Ctex讲义梳棉工艺设计
现代纺纱技术课程教案——梳棉
编码:01 制订日期:2007.8项目三梳棉第一节梳棉概述梳棉工序任务、梳棉机工艺流程、针齿间作用分析一、梳棉工序的任务分梳/除杂/混和/均匀成条二、梳棉机工艺过程三、针齿间作用分析(一)分梳作用产生分梳作用的条件:1、两针面平行配置2、彼此以本身的针尖迎着对方的针尖相对运动;3、两针面间的隔距小。
(二)剥取作用产生剥取作用的条件:1、两针面交叉配置;2、一个针面的针尖沿着另一针面针齿的倾斜方向运动,则前一针面从后一针面的针齿上剥取纤维;3、针面间隔距小。
(三)提升作用产生提升作用的条件:1、两针面平行配置2、一个针面的针背从另一个针面的针背上超越;3、3、两针面见间有较小的隔距。
梳棉机回转元件之间的作用1、刺辊~锡林之间——剥取作用2、锡林~盖板之间——分梳作用4、锡林~道夫之间——分梳作用编码:01 制订日期:2007.8第二节梳棉机的机构一、给棉刺辊部分主要机构:棉卷罗拉、给棉板、给棉罗拉、分梳板、刺辊、除尘刀、小漏底等作用:(1)给棉握持(2)刺辊分梳(3)除杂二、锡林盖板道夫部分机构1、主要机构(1)锡林、道夫:由滚筒和针布组成(2)盖板:由盖板铁骨和盖板针布组成,盖板两端扁平部搁在曲轨上。
(3)前后固定盖板:FA201安装有前四后三固定盖板,每块固定盖板上包有金属针布。
(4)盖板清洁装置、前后罩板等2、主要作用(1)锡林、盖板对纤维细致分梳,使之成为单纤维。
(2)除去部分短绒和细小结杂(3)道夫凝聚纤维(4)均匀混合三、剥棉圈条部分(一)剥棉装置1、剥棉装置的工艺要求(1)能顺利剥取纤维层,并保持其结构均匀,不破坏纤维的伸直平行度,不增加棉结;(2)对原料、工艺及温湿度的适应性好;(3)机构简单,使用和维修方便。
2、作用将凝聚在道夫表面的纤维剥下形成棉网。
3、常见剥棉装置形式(1)四罗拉剥棉装置(A186D)(2)三罗拉剥棉装置(A186F、FA201、FA201B)(二)成条和圈条机构及作用1、成条①喇叭口口径:对棉条紧密度影响较大,应与生条定量相适应。
精梳工艺设计
精梳工艺设计在实际生产中,精梳工艺是一种非常重要的纺织工艺。
精梳工艺的设计可以直接影响到纱线的质量和生产效率。
本文将从工艺流程、设备选型和操作技巧等方面介绍精梳工艺的设计要点。
首先是工艺流程的设计。
精梳工艺的主要流程包括梳理、并条和干燥等环节。
在梳理过程中,原料先经过预选和开梳处理,然后经过多道凹槽梳理辊的梳理,剔除杂质和短纤维,提高纤维的整齐度和纤维长度。
在并条环节中,将多根梳理后的纤维并在一起,形成并条。
最后,通过干燥处理,使纱线达到适当的水分含量,避免纱线霉变等问题。
其次是设备选型的设计。
精梳工艺需要选用一些特殊的设备,如精梳机、并条机和干燥机等。
在选择精梳机时,应考虑其梳理辊的数量和间距、梳理速度、电动机功率等因素。
并条机的选型要考虑并条速度、并条张力和并条长度等因素。
干燥机的选型要考虑干燥温度、干燥时间和干燥容量等因素。
通过合理选择设备,可以提高工艺效率和纱线质量。
最后是操作技巧的设计。
在精梳工艺中,操作者的技术水平和操作技巧对产品质量有着重要影响。
操作者应熟悉设备的使用方法和工艺要求,并掌握梳理辊的调整方法,以确保梳理效果良好。
在并条过程中,操作者要注意控制并条速度和张力,避免纤维断裂和并条失衡。
在干燥过程中,操作者要严格控制干燥温度和时间,避免纱线受热过度而导致变色或变形。
综上所述,精梳工艺的设计是一项复杂而关键的任务。
通过合理设计工艺流程、选择适合的设备和培训操作者的技术水平,可以提高精梳工艺的效率和纱线的质量,满足市场对高品质纱线的需求。
(续)此外,在精梳工艺的设计过程中,还需要考虑纤维原料的选择。
不同的纤维原料,如棉、羊毛、麻等,具有不同的物理和化学性质,因此在工艺设计时需要根据原料的特性进行相应的调整。
例如,对于棉纤维,可以通过调整梳理辊的间距和转速,控制纤维的整齐度和长度;对于羊毛纤维,由于其弹性较大,可以选择梳理辊的弹性较好的材质,以提高梳理效果。
此外,还可以通过添加一些助剂,如润滑剂和柔软剂,来改善纤维的梳理效果。
梳棉工艺应该如何设定?
梳棉工艺应该如何设定?各位应该知道,锦坤盈是一直不会在充分了解纺厂实际情况之前去谈工艺,否则,这样的行为不是不负责任就是不懂,一般的情况下是既不负责任又不懂。
锦坤盈遇到过不少有心交流的行家,但一见面,刚在会客室喝口茶,车间都没进,马上念他们现在的工艺,让帮忙指点。
锦坤盈能理解这些行家的急迫心情,但我们只是个纺厂技术管理咨询团队,不是神仙,不可能在没有充分了解实际情况之前,能够对工艺有所判断。
行内有些人员,学了些东西,这里抄那里偷,竟然自认为总结出一套“XXX工艺”,还到处宣扬,以为可以用一套固定的自认为最优工艺,适应全世界的纺厂。
真是讲的那个可笑,听的那个可悲我刚入行的时候,遇到一位无锡一棉出来的行家,认为我当时任职的纺厂的梳棉锡林和刺辊速度过快。
年代久远了,数字我记得不是很清了,我的原工艺,刺辊应该是750左右,锡林410左右,这位行家认为应该是刺辊应该650以下,锡林330以下,这我和我的同时一听,都呆眼了,不明白为何要调这么低,这位行家给出了一个解析,“保护纤维!”,我很记得当时的老板把我和同事骂了一通,好像就是说我们的工艺就是损害纤维(老板的钱包),这位行家的工艺就是保护纤维(老板的钱包)一样。
当年,在老板要求下,只能硬上那工艺试纺,棉网差得不成样子,成纱指标差过平常一大截,但这位行家保护纤维(老板钱包)的思路,还是深深的打动了老板。
多年之后的今天,锦坤盈回想起当年的搞笑事,其实,那位行家的工艺没问题,问题在于他不知道梳棉工艺是该如何设定出来,以为抄了无锡一棉的某些工艺,就可以拿来一招打遍天下。
在无锡一棉里面,会上这种超低梳理度工艺的梳棉机台,肯定是成品质量较好的机台(那位行家也是把老东家最好的东西背出来了),估计是120支甚至更高的纯棉品种,这样的品种用的棉花,肯定是非常好的,超一级的长绒棉,马值要偏细,含杂极低,纤维很长,短绒很少,梳棉的单台产量,还不会高,这样的前提条件之下,锡林和刺辊的转速,的确应该设置得很低,设置高了,就超出那种娇嫩的棉纤维承受极限,反而棉结和CV值都会同时升高。
棉纺工艺的设计培训教材
目录1 设计纱线的质量标准 (1)2设计纱线的原料选择 (1)2.1原棉选配 (1)2.2化纤选配 (3)3纱线的生产工艺流程及主要设备特点 (4)3.1流程选择原则 (4)3.2设备选择原则 (4)3.3工艺流程选择 (5)4纱线的生产工艺设计 (5)4.1细纱工艺设计 (6)4.2粗纱工艺设计 (8)4.3并条工艺设计 (9)4.4涤纶:预并条工艺设计 (14)4.5精梳工序工艺设计 (15)4.6条卷工序工艺设计 (17)4.7棉:预并条工艺设计 (18)4.8棉:梳棉工艺设计 (19)4.9涤纶:梳棉工艺设计 (21)4.10棉:开清棉工艺设计 (23)4.11涤:开清棉工艺设计 (24)4.12络筒工艺设计 (25)5.纺部各工序理论产量及定额产量的计算 (33)5.1各工序设备速度及时间效率 (33)5.2各工序产量计算 (33)6.各工序纱锭分配与配台 (38)6.1消耗率和计划停台率的选择 (38)6.2经纬纱锭分配与配台计算 (39)结语 (49)致 (50)参考文献 (52)附表(配棉、总工艺设计表)1 设计纱线的质量标准由于精梳涤棉混纺主要用于纺制质量要求高或线密度较低的高档棉纱、特种工业用纱等,其对纱线有纱线条干均匀度高、强力高、毛羽少、光泽好、等一系列的要求。
详细数据见表1-1,在配棉及工艺设计过程中要结合纱线的质量要求来设计。
表1-1 精梳涤棉混纺本色纱(涤纶含量在60%及以上)的质量指标2设计纱线的原料选择2.1原棉选配2.1.1 按纱线特数选配原棉细特纱线:20tex的细特纱线都用于高档织物或股线,成纱质量要求较高。
所以应选择色泽洁白、品级较高(1.5~2.8),成熟度适中,纤维线密度小和强力较高,纤维较长(30~29mm),整齐度较好和杂质疵点较少的原棉。
2.1.2 按纱线用途和加工工艺选配原棉( 1) 精梳棉纱:精梳棉纱多用于高档产品,要求纱线条干均匀,棉结杂质少。
第一章第二节梳棉

5
二、工艺参数设计
生条定量(单位 单位: ㈠生条定量 单位:g/5m) 定量轻,梳理效果好。但过轻对梳理、 定量轻,梳理效果好。但过轻对梳理、条干会 有恶化作用。 有恶化作用。 可根据产量,牵伸分配要求,合理掌握。 可根据产量,牵伸分配要求,合理掌握。 一般质量要求高、原料细长, 一般质量要求高、原料细长,原料含杂大可轻 量掌握,反之较重。在保证质量的前提下, 量掌握,反之较重。在保证质量的前提下,偏重 掌握。 掌握。 也可根据设备特点,合理选择。 也可根据设备特点,合理选择。 见P21表1-6,表1-7。 表 , 。
4
㈤清梳除杂的合理分工 掌握后车多落,抄斩花少落的原则。 掌握后车多落,抄斩花少落的原则。 ㈥合理选择针布
总之,遵循以质量为核心,兼顾成本、产量、 总之,遵循以质量为核心,兼顾成本、产量、 操作等各因素。 操作等各因素。 工艺技术的完善,非一朝一夕之功, 工艺技术的完善,非一朝一夕之功,需要循序 渐进,日积月累。 渐进,日积月累。
15
㈣生条短绒率 生条短绒率应控制在合理的范围内, 生条短绒率应控制在合理的范围内,过低的短 绒率会增加成本,过高则影响成纱质量。 绒率会增加成本,过高则影响成纱质量。 短绒率与分梳作用有关, 短绒率与分梳作用有关,可通过降低分梳作用 来降低短绒率。 来降低短绒率。
16
㈤落棉数量与质量 不同部位,分别分析(刺辊花 盖板花、吸尘花); 刺辊花、 不同部位,分别分析 刺辊花、盖板花、吸尘花 ; 既考察其数量,又分析其内容; 既考察其数量,又分析其内容; 不能忽略机台间的差异。 不能忽略机台间的差异。
11
11、锡林 前、后罩板 、锡林-前 后罩板的工艺作用包括控制锡林表面的纤维、 前、后罩板的工艺作用包括控制锡林表面的纤维、 控制锡林各部分的气流等作用,对控制梳理, 控制锡林各部分的气流等作用,对控制梳理,防 止产生棉结有作用。 止产生棉结有作用。 12、锡林-道夫 、锡林 道夫 锡林-道夫两者间属分梳作用 其隔距应偏小掌握。 道夫两者间属分梳作用, 锡林 道夫两者间属分梳作用,其隔距应偏小掌握。 以利于纤维的梳理及转移。 以利于纤维的梳理及转移。
梳棉工艺设计及生条质量控制.共34页PPT
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
梳棉工艺设计及生条质 量控制.
6、纪律是自由的第一条件。——黑格 尔 7、纪律是集体的面貌,集体的声音, 集体的 动作, 集体的 表情, 集体的 信念。 ——马 卡连柯
8、我们现在必须完全保持党的纪律, 否则一 切都会 陷入污 泥中。 ——马 克思 9、学校没有纪律便如磨坊没有水。— —夸美 纽斯
10、一个人应该:活泼而守纪律,天 真而不 幼稚, 勇敢而 鲁莽, 倔强而 有原则 ,热情 而不冲 动,乐 观而不 盲目。 ——马 克思
55、 为 中 华 之 崛起而 读ቤተ መጻሕፍቲ ባይዱ。 ——周 恩来
精梳工艺设计课件.pptx
承卷罗拉、给棉罗拉、钳板机构。
二、作用 1、定时定量喂入小卷; 2、钳口及时闭合,握持棉层供锡林梳 理;钳口及时开启,使须丛抬头; 3、钳板向前摆动,将须丛向前输送, 进行分离接合;
三、承卷罗拉喂给机构
种类:间歇回转式(A201系列) 连续回转式(FA系列)
4.制成条干均匀的精梳棉条。
二.精梳纱的质量特点:与同特普梳纱比
1 .强力提高10%~15% 2 .棉结杂质下降50%~60% 3 .纱的条干均匀,外观清洁光滑,表面
毛羽少,光泽好。 特性:强力高、结杂少、条干匀、光泽
好、毛羽少。
精梳车间
精梳车间
精 梳 机
精梳机
精梳机
精梳机
FA261型精梳机的工艺过程 1—尘笼 2 —风斗 3 —毛刷 4 —锡林 5 —上、下钳板 6 —给棉板 7 —承卷罗拉 8 —导卷板 9 —给棉罗拉 10 —顶梳 11 —分离罗拉 12 —导棉板 13 —输出罗拉 14 —喇叭口 15 —导向压辊 16 —导条钉 17 —牵伸装置 18 —集束喇叭 19 —输送带压辊 20 —输送带 21 —条集束器及检测压辊 22 —圈条斜管 23 —条筒
1.钳持喂入机构; 2 .梳理机构; 3 .分离接合机构; 4 .其它机构(落棉排杂、车面输出、 牵伸、圈条机构)
五、精梳机各主要机件的运动
⑴连续回转:精梳锡林、毛刷等; ⑵间歇回转:给棉罗拉、分离罗拉、尘
笼、卷杂辊; ⑶摆动运动:上下钳板、顶梳; (4)滚要机件的运动配合
二.小卷准备工艺流程及特点
3.预并条→条并卷联合机 特点:纤维伸直,平行度好,精梳下降 1~1.5%,横向均匀,但小卷一粘连发毛, 占地面积较大,对车间温湿度要求高。 n=120~256根,E=7.2 ~19.36倍 n↑→均匀↑ E↑→纤维伸直↑
梳棉工艺设计
三罗拉剥棉成条机构和棉结数量检测装置
1—毛刷罗拉 2—剥棉罗拉 3—挤压罗拉 4—棉网 成条装置 5—输出罗拉
6—棉网桥 7—检测棉结数量的数码相机 8—棉网 导轨 9—道夫
谢谢观赏
①剥棉:将凝聚在道夫表面的纤维剥下形成棉网。
②成条:棉网由剥棉装置剥离后,由大压辊牵引 经喇叭口逐渐集拢、压缩成条。 ③圈条:将压辊输出的棉条,有序地圈放在棉条 筒中,以便储运和供下道工序使用。
TC03梳棉机的特点
• • • • • • • • • • • • • • • • • • • • • • • >配有内置空气流量分离器和独立感应喂棉板的完全一体化喂棉箱DIRECTFEED >一体化感应喂棉板SENSOFEED,用于完美握持和极其精确的短片段自调匀整 >厚点及金属监测装置 >三刺辊预开棉系统WEBFEED >精确除尘刀设定系统PMS >电动调节的精确除尘刀设定系统PMS(选购件) >根据生产品种不同,可以在预分梳区和后分梳区的巨大区域对清洁元件和梳理元件灵活 地进行组合 >落棉减少控制元件 >铝制盖板 >盖板的变速驱动 >精确盖板测量系统FLATCONTROLTC-FCT >精确盖板设定系统PFS >电动调节的精确盖板设定系统PFS(选购件) >在线棉结检测装置TC-NCT >棉条成型装IWEBSPEED >长短片段自调匀整 >触摸式屏显的计算机控制 >一体化质量监控 >数字电机控制 >锡林电子刹车 >中央安全锁系统 >纤维长度测量系统LENGTHCONTROL >新型的独立驱动的换简装置或配备圆形或矩形条筒的连体式并条机IDF间的选择
生产率及质量均达到最高水平 • 超过10,000台不同产量梳棉机,不同产 品经验,为我们特吕茨勒TC03梳棉机奠 定了良好的基础。尤其是对预分梳和梳棉 区的重新最优化设定使其质量显著提高。 特吕茨勒梳棉机TC03具有很高的灵活性 且可以重新进行排列,如果需要,可以通 过改变标;隹配件及选配件,为您量身定 做的系统以适用于各种纤维。
TC纺部工艺设计讲课稿
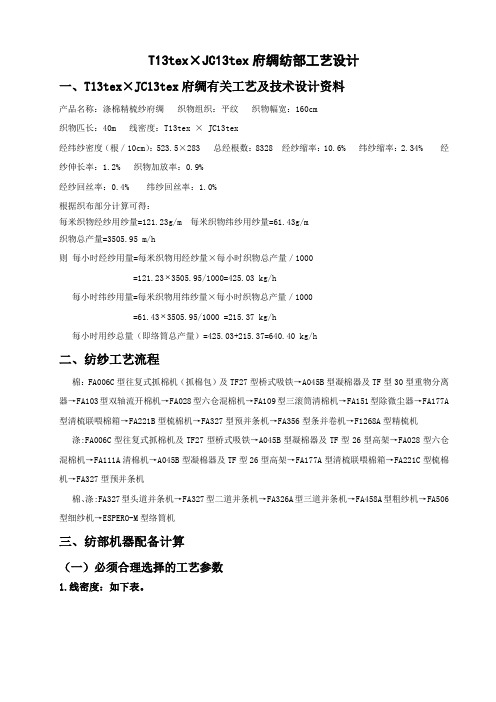
T13tex×JC13tex府绸纺部工艺设计一、T13tex×JC13tex府绸有关工艺及技术设计资料产品名称:涤棉精梳纱府绸织物组织:平纹织物幅宽:160cm织物匹长:40m 线密度:T13tex × JC13tex经纬纱密度(根/10cm):523.5×283 总经根数:8328 经纱缩率:10.6% 纬纱缩率:2.34% 经纱伸长率:1.2% 织物加放率:0.9%经纱回丝率:0.4% 纬纱回丝率:1.0%根据织布部分计算可得:每米织物经纱用纱量=121.23g/m 每米织物纬纱用纱量=61.43g/m织物总产量=3505.95 m/h则每小时经纱用量=每米织物用经纱量×每小时织物总产量/1000=121.23⨯3505.95/1000=425.03 kg/h每小时纬纱用量=每米织物用纬纱量×每小时织物总产量/1000=61.43⨯3505.95/1000 =215.37 kg/h每小时用纱总量(即络筒总产量)=425.03+215.37=640.40 kg/h二、纺纱工艺流程棉:FA006C型往复式抓棉机(抓棉包)及TF27型桥式吸铁→A045B型凝棉器及TF型30型重物分离器→FA103型双轴流开棉机→FA028型六仓混棉机→FA109型三滚筒清棉机→FA151型除微尘器→FA177A 型清梳联喂棉箱→FA221B型梳棉机→FA327型预并条机→FA356型条并卷机→F1268A型精梳机涤:FA006C型往复式抓棉机及TF27型桥式吸铁→A045B型凝棉器及TF型26型高架→FA028型六仓混棉机→FA111A清棉机→A045B型凝棉器及TF型26型高架→FA177A型清梳联喂棉箱→FA221C型梳棉机→FA327型预并条机棉、涤:FA327型头道并条机→FA327型二道并条机→FA326A型三道并条机→FA458A型粗纱机→FA506型细纱机→ESPERO-M型络筒机三、纺部机器配备计算(一)必须合理选择的工艺参数1.线密度:如下表。
梳棉工艺设计及生条质量控制.34页PPT
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
1、不要轻言放弃,否则对不起自己。
2、要冒一次险!整个生命就是一场冒险。走得最远的人,常是愿意 去做,并愿意去冒险的人。“稳妥”之船,从未能从岸边走远。-戴尔咖啡,喝起来是苦涩的,回味起来却有 久久不会退去的余香。
梳棉工艺设计及生条质量控制. 4、守业的最好办法就是不断的发展。 5、当爱不能完美,我宁愿选择无悔,不管来生多么美丽,我不愿失 去今生对你的记忆,我不求天长地久的美景,我只要生生世世的轮 回里有你。
45、自己的饭量自己知道。——苏联
CD23.4tex梳棉工艺设计
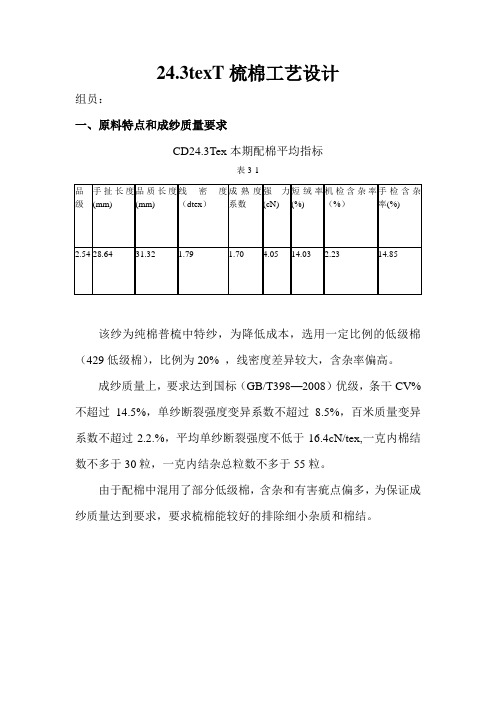
24.3texT 梳棉工艺设计组员:一、原料特点和成纱质量要求CD24.3Tex 本期配棉平均指标表3-1该纱为纯棉普梳中特纱,为降低成本,选用一定比例的低级棉(429低级棉),比例为20% ,线密度差异较大,含杂率偏高。
成纱质量上,要求达到国标(GB/T398—2008)优级,条干CV%不超过14.5%,单纱断裂强度变异系数不超过8.5%,百米质量变异系数不超过2.2.%,平均单纱断裂强度不低于16.4cN/tex,一克内棉结数不多于30粒,一克内结杂总粒数不多于55粒。
由于配棉中混用了部分低级棉,含杂和有害疵点偏多,为保证成纱质量达到要求,要求梳棉能较好的排除细小杂质和棉结。
品级 手扯长度(mm) 品质长度(mm) 线密度(dtex ) 成熟度系数 强力(cN) 短绒率(%) 机检含杂率(%) 手检含杂率(%)2.54 28.64 31.32 1.79 1.70 4.05 14.03 2.23 14.85二、梳棉机的技术特征选用的是FA201型梳棉机表3-2梳棉机的主要技术特征机器型号FA201型产量[kg/(台·h)] 25~30 可纺纤维长度(mm)22~76直径(mm)锡林1290 道夫706 刺辊250 給棉罗拉70转速(r/min)锡林330,360道夫18.9~35.6 刺辊800,930工作盖板根数(根)41盖板总根数(根)106盖板速度(mm/min)72~342給棉板工作面长度(mm)28,30,32,46,60 除尘刀高度(mm)与分梳板固装除尘刀角度刺辊下分梳板数(块) 2小漏底弦长(mm)三角小漏底固定盖板根数前4根,后3根剥棉形式三罗拉锡林传动形式主电机轴摩擦离合器刺辊传动形式平皮带正反面传动道夫快慢速比4:1道夫变速形式双速电机吸尘点布置刺辊、道夫、安全清洁辊和盖板花四点连续吸,机下前后车肚间歇吸总牵伸(倍)68~129条筒尺寸直径600mm,高900mm、1100mm 电动机总功率(kW) 4.82三、配置梳棉机主要工艺参数1、生条定量设计表3-3 生条定量常用范围纺纱线密度(tex)32.0以上21.0~31.012.0~20.0 9.7~11.0生条干重(g/5m)22~28 19~2618~24 16~21生条线密度(tex)4300~5400 3800~48003400~4200 3200~4000 实际生产中,根据品种、原料、成纱质量要求和梳棉机配台,生条定量一般采用18~25g/5m。
纯棉普梳19.4tex针织用纱粗纱工艺设计

♥ 2.配置粗纱机主要工艺参数
♥ 3.完成粗纱工艺单
1.分析粗纱机技术性能
♥ 选用的粗纱机为TJFA458A型,其技术特征如表1所示。表 中TJFA458A型的罗拉加压值数值为三罗拉双短皮圈牵伸。
表 1 TJFA458A 粗纱机的主要技术特征 项目 适纺纤维长度(mm) 牵伸形式 牵伸(倍) 加压形式 前罗拉 加压 量 (N/ 双锭) 二罗拉 三罗拉 四罗拉 罗拉直径(mm) 每台锭数 锭翼形式 锭子转数(r/min) 卷装直径*高(mm) 电机总功率(Kw) 制造厂家 TJFA458A 型 22~65 三罗拉或四罗拉双短皮圈 4.2~12.0 弹簧摇架 200,250,300 100,150,200 100,150,200 ----28,(28),25,28 96,108,120 悬锭式 最大 1200 152*400 14.6 天津宏大
C 19.4tex K粗纱工艺设计
小组成员:
指导老师: moumou
任务描述
设计步骤
计算主要工艺参数
讨论
任务描述
♥ 粗纱是前纺的一道工序,它的任务是把熟条经过牵伸、加 捻,加工成粗纱,并将粗纱卷绕成形,便于送到下一道工 序。 ♥ 粗纱工艺设计就是根据纱线品种及要求,合理配置粗纱牵 伸、加捻、卷绕成形工艺,提高粗纱条干均匀度,稳定粗 纱张力和粗纱伸长率,为细纱工序进一步高倍牵伸做好准 备。
讨论
♥ 粗纱质量参考指标如表5所示:
表5 粗纱质量参考指标 纺纱类别 粗特 纯棉纱 中特 细特及特细特 精梳纱 化纤混纺纱 Y311型单根喂入条干不 重量不匀率(%),不大于 粗纱伸长率(%) 匀率(%),不大于 40 35 30 25 25 1.1 1.1 1.1 1.3 1.2 1~2.5 1~2.5 1~2.5 1~2.5 -1.5~+1.5
梳棉工艺设计及生条质量控制.
纯棉细号纱:配棉较好、长度较长,细度较细,梳棉机单产较低。 锡林针布应将工作角适当减小,齿密加大。
如选AC2530×01550(或AC2525×01550型),工作角60°,齿密 860齿/(25.4mm)2 。道夫针布可选AD4030×01890型;刺辊选 AT5610×05611型,盖板配弯膝MCC 36型或MCC42 型,齿密360齿 /(25.4mm)2或420齿/(25.4mm)2。
小:工作角小(δ),握持梳理能力提高;
尖:齿顶面积小(齿顶横向宽度b3与纵向长度l的乘积),利于穿刺, 提高锐度;
薄:齿基厚度(b1),可加大横向密度;利于针布包卷,提高圆整度;
密:针齿密度(N)大,提高梳理度。
(3)针布选配
针布“四配套”:以锡林针布为中心,综合考虑道夫、刺辊、 盖板针布的配合选用(有的还包括刺辊预分梳版、前后固定盖板 配合选用)
梳棉工艺设计及生条质量控制
主讲:宋如勤 教授级高工 《棉纺织技术》期刊社
1
梳棉在纺纱工程中的作用和地位
(1)“清、钢、浆”历来被认为棉纺工程中是三个最关 键的工序,特别是梳棉工序。
(2)“梳棉是纺织厂的心脏”“梳得怎样就纺得怎样” 是长期生产实践形成的共识。
(3)梳棉是形成并奠定半成品结构的基础,是影响后工 序生产及成纱质量最主要的工序之一。
4 合理配置梳棉工艺、控制生条质量
4.1 针布选用 (1)针布型号的含义
锡林针布: A C 28 15 ×013 65
棉纺 锡林 齿高mm 前角° 齿间距mm 齿基厚度mm
(实际齿高的10倍)(工角=90°-前角) (实际间距的10倍)(厚度<1.0mm为实际厚度的100倍 厚度≥1.0mm为实际厚度的10倍)
梳棉工艺设计及生条质量控制

(1) “清、钢、浆"历来被认为棉纺工程中是三个最关键的工序,特殊是梳棉工序.(2) “梳棉是纺织厂的心脏”“梳得怎样就纺得怎样”是长期生产实践形成的共识.(3)梳棉是形成并奠定半成品结构的基础,是影响后工序生产及成纱质量最主要的工序之一。
(1--———-顺利实现牵伸的基础;--——--纤维与结杂的充分分离是去除结杂的基础;---——纤维以单纤维状态实现更充分混合(-----—普梳工艺基本上是除杂的最后一道关口;————--精梳品种还与精梳工序有关,这是清梳联短绒率较高对精梳品种的影响精梳小于普梳的原因所在。
但对于减轻精梳负担,实现高效能精梳关系也十分密切。
(3---—短绒率与成纱质量密切相关:短绒增加,条干恶化,常发性纱疵增加,飞花增多,粘缠挂堵多,使短粗节纱疵增加(10 万米纱疵),有人认为,短绒每增加3%,条干CV 恶化1%。
----随着高产梳棉机产量的提高,短绒增加导致质量下降的问题日渐突出。
梳棉工序质量控制还应包括生条条干、生条分量、落棉控制等等问题,限于时间关系,此处再也不赘述.主要是以上3 个方面(1)过去一种比较典型的说法是:这条工艺路线是以提高梳棉机分梳、除杂能力为核心的,虽然也提到转移问题,但不够突出,“好转移”的目标不够明确。
这条工艺路线在提高梳棉机分梳质量。
清除结杂,提升梳棉机单产方面发挥了很大的作用。
(2)近年来(2022 年全国梳理质量会议)提出的工艺路线是。
这条工艺路线应该说是对近年来高产梳棉机工艺实践的总结,比较全面的提出了正确处理梳理与转移、结杂与短绒关系,合理解决充分梳理与短绒控制这对矛盾的原则。
比较全面的反映了对梳理工艺核心的认识。
(3)梳棉机的梳理度并非越大越好,转移率过大或者大小也会对质量造成不利影响,必须适中掌握。
在充分梳理、排除结杂的同时,同时兼顾短绒增加带来的负面影响。
因此控制梳棉质量是一项系统工程,包括设备、工艺、运转操作等多方面的内容,设备是基础,工艺是核心,操作时关键。