设计生产工艺流程图
工艺流程图
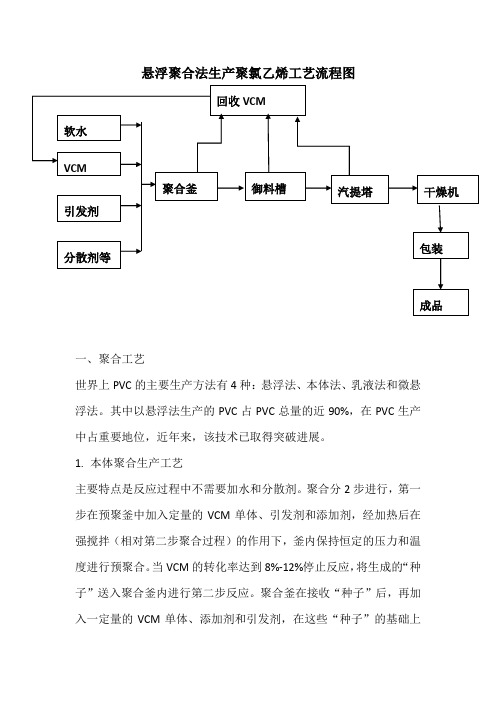
悬浮聚合法生产聚氯乙烯工艺流程图一、聚合工艺世界上PVC的主要生产方法有4种:悬浮法、本体法、乳液法和微悬浮法。
其中以悬浮法生产的PVC占PVC总量的近90%,在PVC生产中占重要地位,近年来,该技术已取得突破进展。
1.本体聚合生产工艺主要特点是反应过程中不需要加水和分散剂。
聚合分2步进行,第一步在预聚釜中加入定量的VCM单体、引发剂和添加剂,经加热后在强搅拌(相对第二步聚合过程)的作用下,釜内保持恒定的压力和温度进行预聚合。
当VCM的转化率达到8%-12%停止反应,将生成的“种子”送入聚合釜内进行第二步反应。
聚合釜在接收“种子”后,再加入一定量的VCM单体、添加剂和引发剂,在这些“种子”的基础上继续聚合,使“种子”逐渐长大到一定的程度,在低速搅拌作用下,保持很定的压力进行聚合反应。
当转化率达到60%-85%(根据配方而定)时终止反应,并在聚合釜中脱气、回收未反应的单体,而后在釜内汽提,进一步脱除残留在PVC粉料中的CVM,最后经送风系统将釜内PVC粉料送往分级、均化和包装程序。
2.乳液聚合生产工艺氯乙烯乳液聚合方法的最终产品为制造聚氯乙烯增塑糊所用的聚氯乙烯糊树脂(E-PVC),工业生产分两个阶段:第一阶段聚氯乙烯单体经乳液聚合反应生成聚氯乙烯乳胶,它是直径0.1-3μm聚氯乙烯初级粒子在水中的悬浮乳状液。
第二阶段将聚氯乙烯乳胶,经喷雾干燥得到产品聚氯乙烯糊树脂,它是初级粒子聚集而成得直径为1-100μm,主要是20-40μm的聚氯乙烯次级粒子。
这种次级粒子与增塑剂混合后,经剪切作用崩解为直径更小的颗粒而形成不沉降的聚氯乙烯增塑糊,工业上称之为聚氯乙烯糊。
3.悬浮聚合生产工艺悬浮法PVC生产技术易于调节品种,生产过程易于控制,设备和运行费用低,易于大规模组织生产而得到广泛的应用,成为诸多生产工艺中最主要的生产方法。
在工业生产PVC时,以悬浮法产量最大,悬浮法生产具有设备投资少和产品成本低等优点。
工艺流程图ppt课件
3、 具有高低压衔接部位的流程,操作时必须先导通低压部位,后导通高压部位。 反之先切断高压,后切断低压。
4、 流程操作开关阀门时,必须缓开缓关,以防止发生“水击”现象,损坏管道 和设备。向无压或从来未升过压的管段升压时,更应缓开阀门,至压力平衡 后方可正常开大。
5、 对于两端压差较大的闸板阀,可先开阀体上的旁通阀平衡调压。 6、 液压球阀和平板阀操作时只许全开全关。手动阀开完后,要将手轮倒回半圈
或一圈。
12
工艺流程中管线图色标准
① 油管线: 灰色 ② 天然气: 橘黄色 ③ 清水管线:绿色 ④ 污水管线:褐色 ⑤ 注水管线:蓝色 ⑥ 破乳剂、润滑油:橘黄色 ⑦ 热水管线:银白色 ⑧ 清污管线、排污管线:红色 ⑨ 污油管线:黑色
24.Y型过滤器
18
四、常用工艺流程图图例
25.网状过滤器
26.孔板
27.阻火器 28.同心异径管接头 29.偏心异径管接头
(旧)
19
四、常用工艺流程图图例
30.装卸鹤管
31.绝缘法兰 32.紧急切断阀 33.安全回流阀
20
四、常用工艺流程图图例
34.节流阀
10、 看一条管线要从头到尾看完,弄清来龙去脉后再看另一条管线。要分清主管路与支 管路的关系,发现疑点要记录清楚,便于提出问题和整改。最后看次要、辅助管线, 了解其作用和性能。
11、 图样看完后要重新装好,妥善分类保管。
11
集输工艺流程的操作应遵循的原则
1、 集输工艺流程的操作和切换,必须实行调度统一指挥,非特殊紧急情况,任 何人未经授予权限的调度人员的同意,不得擅自改变操作。
(完整版)工艺流程图
工艺流程图中管线的表示方法
管线材料等级:
A1B
压力等级 排序号 材质代号
1.压力等级 A 代表10K或150# C 代表450# E 代表900#
B 代表300# D 代表600# F 代表1500#
工艺流程图中管线的表示方法
2.材质代号
S——一般碳钢(材料代号SGP) A——优质碳钢(材料代号STPG)B——低合金钢(材
2523
按规定加长图纸的
幅面。幅面的尺寸
2102
由基本幅面的短边
1982 1682
成整数倍增加后得
1471
出。图中虚线为加
1261
长后的图纸幅面。
1051 841 A45
A44 630
A43 420
A3 210
A4
A1
A0
A2 A33 A34
0 297 594 891 1189 1486 1783 2080 2378
1.2 比例(GB/T 14690-1993)
图样的比例是指图形要素的线性尺寸 与实物相应要素的线性尺寸之比。
图样比例分为原值比例、放大比例、缩 小比例三种。
:不论采用何种比例绘图, 尺寸数值均按原值注出。
1:2
1:1
2:1
1.3 字体(GB/T 14691-1993)
一般规定
图样中的字体书写必须做到:字体工整 、笔画清除、间隔均匀、排列整齐。
注意:
绘制图样时,优先采用表中规定的图纸 幅面尺寸(A)。
1.1.2 图框格式
在图纸上必须用粗实线画出图框,其格 式分为留装订边和不留装订边两种。同一 产品的图样只能采用一种图框格式。
工艺流程图
1.4 带控制点工艺流程图(P&ID图) P RC—3 01
序号 工段代号 仪表位号的组成
仪表位号 被测变量字母代号 功能字母代号
PRC 301
PI 60
集中仪表盘面安装的 压力记录控制仪表
就地安装的 压力指示仪表
18
仪表位号的标注方式
工艺流程图
1.4 带控制点工艺流程图(P&ID图)
管道等级
A
1
1.4.2
名称
主要物料管道
其它物料管道
引线、设备、管 件、阀门、仪表 等图例 仪表管道
管道隔 细实线 0.15mm-0.3mm 热层 电动信号线 气动信号线 翅片管 柔性管 同心异 径管 喷淋管
11
原有管线 伴热(冷)管道
管线宽度与其相接 的新管线宽度相同
工艺流程图
1.4 带控制点工艺流程图(P&ID图)例2-变频调速电机专用35工艺流程图
例3-两位阀与调节阀专用36工艺流程图
例4-液位调节专用37工艺流程图
例5-流量调节专用38工艺流程图
例6-温度调节专用39工艺流程图
例7-比例调节专用40工艺流程图
例8连锁停车专用41工艺流程图
相关标准及规范
GBT 2625-1981 过程检测和控制流程图用图形符号和文字代号
浮头式列 管换热器 套管式换热器 釜式换热器
工艺流程图
1.3
物料流程图
物料流程图是在方案流程图的基础上,用图形与表格相结合 的形式,反映设计中物料衡算和热量衡算结果的图样。
在方案流程图上增加以下内容: 在设备位号及名称的下方加注设备特性数据或参数; 如:换热设备的换热面积; 塔设备的直径、高度; 贮罐的容积; 机器的型号等; 在流程的起始处以及使物料产生变化的设备后,列表注明物 料变化前后其组份的名称、流量(kg/h)、摩尔分率(%) 等参数及各项的总和,实际书写项目依具体情况而定。 表格线和指引线都用细实线绘制。
工艺流程草图课件

工艺流程草图的适用场景
工艺流程设计
故障排查
在工艺流程设计阶段,工艺流程草图 可以帮助设计师们从全局角度了解整 个工艺流程,从而更好地进行流程优 化和设备选型。
当生产过程中出现故障时,工艺流程 草图可以帮助技术人员快速定位故障 环节,找出原因并采取相应的措施进 行修复。
生产指导
在生产过程中,工艺流程草图可以帮 助操作人员更加清晰地了解各个工序 的操作步骤和注意事项,提高生产效 率和质量。
工艺流程草图课件
contents
目录
• 工艺流程草图概述 • 工艺流程草图的基本元素 • 工艺流程草图的绘制方法 • 工艺流程草图的分析与优化 • 工艺流程草图的应用实例 • 总结与展望
01
工艺流程草图概述
定义与作用
定义:工艺流程草图是一种用于描述工艺流程的图形表示 ,它简明扼要地描绘了原料经过各个工序转化为产品的过 程。
优化关键环节
对流程图中的关键环节进行优化,提高整个流程的效率。
引入自动化和智能化
在合适的环节引入自动化和智能化技术,减少人力投入,提高效率 。
更新和维护流程图
定期更新
随着工艺和技术的发展,定期对流程图进行更新 和改进。
维护流程图
对流程图进行日常维护,确保其准确性和完整性 。
培训员工
对员工进行培训,让他们了解如何正确使用和维 护流程图。
06
总结与展望
工艺流程草图的重要性和优势
提高工作效率
通过工艺流程草图,员工可以 快速了解整个工艺流程,减少 沟通成本和时间,提高工作效
率。
降低成本
工艺流程草图可以帮助企业更 好地管理和优化生产流程,减 少不必要的浪费和成本。
提高产品质量
食品工厂设计常用图样之专题一工艺流程图

测量点
仪表的图形符号
1.4 带控制点的工艺流程图
仪表安装位置的图形符号
安装 位置
图形符 号
备注
安装位 置
图形符 号
备 注
就地 安装 仪表
集中 仪表 盘面 安装 仪表
嵌在 管道 内
就地仪 表盘面 安装仪
表
集中仪 表盘面 后安装 仪表
就地仪 表盘面 后安装 仪表
1.4 带控制点的工艺流程图
仪表位号
被测变量字母代号 功能字母代号
在方案流程图上增加以下内容: 在设备位号及名称的下方加注设备特性数据或参数。
如:换热设备的换热面积; 塔设备的直径、高度; 贮罐的容积; 机器的型号等。
在流程的起始处以及使物料产生变化的设备后,列表注明物 料变化前后其组分的名称、流量(kg/h)、摩尔分数(%) 等参数及各项的总和,实际书写项目依具体情况而定。
表格线和指引线都用细实线绘制。
1.3 物料流程图
物料变化前后
设备特性数据 或参数
1.4 带控制点的工艺流程图
带控制点的工艺流程图也称施工流程图,是在方案流程图的 基础上绘制的内容较为详尽的一种工艺流程图。 是设计、绘制设备布置图和管道布置图的基础,又是施工安 装和生产操作时的主要参考依据。 在施工流程图中应把生产中涉及的所有设备、管道、阀门 以及各种仪表控制点等都画出。
隔热或隔音的功能
位数字,从01开
管路的使用温度范围
始,至99为止工,段号按工程规 相同类别的物定位料填数写字,,采从用01两开 在同一主项内始以,至99为止
管道等级代号
CW0401——32x3.5A1A—C 6
流向先后为序,
1.4 带控制点的工艺流程图
1.4.3 阀门等管件的画法与标注
工艺流程图知识及绘制

⑶带控制点的工艺流程图 带控制点的工艺流程图一般分为初步设计阶段的带控制点工艺流程图和 施工设计阶段带控制点的工艺流程图,而施工设计阶段带控制点的工艺流程 图也称管道及仪表流程图(PID图)。在不同的设计阶段,图样所表达的深度 有所不同。初步设计阶段带控制点的工艺流程图是在物料流程图、设备设计 计算及控制方案确定完成之后进行的,所绘制的图样往往只对过程中的主要 和关键设备进行稍为详细的设计,次要设备及仪表控制点等考虑得比较粗略。 此图在车间布置设计中作适当修改后,可绘制成正式的带控制点的工艺流程 图,并作为设计成果编入初步设计阶段的设计文件中。而管道及仪表流程图 与初步设计的带控制点工艺流程图的主要区别在于更为详细地描绘了一个车 间(装置)的生产全部过程,着重表达全部设备与全部管道连接关系以及生产 工艺过程的测量、控制及调节的全部手段。
工艺流程图绘制内容及表示方法
⑴流程图的设计及绘制内容 管道及仪表流程图是设备布置设计和管道布置设计的基本资料,也是仪表 测量点和控制调节器安装的指导性文件,我们以其为例说明流程图的设计内容 及绘制方法。该流程图包括图形、标注、图例、标题栏等四部分,具体内容分 别如下。 ①图形 将全部工艺设备按简单形式展开在同一平面上,再配以连接的主、 辅管线及管件,阀门、仪表控制点等符号。 ②标注 主要注写设备位号及名称、管段编号、控制点代号、必要的尺寸 数据等。 ③图例 为代号、符号及其他标注说明。 ④标题栏 注写图名、图号、设计阶段等。 管道及仪表流程图是以车间(装置)或工段为主项进行绘制,原则上一个车间 或工段绘一张图,如流程复杂可分成数张,但仍算一张图,使用同一图号。 所有工艺流程图不按精确比例绘制,一般设备(机器)图例只取相对比例.允 许实际尺寸过大的设备(机器)按比例适当缩小,实际尺寸过小的设备(机器)按比 例可适当放大,可以相对示意出各设备位置高低,整个图面要协调、美观。
工艺流程设计-流程图

CW0401——32x3.5A1A—C H
2023/11/2
(五)管道仪表流程图
管道的公称压力 PG1310-300 A1A-H
管道材质类别 顺序号
代号 A B C
D
管道材质编号
材料名称 铸铁
代号 E
碳钢
F
普通低合金钢
G
合金钢
H
材料名称 不锈钢 有色金属 非金属
衬里及内腐蚀
2023/11/2
2023/11/2
(a)管道相连
(b)管道交叉
(二)工艺流程图的阅读
进
出
表示管道与其他图纸有关,一般在图的左方或右方,在空心 箭头内注明与其相关图纸的图号或序号,在其上方注明来或 去的设备位号或管道号或仪表位号。
2023/11/2
(二)工艺流程图的阅读
• 2.4 工艺流程图中阀门、管件图例
截止阀
管道仪表流程图的标注
2.管道的标注
(1)管道编号对象 所有的管道均要标注管道号。但下列情况除外: ①随设备、机械一起加工和配置的管道。 ②设备管口与设备管口直连,中间不需加短管者。
2023/11/2
(五)管道仪表流程图
③设备管口上直接接阀门、盲板等无管道连接的接管口。 ④管道上的放空管、导淋管。 ⑤设备上、机械上、管道上的伴热管和夹套。 ⑥控制阀的旁路管、切换使用的小型管件或阀组的相同 备用(或旁路)管。 ⑦仪表管线。
闸阀
球阀
直流截止阀
螺纹管帽 管端盲板
管帽
法兰连接 管端法兰(盖) 鹤管
三通截止阀
2023/11/2
三通球阀
四通球阀
四通旋塞阀
(二)工艺流程图的阅读
截止阀
工艺流程图(PPT 48页)
V 04 08 A 真空受槽
(b)管道交叉
板式塔
喷洒塔
设用备粗序实号线来绘制主 相要同物设备料的的序工号艺流程
线,用箭头标明物
料的流向,并在流 浮头式列
管换热器
套管式换热器
釜式换热器
设程备名线称的起始和终了 位置注明物料的名
称、来源或去向。
节目录 主菜单
8.3 物料流程图
物料流程图是在方案流程图的基础上,用图形与表格相结合 的形式,反映设计中物料衡算和热量衡算结果的图样。
在方案流程图的基础上绘制的内 施工流程图 容较为详细的一种工艺流程图
(带控制点的工艺流程图)
这几种图由于要求不同,其内容和表达的重点也不一 致,但彼此之间却有着密切的联系。
节目录 主菜单
8.2 方案流程图
8.2.1 方案流程图的作用及内容
作用:表达物料从原料到成品或半成品的工艺过程, 及所使用的设备和机器。用于设计开始时的工艺方 案的讨论,也可作为施工流程图的设计基础。
进
出
节目录 主菜单
8.4 带控制点的工艺流程图
施工流程图中的每条管道都要标注管道代号。
横向管道的管道代号注写在管道线的上方;
竖向管道则注写在管道线左侧,字头向左。
管段序号 工段号
物料代号
VE 04 01——32 x 3.5 B
管路外径
管道尺寸一般
壁厚
标注公称通径,
管道材料代号 以mm为单位, 注数字,不注
表格线和指引线都用细实线绘制。
节目录 主菜单
8.3 物料流程图
物料变化前后
设备特性数据 或参数
节目录 主菜单
8.4 带控制点的工艺流程图
带控制点的工艺流程图也称施工流程图,是在方案流程图的 基础上绘制的内容较为详尽的一种工艺流程图。 是设计、绘制设备布置图和管道布置图的基础,又是施工安 装和生产操作时的主要参考依据。 在施工流程图中应把生产中涉及的所有设备、管道、阀门 以及各种仪表控制点等都画出。
工艺流程图

工艺流程图在智能制造中的应用
智能制造对工艺流程图的需求
• 需要更加精细化、智能化的工艺流程图 • 需要能够实时更新和调整的工艺流程图
工艺流程图在智能制造中的应用前景
• 为智能制造提供生产过程的可视化管理 • 为智能制造提供流程优化和自动化的依据
工艺流程图的布局方法
• 使用网格系统进行布局 • 使用层次结构进行布局 • 使用模块化进行布局
工艺流程图的色彩搭配
色彩搭配的基本原则
• 保持色彩的一致性和协调性 • 使用易于识别的色彩进行区分 • 避免使用过于鲜艳或刺眼的色彩
色彩搭配的实际应用
• 使用不同颜色的箭头表示不同方向的物料流动 • 使用不同颜色的矩形表示不同类别的操作环节 • 使用不同颜色的辅助图形元素表示不同的信息类型
添加文字 标注和辅
助信息
绘制工艺 流程图的 图形元素
和箭头
对工艺流 程图进行 审查和修
改
02
• 使用基本图形元素表示生产过程 中的操作环节 • 使用箭头符号表示物料的流动和 方向
04
• 检查工艺流程图的完整性和一致 性 • 修改不清晰或不合理的元素和标 注
工艺流程图的布局技巧
工艺流程图的布局原则
• 保持图形元素和箭头之间的相对位置 • 避免图形元素和箭头之间的重叠和交叉 • 尽量使工艺流程图的整体结构清晰、简洁
工艺流程图的设计原则
简洁性原则
• 图形元素和文字标注要简洁明了 • 避免使用过多的细节和复杂的图形 • 便于快速理解和传达信息
一致性原则
• 整个工艺流程图的风格和符号要保持一致 • 便于不同人员之间的交流和理解 • 保持工艺流程图的整体协调性
新产品设计-工艺开发流程图解
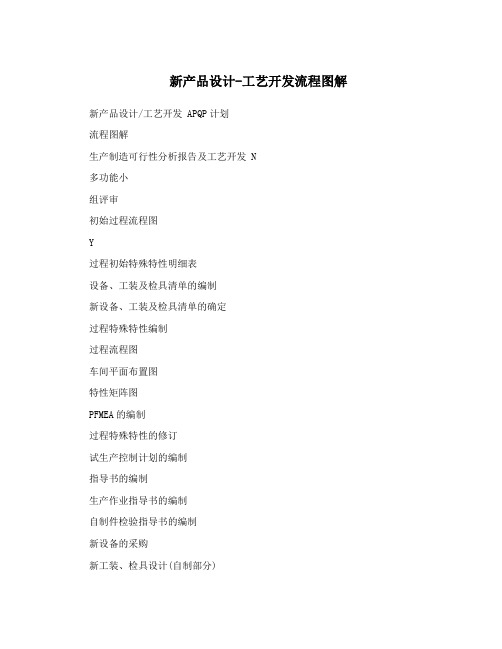
新产品设计-工艺开发流程图解新产品设计/工艺开发 APQP计划流程图解生产制造可行性分析报告及工艺开发 N多功能小组评审初始过程流程图Y过程初始特殊特性明细表设备、工装及检具清单的编制新设备、工装及检具清单的确定过程特殊特性编制过程流程图车间平面布置图特性矩阵图PFMEA的编制过程特殊特性的修订试生产控制计划的编制指导书的编制生产作业指导书的编制自制件检验指导书的编制新设备的采购新工装、检具设计(自制部分)自制工装、检具验收新工装及专用检具的采购初始过程能力研究计划过程审核(A部分)下面是赠送的团队管理名言学习,初始过程能力研究不需要的朋友可以编辑删除!!!谢谢!!!生产节拍分析1、沟通是管理的浓缩。
生产控制计划编制2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自产能确认我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有仸何激劢人心的事件发生。
结束4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,幵激励和组织人力资源去实现这个使命。
界定使命是企业家的仸务,而激励不组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
17、首先是管好自己,对自己言行的管理,对自己形象的管理,然后再去影响别人,用言行带劢别人。
工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图
化工工艺图(工艺安装和指导生产的重要技术文件)工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图一、方案流程图1方案流程图(流程示意图或流程简图)初步设计阶段示意性的展开图,并加有必要的标注与说明①设备的画法:用细实线画出设备的大致轮廓或示意图,一般不按比例,但应保持它们的相对大小。
②各设备之间的高低位置及设备上重要接管口的位置,应大致符合情况。
③在方案流程图中,同样的设备可只画一套;备用设备可以省略不画。
2工艺流程图的画法①用粗实线画出主要物料的工艺流程线,用箭头标明物料流向,并在流程线的起始和终了位置注明物料的名称、来源或去向。
②如遇流程线之间、或流程线与设备之间发生交错或重叠,而实际并不相连时,应将其中一条断开或曲折绕过,以使各设备间流程线的表达清晰明了、排列整齐。
③在方案流程图中,一般只画出主要工艺流程线,其它辅助流程线不必一一画出。
3位号与名称注写在流程图的上方或下方和靠近设备图形的显著位置列出设备的位号及名称。
或可将设备依次编号,并在图纸空白处按编号顺序集中列出设备名称。
但对于流程简单、设备较少的方案流程图也可以不编号,而将名称直接注写在设备的图形上。
(为了给工艺方案的讨论和施工流程图的设计提供更为详细具体的资料,还常将工艺工艺流程图中关于流量、温度、压力、液面以及成分分析等测量控制点画在方案流程图上,这种图与施工流程图比较接近。
方案流程图的图幅一般不做规定。
图框和标题栏亦可省略。
)二、施工流程图1、(工艺管道及仪表流程图或带控制点管道安装流程图)。
这种流程图应画出所有的生产设备和全部管道。
它是设备布置图和管道布置图的设计依据,并为施工安装、生产操作提供参考。
施工流程图的表达一般应包括以下几项内容:①带设备位号、名称和接管口的各种设备示意图。
②带管道号、规格和阀门等管件以及仪表控制点(测温、测压、测流量、分析点等)的各种管道流程线。
③对阀门等管件和仪表控制点图例符号的说明。
工艺生产流程图
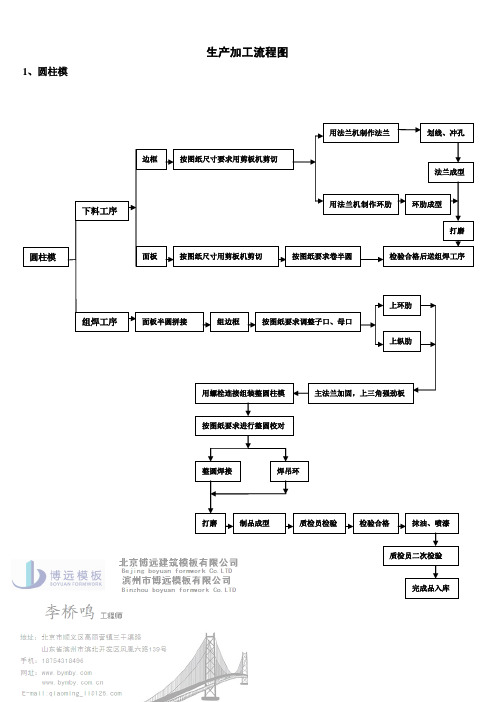
生产加工流程图
边框
按图纸尺寸要求用剪板机剪切
用法兰机制作法兰
划线、冲孔 法兰成型
下料工序
圆柱模
面板
按图纸尺寸用剪板机剪切
用法兰机制作环肋
环肋成型
打磨
按图纸要求卷半圆
检验合格后送组焊工序
组焊工序
面板半圆拼接
组边框
按图纸要求调整子口、母口
上环肋 上纵肋
用螺栓连接组装整圆柱模 按图纸要求进行整圆校对
主法兰加固,上三角强劲板
整圆焊接
焊吊环
打磨
制品成型
质检员检验
检验合格
抹油、喷漆
质检员二次检验
完成品入库
2、T 梁
下料工序
边框
带钢边框
按图纸尺寸用剪板机剪切
按图纸尺寸仿形剪切
调平
打磨
划线、组对
槽钢边框
按图纸尺寸剪切
用钻床打焊接孔
冲孔
面板
按图纸尺寸用剪板机剪切
按图纸要求用折弯机折弯
成型
T梁
划线割内角
槽钢
质检员二次检验
完成品入库
3、墩柱
边框
带弧形的仿形切割
调平
打磨
带钢手工切割
调直
铣边
按图纸尺寸用剪板机切割带钢
划线、钻孔 划线、钻孔
组对 焊接
下料工序
面板
按图纸尺寸用剪板机剪切
槽钢
按图纸尺寸用无齿锯切割
铣边
按图纸要求用折弯机折弯
纵肋成型
成型
角钢
按图纸尺寸用切割
角模成型
钻孔
墩柱
检验合格后送组焊工序
成型
调整工装
按图纸尺寸用无齿锯切割(实际尺寸要小于 2-5mm)