铝用硬钎剂成分
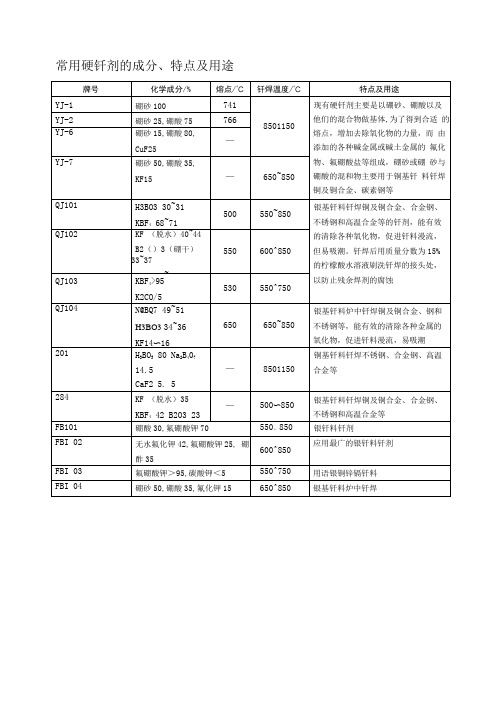
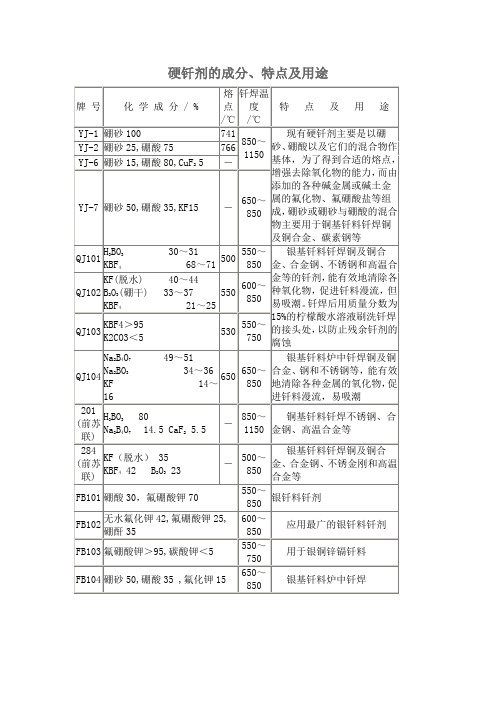
常用硬钎剂的成分、特点及用途
H3BO380Na2B40714.5
CaF2 5.5
—
8501150
铜基钎料钎焊不锈钢、合金钢、高温 合金等
284
KF(脱水)35
KBF442B2O323
—
500〜850
银基钎料钎焊铜及铜合金、合金钢、 不锈钢和高温合金等
FB101
硼酸30,氟硼酸钾70
550、850
银钎料钎剂
2
无水氟化钾42,氟硼酸钾25,硼酢35
常用硬钎剂的成分、特点及用途
牌号
化学成分/%
熔点/℃
钎焊温度/℃
特点及用途
YJ-1
硼砂100
741
8501150
现有硬钎剂主要是以硼砂、硼酸以及 他们的混合物做基体,为了得到合适 的熔点,增加去除氧化物的力量,而 由添加的各种碱金属或碱土金属的 氟化物、氟硼酸盐等组成,硼砂或硼 砂与硼酸的混和物主要用于铜基钎 料钎焊铜及铜合金、碳素钢等
YJ-2
硼砂25,硼酸75
766
YJ-6
硼砂15,硼酸80,
CuF25
—
YJ-7
硼砂50,硼酸35,
KF15
—
650~850
QJ101
H3BO330~31
KBF468~71
500
550~850
银基钎料钎焊铜及铜合金、合金钢、 不锈钢和高温合金等的钎剂,能有效 的清除各种氧化物,促进钎料漫流, 但易吸潮。钎焊后用质量分数为15%的柠檬酸水溶液刷洗钎焊的接头处, 以防止残余焊剂的腐蚀
QJ102
KF(脱水)40~44
B2()3(硼干)33~37
KBF421~25
550
600^850
QJ103
铝合金低温钎剂的研制和工艺性能研究毕业论文
目录摘要ⅠAbstractⅡ第1章绪论11.1课题背景11.2铝合金的性能和应用11.2.1 铝合金的性能11.2.2铝合金的应用11.3铝合金的钎焊21.4Z N-A L钎料21.5铝合金钎剂31.5.1铝用有机软钎剂31.5.2铝用反应钎剂31.6铝合金低温钎剂的研究现状41.6.1无机钎剂51.6.2有机钎剂71.7本文研究容7第2章材料和试验方法9 2.1试验主要仪器92.2试验材料92.3试验方法102.3.1氯化物钎剂的配制102.3.2软钎剂性能的试验方法112.3.3微观组织观察12第3章低温钎焊用钎剂研究14 3.1钎剂组分的性质与确定143.1.1钎剂基本组元的选取143.1.2去膜组元的选取153.1.3活性组元的选取163.2钎剂含量对钎焊性能的影响173.2.1基本组元含量对钎焊性能的影响173.2.2去膜组元含量对钎焊性能的影响193.2.3活性组元ZnCl含量对钎焊性能的影响2223.2.4小结253.3界面的微观组织分析253.4钎料铺展后的组织263.5缺陷分析273.6本章小结28第4章工艺参数对钎剂的工艺性能的影响30 4.1温度的影响304.2时间的影响324.3本章小节34结论30致错误!未定义书签。
参考文献31文献综述40摘要本文主要针对铝合金低温钎焊的要求,研究了钎剂的配方与其工艺性能。
通过不同比例的钎剂配方,采用Zn-Al钎料,测试了钎料在LY12铝板上的铺展面积和润湿角。
改变加热温度和保温时间,考察了时间和温度对钎料润湿性的影响。
成分不同的氯化物钎剂的铺展面积和润湿角各不一样,在所测试的钎剂中,当NHCl4含量为90%,钎焊温度为390℃时,综合性较好。
此时含量为8%、NaF含量为2%和ZnCl2Cl的含钎料铺展面积为1100mm2左右,润湿角为7°左右。
从显微组织中可以看出,NH4含量为90%,此时的氧化膜残留最少,钎料与母材基量在8%时,NaF含量为2%和ZnCl2本达到冶金结合;并且其反应温度与钎料的熔点最为接近。
钎焊及扩散焊【2024版】

硬钎料
(5)镍基钎料 Ni-B共晶点1140℃(4%B)。B显著提
高高温强度,改善润湿性,但使溶蚀增加, 形成化合物变脆。
Ni-Si共晶点1152℃(11%Si)。Si可 溶于Ni中形成固溶体,超过6%Si,会产生脆 的化合物。
当缺少氯化锌时,可以把锌放入盐酸中直接使 用。
为提高活性,常配加NH4Cl。
无机软钎剂去氧化物的能力强,热稳定性好,保证 钎焊质量。其残渣有强的腐蚀性,钎后应清除。
钎剂
钎剂
2.有机软钎剂 用于电子行业,其组成有: ①有机酸 乳酸、硬脂酸、水杨酸、油酸等; ②有机胺盐 盐酸苯胺、磷酸苯胺、盐酸肼、盐酸二乙胺等; ③胺和酰胺类 尿素、乙二胺、乙酰胺、三乙醇胺等; ④天然树脂 松香等。 松香在127℃熔化,150℃可以表现出能溶解 Cu、Ag、Sn 等氧
• Cd基钎料:主要为镉银合金,耐热性、抗腐蚀性 能好。
• Zn基钎料 • Au基软钎料 • 其他低熔点软钎料。包括:
①In(铟)基钎料 ②Bi(铋)基钎料 ③Ga(镓)基钎料 • 无铅软钎料
软钎料
锡铅钎料:共晶成分的机械性能最好;表面张力小, 则润湿性好;铺展、填缝性好。加入Sb(<3%) 可减少液态钎料的氧化;加入Ag、Sb可提高高温性能。Sn 有冷脆性。钎焊接头工作温度一般不高于100℃。
Ni-P共晶点880℃(11%P)。 P不溶于 Ni,易形成一系列化合物变脆。
硬钎料
(6)自钎剂钎料 既能填充钎缝金属,又能起钎剂作用的钎料称之。即自
身含有起到钎剂作用的微量或一定量元素的钎料。 要求: 1)钎料内含有较强的还原剂,钎焊时能还原母材表面氧
钎焊基础知识
钎焊基础知识:钎剂|钎料钎焊技术是采用比母材熔点低的材料作钎料,将焊件和钎料加热到高于钎料熔点但低于母材熔化的温度(使母材仍保持为固态),利用液态钎料的润湿作用填充接头间隙,与母材相互扩散实现被焊工件连接的一种方法。
与熔焊相比,钎焊的优点是加热温度低、工件变形小、接头平整美观、可连接不同的材料、生产效率高等;缺点是钎焊接头强度低、接头装配要求高,应保证严格的装配间隙。
1.钎焊方法的分类钎焊接头的质量与所选用的钎焊方法、钎焊材料(钎剂、钎料等)和工艺参数等有关。
按照不同的特征和标准,钎焊方法有以下几种分类方法。
①按照所采用钎料的熔点可分为软钎焊和硬钎焊,钎料熔点低于450℃时称为软钎焊,高于450℃时称为硬钎焊。
②按照钎焊温度的高低可分为高温钎焊、中温钎焊和低温钎焊,温度的划分是相对于母材熔点而言。
例如,对钢件来说,加热温度高于800℃称为高温钎焊,550~800℃之间称为中温钎焊,加热温度低于550℃称为低温钎焊;但对于铝合金来说,加热温度高于450℃称为高温钎焊,300~450℃之间称为中温钎焊,加热温度低于300℃称为低温钎焊。
③按照热源种类和加热方法的不同可以分为火焰钎焊、炉中钎焊、感应钎焊、电阻钎焊、浸渍钎焊、气相钎焊、烙铁钎焊及超声波钎焊等。
④按照去除母材表面氧化膜的方式可以分为钎剂钎焊、无钎剂钎焊、自钎剂钎焊、气体保护钎焊及真空钎焊等。
⑤按照接头形成的特点可分为毛细钎焊和非毛细钎焊。
液态钎料依靠毛细作用填入钎缝的情况称为毛细钎焊;毛细作用在钎焊接头形成过程中不起主要作用的称为非毛细钎焊。
接触反应钎焊和扩散钎焊是最典型的非毛细钎焊过程。
⑥按照被连接的母材或钎料的不同可分为铝钎焊、不锈钢钎焊、钛合金钎焊、高温合金钎焊、陶瓷钎焊、复合材料钎焊,以及银钎焊、铜钎焊等。
常用的钎焊方法分类、原理及应用见表1。
2.钎剂的分类及特点钎焊熔剂(钎剂)是钎焊过程中用的熔剂,与钎料配合使用,是保证钎焊过程顺利进行和获得致密接头不可缺少的。
201铝钎剂成分表

201铝钎剂成分表摘要:一、铝钎剂的简介二、201铝钎剂的成分三、201铝钎剂的性能与应用四、201铝钎剂的注意事项正文:铝钎剂是一种用于铝制品焊接的助剂,它能帮助焊接材料更好地润湿铝表面,提高焊接效果。
在这篇文章中,我们将详细介绍201铝钎剂的成分、性能和应用,以及在使用过程中需要注意的事项。
一、铝钎剂的简介铝钎剂是一种在铝及铝合金焊接过程中使用的助剂,它的主要作用是在焊接过程中降低熔点、润湿铝表面,从而提高焊接接头的强度和密封性。
铝钎剂的种类繁多,其中201铝钎剂是一种广泛应用的钎剂。
二、201铝钎剂的成分201铝钎剂的主要成分包括:铝、锂、钾、钠、钙、镁等元素。
这些成分可以降低焊接过程中的熔点,使得铝更容易被焊接材料润湿,从而提高焊接效果。
此外,201铝钎剂还含有适量的氟化物,以提高钎剂的稳定性。
三、201铝钎剂的性能与应用201铝钎剂具有良好的焊接性能,可以广泛应用于各种铝及铝合金的焊接过程中。
它具有以下性能特点:1.降低熔点:201铝钎剂可以降低焊接过程中的熔点,使得铝更容易被焊接材料润湿。
2.润湿性好:201铝钎剂具有良好的润湿性,能有效提高焊接接头的强度和密封性。
3.稳定性高:201铝钎剂在焊接过程中不易挥发,可保证焊接质量的稳定性。
4.兼容性好:201铝钎剂与多种焊接材料相容,可适用于不同的焊接工艺。
因此,201铝钎剂被广泛应用于航空航天、汽车、建筑、电子等行业的铝及铝合金焊接过程中。
四、201铝钎剂的注意事项在使用201铝钎剂时,需要注意以下几点:1.储存:201铝钎剂应储存在干燥、通风、避光的环境中,避免与酸、碱等腐蚀性物质接触。
2.焊接前处理:在焊接前,应对铝材进行表面处理,去除油污、氧化膜等杂质,以保证焊接质量。
3.焊接工艺:根据焊接材料和工艺的要求,合理选择焊接电流、焊接电压等参数,以保证焊接效果。
4.安全防护:在焊接过程中,应佩戴防护手套、口罩等防护用品,避免钎剂与皮肤、眼睛直接接触。
铝钎焊剂 成分
铝钎焊剂成分
铝钎焊剂的成分通常包括以下几种:
1. 铝粉:铝粉是铝钎焊剂的主要成分,用于提供填充金属,填补焊缝并形成焊接连接。
2. 活性剂:活性剂主要是一种助熔剂,可以降低铝的熔点,促进铝的熔化和流动性,提高焊接效果。
3. 助焊剂:助焊剂通常是一种有机化合物,用于改善焊接表面的润湿性,提高铝钎焊剂和被焊接材料之间的结合力。
4. 稳定剂:稳定剂用于提高铝钎焊剂的稳定性,防止氧化和挥发。
此外,铝钎焊剂还可能包含一些其他辅助成分,如流动剂、抗氧化剂等,以增加焊接效果和延长铝钎焊剂的使用寿命。
具体的成分组成可能会有所变化,取决于不同的钎焊剂品牌和产品类型。
铝用硬钎剂成分

牌号
名称
化学成分/%
熔点/℃钎焊温℃特 点 及 用 途QJ201
铝钎焊
钎剂
LiCl24~35
KCl47~51
ZnCl26~10
NaF9~11
420
450~620
极易吸潮,能有效地去除Al2O3膜,促进钎料在铝合金上漫流。活性极强,适用于在450~620℃温度范围火焰钎焊铝及铝合金,也可用于某些炉中钎焊,是一种应用较广的铝钎剂,工件须预热至550℃左右
-
氟化物
钎剂
KF 39,AlF356
ZnF20.3
KCl14.7
540
-
是我国近年来新研制的钎焊铝用钎剂,活性期为30s,耐腐蚀性好。可为粉状,也可调成糊状,配合钎料400适用于手工、炉中钎焊
129A
-
LiCl-NaCl-KCl-
ZnCl2-CdCl2-LiF
550
-
可用于LY12、LF2铝合金火焰钎焊
171B
-
LiCl-NaCl-KCl-
TiCl-LiF
490
-
No.17
(YT17)
-
LiCl41,KCl 51
KF·AlF38
-
500~560
适用于浸沾钎焊
-
-
LiCl34,KCl 44
NaCl12,
KF·AlF310
-
550~620
QF
氟化物共晶钎剂
KF 42,AlF358
(共晶)
562
>570
具有“无腐蚀”的特点,纯共晶(KF-AlF3)钎剂可用于普通炉中钎焊,火焰钎焊纯铝或LF21防锈铝
QJ202
铝钎剂
常用硬钎剂的成分、特点及用途

FB103
氟硼酸钾>95,碳酸钾<5
550~750
用语银铜锌镉钎料
FB104
硼砂50,硼酸35,氟化钾15
650~850
银基钎料炉中钎焊
常用硬钎剂的成分、特点及用途
牌号
化学成分/%
熔点/oC
钎焊温度/oC
特点及用途
YJ-1
硼砂100
741
850~1150
现有硬钎剂主要是以硼砂、硼酸以及他们的混合物做基体,为了得到合适的熔点,增强去除氧化物的能力,而由添加的各种碱金属或碱土金属的氟化物、氟硼酸盐等组成,硼砂或硼砂与硼酸的混和物主要用于铜基钎料钎焊铜及铜合金、碳素钢等
YJ-2
硼砂25,硼酸75
766
YJ-6
硼砂15,硼酸80,CuF25
—
YJ-7
硼砂50,硼酸35,KF15
—
650~850
QJ101
H3BO330~31
KBF468~71
500
550~850
银基钎料钎焊铜及铜合金、合金钢、不锈钢和高温合金等的钎剂,能有效的清除各种氧化物,促进钎料漫流,但易吸潮。钎焊后用质量分数为15%的柠檬酸水溶液刷洗钎焊的接头处,以防止残余焊剂的腐蚀
QJ102
KF(脱水)40~44
B2O3(硼干)33~37
KBF421~25
550
600~850
QJ103
KBF4>95
K2CO3<5
530
550~750
QJ104
Na2B4O749~51
H3BO334~36
KF 14~16
650
650~850
银基钎料炉中钎焊铜及铜合金、钢和不锈钢等,能有效的清除各种金属的氧化物,促进钎料漫流,易吸潮
钎剂及其选用方法

钎剂及其选用方法钎剂是钎焊时使用的熔剂,它的作用是清除钎料和母材表面的氧化物,并保护焊件和液态钎料在钎焊过程中免于氧化,改善液态钎料对焊件的润湿性。
对于大多数钎焊方法,钎剂是不可缺少的。
一、对钎剂的基本要求(1)钎剂应具有足够的去除母材及钎料表面氧化物的能力。
(2)钎剂的熔点及最低活性温度应低于钎料的熔点。
(3)钎剂在钎焊温度下具有足够的润湿性。
(4)钎剂中各组分的气化(蒸发)温度应比钎焊温度高,以避免钎剂挥发而丧失作用。
(5)钎剂以及清除氧化物后的生成物,其密度均应尽量小,以利于浮在表面,不在钎缝中形成夹渣。
(6)钎剂及其残渣对钎料及母材的腐蚀性要小。
(7)钎剂的挥发物应当无毒性。
(8)钎焊后,残留钎剂及钎焊残渣应当容易清除。
二、软钎剂软钎剂是在450℃以下进行钎焊用的钎剂,分为以下两大类:(一)非腐蚀性软钎剂这种钎剂化学活性比较弱,对母材几乎无腐蚀作用。
松香、胺、有机卤化物等都属于非腐蚀性软钎剂。
松香是最常用的钎剂,一般以粉末或以酒精、松节油溶液的形式使用。
松香钎剂只能在300℃以下使用,超过此温度时将碳化而失效。
通常加入活性物质配成活性松香钎剂,以提高其去除氧化物的能力。
(二)腐蚀性软钎剂这种钎剂化学活性强,热稳定性好,可用于黑色金属及有色金属的钎焊,但是钎焊后的残留物必须彻底洗净。
常用的腐蚀性软钎剂见表7—13。
表7—13 常用的腐蚀性软钎剂牌号组分(质量分数)(%) 应用范围RJ 1 氯化锌40,水60钢、铜、黄铜和青铜RJ 3 氯化锌40,氯化铵5,水55钢、铜、黄铜和青铜RJ 5 氯化锌25,盐酸(密度1.198/cm3)25,水50不锈钢、碳素钢、铜合金RJ 8 氯化锌65,氯化钾14,氯化钠11,氯化铵10铜及铜合金三、硬钎剂硬钎剂是在450℃以上进行钎焊用的钎剂,常用的硬钎剂组分及用途见表7—14。
表7—14 常用的硬钎剂组分及用途牌号组分(质量分数)(%)钎焊温度(℃)用途YJ1 硼砂100 800~1150 用铜基钎料钎焊碳素钢、铜、铸铁、硬质合金等YJ2 硼砂25,硼酸75 850~1150YJ7 硼砂50,硼酸35,氟化钾15 650~850用银基钎料钎焊钢、铜合金、不锈钢和高温合金YJ8 硼砂50,硼酸10,氟化钾40 >800 用铜基钎料钎焊硬质合金QJ -101 QJ -10 2 硼酐30,氟硼酸钾70氟化钾42,硼酐35,氟硼酸钾23550~850650~850用银基钎料钎焊铜及铜合金、钢,不锈钢和高温合金201 硼酐77±1,脱水硼砂12±1,氟化钙10±0.5 850~1150用铜基钎料或镍基钎料钎焊不锈钢和高温合金QJ 105 氟化镉29~31,氯化锂24~26,氯化钾24~26,氯化锌13~16,氯化铵4.5~5.5450~600钎焊铜及铜合金黑色金属常用的硬钎剂是硼砂、硼酸及其混合物。
铝钎焊剂(DF-1)

铝钎焊剂(DF-1)1)简介DF-1这种焊剂化学名称:氟铝酸钾;化学分子式:KAlF4;性状:白色的结晶粉末,主要化学成份为KF-AlF3二元系低共晶点组成;无毒无味、无污染,长期存放不吸潮,不变质。
产品特点:钎剂可以完全熔化,且清亮透明,并可清除铝表面的氧化膜;扩散迅速,漫流均匀,渗透性强,润湿工艺性能良好;焊接表面光洁,不留残渣,不发黑,不用清洗;焊接后在产品表面形成均匀的薄膜,无腐蚀性,具有良好的防腐性。
用途:应用于铝-铝、铝-铝合金等钎焊中,广泛用于汽车铝质热交换器、中冷器、水箱、冷凝器、蒸发器和加热器散热部件等。
2)DF-1焊剂的优点我们焊剂是白色粉末状焊剂,有如下优点:(1)没有任何吸湿性,不与水分和铝发生化学反应(2)混合在水中成为浆状时,极少溶解于水(3)在560℃以下温度时保持固体状态,而温度大约为570-580℃时开始变成液体状态(4)在熔融阶段,焊剂被熔化并破坏氧化膜(5)在熔融阶段,我们焊剂的扩展性和渗透性大大优于含氯焊剂(6)焊接完成后,铝的表面上形成的焊接层不具有腐蚀性3)焊接条件焊接的一般条件如下:(1)焊剂量~5g/m2(2)焊接气氛: 氮气气氛 (1atm)(3)露点: -40℃(4)氧气浓度:100ppm以下(5)焊接温度:600±10℃4)焊剂残渣在焊接阶段, 熔化和凝固的焊剂在产品的表面上形成了一层微米厚的残渣皮膜,因为它具有非腐蚀性,所以不需在焊接完成后清洗。
这个残渣层具有如下特性:(1)无任何吸湿性。
(2)在水溶剂中不发生水解。
(3)具有亲水和亲脂性,如需喷漆或喷粉,则不需进一步的表面处理。
(4)残余涂层具有极其微小的(几微米)的凹槽和凸起。
(5)即使反复加热、冷却及干燥和潮湿,不会出现碎裂,耐久性很好。
(6)无任何腐蚀性并且还有部分抗腐蚀效力。
5)实际用途(1)脱脂及清洗工程(2)焊剂的涂敷工程(3)干燥工程(4)钎焊设备6)环保技术(1)排水处理:我们焊剂的焊接工序如下:A、焊剂的涂敷工程 -- 封闭系统,B、焊接完成后,不需要清洗工程,因此,用我们的焊剂不需要排水处理工程。
钎焊手册2

第二章:硬钎焊2.1铝及铝合金的钎焊铝及铝合金密度较小,一般在2.7±0.1g/㎝3之间,对于铝合金则视其中重金属或轻金属的含量而密度略有起伏。
纯铝的电导率与退火铜相比约为后者的60%,铝合金则约为50%,含Mg量高的铝合金其比电导率则还要低一些。
铝合金的热力学性质一般比较接近,比热容在0.9J/g·℃(20℃)左右,线膨胀系数在23μm/m·℃左右,与纯铜、黄铜、钢相比比较大。
2.1.1铝及铝合金的钎焊性纯铝和铝锰合金的硬钎焊性最好,表面氧化物可以用钎剂清除。
对于铝镁合金来讲,其钎焊性受到含镁量的影响。
当含镁量ω(Mg)﹥1.5%时,随着含镁量的增加,钎焊性变坏;当含镁量ω(Mg)﹥2.5%时,钎焊困难,不推荐用钎焊方法来连接。
硬铝的钎焊性很差,主要问题是发生过烧。
以LY12为例,加热温度超过505℃后,由于发生过烧,合金的强度和塑性均显著下降,因此,钎焊温度必须控制在505℃以下。
由于缺少合适的钎料,导致其钎焊性很困难。
LC4超硬铝在温度超过470℃时就发生过烧,故除采用快速加热的钎焊方法(如浸渍钎焊)外,不宜进行硬钎焊。
锻铝合金中LD2硬钎焊性比较好。
它的固相线温度为593℃,故应在低于590℃的炉中进行钎焊为宜。
LD6合金的含镁量也不高,对焊接性没有影响。
但它的固相线温度在555℃左右,因此过烧的敏感性比LD2大得多。
LD6的硬钎焊温度以500~550℃为宜,但在600℃以下进行的浸渍钎焊,对其力学性能无不良影响。
这是由于浸渍钎焊加热速度快,过烧过程来不及发展。
LD9、LD10合金虽然含镁量并不高,但其固相线温度低而使钎焊困难。
ZL102铸铝合金是非热处理强化合金,固相线温度577℃,故必须在低于577℃温度下钎焊。
由于它的含硅量高,使钎料难以润湿。
ZL202铸铝合金含铜量比较高,固相线温度低,钎焊温度高于550℃就容易出现过烧现象,因此难以钎焊。
ZL301铸铝合金由于含镁量高,不能钎焊。
几种铝用钎剂的比较
商用的 A 1 F 一 C s F钎剂作对 比, 分别 与 A 1 . A g — c u , A l - s i — z n , A 1 . S i . C u . N i 3种 自制 铝钎 料组 合构 成 9种 组 配 。研
究 了不 同钎剂 对 3种 常见 A l 用 钎 料 润湿 性及 钎 焊 A I /
A l 接头 性能 的影 响 。 1 试 验 内容及 方法 1 . 1 钎 剂
1 1 . 8 %的共晶点 E : 熔 点最低 , 为5 3 4 ; 刘赞等人 l 2 J
在 K F — A 1 F 钎剂基 础 上 , 添 加 第 3组 元 K B r降低 了熔 点, 获 得 了低 熔 点 的无 腐 蚀 性 钎 剂 , 当K B r =2 0 %( 质
比较 差 , 其 首 要 原 因在 于铝 表 面 生 成 一 层 致 密 且 化 学 稳定 性高 的氧 化膜 , 难 以去 除 。近 年来 , N o c o l o k ( A 1 F .
s z r ) 钎剂因其具有无腐蚀性和不溶性迅速发展起来 , 但 由于该钎 剂熔 点较 高 ( 5 5 7 q C) , 限制 了其适 用范 围。 近年来 国内外 大量文献讨论 了关于 N o c o l o k钎剂 的改进技术 , 研究较 多的是在制备过程 中加入更多种 盐, 以期改进钎 剂 的性能。胡 佳等人_ l 向A 1 F . K F中 添加 K C 1 , 得到一系列共 晶点成分 , 其 中成分为 A 1 F =
俘 掳 钎焊专题
几 种 铝 用 钎 剂 的 比较
北京科技 大学 材 料科 学与 工程 学院 ( 1 0 0 0 8 3 ) 珠 海 格 力 电 器 有 限 公 司( 5 1 9 0 7 0 )
NOCOLOK-钎

嵌角测试
颜色测试
磁性颗粒测试
黑色残余物测试
包装
纤维桶,内衬PE薄膜,净重40KG。
金属桶,内衬PE薄膜,净重135KG。
大塑料OK.钎剂
产品说明 NOCOLOK.钎剂是一种适用于铝合金氮气保护钎焊、手工火焰焊接和高频感应焊接的助焊剂。
物理性质
化学名称: 氟铝酸钾
CAS编号: 60304-36-1
分子式: K1-3ALF4-6
外观: 白色粉末
密度(20℃): 2.8g/cm3
松密度: 350-550g/L
熔点: 565-572℃
水溶解度(20℃): 4.5g/L
颗粒度分布: 50%的颗粒分布于2-6微米的范围内
规 格
钾: 28-31%
铝: 16-18%
氟: 49-53%
铁: 最大0.03%
钙: 最大0.2%
热损失: 最大2.0%
作用机理 NOCOLOK.钎剂熔化后能迅速去除铝表面的氧化膜,促进钎料通过毛细作用流动到焊缝形成焊接。
铝钎焊剂牌号

铝钎焊剂牌号
铝钎焊剂是一种在铝及铝合金焊接过程中广泛使用的焊接材料。
其中,不同牌号的铝钎焊剂具有不同的成分和特性,适用于不同的焊接需求和工艺条件。
一种常见的铝钎焊剂牌号为氟铝酸钾,化学分子式为KAlF4。
这种焊剂以白色的结晶粉末形态存在,其主要化学成份为KF-AlF3二元系低共晶点组成。
氟铝酸钾焊剂具有无毒无味、无污染的特点,并且在长期存放过程中不会吸潮、不变质。
在焊接过程中,它能够完全熔化,清亮透明,有效地清除铝表面的氧化膜。
同时,其扩散迅速,漫流均匀,具有良好的润湿工艺性能。
焊接完成后,焊缝表面光洁,无需清洗,且形成的焊接层具有防腐性。
除了氟铝酸钾外,还有其他牌号的铝钎焊剂,如EL3000铝钎剂等。
这些焊剂可能具有不同的成分和特性,但通常都具有良好的去氧化膜能力、润湿性和流动性,以确保高质量的焊接效果。
在选择合适的铝钎焊剂牌号时,需要考虑母材的成分、焊接工艺条件、焊接质量要求以及环保要求等因素。
总的来说,铝钎焊剂牌号的选择对于确保铝及铝合金焊接质量至关重要。
不同牌号的焊剂具有不同的特性和适用范围,因此在实际应用中需要根据具体需求进行选择。
同时,随着科技的不断进步和焊接工艺的发展,未来可能会有更多新型、高效的铝钎焊剂问世,为铝及铝合金的焊接提供更多选择。
硬钎剂的成分
牌 号
化 学 成 分 / %
熔点
/℃
钎焊温度
/℃
特 点 及 用 途
YJ-1
硼砂100
741
850~1150
现有硬钎剂主要是以硼砂、硼酸以及它们的混合物作基体,为了得到合适的熔点,增强去除氧化物的能力,而由添加的各种碱金属或碱土金属的氟化物、氟硼酸盐等组成,硼砂或硼砂与硼酸的混合物主要用于铜基钎料钎焊铜及铜合金、碳素钢等
201
(前苏联)
H3BO380
Na2B4O714.5 CaF25.5
-
850~1150
铜基钎料钎焊不锈钢、合金钢、高温合金等
284
(前苏联)
KF(脱水) 35
KBF442 B2O323
-
500~850
银基钎料钎焊铜及铜合金、合金钢、不锈金刚和高温合金等
FB101
硼酸30,氟硼酸钾70
550~850
银钎料钎剂
YJ-6
硼砂15,硼酸80,CuF25
-
YJ-7
硼砂50,硼酸35,KF15
-
650~850
QJ101
H3BO330~31
KBF468~71
500
550~850
银基钎料钎焊铜及铜合金、合金钢、不锈钢和高温合金等的钎剂,能有效地清除各种氧化物,促进钎料漫流,但易吸潮。钎焊后用质量分数为15%的柠檬酸水溶液刷洗钎焊的接头处,以防止残余钎剂的腐蚀
FB102
无水氟化钾42,氟硼酸钾25,
硼酐35
600~850
应用最广的银钎料钎剂
FB103
氟硼酸钾>95,碳酸钾<5
550~750
用于银铜锌镉钎料
FB104
201铝钎剂成分表

201铝钎剂成分表摘要:1.铝钎剂概述2.201铝钎剂的成分3.201铝钎剂的应用领域4.201铝钎剂的性能优势5.201铝钎剂的采购与存储注意事项正文:一、铝钎剂概述铝钎剂是一种在金属焊接过程中广泛应用的钎剂,主要用于铝及铝合金的钎焊。
它具有良好的焊接性能和稳定性,可以提高焊接质量,减少焊接缺陷。
二、201铝钎剂的成分201铝钎剂主要由以下成分组成:1.铝:作为钎剂的主要成分,铝可以与钎料形成液态金属池,提高钎焊质量。
2.氟化物:氟化物具有良好的活性,能加速钎焊过程中的氧化膜去除,提高焊接速度。
3.氯化物:氯化物有助于降低钎剂的熔点,使其在焊接过程中更容易熔化。
4.钠:钠可以改善钎剂的流动性和润湿性,提高焊接质量。
5.钾:钾具有脱氧作用,有助于消除焊接过程中的氧化物夹渣。
三、201铝钎剂的应用领域201铝钎剂广泛应用于铝及铝合金的焊接,如汽车、航空航天、电子产品等领域。
它可以适用于多种焊接方法,如TIG焊、MIG/MAG焊、电阻焊等。
四、201铝钎剂的性能优势1.良好的焊接性能:201铝钎剂具有较低的熔点和良好的活性,能快速去除氧化膜,提高焊接速度。
2.焊接质量稳定:201铝钎剂能有效降低焊接过程中缺陷的产生,提高焊接质量。
3.广泛的适用性:201铝钎剂适用于多种铝合金和焊接方法,具有较高的通用性。
4.环保性能:201铝钎剂无毒、无污染,符合绿色环保要求。
五、201铝钎剂的采购与存储注意事项1.采购时,应选择正规厂家生产的201铝钎剂,确保产品质量。
2.存储时,应将201铝钎剂放置在干燥、通风、避光的环境中,远离火源和热源。
3.避免201铝钎剂与皮肤、眼睛等敏感部位接触,如不慎接触,应立即用清水冲洗。
4.使用201铝钎剂时,应按照焊接工艺要求进行操作,确保焊接质量。
总之,201铝钎剂作为一种优质的焊接材料,具有良好的焊接性能和广泛的适用性。
201铝钎剂成分表
201铝钎剂成分表【最新版】目录1.引言2.201 铝钎剂的定义和作用3.201 铝钎剂的成分及其功能4.结论正文【引言】在铝制品焊接领域,钎剂的选择和使用至关重要,因为它直接影响到焊接效果和焊缝质量。
201 铝钎剂是一种常用的铝焊接钎剂,广泛应用于各种铝及铝合金的焊接过程中。
本文将对 201 铝钎剂的成分进行分析,以帮助读者更好地了解这种钎剂的特性和应用。
【201 铝钎剂的定义和作用】201 铝钎剂是一种以铝为主要成分的钎剂,其型号中的“201”表示钎剂的熔点范围,一般为 201±5℃。
在焊接过程中,钎剂的作用是在焊接接头处形成一个熔融的金属池,使焊接材料和母材在高温下相互融合。
此外,钎剂还具有保护焊接区域、防止氧化和改善焊缝成形等作用。
【201 铝钎剂的成分及其功能】201 铝钎剂的主要成分包括以下几种:1.铝(Al):作为钎剂的主要成分,铝在钎剂中起到降低熔点、提高焊缝流动性和促进焊缝成形的作用。
2.硅(Si):硅是钎剂中的重要元素,可以提高钎剂的粘度和流动性,有助于焊缝的成形和充填。
3.铜(Cu):铜具有良好的导热性能和导电性能,可以提高焊缝的强度和硬度,同时改善钎剂的抗氧化性能。
4.镁(Mg):镁可以提高钎剂的活性,促进焊缝的成形和充填,同时提高焊缝的抗拉强度和抗冲击性能。
5.锌(Zn):锌在钎剂中主要起到降低熔点和改善焊缝成形的作用,同时还具有一定的抗氧化性能。
6.锰(Mn):锰可以提高钎剂的硬度和抗拉强度,同时改善焊缝的抗拉强度和抗冲击性能。
7.铍(Be):铍是一种微量元素,可以显著提高钎剂的流动性和焊缝的抗拉强度。
【结论】201 铝钎剂是一种以铝为主要成分的钎剂,广泛应用于铝及铝合金的焊接过程中。
通过合理的成分配比,201 铝钎剂可以有效降低熔点,提高焊缝的流动性和抗拉强度,同时具有良好的抗氧化性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氟化物
钎剂
KF 39,AlF356
ZnF20.3
KCl14.7
540
-
是我国近年来新研制的钎焊铝用钎剂,活性期为30s,耐腐蚀性好。可为粉状,也可调成糊状,配合钎料400适用于手工、炉中钎焊
129A
-
LiCl-NaCl-KCl-
ZnCl2-CdCLeabharlann 2-LiF550-
可用于LY12、LF2铝合金火焰钎焊
铝用硬钎剂成分、特点及用途
牌号
名称
化学成分/%
熔点
/℃
钎焊
温度℃
特 点 及 用 途
QJ201
铝钎焊
钎剂
LiCl24~35
KCl47~51
ZnCl26~10
NaF9~11
420
450~620
极易吸潮,能有效地去除Al2O3膜,促进钎料在铝合金上漫流。活性极强,适用于在450~620℃温度范围火焰钎焊铝及铝合金,也可用于某些炉中钎焊,是一种应用较广的铝钎剂,工件须预热至550℃左右
171B
-
LiCl-NaCl-KCl-
TiCl-LiF
490
-
No.17
(YT17)
-
LiCl41,KCl 51
KF·AlF38
-
500~560
适用于浸沾钎焊
-
-
LiCl34,KCl 44
NaCl12,
KF·AlF310
-
550~620
QF
氟化物共晶钎剂
KF 42,AlF358
(共晶)
562
>570
具有“无腐蚀”的特点,纯共晶(KF-AlF3)钎剂可用于普通炉中钎焊,火焰钎焊纯铝或LF21防锈铝
QJ202
铝钎剂
LiCl40~44
KCl26~30
ZnCl219~24
NaF5~7
350
420~620
极易吸潮,活性强,能有效地去除Al2O3膜,可用于火焰钎焊铝及铝合金,工件须预热至450℃左右
QJ206
高温铝
钎剂
LiCl31~26
KCl31~33
ZnCl7~9
SrCl225
LiF10
540
550~620
Y-1型
高温铝
钎剂
LiCl18~20
KCl45~50
NaCl10~12
ZnCl7~9
NaF8~10
AlF33~5
PbCl31~1.5
-
580~590
氟化物-氯化物型高温铝钎剂。去膜能力极强,保持活性时间长,适用于氧-乙炔火焰钎焊。可顺利地钎焊工业纯铝、LF21、LF1、LD2、ZL12等,也可钎焊LY11、LF2等较难焊的铝合金,若用煤气火焰钎焊,效果更好
高温铝钎焊钎剂,极易吸潮,活性强,适用于火焰或炉中钎焊铝及铝合金,工件须预热至550℃左右
QJ207
高温铝
钎剂
KCl43.5~47.5
CaF21.5~2.5
NaCl18~22
LiF2.5~4.0
LiCl25~29.5
ZnCl1.5~2.5
550
560~620
与Al-Si共晶类型钎料相配,可用于火焰或炉中钎焊纯铝、LF21及LD2等,能取得较好效果。极易吸潮,耐腐蚀性比QJ201好,黏度小,湿润性强,能有效地破坏Al2O3膜,焊缝光滑