第四代CP篦冷机
第四代篦冷机基本介绍说明书[1]
![第四代篦冷机基本介绍说明书[1]](https://img.taocdn.com/s3/m/6f520df4f705cc175527098b.png)
富士摩根第四代步进式稳流篦冷机设计特点及使用经验我公司二线5000t/d生产线配套篦冷机为进口的富士摩根第四代步进式稳流篦冷机(以下简称第四代篦冷机),这是该型号篦冷机在国内5000t/d生产线上的首次使用,故在国内也没有同类产品的使用经验可借鉴。
该篦冷机从2008年4月26日投料运行后,一直问题不断,严重影响了二线的正常生产,我们甚至一度打算放弃使用。
但后来通过对该篦冷机设计特点和有关核心技术的反复论证、计算,于2008年7月进行了首次技术改造,改造比较理想,在此基础上,又于2008年12月进行了第二次技术改造,至,2009年6月,已成功运行10个月,基本无故障,熟料冷却效果较理想,明显优于我公司一线5000t/d生产线所配的第三代充气梁篦冷机,目前二线回转窑产量稳定在6000t/d左右。
现将该篦冷机的设计特点、存在问题和改造过程及效果作一介绍。
1、第四代篦冷机设计特点1.1冷却面积大篦冷机冷却面积为131m2,长,32.8m,宽4m,比一线5000t/d生产线的配套第三代充气梁篦冷机冷却面积大12m2。
1.2自动调节风量的供风方式每块篦板下面安装有一个STAF自动调节风阀,其结构由三部分组成:一个圆形常通风口,一个扇形可人工调整风量的常通风口,及三个不同直径沿立杆在垂直方向可自由活动的重锤式自动调节风阀。
其工作原理为:圆形常通风口是基本风量,是不可调节的%扇形通风口在调试时可以调整,但在运行中不作调整;在篦冷机运行过程中当熟料层发生阻力变化时,三个重锤式调节阀上下运动来自动调节风量,当料层阻力变小时,篦板下阻力减小,重锤受压差增大而自动上升来关闭该篦板的通风量,从而达到自动调节风量的目的,反之亦然。
1.3模块化设计该篦冷机是模块化的设计结构,即整体篦床是由若干标准模块组装而成,每个模块是由若干篦板及一套STAF阀与四连杆传动机构组成,组装简易灵活。
1.4独特的运行方式整台篦冷机有固定篦床和活动篦床组成,固定篦床倾斜布置,活动篦床水平布置,运行方式为交错步进式运行。
TCFC第四代行进式篦冷机的研发及应用

主机设 备 向大 型化 、 高效 率 、 能耗 方 向发 展 于 是 . 低 8 0年代 末 , 国有 关水 泥 装备 设 计 、 各 制造 公 司 开始 开
发第三 代 篦冷机 .至 9 0年代 中期 各 国生产 的 第 i代 篦冷机 开始 推广 使用 但是 随着水 泥生产对烧 成 系统 的节能 降耗 的要求 .对篦冷机 工艺及 设备运转 性能提 出了更高 的要 求 .第 代充 气梁 型篦 冷机 已很 难适 应 技 术进步 的需 求 . 如 . 例 通过活 动篦板 与 固定篦 板之 间
殊 四联 杆 机 构 的传 动 支 撑 系 统 在 内 的 多 项 专 利 技
术 . 用 国 际 先 进 的 Wakn or 进 式 原 理 , 过 采 ligf o 行 l 通
2 1 . C NA 0 12 HI CEME 5 NT 5
E UIME Q P NT技术装备
模块 化 等一 系列优 化设 计 .真正 实 现 了篦 冷 机 的高
效、 低故 障率 。
21 技 术 参 数 及 性 能 指 标 .
冷 机 中 .F C s a 在 世 界 上 推 广 使 用 范 嗣较 大 , S—- r B 近
三代篦 冷机 第 一代篦 冷机 已经 基 本上 满足 了湿 法 、
半 干 法 及 一 般 干法 窑 生 产 配 套 的需 要 :0年代 初 预 7 分 解窑 技术 的 出现和逐 渐推 广 应用 . 使熟 料烧Байду номын сангаас成 技术 发 生 了巨大 的飞跃 . 它要 求篦 冷机 相 应地 大 幅度提 高 单位 有效 面积 产量 .并 提高 热 回收率 以降低 热耗 . 于
篦冷机技术升级改造方案

篦冷机技术升级改造方案目前新型干法水泥生产线中,篦冷机主流机型为第三代和第四代篦冷机,还有部分第二代篦冷机。
随着设备使用时间的不断增加,磨损的不断加剧,出现了各种各样的问题,如:机械故障率上升,影响窑的年运转率;二、三次风温低,热回收效率低,烧成系统煤耗高;窜风严重,风机电耗高;出篦冷机熟料温度高,影响熟料的正常储存和粉磨。
因此,经过长期运转后,篦冷机的提升改造非常必要。
本文介绍某装备公司的Sinowalk 第四代篦冷机的研发经验,并根据不同现场篦冷机的实际使用情况,结合市场需求,提出了篦冷机技术升级改造的五种方案。
从施工周期、节能降耗和成本分析等几个方面,详细阐述了每种方案的特点,以求在合理的投资下,得到最优的技术升级方案。
1 Sinowalk 第四代篦冷机简介2008 年,天津水泥工业设计研究院推出国内第一台拥有自主知识产权的Sinowalk 第四代篦冷机。
本产品吸收了国外先进的设计理念,结合国内机械加工制造水平和用户使用反馈经验,最终研发成功,并顺利达标达产。
2009年,成功开发出熟料尾置辊式破碎机,代替锤式破碎机。
同时,第一台Sinowalk 第四代篦冷机配套尾置辊式破碎机成功投产.2010年,第一台带有中间辊式破碎机的第四代篦冷机成功投产。
中间辊式破碎机位于两段篦床中间,将冷却机篦床一分为二,熟料经第一段篦床冷却后,进入中间辊式破碎机进行破碎,将大块料、红芯料破碎为粒径25mm 左右熟料,再经过第二段篦床冷却。
与尾置辊式破碎机相比,配置中间辊式破碎机的冷却机可以得到更低的出篦冷机熟料温度和更高的余热发电风温。
Sinowalk 冷却机主要技术特点如下:1)二、三次风温高,热回收效率高,大于75%,从而降低系统热耗;2)出篦冷机熟料温度低,有利于熟料的储存和粉磨;3)机械运转率高,年运转率100%(定期停窑检修除外);4)每块篦板下方都有自动风量调节阀,提高冷却风利用率,降低冷却风使用量,从而降低风机电耗,单位熟料冷却风量仅1.7~1。
日产5000吨水泥熟料新型干法生产线烧成系统窑头工艺设计
关键词:物料平衡、新型干法生产、篦冷机、电收尘、
ABSTRACT
This designisone 5000tons of cementclinkerproductionlines burningdrykilnsystem ofsome ofthe design.In order todesign morereasonable and perfect,I revieweda lot of information, andcombined with the currentdaily output of5,000 tons ofcement clinkerproduction line ofnew drykilnsystempractical examplesto makehis owndesign results.But has very many Shortcoming existence, therefore looks forgiveness. Under I introduce my design mentality. 1.Kiln choice:in the selection process of Kiln, Icalculate thetheoretical formulausedkiln, and I alsofindthe actualmanufacturerof thesituation, finally, Isetmycombination;2.Mass balance computation:According to the empirical formula(limestone saturation coefficient, silicic acid rate, alumina rate)calculates, obtains the appropriate rate value.Determinethe finalratio of raw materials;3.Material balancecalculationsbased on previousresults, combined withtheoretical formulaand the application ofselectedmodelsderivedinstance;4.Appurtenance shaping: The appurtenance includes,Clinkercrusher,clinkerzippermachines,centrifugal fans,pulverized coal burner.The equipment although is small, but in the production process also is essential.
篦冷机风量该如何调节【合集】(2)
篦冷机风量该如何调节随着新型干法水泥生产方式在国内水泥企业的普遍推广,水泥生产过程中的能源消耗也在逐步降低。
事实上,由于能源价格的不断上涨,能量消耗占生产成本的比重越来越大,能量利用率的高低决定了企业在未来市场竞争中的优劣。
出篦冷机熟料温度(冷却效果)直接与熟料质量相关。
高温熟料不能及时冷却,会造成A矿含量减少,晶体粗大,易磨性变差,抗硫酸盐性能降低。
熟料冷却的好坏对水泥粉磨工序的影响很大。
如果篦冷机各段风量分配不好,不仅影响入窑二、三次空气温度,对双压型余热发电的发电量影响巨大。
世界上第一台熟料冷却机是1890年出现的单筒冷却机,20世纪40年代才出现篦式冷却机。
推动式篦式冷却机是在与其它类型的篦冷机的竞争中,适应了生产大型化的发展趋势,而成为当代预分解窑配套的主要产品。
推动式篦冷机经过了三代的更新,目前国内外已经开始使用第四代推动棒式篦冷机,目前国内普遍应用的第三代控制流篦冷机很难适应于粉料增加,燃料热值变低,有害杂质含量波动大等情况。
由于熟料的细粉数量增加,造成阻力篦板和物料的沿程阻力增加,同时由于物料的离析作用增强,造成阻力篦板的抑制作用降低,从而再次产生吹穿现象,红河现象增加,二次风温度和三次风温度降低。
本文着重就控制流篦冷机有关风量配置方面的问题给予讨论,为解决篦冷机使用过程中存在的问题提供思路。
1 风量配置与温度间的关系提高二次风和三次风温度,提高煤粉的燃烧效率,缩短火焰长度,从而提高烧成带温度,即提高出窑熟料温度。
事实上从热交换的角度考虑,在篦冷机内风量一定时,熟料和冷风的热交换,应尽可能增加热交换时间和热交换面积,因此采用厚料层操作是提高篦冷机换热效率的基础。
假定熟料温度只是位置x的函数,这样整个问题可简化为一维问题求解,篦冷机冷却物料的过程可以近似地用下面的数学公式来描述。
式中t0——为冷却空气温度,即室温;ω——为在x处单位时间,单位面积上的通风量。
B——为篦床在x处的有效冷却宽度。
第四代篦冷机

第四代行进式稳流冷却机的技术特性伴随水泥技术的进步,追求我国篦冷机发展历史,从上世纪60年代初满足湿法水泥生产的第一代“薄料层篦冷机”的诞生,到上世纪80年代适应新型干法水泥生产技术发展的第二代“厚料层篦冷机”的开发和引进技术,直到上世纪80年代末到90年代初为了进一步节能降耗和适应装备大型化的发展,天津水泥设计院又成功的自主地研制了延用至今的第三代“TC型充气梁高效篦冷机“并对其优化升级,持续升级,持续创新。
TC型篦冷机的技术进步,代表着我国篦冷机技术的发展历史,代表了我国篦冷机产品的国家水平。
在第三代TC型充气梁高效篦冷机技术之后,世界上出现了一种完全革新理念的新一代冷却机。
他们具有模块化,无漏料,磨损少,输送效率高,热回收效率高,运转率高,重量轻等特点。
在篦床的冷风分配上,大部分国外公司的产品都以冷却风自动控制为特色。
如KHD 的风量自动控制阀,SMITH的机械式流量控制阀,而CP的冷却机则不设调节阀;在输送上,除了步进式以外,也有设计成篦床固定的形式,通过推料棒或推料块达到物料输送目的,以减少磨损件。
我国的第四代冷却机的研发于2004年启动,2006年正式立项,历经3年经过前期的充分调研工作,展开一系列的试验及数据采集,明确了冷却机的发展方向,研究新的冷却理念和设计构想。
通过对国外几种形式第四代冷却机的调研,对各家产品优缺点的权衡比较,开发国产化第四代冷却机有了整体思路。
2007年天津水泥设计院与丹麦富士摩根公司最终达成合作意向,在消化、吸收、改进的基础上共同推出国产化TCFC型第四代进行式稳流冷却机。
技术特点1、主要性能TCFC型冷却机具有三高一低的性能,即高热回收效率、高冷却效率、高运转率、低磨损,其主要性能指标如下:单位篦面积产量:44—46T/M2*D单位i冷却风量: 1.7—1.9NM3/KG*熟料热回收率:--75%运转率:〉98%出料温度:65度+环境温度(粒度<=25MM)2、设备结构进行式稳流冷却机的总体结构:设备主要部件包括上壳体、下壳体、篦床、液压传动系统、熟料破碎机等3、主要优点模块化设计:采用标准化模块设计,由新颖而紧凑的模块组建而成;设计周期短、部件互换性能好、安装快、维修简单低电耗:拥有专利技术STAFF流量阀,自动优化风量分布,降低电耗优化料层分布:源于100% 可编程的梭式篦床运动模式消除堆雪人:运用动力学理论设计的模块料口可使下料口料床同时均匀输送,防止熟料堆积梭式往复推动无漏料篦床:水平输送,输送效率高,超低的部件磨损率,不在需要漏料锁风装置和链斗输送设备,整机高度降低四连杆机构:不需要常规的篦床支撑装置,始终保持100%线性运动STAFF流量阀:随料床厚度的变化自动敏感的调节风量,优化冷却风分布,提高热交换效率4、技术特点标准化模块设计:TCFC冷却机采用标准化模块设计,由新颖而紧凑的模块组建而成,通过增加篦床篦板数量,可以适应不同规模的水泥生产线,模块的优化组合可节省设计和工程设备的安装时间,提高维护效率,降低维护成本,同时也大大方便备品备件的供给篦床:篦床由固定篦床和水平篦床组成。
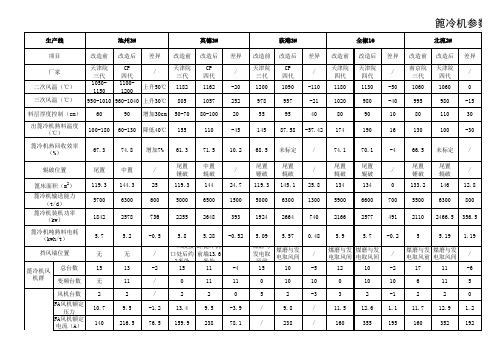
第三代篦冷机改造为第四代篦冷机前后对比
/
煤磨与发 煤磨与发 电取风间 电取风间
/
煤磨与发 煤磨与发 电取风前 电取风间
/
-5
12
10
-2
17
11
-6
/
0
11
11
0
10
10
0
10
10
6
11
5
风机台数
2
2
/
2
2
0
5
FA风机额定 压力
10.7
9.5
-1.2
13.4
9.5
-3.9
/
FA风机额定 电流(A)
140
216.5 76.5 159.9 238
90 增加30cm 50-70 80-100 20
55
95
40
80
90
10
80
110
30
出篦冷机熟料温度 (℃)
100-180 60-130 降低40℃
155
110
-45
145 87.58 -57.42 174
190
16
130
100
-30
篦冷机热回收效率 (%)
67.3
74.8 增加7% 61.3 71.5 10.2 68.5 未标定
1057
差异 /
-20 252
改造前
天津院 三代 1200
改造后
CP 四代 1090
978
957
差异 /
-110 -21
改造前 天津院
四代 1180
1020
改造后 天津院
四代 1130
980
差异 /
-50 -40
改造前
C-AQC5500tpd第四代新型篦冷机简介1

C-AQC5500t/d第四代新型篦冷机简介一、主要工作原理及功能特点(一)主要工作原理1、楼面行走原理(walking floor原理):一个循环主要分四步完成的,第一步6列输送单元在液压驱动下同时前进,第二步1、4列同时后退,第三步2、5列同时后退,第四步3、6列同时后退,至此一个周期运动结束,按此步骤不断地循环下去,达到物料输送的目的。
输送能力通过调节列向单元的速度进行调整。
一个运动周期包括4个步骤2、康达效应:康达效应(Coanda Effect)亦称附壁作用或柯恩达效应。
流体(水流或气流)有离开本来的流动方向,改为随着凸出的物体表面流动的倾向。
当流体与它流过的物体表面之间存在表面摩擦时,流体的流速会减慢。
只要物体表面的曲率不是太大,流速的减缓会导致流体被吸附在物体表面上流动。
这种作用是以罗马尼亚发明家亨利·康达为名。
Coanda 效应指出,如果平顺地流动的流体经过具有一定弯度的凸表面的时候,有向凸表面吸附的趋向。
一个典型的例子,开自来水的时候,如果手指碰到水柱,水会沿着手臂的下侧往下淌,而不是按重力方向从龙头直接往下流。
根据康达(Coanda)效应原理,设计篦板间特定结构的狭缝传导冷却风,喷出的强劲气流贴近篦板表面,同时其具有的高阻力使得该气流场均匀向上分布,透过料层空隙,将夹杂在粗粒熟料中的细粒缓缓地带到料层表面。
于是料层空隙中的细粒被扫清,空隙成为良好顺畅的气流通道,这些通道匀布于整个料床内,使向上气流阻力很小且处处均匀。
该方式物料冷却效果好,并降低篦板的磨损。
(二)主要功能1、作为一个工艺设备,它承担着对高温熟料的骤冷任务,并加以破碎,满足熟料输送、贮存、水泥粉磨的要求;2、作为热工设备,在对熟料骤冷的同时,承担着对入窑二次风及入炉三次风的加热升温任务;3、作为热回收设备,它承担着对出窑熟料携出的大量余热的回收任务,用于余热发电和煤磨烘干;4、作为熟料输送设备,它承担着对高温熟料的输送任务。
第四代篦冷机施工方案
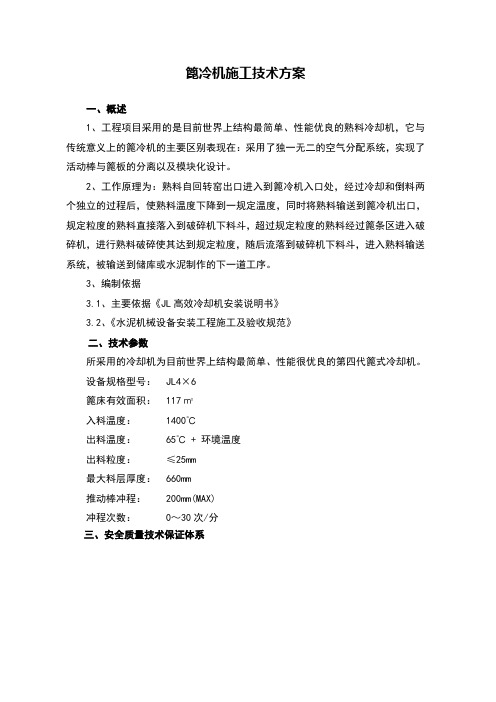
篦冷机施工技术方案一、概述1、工程项目采用的是目前世界上结构最简单、性能优良的熟料冷却机,它与传统意义上的篦冷机的主要区别表现在:采用了独一无二的空气分配系统,实现了活动棒与篦板的分离以及模块化设计。
2、工作原理为:熟料自回转窑出口进入到篦冷机入口处,经过冷却和倒料两个独立的过程后,使熟料温度下降到一规定温度,同时将熟料输送到篦冷机出口,规定粒度的熟料直接落入到破碎机下料斗,超过规定粒度的熟料经过篦条区进入破碎机,进行熟料破碎使其达到规定粒度,随后流落到破碎机下料斗,进入熟料输送系统,被输送到储库或水泥制作的下一道工序。
3、编制依据3.1、主要依据《JL高效冷却机安装说明书》3.2、《水泥机械设备安装工程施工及验收规范》二、技术参数所采用的冷却机为目前世界上结构最简单、性能很优良的第四代篦式冷却机。
设备规格型号: JL4×6篦床有效面积: 117㎡入料温度: 1400℃出料温度: 65℃ + 环境温度出料粒度:≤25mm最大料层厚度: 660mm推动棒冲程: 200mm(MAX)冲程次数: 0~30次/分三、安全质量技术保证体系四、篦冷机的安装及技术要求4.1、基础验收:根据《水泥机械设备安装工程施工及验收规范》中的相关要求对土建基础验收,合格后方可进入下一步安装工序。
4.2、基础划线、清理:参照工艺图标注的尺寸划出篦冷机纵向中心线、窑头热点中心点。
并做预埋板,用样冲留永久标记。
4.3、砂墩制作:4.3.1、参照砂墩布置图进行基础铲麻。
4.3.2、砂墩配比为:河砂:R42.5水泥:水=1:1:适量4.3.3、砂墩标高参照工艺图中标注的尺寸进行计算。
4.3.4、砂墩养护:砂墩制作完后每天浇水养护7--10天。
4.4基础支座安装4.4.1、根据设备图纸及标记将基础支座吊装倒运就位,并穿上地脚螺栓,安装好垫铁,根据篦冷机纵向中心线及窑头热点中心点挂钢丝线,利用水平仪、现坠将基础框架初找正。
4.4.2、地脚螺栓浇注:浇注时,保证地脚孔内无杂物,地脚螺栓不要靠在地脚孔壁上,最好采取临时措施固定地脚螺栓使其垂直于基础支座底面,灌浆时应将地脚孔内的混凝土捣实。
篦式冷却机

水泥熟料煅烧热工过程中,预热、烧成和冷却是 三个不可分割的工艺环节。
熟料冷却机是水泥回转窑不可缺少的重要配套设备。
水泥熟料冷却机
1、水泥熟料冷却机的功能与作用: (1)作为工艺设备:它承担对高温熟料的骤冷任务,骤冷可以阻止 水泥熟料中矿物晶体的长大,特别是阻止C3S晶体的长大,还可 以使液相凝固成玻璃体,使MgO及C3A大部分固定在玻璃体内, 提高水泥熟料的活性,防止β -C2S向rC2S的转变。 (2)作为热工设备:冷却水泥熟料,并对入窑二次风,入炉三次风 的加热升温任务,有利于燃料的着火和预燃、 (3)作为热回收设备:对出窑熟料携带出去的大量热焓进行回收。
第四代冷却机:料层厚度:800-1000mm,单位面积负荷 44t/m2.d,随着对热效率和低维护成本要求的提高,在第 三代篦冷机的基础上研发出了CP的η冷却机和Polysius多 轨道梁冷却机为代表的第四代篦冷机。
第三代冷却机诞生背景
• 上世纪70年代后普遍采用的第二代篦式冷却机经常会出现 热端篦板烧坏、 料层偏薄〔一般热端料层厚度在400〜 500mm〕,由于粗细料离析(回转窑出料 所具有的特征〉 作用,篦床上串风严重,从而造成热回收效率不髙,设备 故障率 频繁。随着域分解技术的发展日趋成熟及市场激烈 的竞争对大型化及能源消耗等 方面愈来愈高的要求,提高 热回收效率、设备可靠性和大型化的要求越来越迫切。 • 1983年德国人karlaon wedel提出了通过提高篦板阻力可以 有效地改善篦 床上由于粗细料离析而出现冷却风不均现象, 并申请了 “高阻力篦板”的专利。在《zement kalk gips》 杂志上详细地阐述了高阻力篦板的实验结果,1984年 德 国IKN公司取得授权并开发了世界上第一台以“高阻力篦 板”为主要特征的 第三代推动篦式冷却机。
CP第四代篦冷机辊破

Claudius Peters Clinker Cooler Technology
克劳迪斯彼得斯熟料冷却技术
Claudius Peters Clinker Cooler Technology Design and function
of the roller crusher
克劳迪斯彼得斯熟料冷却技术辊式破碎机的设计与功能
Technical specification of Claudius Peters Roller Crusher
Crushing shaft with rings Crushing rings
上环之后的破碎轴破碎环
Operation mode depends on portion of oversized clinker
具体选用哪种运行模式,要看大块熟料量多还是量少。
Reversing
反转监视时间
Roller drive failure -Broken rings have
破碎辊驱动故障
-损坏的破碎环要尽快更换
•General condition of the crusher
•破碎机大体情况
General condition of the crusher
破碎机的大体情况
Check cooling / sealing air supply
冷却冷却风、密封风的供风情况
•Condition of crushing rings
•破碎环的情况
Condition of crushing rings
破碎环的情况
Grease bearing
轴承干油。
第四代熟料冷却机的技术特点
第四代熟料冷却机的技术特点作者:侯勋伟满沅澧卢何玉摘要:降低篦冷机成本是第四代熟料冷却机研发的指导思路,第四代熟料冷却机的技术特点是:模块化设计;篦板多样化;采用液压驱动,运行更平稳;辊式破碎机的使用,提高了适应性及使用寿命;减少了冷风量,降低了能耗;降低建筑高度,节省了投资。
关键词:篦冷机,模块化热回收效率技术指标自从19世纪末,人们为了降低熟料温度,改进熟料质量,将第一台单筒熟料冷却机应用于水泥回转窑系统,此后,为进一步达到这一目的,先后又为水泥回转窑系统开发出了多筒冷却机,回转式篦冷机,振动式篦冷机,推动式篦冷机。
直到20世纪70年代预分解窑出现以后,系统对三次风、二次风的风量和温度都有了较高的要求,这才使得篦冷机在与筒式冷却机的竞争中取得了绝对优势。
随后在篦冷机独领风骚的时代,推动式篦冷机又以其稳定的运转率、对工况极强的适应性、良好的热回收效率及较低的熟料温度等卓越的性能淘汰了回转式篦冷机和振动式篦冷机。
从此推动式篦冷机作为预分解窑系统的首选熟料冷却设备,技术不断发展,目前已经发展到第四代。
近些年来,新型干法水泥生产技术的发展已经相当成熟,但是水泥生产行业仍属高能耗产业,降低系统能耗一直是人们追求的目标。
经过孜孜不倦的努力,当篦冷机热回收效率提高到75%左右这一接近极限水平时,降低篦冷机成本就变成了篦冷机研究发展的主导方向,第四代篦冷机就是这一指导思想下的产物。
1 第四代篦冷机的主要特点经过前三代篦冷机的技术改进,如今的篦冷机出料温度和热回收效率已经达到比较理想的效果,如果继续挖掘篦冷机这方面的潜力,目前看来,很难在短期内再取得大的突破。
因此从第四代篦冷机开始,各厂家侧重在降低运行成本,提高设备运行可靠性、简化操作控制以及降低投资等方面进行了比较大的改进。
1.1模块化设计模块化设计一方面是篦冷机的篦板模块化,另一方面是将篦冷机的主要部件分成几个部分(见图1),例如分成固定篦板段,多个活动篦板段以及破碎机段等。
篦冷机的工作原理PPT课件

第二代“厚料层篦冷机”,料层厚度:400-500mm,单位面积负荷 35t/m2.d,为与NSP窑产量相适应,篦冷机由第一代发展到了第二代,结构 上取消进料口的导料装置,窑和篦冷机的中心线根据卸料偏心和物料粒度 离析进行了偏离,篦板高度增加到136mm,将篦板支承在横梁上,篦板下风 室隔板焊在固定篦板支承梁上,大大加强了风室间的密封,可以调节各风 室的风量和风压,提高了熟料冷却效率。
• 第四代篦冷机输送熟料是由篦床上的推料棒来完成的 。推料棒横向布置,沿纵向每隔 300mm安装一件,即 隔一件是活动推料棒,隔一件是固定推料棒,活动推 料棒往复运动推动熟料向尾部运动,推向出料口。推 料棒的横断面是不等边三角形,底边 125mm,高 55mm ,材质耐热铸钢。推料棒底平面与篦床上的篦板上平 面有 50mm的间距, 50mm的间距空间布满冷熟料,这 些冷熟料不仅能防止落下的熟料对篦板的冲击,又能 防止熟料对篦板的磨损,有效地保护篦板,使篦板的 寿命在5年以上,而推料棒的寿命也在2年以上。推料 棒与篦床的连接采用压块和拄销,更换时只要取出拄
★ 尽可能提高二次风和三次风温度,作为燃烧空气,降低烧成系
统燃料消耗。
★ 将余热风加热,用于余热发电和煤磨烘干。 ★ 最后把熟料加以破碎并冷却到尽可能低的温度,以满足熟料输
送、贮存和水泥粉磨的要求。
.
3
一、冷却机主要功能及发展
(二)冷却机的发展:
单筒冷却机:1890年世界上出现第一冷却机-单筒冷却机,把
.
8
一 步进式
物料输送原理:
CP公司ETA篦冷机熟料输送采用楼面行走原理。篦床由若干条平行 的熟料输送列向单元组合而成,平行布置,由液压系统驱动。各列向 单元根据“walking-floor”原理进行移动,每列单元移动速度和行程可 根据工艺需要进行调节。篦冷机篦床动作一个循环分4步:第1步各列 液压缸同时向前推动篦床移动,第2步1、4列篦床后退,第3步2、5列 篦床后退,最后3、6列篦床后退,然后进入下个循序。
第四篦冷机工作原理及操作要领

一、结构特点及工作原理
冷却风机群:冷却风机共有19台,一段有13台,二段4台,
破碎机有2台风机,起着冷却和密封风机。前期风机全部选用变频 调节,考虑信号干扰问题,自达州二期起后期项目大部分风机改 采用挡板调节,现平凉二期篦冷机冷却为例,风量及风压配置介 绍如下:
Cooling fan 冷却风机 Air volume (Am³ / h) 风量 Total pressure (mbar) 全压 Control 控制 Required fan power In operation(kW) 风机运行需用功率 Required motor (kW) 风机电机选用功率
一、结构特点及工作原理
在固定静止的充气篦层上方,输送推动轨道沿熟料
前进的方向呈线性等距离排列。每列输送推动轨道长 度皆贯穿整个篦床长度。
一、结构特点及工作原理
冷却空气通过迷宫密封在轨道梁间的充气单元配
送。充气单元充满熟料颗粒的方格槽不会发生磨损。
一、结构特点及工作原理
多轨道梁结构
一、结构特点及工作原理
模块化设计
HE Module:高效模块
一、结构特点及工作原理
Inlet chamber:入口模块
一、结构特点及工作原理
Drive chamber:驱动模块
Aeration chamber:风室模块
一、结构特点及工作原理 液压驱动 技术参数:
Motor power( 驱动功率):4 x 90kW Stroke length of cylinders(冲程): 420mm
Speed of crushing rollers 轴转速: 电机功率 crushing roller cooling: 冷却风机风量:
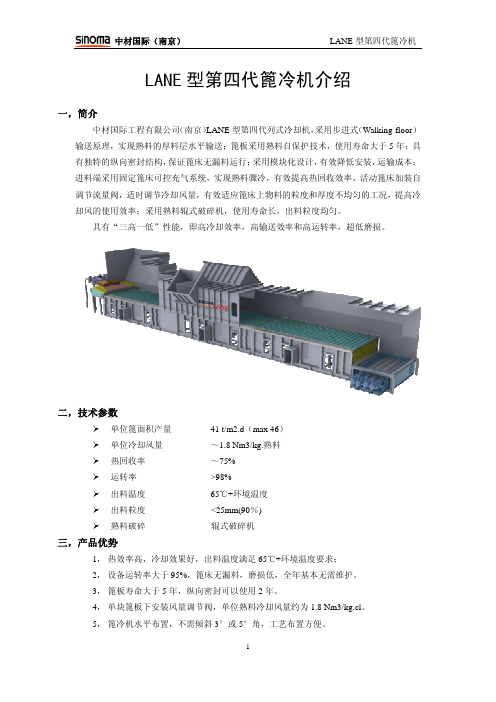
南京院LANE型第四代篦冷机介绍-给客户
六,综合优势
NC 型第三代篦冷机与 LANE 型第四代篦冷机参数对比表
1, 热效率高,冷却效果好,出料温度满足 65℃+环境温度要求;
2, 设备运转率大于 95%,篦床无漏料,磨损低,全年基本无需维护。
3, 篦板寿命大于 5 年,纵向密封可以使用 2 年。
4, 单块篦板下安装风量调节阀,单位熟料冷却风量约为 1.8 Nm3/kg.cl。
5, 篦冷机水平布置,不需倾斜 3°或 5°角,工艺布置方便。
传动功 率/kW
2X55 2X75 2X75 2X90 2X90 3X90 3X90 3X90
篦床 行程 /mm 400 400 400 400 400 400 400 400
篦速/次 下料口固 熟料破 每分钟 定篦床 碎机
2~4.7 2~4.7 2~4.7 2~4.7 2~4.7 2~4.7 2~4.7 2~4.7
篦床采用模块化设计,易损件规格种类少,备件通用性强成本低; 第四代篦冷机运行可靠,进一步提高热回收效率,显著提高了入窑、入分解炉的燃烧空 气温度,二、三次风温在 20~30℃以上,大幅度节能降耗。
七,选型表
LANE 型第四代篦冷机选型表
产量 /tpd
型号
篦床有 效面积
/m2
传动 方式
3000 LANE0609c 74.1 液压
3200 LANE0610b 80.7 液压
3500 LANE0612a 93.0 液压
4000 LANE0613a 100.2 液压
第四代篦冷机工作原理

技术参数:
•额定能力: 6000t / d
•宽度:
3660mm
•轴转速: 4min-1
•电机功率 4×7.5kW
三、CP篦冷机-结构
辊式破碎机安装在篦冷机中间,配有4个破碎辊,由齿轮 电机驱动,每个破碎辊装有24个破碎环。
破碎机运行有三种模式:
三、CP篦冷机-结构
三、CP篦冷机-结构
破碎辊结构形式
一、冷却机主要功能及发展
篦板和篦床结构是篦冷机最重要的部件, 它决定了篦床的料层厚度,也就决定了篦床单 位面积产量,同时它决定了供风系统和热回收 效率,一、二、三、四代篦冷机产品发展主要 表现在篦板和篦床的结构的改进。
一、冷却机主要功能及发展
第四代篦冷机主要性能考核指标:
第四代篦冷机具有“三高一低”的性能,即高热回收效率、 高冷却效率、高运转率、低磨损。其主要性能指标如下:
0.88Nm3/kg Cli
废气温度
268℃
通风面积
125m2
单位面积负荷(受到通风的)
44(t/d)/m2
热效率
78%
三、CP篦冷机-工作原理
物料输送原理:
CP公司ETA篦冷机熟料输送采用楼面行走原理。篦床由若干条平 行的熟料输送列向单元组合而成,平行布置,由液压系统驱动。各列 向单元根据“walking-floor”原理进行移动,每列单元移动速度和 行程可根据工艺需要进行调节。篦冷机篦床动作一个循环分4步:第 1步各列液压缸同时向前推动篦床移动,第2步1、4列篦床后退,第3 步2、5列篦床后退,最后3、6列篦床后退,然后进入下个循序。
第二代 “厚料层篦冷机”,料层厚度:400-500mm,单位面积负荷
35t/m2.d,为与NSP窑产量相适应,篦冷机由第一代发展到了第二代,结构上取消 进料口的导料装置,窑和篦冷机的中心线根据卸料偏心和物料粒度离析进行了偏离; 为提高推动效率,篦板厚度增加到130mm;为减少漏料,将篦板长缝改为均面圆孔; 将篦板支承在横梁上,篦板下风室隔板焊在固定篦板支承梁上,大大加强了风室间 的密封,可以调节各风室的风量和风压,提高了熟料冷却效率。
CP篦冷机控制逻辑图

CP篦冷机控制逻辑图K25A 、篦冷机润滑系统(SCP1) 此部分控制根据CP 公司资料编写当润滑单元启动后产生篦冷机的释放信号(润滑单元运行)。
当循环油泵启动后产生篦冷机的释放信号(循环油泵运行)。
K27A 、辊式破碎机主控回路(共1台):K26A 、篦冷机主控回路(SCP1)停机信号 启动信号停机信号(破碎机)释放信号二段列向移动单元释放信号F15SF10风机释放信号F11风机释放信号F12风机释放信号F13风机释放信号FA风机释放信号FB风机释放信号FC风机释放信号F14SF1风机释放信号F2风机释放信号F3风机释放信号F4风机释放信号F8风机释放信号F9风机释放信号F5风机释放信号F6风机释放信号F7风机释放信号停机信号二段移动列向单元熟料输送释放信号一段移动列向单元熟料输送释放信号以下程序产生篦床的设定点释放信号,实现对篦床速度的控制(F2风机出口压力或篦床料层厚度),此信号必须送出(通过Profibus ),关于速度的过程控制可见窑头过程控制说明。
一段移动列向单元释放信号一段篦床的设定点控制二段篦床的设定点控制K27A、一段篦床篦冷机风机主控回路(共13台风机):风机启动信号 FA FA风机FC FC 风机FB 风机风机注:停机顺序为开机顺序的相反过程,依次为(下图),不过停机延时为1min ,且为同时停止该风机风量控制F1F1风机F14S风机F3F3风机F2风机风机F8F8风机F4风机风机F5F5风机F9风机风机F7F7风机F6风机F7风机调速K27A、二段篦床篦冷机风机主控回路(共5台风机):启动信号F15SF15S风机F11F11F10风机风机F13F13F12风机F13风机调速。
C-AQC5500tpd第四代新型篦冷机简介

现场设定: 1、每列的冲程长度 2、时间表 3、时间监视参数 4、PID调节参数 5、液压系统压力
现场设定: 1、前/退的阀门开度 2、液压系统压力 3、前后限位间移动
第 13 页 共 24 页
上图中:S31 为前进等待时间,然后 1-6 列同时前进,s1 为同时前进所 用时间;然后分别是 1、4 列后退,后退时间为 s2;2、5 列后退,后退 时间为 s2;1、6 列后退,后退时间为 s2;经过 s32 后退等待时间后, 一个运动循环结束,同时后退的顺序通过设定可以改变。 前进后退的时间经过 CKE 在厂房调试并不断的进行程序上的优化,在前 进后退的时间上分别增加了相应的斜坡处理,使篦床运行的稳定度有了 很大的改善。
辊破操作箱(LOB01):现场壁挂箱;就近放置在辊式破碎机侧,用 于辊式破碎机的现场操作和监视。
1 段控制箱(LCB01):主控制柜的 DP 远程站,现场壁挂通过光缆与 主控制柜通讯;放置在 1 段篦床侧,主要接入 1 段篦床的一些现场控制 信号,用于 1 段篦床的操作和运行参数监视。
1 段控制箱(LCB02):主控制柜的 DP 远程站,现场壁挂通过光缆与 主控制柜通讯;放置在 2 段篦床侧,主要接入 2 段篦床的一些现场控制 信号,用于 2 段篦床的操作和运行参数监视。 2、辊破控制
第 14 页 共 24 页
4、中控操作 (1)、冷却风机的操作
冷却风机操作
全自动 DCS
通过PID自动控 制风机入口挡 板,保证风的流 量满足下表中预 设的值。
2)、篦床操作
自动
DCS
通过PID自动控制 风机入口挡板,保 证风的流量满足操 作员设定的流量。
手动
手动调节风机入 口挡板。
篦床操作
篦冷机主要参数
篦冷机主要参数篦冷机主要参数篦冷机是水泥生产线上重要的冷却设备,上个世纪30年**发出篦式冷却机设备,为水泥生产线向大型化发展奠定基础,我国从事篦冷机设计开发是在60~70年代,80年代中期我国引进了美国FULLER 公司第二代篦冷机制造技术,篦冷机技术的引进开发使我国水泥工业向前迈出一大步,相继开发的一大批新型干法水泥生产线都使用的是FULLER型篦冷机,90年代中期我国又开发出第三代空气梁式篦冷机,第三代篦冷机的开发应用成功最显著的特点就是同规格的回转窑产量提高近20%以上。
丹麦史密斯公司开发的第四代篦冷机已投放市场多台,显示出了高一筹的先进性。
篦冷机的研究工作仍在不断深入进行。
本人多年从事篦冷机的研究工作,谨利用本文针对有关篦冷机设计方面的一些问题进行探讨。
M0h!_6~"g/A&{1G一、篦冷机规格的确定篦冷机规格有两种表示方法,一种用产量表示,例如2000t/d篦冷机,3000t/d篦冷机。
另一种是用篦床宽度×篦床长度表示,篦冷机规格与单位篦床面积产量有关,单位篦床面积产量大,篦冷机规格就小,反之就大。
第二代篦冷机单位篦床面积产量仅为30~40t/m2.d,而第三代篦冷机乃至第四代篦冷机单位篦床面积产量已达到40~50t/m2.d以上。
篦冷机的宽度B,对于一般窑型B是窑的有效内径的80%,对于预分解窑B是窑的有效内径的(50~60)%。
^7z#I3j9h.I#v-X 经验公式:B=0.52G0.44,B=1.04Dr—1.75(B———篦床宽度,m;G———窑产量,t/d;Dr———窑有效内径,m。
)篦冷机篦床面积:A=G/g(A———篦床面积,m2;g———篦床单位面积产量,t/m2d。
)T+c%|7~(h8H&X篦床长度:L=A/B(L———篦床长度,m。
)关于篦床长度,在设计第二代篦冷机时一般规定1500t/d以下规格,采用一段篦床,1500t/d以上规格采用二段篦床,3000t/d以上规格采用三段篦床。
篦冷机冷却风机的选型
篦冷机冷却风机的选型孙义飞;高景新;柳勇【摘要】篦冷机是水泥厂熟料烧成系统中的重要主机设备之一,其主要功能是对出回转窑水泥熟料进行快速冷却、输送,同时为回转窑及分解炉等提供热空气,是烧成系统热回收的主要设备.rn一般每台篦冷机配有4~21台冷却风机,冷却风机与篦冷机间工艺布置有标准排气式布置及循环式布置两种,工业生产大多采用标准排气式布置.目前市场上以第二代篦冷机、第三代空气梁式篦冷机及第四代篦冷机应用较多,技术成熟.【期刊名称】《水泥技术》【年(卷),期】2012(000)003【总页数】2页(P42-43)【作者】孙义飞;高景新;柳勇【作者单位】中国中材国际工程股份有限公司天津分公司,天津300400;四平鼓风机股份有限公司,吉林四平136001;中国中材国际工程股份有限公司天津分公司,天津300400【正文语种】中文【中图分类】TQ172.622.4篦冷机是水泥厂熟料烧成系统中的重要主机设备之一,其主要功能是对出回转窑水泥熟料进行快速冷却、输送,同时为回转窑及分解炉等提供热空气,是烧成系统热回收的主要设备。
一般每台篦冷机配有4~21台冷却风机,冷却风机与篦冷机间工艺布置有标准排气式布置及循环式布置两种,工业生产大多采用标准排气式布置。
目前市场上以第二代篦冷机、第三代空气梁式篦冷机及第四代篦冷机应用较多,技术成熟。
下面以德国CP公司生产的第四代篦式冷却机为例,对与其配套的冷却风机选型作一介绍。
德国CP篦冷机配有21台送风机,根据工艺要求大多配有流量检测装置,检测送入篦下的风量并以此来调整必需的条件,各室风机进风口配有调节门或采用变频电动机调节。
篦冷机冷却风机还应具有性能参数准确,调节范围广且可调节性、控制性好,进行调节时轴承箱振动速度变化不明显,且电机不易过载等特点,一般选用先进的后向叶片风机能较好地满足上述要求。
典型的5000t/d篦冷机冷却风机特性参数要求见表1。
针对上述5000t/d篦冷机冷却风机中Fan6风机,按参数同为Q=49500m3/h和P=10300Pa,对前、后向式两种不同叶片的风机性能比较说明如下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(负责承受列向单元重量,并起到导向作用)
34
ETA General design and function.ppt
横向密封(位置:高效模块下方)
35
ETA General design and function.ppt
纵向密封 – 功能
正面, 看右边
冷却风 纵向密封内的通道
冷却机侧面
从这个区域出来的冷却风将送入窑、预热器 • 余热回收区(WHR区)
从这个区域出来的冷却风用于发电 • 后续冷却区
从这个区域出来的冷却风就是废气
14
ETA General design and function.ppt
冷却机内的区域划分
2
3
1
窑下料区
1 热回收区: 二次风、三次风 2 余热回收区: 余热回收风 3 后续冷却区: 废气
21
ETA General design and function.ppt
热回收区
后续冷却区
料层、热交换的可控程度高
固定进料部位
确保高效热回收
侧边通风可调
侧边通风部位专门配备独立的风机
行程可以分别设定
熟料停留时间可调
22
ETA General design and function.ppt
ETA冷却机通风布局
确保使用寿命长
42
ETA General design and function.ppt
最大程度地降低磨损,确保使用寿命长
磨损原因分析 : - 熟料的运动和摩擦 - 钢结构承受的高温
磨损是可以降低的
c 优化输送系统 d 优化通风 e 自保护设计 – 抗磨损、耐高温 f 磨损部位采用表面堆焊来加强
43
ETA冷却机
• 每列列向单元均单独驱动 • 最大行程 400mm
• 各列向单元的行程可以分别设定
对ETA冷却机工艺和控制的影响
• ETA冷却机冲程次数减少 Î 降低磨损 • 有利于冷却机的横向布料,确保同一横截面的料层均匀 • 各列向单元上熟料,在冷却机内的停留时间,可以分别调节
10
ETA General design and function.ppt
Ê 模块化组装 Ê 改装要求停机时间短
Ê 设计简约而坚固 投资成本低
26
ETA General design and function.ppt
高效模块 – 利益点
Ê 进料区篦板不烧伤 Ê 无需维护 Ê 改善熟料分布和冷却效果 Ê 提高热回收程度 Ê 降低窑热耗
27
ETA General design and function.ppt
高效模块
固定进料部 位
辊式破碎机
ETA General design and function.ppt
注: Chamber:风室 Lane: 列向单元 F: 风机
23
q 固定进料部位
(高效模块)
24
ETA General design and function.ppt
高效模块 – 主要构件
通风区域
ETA General design and function.ppt
Clinker Flow
19
余热回收区 (WHR区)
余热回收区 (WHR区) * 确保最大程度地进行热交换 * 高效输送熟料
ETA解决方案
• 破碎机置于两段冷却机中间 大块熟料得到破碎,其中的热量得到提取
• 列向单元的移动原理:“Walking-floor(行走楼板)” 高效熟料输送 各列向单元行程可以分别设定
入口模块: 2,6m
侧Co边ntr可olled 调A通eSriad风teion
C中on部tro可lled 调ACe通erantti风roen
高效
模块
High Efficiency Module
1号 模块
Module 1
Co列Lnatrn向oelle单d 元 A可era调tion通风 侧CoSn边itdroe可lled 调Ae通rati风on
冷却机侧墙的摩擦力
FR墙
V 熟料
FR墙
8
后移过程中的受力分析
F 压力
固定进料部位
F R 物料 V熟料
F R 物料
详情请看下面的电影
9
ETA General design and function.ppt
篦冷机与ETA冷却机的比较
篦冷机
• 所有的活动篦板一起驱动 • 最大行程 120mm
• 全部篦板的行程是相同的
克劳迪斯 彼得斯
熟料冷却机技术
Picture no. 1
克劳迪斯 彼得斯
熟料冷却机技术
ETA 冷却机 设计、功能介绍
Picture no. 2
目录 : 1. ETA 冷却机概述 2. 名词解释 3. 冷却机各分区要满足的要求 4. 固定进料部位 (高效模块) 5. 固定进料部位后面的模块结构 6. 最大程度地降低磨损,确保使用寿命长
3
ETA General design and function.ppt
n
ETA 冷却机概述
4
ETA General design and function.ppt
ETA分段冷却机 : 名称认读
ETA 10 6 7 // 6 4
二段的长度 (4个风室) 冷却机的宽度 (6列列向单元) 一段的长度 (7 个风室) 冷却机宽度 (6列列向单元) 高效模块 (10排篦板)
高效模块 – 设计
CP的原设计: 存在堆雪人的问题
改良后的设计:
• 雪人无立足之地 • 海螺的推雪人装置可以兼入 • 采用原设计的冷却机(达州、广
元)将会改造
28
ETA General design and function.ppt
高效模块 – 典型设计
29
ETA General design and function.ppt
中部密封
(不漏料)
列向单元
(输送熟料,同时进行通风)
导轨
(压在托轮上、位于左右挡板之间、可以前后挪动)
ETA General design and function.ppt
钢支架
(负重)
托轮,其两边有挡板
(负责承受列向单元重量,并起到导向作用)
33
托轮
导轨
(夹在托轮挡板之间、压在托轮上、可以前后挪动)
39
ETA General design and function.ppt
风室模块: 3.3m或4.4m
40
ETA General design and function.ppt
驱动模块: 4.4m
41
ETA General design and function.pp色 - 设计:经过实践
考验的狭缝篦板 - 通风面积大 - 安装在高效模块顶部 - 使用寿命长
30
ETA General design and function.ppt
r 固定下料部位
后面的 模块结构
31
ETA General design and function.ppt
模块化设计
(各自独立的通风单位,由调节阀调风)
篦板
(熟料通风、冷却)
钢支架
(负重)
收窄区
(改善布料)
25
ETA General design and function.ppt
高效模块 – 特色与优点
Ê 完全直接通风 优化配风与热回收
Ê 固定式低温熟料层 篦板使用寿命长
Ê 只有固定篦板,并且篦板间无缝隙 不漏料
ETA General design and function.ppt
横向密封正面
36
纵向密封 – 功能
冷却机一段尾部和辊式 破碎机侧面
ETA General design and function.ppt
输送风从通道出来 粉尘输送到尾部 输送风通过通道,在列向单元尾部出来
37
纵向密封
38
ETA General design and function.ppt
输送量
篦板速度替换为输送量! • 输送量: 某段时间内全部列向单元所经过的路程 • 最大输送量:
最大行程 x 列向单元总数 x 冲程数量 • 实际输送量:
实际行程 x 列向单元总数 x 冲程数量 得数以百分数显示(反映出实际输送量是最大输送量的百分之几)。
11
ETA General design and function.ppt
下壳体钢结构由本地分交制造,现 场最后组装
高效模块 入口模块 2.6m 专门通风的侧边风室
风室 驱动模块风室
冷却机尺寸和熟料产量决定各段风 室的数量
出口模块风室 熟料破碎机
32
ETA General design and function.ppt
截面图 – 例中冷却机具有7列列向单元
侧部密封
(不漏料)
输送量
例如
最大输送量: • 列向单元总数: 6 • 最大行程: 400mm • 冲程数量最大值: 6/分钟 • 最大输送量得数: 14400 mm/分钟
(= 6 x 400 x 6)
实际输送量:
• 行程:
150mm (1号和 6号列向单元)
300mm (2到5号列向单元)
• 冲程数量: 4/分钟
• 实际输送量得数: 6000 mm/分钟
一般来说,每套动作循环包括4个步骤
前移
第1步
1234 56
后移
第2步
12345 6
第3步
12345 6
第4步
12345 6
7
ETA General design and function.ppt