MY7140 卧轴矩台平面磨床电路图(合信源)
任务四 M7120型平面磨床的电气控制电路

任务四 M7120型平面磨床的电气控制电路
2)砂轮架的升降运动 砂轮升降电动机使拖板沿立柱导 轨上下移动,用以调整砂轮位置。
任务四 M7120型平面磨床的电气控制电路
3)工作台和砂轮的往复运动 此往复运动是靠液压泵电动机进行液压 传动,液压传动较平稳,能实现无级调速, 换向时惯性小,换向平稳。
任务四 M7120型平面磨床的电气控制电路
2.电气控制要求 (1)砂轮电动机、液压泵电动机、冷却泵电动机都只要求单方向旋转,砂轮升降电动机需正、反向旋转。 (2)冷却泵电动机应随砂轮电动机起动而起动,当不需要冷却液时,可单独关断冷却泵电动机。 (3)在正常磨削加工中,若电磁吸盘吸力不足或吸力消失,砂轮电动机与液压泵电动机应立即停止工作,以 防工件被砂轮切向力打飞而发生人身和设备事故。当不加工,即电磁吸盘不工作时,应允许砂轮电动机与 液压泵电动机起动,以便机床做调整运动。 (4)电磁吸盘励磁线圈具有吸牢工件的正向励磁、松开工件的断开励磁及抵消剩磁便于取下工件的反向 励磁控制环节。 (5)具有完善的保护环节。各电路的短路保护,各电动机的长期过载保护,零电压、欠电压保护,电磁吸盘 吸力不足的欠电流保护,以及电磁吸盘线圈断开直流电流时产生高电压而危及电路中其他电气元件的过 电压保护等。 (6)具有机床安全照明与工件去磁控制环节。
任务四 M7120型平面磨床的电气控制电路
在床身上固定有立柱,在立柱右侧有导轨,沿立柱导轨上装有滑座,滑座可做上下移动,由垂直进刀手轮 操纵。滑座下方有导轨,其上装有砂轮箱,砂轮箱可沿滑座水平导轨做横向移动。砂轮箱有砂轮轴,其上 安装砂轮,并由装入式砂轮电动机驱动,实现砂轮的旋转运动。砂轮箱横向移动可由横向移动手轮操纵, 也可由滑座内部的液压传动机构操纵做连续或间断移动。连续移动用于调节砂轮位置或整修砂轮,间 断移动则用于进给。 砂轮的旋转运动是主运动。进给运动有垂直进给、横向进给、纵向进给3种方式。垂直进给是滑座在 立柱上的上下运动;横向进给是砂轮箱在滑座上的水平运动;纵向进给是工作台沿床身的往复运动。工 作台每完成一次往复运动,砂轮箱便做一次间断性的横向进给。当加工完整个平面后,砂轮箱做一次间 断性的垂直进给。 平面磨床的辅助运动有砂轮箱在滑座水平导轨上的快速横向移动、滑座沿立柱上的垂直导轨做快速 垂直移动,以及工作台往复运动速度的调整等。
M7120平面磨床电气线

授课人:马吉安
一、常用电气设备故障排除方法
1、电阻法
2、电压法
一、磨床的主要结构及运动形式
ቤተ መጻሕፍቲ ባይዱ
(1)主要结构 由床身、工作台、磨头、立 柱、拖板、行程档块、砂轮修正器、驱动 工作台手轮、垂直进给手轮、横向进给手 轮等组成。
(2)运动形式
M7120型平面磨床共有四台电动机。砂轮 电动机直接带动砂轮旋转,对工件进行磨 削加工是平面磨床的主运动。砂轮升降电 动机使拖板在立柱导轨上作垂直运动,要 求能双向启动。液压泵电动机进行液压传 动用来带动工作台和砂轮的往复运动,由 于液压传动较平稳,换向时惯性小、平稳、 无振动,所以能实现无级平稳调速,从而 保证加工精度。冷却—泵电动机供给砂轮 和工件加工时所需的冷却液。
电路中电阻R和电容.C是组成一个放电回 路,当电磁吸盘在断电瞬间,由于电磁感 应作用,将拿在YH两端产生一个很高的自 感电动势,如果没有RC放电回路,电磁吸 盘线圈及其他电器的绝缘将有被击穿的危 险。
欠电压继电器并联在整流电源两端,当直 流电压过低时,欠电压继电器立即释放, 使液压泵电动机1M和砂轮电动机2M立即 停转,从而避免由于电压过低使YH吸力不 足而导致工件飞出造成事故。
2、机床对电气线路的主要要求
机床对砂轮电动机、液压泵电动机和冷却 液泵电动机只要求单向运转,而对砂轮升 降电动机要求能双向运转.为保证安全生产, 电磁吸盘与液压泵、砂轮、冷却泵三台电 动机间应有电气联锁装置,当电磁吸盘不 工作或发生故障时,三台电动机均不能启 动。
二、冷却液泵电动机只有在砂轮电动机工 作时才能够启动。 电磁吸盘要求有充磁和退磁功能。 指示电路应能正确反映四台电动机和电 磁吸盘的工作情况。
M7120型平面磨床的电气控制电路及工作原理
M7120型平面磨床的电气控制电路及工作原理磨床是用磨具和磨料(如砂轮、砂带、油石、研磨剂等)对工件的表面进行磨削加工的一种机床,它可以加工各种表面,如平面、内外圆柱面、圆锥面和螺旋面等。
通过磨削加工,使工件的形状及表面的精度、光洁度达到预期的要求;同时,它还可以进行切断加工。
根据用途和采用的工艺方法不同,磨床可以分为平面磨床、外圆磨床、内圆磨床、工具磨床和各种专用磨床(如螺纹磨床、齿轮磨床、球面磨床、导轨磨床等),其中以平面磨床使用最多。
平面磨床又分为卧轴和立轴、矩台和圆台四种类型,下面以M7130型卧轴矩台平面磨床为例介绍磨床的电气控制电路。
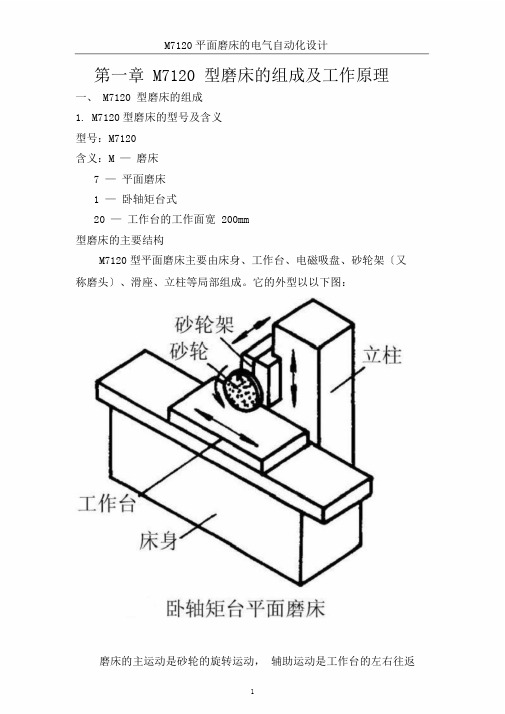
M7130型平面磨床型号的含义为一、平面磨床的主要结构和运动形式M7120型卧轴矩形工作台平面磨床的主要结构包括床身、立柱、滑座、砂轮箱、工作台和电磁吸盘,如图7—4所示。
磨床的工作台表面有T型槽,可以用螺钉和压板将工件直接固定在工作台上,也可以在工作台上装上电磁吸盘,用来吸持铁磁性的工件。
平面磨床进行磨削加工的示意图如图7—5所示,砂轮与砂轮电动机均装在砂轮箱内,砂轮直接由砂轮电动机带动旋转;砂轮箱装在滑座上,而滑座装在立柱上。
图7-4 M7130卧轴矩台平面磨床结构示意图磨床的主运动是砂轮的旋转运动,而进给运动则分为以下三种运动。
(1)工作台(带动电磁吸盘和工件)作纵向往复运动;(2)砂轮箱沿滑座上的燕尾槽作横向进给运动;(3)砂轮箱和滑座一起沿立柱上的导轨作垂直进给运动。
图7-5 磨床的主运动和进给运动示意图二、平面磨床的电力拖动形式和控制要求M7120型卧轴矩台平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求是:(1)砂轮由一台笼型异步电动机拖动,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有电气调速的要求,也不需要反转,可直接起动。
(2)平面磨床的纵向和横向进给运动一般采用液压传动,所以需要由一台液压泵电动机驱动液压泵,对液压泵电动机也没有电气调速、反转和降压起动的要求。
常用磨床控制电路设计1.M7120型平面磨床控制程序设计

【任务目标】
了解M7120型平面磨床 的控制原理。
1
能设计出基于PLC控制 的M7120型平面磨床的 控制电路。
能编写M7120型平面
3
2
磨床的控制程序。
【任务实施】
一、建立I/O分配表
列出M7120型平面磨床PLC的输入/输出点分配表,见表11-5-1所示。
输入信号 名称 电压继电器 总停止按钮 液压泵电动机M1停止按钮 液压泵电动机M1启动按钮 砂轮机M2停止按钮 砂轮机M2启动按钮 代号 KV SB1 SB2 SB3 SB4 SB5 输入点编号 X000 X001 X002 X003 X004 X005 名称 液压泵电动机M1接触器 砂轮机M2接触器 砂轮上升接触器 砂轮下降接触器 电磁吸盘充磁接触器 电磁吸盘退磁接触器 输出信号 代号 KM1 KM2 KM3 KM4 KM5 KM6 输出点编号 Y000 Y001 Y002 Y003 Y004 Y005
【任务实施】
三、编写控制程序
M7120型平面磨床PLC指令语句表如图11-5-4(b)所示。
图11-5-4(b)
M7120型平面磨床PLC指令语句表
XXXXX XXXXX
COM1 Y0 Y1 Y2 Y3 COM2 Y4 Y5 Y6 KM5 KM6 KM7 KM1 KM2 KM3 KM4 AC380V
图11-5-3
M7120型平面磨床PLC控制接线图
【任务实施】
三、编写控制程序
M7120型平面磨床PLC控制梯形图如图11-5-4(a)所示。
图11-5-4 (a) M7120型平面磨床PLC控制梯形图
按下按钮SB8,接触器KM5闭合,电磁吸盘YH充磁; 按下按钮SB9,电磁吸盘YH停止充磁;按下按钮SB10, 接触器KM6闭合,电磁吸盘YH点动退磁。
M7120平面磨床的电气自动化设计
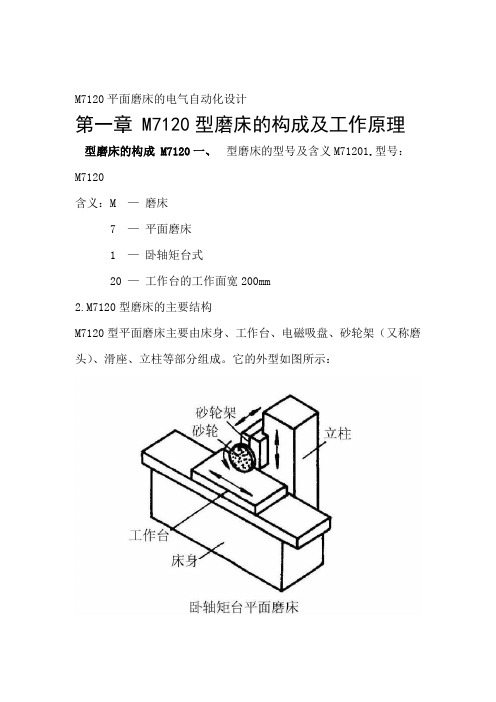
M7120平面磨床的电气自动化设计第一章 M7120型磨床的构成及工作原理型磨床的构成 M7120一、型磨床的型号及含义M71201.型号:M7120含义:M —磨床7 —平面磨床1 —卧轴矩台式20 —工作台的工作面宽200mm2.M7120型磨床的主要结构M7120型平面磨床主要由床身、工作台、电磁吸盘、砂轮架(又称磨头)、滑座、立柱等部分组成。
它的外型如图所示:磨床的主运动是砂轮的旋转运动,辅助运动是工作台的左右往返1M7120平面磨床的电气自动化设计运动和砂轮架的前后上下进给运动。
工作台的往返运动采用液压传动,能保证加工精度。
砂轮升降电动机使砂轮在立柱导轨上作垂直运动,用以调整砂轮与工件位置。
3.控制要求(1)砂轮的旋转用一台三相异步电机拖动,要求单向连续运行。
(2)砂轮电动机、液压泵电动机和冷却泵电动机都只要求单向旋转。
(3)砂轮升降电动机要求能正反转控制。
(4)冷却泵电动机只有在砂轮电动机起动后才能起动。
(5)电磁吸盘应有充磁和去磁控制环节。
二、M7120型磨床的工作原理1.M7120型磨床电气控制线路图见附图2.主电路工作原理主电路中有四台电动机,分别为液压泵电动机M1、砂轮电动机M2、冷却泵电动机M3和砂轮升降电动机M4,它们的短路保护均由熔断器FU1实现。
热继电器FR1、FR2、FR3分别为M1、M2、M3的过载保护。
液压泵电动机M1只需要单向旋转,由接触器KM1控制。
由于冷却泵电动机M3必须在砂轮电动机M2运转后才能起动,所以由同一个接触器KM2控制。
砂轮升降电动机M4由接触器KM3和KM4控制,要求能正反转,由于M4是点动短时运转,故未设过载保护。
3.控制电路工作原理(1)液压泵电动机M1的控制若电源电压正常,由变压器TC副绕组提供135V交流电压,经桥式整流器VC整流后得到110V直流电压,使欠电压继电器KV线圈得电吸合,其常开触头KV闭合,为电动机的起动作好准备。
若电源电压偏低,KV不能可靠工作,则四台电动机均不能起动。
M7120型平面磨床电气控制线路分析2概要
返回
砂轮升降电动机M4的控制 其控制电路位于 11 区, 12 区,采用点动控制。 砂轮上升控制过程为:按下 SB6,SB6动作KM3线圈(得电吸合) KM3主触头闭合,M4 起动正转运转,砂轮上升。当砂轮上升
到预定位置时,松开 SB6 ,SB6复位断开,KM3线圈(失电释
放),KM3主触头断开, M4 停转,砂轮停止上升。 砂轮下降控制过程为:按下 SB7,SB7动作,KM4线圈(得电 吸合)KM4主触头闭合,M4 起动反转运转,砂轮下降。 当砂轮下降到预定位置时,松开 SB7,SB7复位断开,KM4线
圈(失电释放),KM4主触头断开,M4停转,砂轮停止下降。
返回
本次课重点知识
1、砂轮升降电动机的控制 2、照明电路和指示电路的控制
返回
本次课结束,谢谢!
作业:
上网查询,了解平面磨床的结构及运
动形式
M7120型平面磨床的电气控制线路分析
学
校:承德技师学院
授课人:李凤梅 时 间:2013.12
复习:1.液压泵电动机的控制过程
2.冷却泵电动机的控制过程
返回
M7120平面磨床电气控制线路
返回
返回
新课:
控制电路分析
液压泵 电动机 M1
砂轮电动
பைடு நூலகம்
冷却泵电 动机M3
砂轮升降 电动机M4
机M2
照明和指 示电路
返回
砂轮升降电动机M4的控制
由于砂轮升降是短时间工作,所以砂轮电动机M4的控制 是点动正反转控制
返回
五个指示灯的作用是: HLl亮,表示控制电路的电源正常;不亮, 表示电源有故障。 HL2亮,表示工作台电动机M1处于运转状态, 工作台正在进行往复运动;不亮,表示Ml停 转。 HL3亮,表示砂轮电动机M2及冷却泵电动机 M3处于运转状态;不亮,表示M2、M3停转。 HL4亮,表示砂轮升降电动机M4处于升降工 作状态,不亮,表示M4停转。 HL5亮,表示电磁吸盘YH处于工作状态(充 磁和去磁);不亮,表示电磁吸盘未工作。 EL为照明灯,有QS2控制 注:这幅图与我们实际的图有点不同。在实际 的图中,HL3、HL4表示砂轮电动机M2及冷却 泵电动机M3处于运转状态, HL5、HL6表示升 降电机的运转,HL7表示电磁吸盘工作状态。
M7120平面磨床电路图

1
电源开关 及保护蜂鸣器
液压泵 电动机
砂轮 电动机 冷却泵 电动机
砂轮升降 电动机
电源控制
液压泵 控制 砂轮冷却及 整流电路
砂轮 上升
下降 电磁吸盘
充磁 去磁信 号 灯
液压泵停 液压泵起砂轮冷却停 砂轮冷却起砂轮停止砂轮起动
去磁
退磁
电磁吸盘
时间继电器
M7120平面磨床检修实训台电气原理图
M7120平面磨床检修实训台电气安装位置图
2
3
TC L1
L2L3
电源开关 及保护 液压泵 电动机
砂轮 电动机 冷却泵 电动机
砂轮升降 电动机
电源控制
液压泵 控制 砂轮冷却及 整流电路
砂轮 上升
下降 电磁吸盘
充磁 去磁信 号 灯
液压泵停 液压泵起砂轮冷却停 砂轮冷却起砂轮停止砂轮起动
去磁
退磁
电磁吸盘
时间继电器蜂鸣器
M7120平面磨床检修实训台电气故障位置图。
M7120型平面磨床电气原理图分析(教学设计)
M7120型平面磨床电气原理分析
适用专业:电子技术应用电气技术应用
电气自动化设备安装与维修
使用范围:机床电电器控制技术(理论+实习)
课时:2课时
撰写时间:2014年9月
M7120型平面磨床电气原理分析【教学目标】
知识目标:能分析M7120平面磨床电气原理图
能力目标:根据磨床故障现象能分析出故障原因。
情感目标:激发学生探索未知的兴趣和积极性,得到利用知识解决问题的成就感。
【教学手段】
1.教学场地:课程教室
2.教学手段:多媒体信息化辅助教学
【教学方法】
1.项目教学
2.理实一体化教学
【教学过程设计】。
M7120型平面磨床的电气控制电路及工作原理
M7120型平面磨床的电气控制电路及工作原理M7120型平面磨床主要由主线路、控制线路、照明及指示灯线路及电磁工作台线路等组成,如图8.4所示。
下面按线路的几大部分分别对其工作原理及用途作简单介绍。
图8.4M7120型平面磨床的电气控制电路M7120型平面磨床的主线路有四台电动机,M1为液压泵电动机,它在工作中起到工作台往复运动的作用;M2是砂轮电动机,可带动砂轮旋转起磨削加工工件作用;M3电动机做辅助工作,它是冷却泵电动机,为砂轮磨削工作起冷却作用;M4为砂轮机升降电动机,用于调整砂轮与工作件的位置。
M1、M2及M3电动机在工作中只要求正转,其中对冷却泵电动机还要求在砂轮电动机转动工作后才能使它工作,否则没有意义。
对升降电动机要求它正反方向均能旋转。
控制线路对M1、M2、M3电动机有过载保护和欠压保护能力,由热继电器FR1、FR2、FR3和欠压继电器完成保护,而四台电动机短路保护则需FU1做短路保护。
电磁工作台控制线路首先由变压器T1进行变压后,再经整流提供110V的直流电压,供电磁工作台用,它的保护线路是由欠压继电器、放电电容和电阻组成。
线路中的照明灯电路是由变压器提供36V电压,由低压灯泡进行照明。
另外还有5个指示灯:HL亮证明工作台通入电源;HL1亮表示液压泵电动机已运行;HL2亮表示砂轮机电动机及冷却泵电动机已工作;HL3亮表示升降电动机工作;HL4亮表示电磁吸盘工作。
M7120型平面磨床的工作原理是,当电源380V正常通入磨床后,线路无故障时,欠压继电器动作,其常开触点KA闭合,为KM1、KM2接触器吸合做好准备,当按下SB1按钮后,接触器KM1的线圈得电吸合,液压泵电动机开始运转,由于接触器KM1的吸合,自锁点自锁使M1电动机在松开按钮后继续运行,如工作完毕按下停止按钮,KM1失电释放,M1便停止运行。
如需砂轮电动机以及冷却泵电动机工作时,按下按钮SB3后,接触器KM2便得电吸合,此时砂轮机和冷却泵电动机可同时工作,正向运转。
MY7140A 卧轴矩台平面磨床电路图(合信源)2011.11
=
页描述:部件汇总表 : JRS2(3UA52)-25/Z 10-16A - LAY37(PBC)-C-A-G-11 +
2
3
4
图号 设计
5
EPLAN
共 7 页 2020/5/2 第 6 页
6
1
元件汇总表
元件代号 A -SB6;-SB7
-SQ1 -SQ2 -SQ3;-SQ4 -TC1 B -XP1 -XP2 -XS1 -XS2
W11
V11
U11
U14 V14 W14
C
C
135
-FR1
/4.1:A 2 4 6
10-16A 11.6A
D
U1
V1
W1
U2
135
-FR2
/4.1:B 2 4 6
0.25-0.4A 0.38A
-XP1 1 2 3 4 -XS1 1 2 3 4
V2W2PEU3135-FR3
/4.1:B 2 4 6
6.3-10A 7.2A
K1
-LED1
PE
-XS2 1
2
3
-XP2 1
2
3
13
13
-YH 1
3
2
-SA3
D
退磁
14
充磁 14
6 A B C D
E 电磁吸盘
退磁
充磁
云南合信源机床有限责任公司 1
项目描述:MY7140A 卧轴矩台平面磨床电路图 2011.11
页描述:充退磁
2
3
=
+
4
图号 设计
5
E 未标注导线均为 0.75mm²
M7120型平面磨床地电气控制电路及工作原理

M7120型平面磨床的电气控制电路及工作原理磨床是用磨具和磨料(如砂轮、砂带、油石、研磨剂等)对工件的表面进行磨削加工的一种机床,它可以加工各种表面,如平面、内外圆柱面、圆锥面和螺旋面等。
通过磨削加工,使工件的形状及表面的精度、光洁度达到预期的要求;同时,它还可以进行切断加工。
根据用途和采用的工艺方法不同,磨床可以分为平面磨床、外圆磨床、内圆磨床、工具磨床和各种专用磨床(如螺纹磨床、齿轮磨床、球面磨床、导轨磨床等),其中以平面磨床使用最多。
平面磨床又分为卧轴和立轴、矩台和圆台四种类型,下面以M7130型卧轴矩台平面磨床为例介绍磨床的电气控制电路。
M7130型平面磨床型号的含义为一、平面磨床的主要结构和运动形式M7120型卧轴矩形工作台平面磨床的主要结构包括床身、立柱、滑座、砂轮箱、工作台和电磁吸盘,如图7—4所示。
磨床的工作台表面有T型槽,可以用螺钉和压板将工件直接固定在工作台上,也可以在工作台上装上电磁吸盘,用来吸持铁磁性的工件。
平面磨床进行磨削加工的示意图如图7—5所示,砂轮与砂轮电动机均装在砂轮箱内,砂轮直接由砂轮电动机带动旋转;砂轮箱装在滑座上,而滑座装在立柱上。
图7-4 M7130卧轴矩台平面磨床结构示意图磨床的主运动是砂轮的旋转运动,而进给运动则分为以下三种运动。
(1)工作台(带动电磁吸盘和工件)作纵向往复运动;(2)砂轮箱沿滑座上的燕尾槽作横向进给运动;(3)砂轮箱和滑座一起沿立柱上的导轨作垂直进给运动。
图7-5 磨床的主运动和进给运动示意图二、平面磨床的电力拖动形式和控制要求M7120型卧轴矩台平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求是:(1)砂轮由一台笼型异步电动机拖动,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有电气调速的要求,也不需要反转,可直接起动。
(2)平面磨床的纵向和横向进给运动一般采用液压传动,所以需要由一台液压泵电动机驱动液压泵,对液压泵电动机也没有电气调速、反转和降压起动的要求。
M7120平面磨床电气自动化设计.
第一章 M7120 型磨床的组成及工作原理一、 M7120 型磨床的组成1. M7120型磨床的型号及含义型号:M7120含义:M —磨床7 —平面磨床1 —卧轴矩台式20 —工作台的工作面宽 200mm型磨床的主要结构M7120型平面磨床主要由床身、工作台、电磁吸盘、砂轮架〔又称磨头〕、滑座、立柱等局部组成。
它的外型以以下图:磨床的主运动是砂轮的旋转运动,辅助运动是工作台的左右往返1运动和砂轮架的前后上下进给运动。
工作台的往返运动采用液压传动,能保证加工精度。
砂轮起落电动机使砂轮在立柱导轨上作垂直运动,用以调整砂轮与工件地址。
3. 控制要求〔1〕砂轮的旋转用一台三相异步电机拖动,要求单向连续运转。
〔2〕砂轮电动机、液压泵电动机和冷却泵电动机都只要求单向旋转。
〔3〕砂轮起落电动机要求能正反转控制。
〔4〕冷却泵电动机只有在砂轮电动机起动后才能起动。
〔5〕电磁吸盘应有充磁和去磁控制环节。
二、M7120型磨床的工作原理型磨床电气控制线路图见附图2. 主电路工作原理主电路中有四台电动机,分别为液压泵电动机 M 1、砂轮电动机 M 2、冷却泵电动机 M3和砂轮起落电动机 M 4,它们的短路保护均由熔断器FU1实现。
热继电器 FR1、FR2、FR3分别为 M 1、M 2、M 3的过载保护。
液压泵电动机 M1只要要单向旋转,由接触器 KM1控制。
由于冷却泵电动机 M3必定在砂轮电动机 M2运转后才能起动,因此由同一个接触器 KM2控制。
砂轮起落电动机 M4由接触器 KM3和 KM4控制,要求能正反转,由于 M4是点动短时运转,故未设过载保护。
3. 控制电路工作原理〔1〕液压泵电动机 M1的控制假设电源电压正常,由变压器 TC副绕组供应 135V交流电压,经桥式整流器 VC整流后获取 110V直流电压,使欠电压继电器 KV线圈得电吸合,其常开触头 KV闭合,为电动机的起动作好准备。
假设电源电压偏低, KV 不能够可靠工作,那么四台电动机均不能够起动。
平面磨床磨头升降结构图-M7120平面磨床电气原理图和接线图
平面磨床磨头升降结构图-M7120平面磨床电气原理图和接线图在机床加工中,平面磨床,接下来中意磨床为您解说平面磨床磨头升降结构图:平面磨床电气原理图和接线图的问题。
1、平面磨床电气原理图及接线图型平面磨床的工作原理是在电源与磨床正常连接且线路的情况下,欠压继电器动作。
,其常开触点KA闭合,准备KM1和KM2接触器吸合。
当按下SB1按钮时,接触器KM1的线圈得电闭合,液压泵马达开始运转。
由于接触器KM1的吸合,自锁点自锁使M1电机在按钮松开后继续运行。
如果在工作完成后按下停止按钮,KM1将断电释放,M1将停止运行。
激光打印机的发展源于2023年施乐公司生产的一台静电复印机。
从那时起,科学家们开始专注于激光技术和激光调制技术在打印机中的应用。
说到激光打印机的诞生,我们不禁要说起被誉为“激光打印机之父”的加里·斯塔克威。
Gary Starkweizer 被调到帕洛阿尔托研究中心(PaloAltoResearchCenter 简称PARC,即帕克)工作,并于今年11月研制出一台激光电脑打印机。
2023年,施乐激光打印机上市,标志着印刷行业划时代的开始。
平面磨床结构简图。
一开始,激光打印机体积大,噪音大,预热时间长,打印质量不理想。
能够支付相当昂贵费用的公司也很少,但技术创新的速度非常快。
随着半导体激光器的发展,微机控制和激光打印机生产技术的日益成熟,成本的不断降低,1990年代产销量突飞猛进,激光打印机也开始普及。
2、平面磨床的结构是怎样的?1)高刚性高稳定性床身,床身采用整体花岗岩结构,由于花岗岩具有阻尼高、振动小、热稳定性好等特点,可以保证床身的高刚性和高稳定性磨床。
2)工作台,工作台采用整体花岗岩结构,在传统闭式静压导轨的基础上,开发了高刚性、高精度的大平面闭式静压导轨,实现大行程、平稳运行的工作台。
,可靠的往复运动。
工作台由西门子直线电机驱动。
同时,为了防止直线电机的运动影响工作台,专门为直线电机设计了独立的静压导轨。
第四章 M7120平面磨床电路
第四章 M7120平面磨床电路智能实训单元一、电路分析M7120型平面磨床的电气控制线路可分为主电路、控制电路、电磁工作台控制电路及照明与指示灯电路四部分。
1.主电路分析主电路中共有四台电动机,其中M1是液压泵电动机实现工作台的往复运动;M2是砂轮电动机,带动砂轮转动来完成磨削加工工件;M3是冷却泵电动机;它们只要求单向旋转,分别用接触器KM1、KM2、控制。
冷却泵电机M3只是在砂轮电机M2运转后才能运转。
M4是砂轮升降电动机,用于磨削过程中调整砂轮和工件之间的位置。
M1、M2、M3是长期工作的,所以都装有过载保护。
M4是短期工作的,不设过载保护。
四台电动机共用一组熔断器FU1作短路保护。
2.控制电路分析(1)液压泵电动机M1的控制合上总开关QS1后,整流变压器一个副边输出130伏交流电压,经桥式整流器VC整流后得到直流电压,使电压继电器KA获电动作,其常开触头(7区)闭合,为启动电机做好准备。
如果KA不能可靠动作,各电机均无法运行。
因为平面磨床的工件靠直流电磁吸盘的吸力将工件吸牢在工作台上,只有具备可靠的直流电压后,才允许启动砂轮和液压系统,以保证安全。
当KA吸合后,按下启动按钮SB3,接触器KM1通电吸合并自锁,工作台电机M1启动运转,HL2灯亮。
若按下停止按钮SB2,接触器KM1线圈断电释放,电动机M1断电停转。
(2)砂轮电动机M2及冷却泵电机M3的控制按下启动按钮SB5,接触器KM2线圈获电动作,砂轮电动机M2启动运转。
由于冷却泵电动机M3与M2联动控制,所以M3与M2同时启动运转。
按下停止按钮SB4时,接触器KM3线圈断电释放,M2与M3同时断电停转。
两台电动机的热断电器FR2和FR3的常闭触头都串联在KM2中,只要有一台电动机过载,就使KM2失电。
因冷却液循环使用,经常混有污垢杂质,很容易引起电动机M3过载,故用热继电器FR3进行过载保护。
(3)砂轮升降电动机M4的控制砂轮升降电动机只有在调整工件和砂轮之间位置时使用,所以用点动控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/5.5:D 6
欠磁保护
13
13
-SB6
-SB7
磨头快上
14 磨头快下
14
11
-SB2
油泵停止
12
11
-SB4
磨头停止
12
6 3 / 5.1:A A
-SA1
11
12
12
B
23
17
38
35
31
11
-SQ2 上限位 12
61
-KM1
/4.5:D 62
25
19
11
13
11
13
-SB3
-KM3
-SB5
6
1 3
3.6:A / 3
A
95
-FR1
/2.1:C
96
5
95
-FR2
/2.2:C
96
7
B
95
-FR3
/2.4:C
96
9
95
-FR4
C
/2.5:C
96
11
11
-SB1
急停
12
33
2
3
4
5
13
11
-SQ1 手动/机动 12
15
-SA2-2 吸盘选择
11
12
13
-SQ3
5
-FS
29
12 液压保护 14
油泵电机
= +
4
A1
-KM1
A2
1
2 /2.1:B
3
4 /2.1:B
5
6 /2.1:B
13
14 /4.5:C
53
54
61
62 /4.3:C
磨头电机
图号 设计
5
A1
-KM2
D
A2
0 / 5.1:D
1
2 /2.2:B
3
4 /2.3:B
5
6 /2.3:B
13
14
E 冷却泵电机
EPLAN
共 7 页 2020/5/2 第 4 页
页描述:部件汇总表 : JRS4-18321d( - LAY37(PBC)-C-A-R-11
2
3
=
+
4
图号 设计
5
EPLAN
共 7 页 2020/5/2 第 6 页
6
1
元件汇总表
元件代号 A -SB3;-SB5
-SB6;-SB7 -SQ1 -SQ2;-SQ3 -TC1 B -V1 -XP1 -XS1 -XS2 -YH1 C
1
1
57
2
2
PE
PE
C
K11
61
-KA1
/5.1:D 62
1
-FS I< 设定值
D
2 1.5A
5
6 /4.5:A
E 失磁保护 未标注导线均为 0.75mm²
图号 设计
5
EPLAN
共 7 页 2020/5/3 第 5 页
6
1
元件汇总表
元件代号 A -FR1
-FR2 -FR3 -FR4 -FS B -FU1 -FU2...-FU5 -KA1;-KA2;-KM4 -KA1;-KM1 -KM1 C -KM2;-KM3 -M1 -M2 -M3 -M4 D -QF1 -SA1 -SA2 -SA3 -SB1 E -SB2;-SB4
3
4
5
6
描述 热过载继电器 - 12 ... 18 A,配GSC1-12 ... 25接触器 热过载继电器 - 0.25 ... 0.4 A,配GSC1-09 ... 25接触器 热过载继电器 - 7 ... 10 A,配GSC1-09 ... 25接触器 热过载继电器 - 1.6 ... 2.5 A,配GSC1-09 ... 25接触器 磨床专用欠电流继电器,额定电压 AC/DC100-127(V),2.5A 小型断路器,3P,32A; 小型断路器,1P,3A; 交流接触器,3P+1NC,9A / 4 KW, 线圈 110 VAC; 辅助触头,正面安装,NO+NC,用于GSC1/GSC2和JZC3-d; 交流接触器,3P+1NO,18 A / 7.5 kw, 线圈 110 VAC; 交流接触器,3P+1NO,9A / 4 kw, 线圈 110 VAC; 电动机,5.5KW/11.6A/1440r/min; 冷却泵电机,380V/125W/0.38A/2800r/min,流量22L,扬程3.3m; 电动机,3kw/7.2A/960r/min; 电动机,0.55KW/1.5A/1390r/min; 组合开关,三极电源切断开关,Ue 440V,Ith 40A,Ie 16A,Pe 7.5KW 二位旋钮,颈部Φ22,1NO+1NC,黑色; 中型钮子开关,ON-ON,DPDT(双刀双掷),6脚,250VAC/3A 三位旋钮,颈部Φ22,1NO+1NC,黑色; 急停按钮,颈部Φ22,1NO+1NC,红色; 平型自复按钮,颈部Φ22,1NO+1NC,红色;
1
2 /2.6:B
3Leabharlann 4 /2.6:B5
6 /2.6:B
21
22 /4.2:C
E
保护
磨头上升
磨头下降
云南合信源机床有限责任公司 1
项目描述:MY7140 卧轴矩台平面磨床电路图
页描述:接触器
2
3
A1
-KM3
A2
1
2 /2.4:B
3
4 /2.4:B
5
6 /2.4:B
13
14 /4.4:C
6
制造商 杭州三利 杭州三利
德力西 德力西
数量
2
A
2
1
2
1
1
B
1
1
1
1 C
D
D
E
云南合信源机床有限责任公司 1
项目描述:MY7140 卧轴矩台平面磨床电路图
页描述:部件汇总表 : LAY37(PBC)-C-A-G-11 - YD20J3Z
2
3
=
+
4
E
图号 设计
5
EPLAN
1 A
B
U
V
W
2
3
4
BK
BK
BK 4mm²
小心触电
1L3
1L2
1L1
246
-QF1
C
40A
135
N PE
L1 L2 L3 N PE
D
进电源
L1 L2 L3 N PE
E
云南合信源机床有限责任公司 1
项目描述:MY7140 卧轴矩台平面磨床电路图
页描述:进电源
2
3
=
+
4
5
6
U / 2.1:A
-XS1 1 2 3 4
PE
U1 V1 W1 PE
-M1
M
5.5kW/11.6A 3
Y132S-4 B5
U2 V2 W2 PE
-M2
M
125W/0.38A 3
JCB-22
U3 V3 W3 PE
-M3
M
3kW/7.2A 3
Y132S-6
U4 V4 W4 PE
-M4
M
0.55KW/1.5A 3
Y80M1-4
05
-HL2
C
D 0
0 / 4.1:D
E 未标注导线均为 0.75mm²
云南合信源机床有限责任公司 1
变压器
项目描述:MY7140 卧轴矩台平面磨床电路图
页描述:变压器
2
3
电源指示
= +
4
充磁指示
机床照明
图号 设计
5
EPLAN
E
共 7 页 2020/5/2 第 3 页
V / 2.1:A A
W / 2.1:A
B
C
D
E
图号 设计
5
EPLAN
共 7 页 2020/5/2 第 1 页
6
1
2
3
4
1.6:A / U
1.6:A / V A
1.6:A / W
U V W
2.5mm²
B
135
-KM1
/4.5:D 2 4 6
1mm²
135
-KM2
/4.6:D 2 4 6
1.5mm²
135
-KM3
/4.4:D 2 4 6
5
6
U / 3.1:B
V / 3.1:C A
W/
1mm²
B
135
135
-KM4-1
-KM4-2
/4.2:D 2 4 6 /4.3:D 2 4 6
W13
V13
U13
W12
V12
U12
W11
V11
U11
U14 V14 W14
C
C
135
-FR1
/4.1:A 2 4 6
-KM1
油泵起动
12 /4.4:D 14 磨头起动
12 /4.5:D 14
C
21
-KM4-2
/4.3:D 22
21
-KM4-1
/4.2:D 22
37
27
21