备工段产生的废水主要来自浸麦、洗麦工序。
浸麦即用水浸渍大麦,其目的在于使麦粒吸水和吸氧、洗涤尘土、除杂以及除微生物,并将麦皮内的部分有害成分浸出,为发芽提供条件。
整个浸渍周期一般为2~3d,每浸渍1t大麦大约耗水18~60m3,浸渍废水中主要含有大麦粒、瘪大麦、麦芒、麦皮和泥砂等悬浮固体,以及浸渍过程中大麦内溶出的如单宁、矿物质、蛋白质、苦味质等。
约5~6kg。
每制成1t 每浸渍1t大麦产生COD约10~12kg或BOD5成品酒,产生COD约2kg或BOD约1kg。
5在麦汁制备即糖化过程中,排出的废水主要为麦汁冷却水、糖化锅洗涤水、麦糟、热凝固物和酒花糟。
在麦汁制备工段,每制成1t成品酒,产生COD约7.24kg或BOD约3.77kg。
5发酵工段除产生大量的冷却水外,还有发酵罐洗涤水、废消毒液、酵母漂洗水和冷凝固物。
在发酵工段,每制成1t成品酒,COD约5kg。
约8.3kg或BOD5在成品酒工段,主要污染物来自滤酒工序的酒渣、部分滤酒材料和残酒,以及含有残酒和酒泥的洗桶、洗瓶排水。
(完整版)啤酒厂废水处理设计
引言 21设计依据及原则8 1.1设计背景 (8)1.2水质水量和处理要求 (8)1.3工程设计依据及规范 (8)1.4设计原则 (8)2 .工艺比较9 2.1技术比较 (10)2.2比较结果 (10)2.3方案确定 (10)3 .生物接触氧化—气浮工艺10 3.1格栅计算 (11)3.2调节池计算 (19)3.3二级接触氧化池计算 (20)3.4沉淀池计算 (25)3.5气浮池计算 (28)3.6污泥浓缩池计算 (30)4 .高程计算33 4.1高程布置原则 (33)4.2计算高程 (34)5 .水泵的选择 (36)5.1水泵的计算 (37)5.2选泵 (37)6 .工程概算 (37)7.结论 (39)8 .致谢 (40)9.参考文献 (41)啤酒废水进行处理,啤酒废水含有许多有机的物质,这些有机物浓度较高,虽然无毒,但易于腐败,排入水体要消耗大量的溶解氧,对水体环境造成严重危害。
啤酒废水中BOD5/COD cr值高,一般在50%及以上,非常有利于生化处理,同时生化处理与普通化法、化学法相比较;一是处理工艺比较成熟;二是处理效率高,COD cr、BOD5去除率高,一般可达80%~90%以上;三是处理成本低(运行费用省);经过对各种处理工艺的对比,选择生物氧化气浮法来处理工艺。
本工艺流程设有格栅、调节池,对污水进行预处理,去除水中较大的悬浮颗粒和调节水质水量。
二级生化处理采用生物接触氧化法,可提高生化效果。
最后再设立消毒池,杀灭废水中的细菌和微生物。
此流程不仅能有效去除有机物,而且对水量、水质的变化有很强的适应能力,同时确保污水COD和BOD指标达标排放。
经过本工艺处理的出水能达到国家《污水综合排放标准》(GB9878-1996)的一级排放标准。
通过初步预算,该工艺也将带来可观的经济效益和良好的环境效益。
本文对格栅、调节池、初沉池、生物接触氧化池、二沉池、污泥池等主要构筑物进行计算,编制设计说明书,并绘制工艺流程、构筑物平面及高程、主要构筑物共五张图纸。
本科啤酒厂污水处理工艺设计
本科啤酒厂污水处理工艺设计1. 引言随着啤酒产量的增加,啤酒厂的污水处理问题变得越来越突出。
大量的废水中含有高浓度的有机物、悬浮物以及酸碱性物质,如果不经过有效处理就直接排放到水体中,将会对环境造成严重的污染。
因此,本文将设计一套适用于本科啤酒厂的污水处理工艺,以提高污水处理效率和水质达标。
2. 污水特性分析本科啤酒厂的废水主要以清洗各种容器和管道、洗衣、冷却和酿造过程中产生的废水为主。
根据实地调查和污水样品分析,得出以下污水特性:•COD (化学需氧量):3000 mg/L•BOD5 (五日生化需氧量):1500 mg/L•SS (悬浮物):500 mg/L•pH 值:6-8•温度:常温3. 工艺流程设计基于以上污水特性分析,本文将设计以下工艺流程用于啤酒厂污水处理:3.1 初级处理初级处理主要用于去除大颗粒的悬浮物和固体颗粒,以减少后续处理工艺的负荷。
初级处理包括以下步骤:•格栅除污:通过设置栅栏来拦截大颗粒的悬浮物和固体颗粒。
•沉砂池:通过沉降作用,将较重的固体颗粒沉淀到池底,以减少后续处理单元的负荷。
3.2 生化处理生化处理旨在去除水中的有机物,减少COD和BOD5等指标。
本科啤酒厂采用以下生化处理工艺:•活性污泥法处理:在好氧条件下,利用厌氧菌和好氧菌的作用,使有机物得到分解和氧化。
•曝气池:通过曝气作用,提供足够的氧气供好氧微生物进行分解和氧化有机物。
3.3 二级处理二级处理是对生化处理后的污水进行深度处理,以进一步降低有机物和悬浮物的浓度。
本科啤酒厂采用以下二级处理工艺:•活性炭吸附:通过活性炭的吸附作用,去除残留的有机物。
•沉淀池:通过沉降将微小的悬浮物和颗粒物质去除。
3.4 最终处理为了达到污水排放标准,最终处理主要针对残留的有机物、悬浮物和其他有害物质。
本科啤酒厂采用以下最终处理工艺:•紫外线消毒:利用紫外线杀灭细菌和病毒,确保排放水质符合标准。
•中水回用系统:对最终处理后的水进行细致过滤,以满足厂区内的清洗和冷却用水需求。
8500立方米每天啤酒厂废水处理工艺设计
8500立方米每天啤酒厂废水处理工艺设计8500立方米每天啤酒厂废水处理工艺设计一、废水特性分析啤酒厂废水的主要特性包括高浓度的有机物、悬浮物和氮、磷等营养物质。
根据对废水的分析,可以确定适用于该啤酒厂的废水处理工艺。
二、初级处理工艺设计1. 粗格栅将进入废水处理系统的原始废水通过粗格栅进行初步过滤,去除大颗粒悬浮物和固体杂质。
2. 中格栅经过粗格栅过滤后的废水进一步通过中格栅进行细致过滤,去除较小颗粒悬浮物和固体杂质。
3. 沉淀池经过中格栅过滤后的废水进入沉淀池,在静置的条件下,悬浮物沉降到池底形成污泥层,净化后的上层清水流出。
4. 调节池为了稳定进入生化处理系统的水质,设置调节池用于调节进流量和平衡COD/COD比例。
在调节池中,有机物会逐渐被分解,以减少对后续处理工艺的影响。
三、生化处理工艺设计1. 好氧生物处理经过初级处理后的废水进入好氧生物处理系统。
在好氧条件下,废水中的有机物被微生物降解为二氧化碳和水,并产生微生物体积增加。
2. 好氧池设置好氧池用于提供适宜的环境条件,包括适当的温度、pH值和溶解氧浓度,以支持微生物的活动和有机物的降解。
3. 混合液回流将部分好氧池出流液回流到进水口,以提高微生物浓度和增加废水中有机物的去除效率。
4. 次级沉淀池经过好氧生物处理后的废水进入次级沉淀池。
在此处,微生物体积增加并形成较大颗粒状,随着重力作用向下沉降形成污泥层。
5. 污泥回流将次级沉淀池中产生的部分污泥回流到好氧池,以保持适宜的菌群浓度和提高有机物去除效率。
四、深度处理工艺设计1. 厌氧生物处理经过生化处理后的废水进入厌氧生物处理系统。
在无氧条件下,厌氧微生物降解有机物,产生甲烷和二氧化碳。
2. 厌氧池设置厌氧池用于提供适宜的环境条件,包括适当的温度、pH值和缺氧状态,以支持厌氧微生物的活动和有机物的降解。
3. 混合液回流将部分厌氧池出流液回流到进水口,以提高微生物浓度和增加废水中有机物的去除效率。
啤酒厂生产废水处理工程设计
啤酒厂生产废水处理工程设计1. 引言啤酒厂是一种对环境影响较大的工业场所,生产过程中会产生大量的废水。
啤酒厂废水中含有高浓度的有机物质、悬浮物以及氮、磷等营养物质,如果不经过有效的处理,将对周围环境及生态系统造成严重的影响。
因此,对于啤酒厂废水进行合理的处理和处理工程设计显得至关重要。
本文将介绍一种针对啤酒厂生产废水的处理工程设计方案,旨在最大程度地减少废水对周围环境的影响,同时实现废水的回收和再利用。
2. 废水特性分析在进行废水处理工程设计时,首先要对啤酒厂生产废水的特性进行分析。
根据现有的研究和实验结果,啤酒厂废水的主要特性包括以下几个方面:•高浓度的有机物质:啤酒生产过程中会产生大量的淀粉、蛋白质等有机物质,这些物质在废水中的浓度较高,对自然环境造成的污染较为严重。
•大量的悬浮物:啤酒厂废水中常常含有大量的悬浮物,这些悬浮物会直接影响废水的污染程度及后续处理工艺的选择。
•氮、磷等营养物质:废水中含有一定浓度的氮、磷等营养物质,如果未经处理直接排放到环境中,可能会引发水体富营养化等问题。
3. 废水处理工程设计方案基于对啤酒厂生产废水特性的分析,我们提出以下处理工程设计方案,以实现废水的高效处理和再利用:3.1 废水预处理废水预处理是整个废水处理过程中的重要环节。
在啤酒厂废水处理工程中,废水预处理主要包括以下几个步骤:•去除悬浮物:通过物理方法,如沉淀、过滤等,去除废水中的悬浮物,以减少后续处理工艺的难度和能耗。
•调整废水的pH值:根据废水的具体情况,采取相应的方法调整废水的pH值,为后续处理工艺提供适宜的环境条件。
3.2 生物处理基于生物处理技术是啤酒厂废水处理的关键环节之一。
生物处理过程中利用微生物降解废水中的有机物质,将其转化为较为稳定的无机物。
在啤酒厂生产废水处理过程中,生物处理可以采用活性污泥法、生物膜法等工艺。
根据实际情况选择合适的工艺,以最大程度地降解废水中的有机物质。
3.3 深度处理生物处理后的废水仍然含有一定浓度的氮、磷等营养物质,需要进行深度处理。
某啤酒厂废水处理毕业设计(70页)-精品
摘要啤酒废水中有机物含量较高,如直接排放,既污染环境又降低啤酒工业的原料利用率,为此,许多学者和厂家对啤酒废水的处理和利用技术进行研究,对几种常见的处理利用技术进行了比较,得出结论:单一的处理和利用技术不能从根本上解决啤酒废水的污染问题,只有将多种技术结合使用,才能达到经济效益和环境效益的统一。
本文根据前人的研究成果综述了啤酒废水处理和利用的现状,有针对性的对啤酒废水自身的特性,通过对酸化―SBR处理啤酒废水,UASB+SBR法处理啤酒废水,新型接触氧化法处理啤酒废水,生物接触氧化法处理啤酒废水,上流式厌氧污泥床(UASB)等处理啤酒废水的几种处理方法的详细分析,确定最佳方案即用UASB+SBR 。
UASB+SBR的主要组成部分是UASB反应器。
本文介绍了有关UASB+SBR 的处理流程和设计的计算、对格、调节池、UASB池、SBR池、接触氧化池、气浮池、污泥浓缩池等进行了精细的设计和计算。
并对主要构筑物UASB池、接触氧化池做了详细的说明。
UASB+SBR处理高浓度有机废水,其关键是培养出沉降性能良好的厌氧颗粒污泥。
采用此工艺,不但使处理流程简洁,也节省了运行费用,在降低废水浓度的同时,还可以回收在处理过程中所产沼气作为能源的利用。
以便我为进一步探讨效益资源型处理技术提供借鉴。
关键字:啤酒工业废水处理 UASB SBR 沼气回收AbstractBeing liquid containing high organic pollutants, brewery wastewater may not only lead to environmental pollution, but also decrease the utilization ratio of raw material used in beer production. Therefore, many scholars and breweries have paid much attention to developing new techniques for treating and making use of brewery wastewater. This paper makes a comparison among various new techniques on the basis of analyzing the sources and characteristics of brewery wastewater. It is concluded that a single technique can not effectively remove the contamination from brewery wastewater, and only the combination of various techniques can achieve great benefits both in economy and in environment. Thus, used the present conditions. Make a focalization, for the character of the wastewater of the brewery, with the acid-SBR the brewery of treatment,UASB+SBR the brewery of the treatment ,the new type of the brewery of the treatment ,the engage oxidize of biology to the brewery of the treatment. UASB the brewery of the treatment, and so on. Through several treatments studying, I make the best way to treatment the wastewater from brewery—UASB+SBR. UASB+SBR is made of reactor. From this literary you can achieve a lot of ways about UASB+SBR .The treatment of calculation, for example, grid accommodator; the engage oxidize of biology flatulence reactor. Concentrate mud pool and make a detailed explanation for the main building. UASB pool and the engaged oxidize of biology flatulence reactor. Used UASB treating wastewater of the brewery is maintain the anaerobic granular sludge .With this way, not only cleaning .but also saving the money, Reducing the energy while retrieving the methane. Several proposals are put forward for future research.Key words :brewery industry, wastewater treatment, UASB , SBR, methane recovery第一章绪论一.研究背景与意义水是生命之源,是人类赖以生存和发展的物质基础,是不可替代的宝贵资源。
啤酒厂生产废水处理工程初步设计方案
啤酒厂生产废水处理工程初步设计方案、目录前言提要1、总论1.1、项目名称、地点1.2、编制依据及基础资料1.3、编制范围及编制目的1.4、编制原则1.5、采用的主要规范和标准1.6、自然条件1.7、厂方生产及现有污水处理状况2、工程总体方案2.1、工程规模2.2、污水水质及处理程度3、污水、污泥处理工艺方案3.1、污水处理工艺3.2、污泥处理工艺选择3.3、污水、污泥处理工艺流程3.4、构筑物选型3.5、方案比选及推荐方案4、污水处理工程工艺设计4.1、污水处理主要构筑物工艺设计4.2、污水处理厂冬季运行保证措施4.3、各单元处理效果4.4、污水处理工程厂区总平面布置4.5、污水处理工程竖向设计4.6、排污口设计5、建筑及结构设计5.1、建筑设计5.2、绿化设计5.3、结构设计6、电气设计6.1、电气工程设计7、环境保护、劳动保护及安全生产7.1、项目实施过程中的环境影响及对策7.2、项目建成后的环境影响及对策7.3、劳动保护及安全生产8、人员编制、建设进度及运行管理8.1、人员编制8.2、建设进度8.3、运行管理9、投资概算及运行费用估算 9.1、投资概算9.2、运行费用估算10、效益评价10.1、社会效益和环境效益10.2、经济效益1、总论1.1、项目名称、地点项目名称:某啤酒厂生产废水处理工程项目地点:1.2、编制依据及基础资料生产废水:1200立方/天废水cod:1000-2000 取1500 设计1.3、编制范围及编制目的1.3.1、编制范围根据要求,编制范围是对整个污水处理工程站内部分进行设计,包括工艺、土建、安装、给排水、通风采暖、配电照明。
1.3.2、编制目的本方案编制目的是对工程规模、污水水质、污水污泥处理工艺等进行技术可靠性、经济合理性及实施可能性的方案比较和论证,使所选方案科学合理、技术先进、处理效果好、运行稳妥可靠、占地面积小、造价省、运行成本低。
最终使得该项工程的社会效益、环境效益和经济效益达到最佳统一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
与传统活性污泥法相比,CASS*的优点是:建设费用低:省去了初次 沉淀池、二次沉淀池及污泥回流设备,建设费用可节省10-25%。工艺流程
短,占地面积少:污水厂主要构筑物为集水池、沉砂池、CASS曝气池、污
1.2
根据国内外啤酒生产工艺比较最终选择厌氧与好氧相结合的工艺,厌氧选
择用UASB好氧选择CASS啤酒废水中所含的污染物质主要是有机污染物, 其可生化性比较好,一般均宜于采用生物处理方法进行处理,以往常用的处
理方法是好氧生物处理方法。今年来由于厌氧处理生物技术的发展, 厌氧生 物处理技术也逐渐在啤酒废水处理中推广应用。考虑到基建投资、运行管理 费用、出水水质要求、操作管理难易、占地面积大小等多种因素,决定此方 案采用CASSfto
CASST艺特点设备安装简便,施工周期短,具有较好的耐水、防腐能 力,设备使用寿命长;对原水的水质水量的变化有较强的适应能力,处理效
果稳定,出水水质好;处理工艺在国内外处于先进水平,设备自动化程度高, 可用微机进行操作和控制;整个工艺运转操作较为简单,维修方便;投资较 省,处理成本低,工艺有推广应用价值。
1.1.2
啤酒工业废水主要含糖类,醇类等有机物,有机物浓度较高,虽然无毒,但易于腐败,排入水体要消耗大量的溶解氧,对水体环境造成严重危害。啤酒 废水的水质和水量在不同季节有一定差别,处于高峰流量时的啤酒废水,有 机物含量也处于高峰。
1.1.3
随着我国啤酒工业的迅速发展,啤酒工业废水的排放量也相应增加, 污染程度加重。据统计,每生产100t啤酒所排出的废水其BOD值(生物需 氧量:废水在20C下5d内利用微生物分解有机物所需的含氧量)相当于14000人的生活污水BOD值,其SS值(悬浮固体物:飘浮在废水表面和悬 浮在废水中的固体)相当于8000人的生活污水SS值。因此啤酒厂废水处理 亦当同步发展,才能保证经济效益、环境效益和社会效益三者的统一。 结合 我国企业的实际情况对啤酒废水的治理技术进行分析探讨, 研究先进合理的 治理工艺在当前具有普遍的现实意义。
废水水质在不同季节也有一定各差别,尤其是处于高峰流量时的啤酒废 水,其有机物的含量也处于高峰。一般的说,每生产成品水1t排放COD亏
染物约25kg,BOD亏染物15kg,悬浮固体15kg。
废水排放量大,一般夏季生产量大于冬季,水量也因此变化,甚至每周 也有水量的变化。有的工厂啤酒生产每周七天日夜连续运行, 但瓶装工序在 周末停止两天。因此,到周一时废水排放出现高峰。
1.3
1.3.1
由于啤酒废水的水量较大,水中污染物浓度高,性质接近于生活污水,
可生化性良好,所以目前国内多数企业均主要采用生化法处理啤酒废水,其
又可以大致分为好氧生物处理法及厌氧生物处理法
1.1好氧生物处理
好氧生物处理是指在氧气充足的条件下,利用好氧微生物的生命活动氧 化啤酒废水中的有机物,其产物有二氧化碳、水及能量。但由于此法没有考 虑到废水中有机物的利用问题,因此处理成本较高。其中包括活性污泥法、 生物膜法、氧化塘法、膜一生物反应器
1.2厌氧生物处理
传统的厌氧发酵工艺需要较高的温度、较长的停留时间,且处理效能低。20世纪60年代末以来世界上先后出现了厌氧滤池(AF)、升流式厌氧污泥床反 应器(UASB),两相厌氧消化(TPAD)等工艺,以其较高的容积负荷率和较短的 水力停留时间受到人们的关注,被称为第二代厌氧反应器。经过实践证明, 这类反应器完全适用于处理啤酒废水,而且厌氧消化工艺相似于啤酒酿造、 发酵生产工艺,很容易被啤酒厂家所掌握。
132
啤酒废水处理受到关注,并日益向着节资、节能、节地、高效、回收利 用有用物质的方向发展,使得废水处理对于每个啤酒生产厂家来说都变得切 实可行。许为义设计用生态工程系统(EES对啤酒废水处理利用时,实现 了啤酒废水负价值被动处理转变为正价值的资源化、生态化与经济化的利用 目标。郑爱榕等应用PSB和螺旋藻研究了啤酒废水的净化和利用,试验表明 不仅能高效的处理啤酒废水且能回收数量可观的含高蛋白的螺旋藻。满春生
等应用啤酒废水培养单细胞蛋白(SCP获得了丰富的含高蛋白的营养物。 高玉荣等在研究啤酒废水生物净化时,最后得到大量鱼虾和其他动物的优质 饵料生物-大型蚤藻。
CASS法其反应池由预反应区和主反应区组成,因此,对难降解有机物 的去除效果更好。进水过程是连续的,因此单个池子可独立运行;而SBR
进水过程是间歇的,应用中一般要2个或2个以上池子交替使用。排水是由 可升降的堰式滗水器完成的,随水面逐渐下降,均匀将处理后的清水排出, 最大限度降低了排水时水流对底部沉淀污泥的扰动。CASS*每个周期的排
啤酒废水处理工程设计
第1章绪论
1.1
1.1.1
啤酒生产废水的特点是水量大,无毒有害,属中高浓度有机废水。排放 的啤酒废水超标项目主要是COD BOD SS pH值四项。我国啤酒厂废水水 质其COD含量大多在1000-2500mg/L之间,BOD含量在500-1500mg/L之间, 具有较高的生物可降解性。
泥池,而没有初次沉淀池、二次沉淀池,布局紧凑,占地面积可减少20-35%。 运转费用省:由于曝气是周期性的,池内溶解氧的浓度也是变化的,沉淀阶 段和排水阶段溶解氧降低,重新开始曝气时,氧的浓度梯度大,传递效率高, 节能效果显著,运转费用可节省10-25%。有机物去除率高,出水水质好: 根据研究结果和工程应用情况,通过合理的设计和良好的管理,对城市污水, 进水CO助400mg/Lபைடு நூலகம்,出水小于30mg/L以下。对可生物降解的工业废水, 即使进水CODt达3000mg/L,出水仍能达到50mg/L左右。对一般的生物处 理工艺,很难达到这样好的水质。所以,对CASS工艺,二级处理的投资, 可达到三级处理的水质。管理简单,运行可靠:污水处理厂设备种类和数量 较少,控制系统比较简单,工艺本身决定了不发生污泥膨胀。所以,系统管 理简单,运行可靠。污泥产量低,污泥性质稳定。具有脱氮除磷功能。无异 味。