光滑塞规计算
塞规的计算方法

二楼所说的不是完全正确,你说的是塞规的基本尺寸,做塞规时也要有公差的。
根据楼主所说,内孔是φ70(公差是+0.03/0)可知该孔为7级精度。
经查表得T=0.0036mm,Z=0.0046mm.再根据孔用量规计算公式:通规上偏差Ts=EI+Z+T/2=0+0.0046+0.0018=0.0064mm通规下偏差Ti=EI+Z-T/2=0+0.0046-0.0018=0.0028mm则通规应为φ70(+0.0064/0.0028)止规上偏差Zs=ES=0.03mm止规下偏差Zi=ES-T=0.03-0.0036=0.0264mm则止规应为φ70(+0.03/0.0264)或φ70.03(0/-0.0036)[ 此贴被huangshanwwj在2007-01-18 16:33重新编辑]GB/T 1957塞规公差计算表(单位:UM)塞规公差计算表(单位:um)您的零件数据IT6 IT7 IT8 IT9 IT10工件基本尺寸尺寸公差IT6 T Z 塞规公差IT7 T Z塞规公差IT8 T Z塞规公差IT9 T Z塞规公差IT10 T Z塞规公差D(mm)上偏差下偏差通端止端通端止端通端止端通端止端通端止端0至310 0 6 1 1 1.5 0.5 10 9 10 1.2 1.6 2.2 1 10 8.8 14 1.6 2 2.8 1.2 10 8.4 25 2 3 4 2 10 8 40 2.4 4 5.2 2.8 10大于3至67 5 8 1.2 1.4 7 5.8 7 5.8 12 1.4 2 7.7 6.3 7 5.6 18 2 2.6 8.6 6.6 7 5 30 2.4 4 10.2 7.8 7 4.6 48 3 5 11.5 8.5 7大于6至109 1.4 1.6 2.3 0.9 0 -1.4 15 1.8 2.4 3.3 1.5 0 -1.8 22 2.4 3.2 4.4 2 0 -2.4 36 2.8 5 6.4 3.6 0 -2.8 58 3.6 6 7.8 4.2 0 3大于10至1811 1.6 2 2.8 1.2 0 -1.6 18 2 2.8 3.8 1.8 0 -2 27 2.8 4 5.4 2.6 0 -2.8 43 3.4 6 7.7 4.3 0 -3.4 70 4 8 10 6 0 4大于18至3013 2 2.4 3.4 1.4 0 -2 21 2.4 3.4 4.6 2.2 0 -2.4 33 3.4 5 6.7 3.3 0 -3.4 52 4 7 9 5 0 -4 84 5 9 11.5 6.5 0 5大于30至50-5 -10 16 2.4 2.8 -6 -8.4 -5 -7.4 25 3 4 -4.5 -7.5 -5 -8 39 4 6 -2 -6 -5 -9 62 5 8 0.5 -4.5 -5 -10 100 6 11 4 -2 -5 1大于50至8019 2.8 3.4 4.8 2 0 -2.8 30 3.6 4.6 6.4 2.8 0 -3.6 46 4.6 7 9.3 4.7 0 -4.6 74 6 9 12 6 0 -6 120 7 13 16.5 9.5 0 7说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
光滑极限塞规磨损极限尺寸计算

精度检测技术复习:1、包容原则、孔轴合格条件2、普通测量仪器可把每个零件的尺寸、形状分别测量出来,但效率低,不方便。
大批生产零件可用专用量具检验。
光滑工件尺寸的检测及量规设计光滑工件尺寸通常采用普通计量器具测量或用光滑极限量规检验。
对于一个具体的零件,是选用计量器具还是选用量规,要根据零件图样上遵守的公差原则来确定。
当零件图样上被测要素的尺寸公差和形位公差遵守独立原则时,该零件加工后的尺寸和形位误差采用通用计量器具来测量。
当零件图样上被测要素的尺寸公差和形位公差遵守相关原则时,应采用光滑极限量规或位置量规来检验。
在此重点介绍光滑极限量规(包容原则)即介绍GB1957-81《光滑极限量规》标准。
一、光滑极限量规的功用光滑极限量规是一种没有刻线的专用量具。
1、检验孔、轴时,不能测出孔、轴尺寸的具体数字,但能判断孔、轴尺寸是否合格。
2、量规结构简单、制造容易、使用方便。
3、量规是用来判断孔、轴尺寸是否在规定的两极限尺寸范围内,因此量规都成对使用。
其中一为“通规”,另一为“止规”。
通规——用以判断dm、Dm有否从公差带内超出最在实体尺寸。
止规——用以判断da、Da有否从公差带内超出最小实体尺寸。
检验时,通规能过,止规不能过,说明合格。
二、塞规和卡规光滑极限量规是塞规和卡规的统称。
塞规:检验孔用的极限量规。
通规按Dmin设计防止Dm<Dmin止规按Dmax设计防止Da>Dmax卡规:检验轴用量规通规按dmax设计防止dm>dmax止规按dmin设计防止da<dmin三、量规的分类1、工作量规:是工人在生产过程中检验工件用的量规。
它的通规和止端分别用“T”和“Z”表示。
2、验收量规:是检验部门或用户验收产品时使用的量规。
3、校对量规:是校对轴用工作量规的量规。
轴用工作量规在制造或使用过程中常会发生碰撞变形,且通规经常通过零件易磨损,所以要定期校对。
孔用工作量规虽也需定期校对,但它很方便地用通用量仪检测,故不规定专用的校对量规。
光滑极限量规教程(塞规-检具)
光滑极限量规教程(塞规-检具)第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
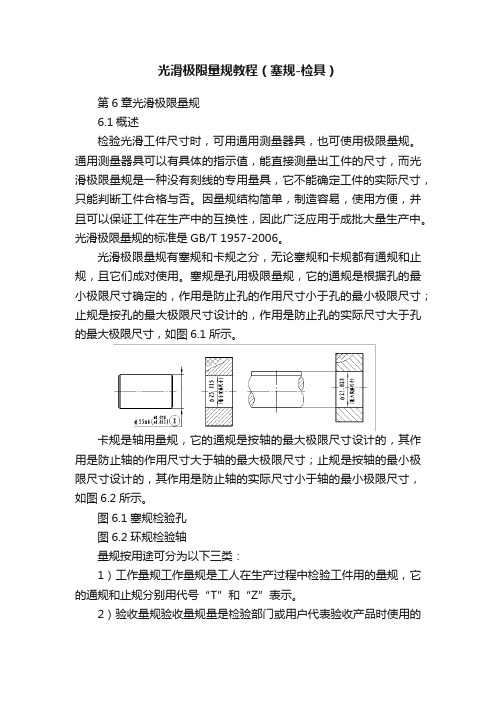
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
光滑极限量规设计计算表.xls

0.011 T 值 0.006 Z 值 0.008 工件公差 .036~.057 57~89 0.0125 大于315 (Z+T/2)值 0.0089 至500 T 值 0.0054 0.007 Z 值 0.0062 0.009 大于250 至315
(Z+T/2)值
0.008 0.0048 0.0056
0.1225 0.045 0.1 0.135 0.05 0.11
890~1400 1400~2300
塞规(止) 0 0.0032
磨损极限 109.992
卡规(止) 0.0038 0
磨损极限 166.667
基本尺寸 孔上偏差 孔下偏差 110 0.017 -0.008
(Z+T/2)值
塞规(止) 110.017
0.0054
基本尺寸 轴上偏差 轴下偏差 166.65 0.017 -0.008
(Z+T/2)值
查表T值 0.0038
查表Z值 0.0044
0.0063
卡规(通) 0.0038 166.6607 0
0.015 0.021 0.028 0.04 0.055 0.008 0.01 0.012 0.016 0.02 0.011 0.016 0.022 0.032 0.045 89~140 140~230 230~360 360~570 570~890 0.0165 0.0235 0.032 0.045 0.061 0.009 0.011 0.014 0.018 0.022 0.012 0.018 0.025 0.036 0.05 孔用量规各尺寸一览 塞规(通) 查表T值 查表Z值 0 0.0032 0.0038 109.9974 0.0032 轴用量规各尺寸一览
光滑塞规的公差等级表和计算公式

量规设计实例:
量规设计实例:
例1:设计检验Ф30+0.033/-0.00的孔用量规
一、根据被检工件的基本尺寸和公差等级,由表中可
查出相应量规的T值和Z值,公差等级为8级,与其相对应量规的Z值为0.005mm,T值为0.0034mm
二、根据量规公差带图,计算出量规的最大、最小以
及磨损尺寸(磨损尺寸略)
1.通规的计算
Tmax=MMS+Z+T/2
=D+EI+Z+T/2
=30+0+0.005+0.0034/2
=30.0067
Tmin=MMS+Z-T/2
=30.0033
由上式可知:孔用量规通规的公式为
2.止规的计算
Zmax=LMS
=D+ES
=30+0.033
=30.033
Zmin=LMS-T
=30.0296
由上式可知:孔用量规止规的公式为
例2:设计检验Ф30-0.020/-0.041的轴用量规
轴用通(止)规尺寸的计算与孔用通(止)规尺寸的计算方法类似,即:
轴用量规通规的公式为
轴用量规止规的公式为。
光滑极限量规教程(塞规-检具)

第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
光滑工件尺寸检测方法
第4章 光滑工件尺寸检测4.1用通用计量器具测量工件任务8 测量减速器输出轴645m φ○E 外径(单件或小批量生产)在各种几何量的测量中,尺寸检测是最基本的。
由于被测零件的形状、大小、精度要求和使用场合的不同,采用的计量器具也不同。
对于单件或小批量生产的零件,常采用通用计量器具来检测;对于大批量生产的零件,为提高检测效率,多采用量规来检验。
检验如图2-15所示的减速器输出轴645m φ○E 外径(单件或小批量生产), 需要明确以下问题:1.光滑工件检验时的验收原则,标准规定的安全裕度和验收极限。
2.根据被测工件尺寸精度要求,选择满足测量精度要求且测量方便易行、成本经济的通用计量器具。
4.1.1确定验收极限在机械加工车间环境的条件下,使用通用计量器具测量零件尺寸时,通常采用两点法测量,测得的值为轴、孔的局部实际尺寸。
由于计量器具存在测量误差、轴或孔的形状误差、测量条件偏离标准规定范围等原因,使测量结果偏离被测真值。
因此,当测得值在工件最大、最小极限尺寸附近时,就有可能将本来处在公差带之内的合格品判为废品(误废),或将本来在公差带之外的废品判为合格品(误收)。
为了保证足够的测量精度,实现零件的互换性,必须按国家标准GB/T3177—1997《光滑工件尺寸的检验》规定的验收原则及要求验收工件,并正确的、合理地选择计量器具。
国家标准通过安全裕度来防止因测量不确定度的影响而造成工件“误收”和“误废”,即设置验收极限,以执行标准规定的“验收原则”。
1.验收原则——所用验收方法应只接收位于规定的极限尺寸之内的工件。
即允许有误废而不允许有误收。
2.安全裕度(A)——测量不确定度的允许值。
它由被测工件的尺寸公差值确定,一般取工件尺寸公差值的10%左右,其数值如表4-2所示。
3.验收极限——检验工件尺寸时判断合格与否的尺寸界限。
验收极限的确定有两种方法,如表4-1所示。
表4-1光滑工件尺寸的验收极限注:工艺能力指数 p c 值是工件公差值T 与加工设备工艺能力σc 之比值。
光滑极限量规计算

塞规公差
通端
止端
50
30
0 -20
62.5 37.5
0 -25
75
45
0 -30
92.5 57.5
0 -35
110
70
0 -40
135
85
0 -50
160 100
0 -60
185 115
0 -70
220 140
0 -80
245 155
0 -90
270 170
0 -100
305 195
0 -110
340 220
74
46
0 -28 -46 -74
28
0
0 1000 34 75
92
58
0 -34 -58 -92
34
0
0 1200 40 90 110
70
0 -40 -70 -110
40
0
0 1400 46 ## 123
77
0 -46 -77 -123
46
0
0 1600 52 ## 146
94
0 -52 -94 -146
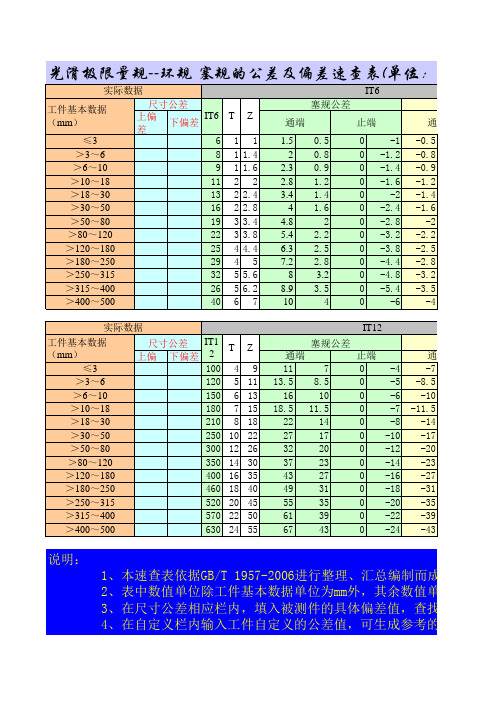
编制而成。 余数值单位均为μm。 值,查找的对应栏内为检具的具体制造偏差值。 成参考的检具公差和偏差值。
环规公差
止端
1.2 1.4 1.8
2 2.4
3 3.6 4.2 4.8 5.4
6 7 8
IT8 T Z
0 14 2 2 0 18 2 3 0 22 2 3 0 27 3 4 0 33 3 5 0 39 4 6 0 46 5 7 0 54 5 8 0 63 6 9 0 72 7 10 0 81 8 11 0 89 9 12 0 97 10 14
光滑极限量规设计计算表

<0.006~0.01 <0.01~0.014 <0.014~0.025 <0.025~0.04
0至3
T 值 Z 值 工件公差
(Z+T/2)值
大于3 至6
T 值 Z 值 工件公差
(Z+T/2)值
大于6 至10
T 值 Z 值 工件公差
(Z+T/2)值
大于10 至18
T 值 Z 值 工件公差
(Z+T/2)值
塞规、卡规用光滑极限量规表 IT8 IT9 0.0028 0.0016 0.002 18~30 0.0036 0.002 0.0026 22~36 0.0044 0.0024 0.0032 27~43 0.0054 0.0028 0.004 33~52 0.0064 0.0034 0.005 39~62 0.008 0.004 0.006 46~74 0.0107 0.0046 0.007 54~87 0.0107 0.0054 0.008 63~100 0.012 0.006 0.009 72~115 0.0135 0.007 0.01 81~130 0.004 0.002 0.003 30~48 0.0052 0.0024 0.004 36~58 0.0064 0.0025 0.005 43~70 0.0077 0.0034 0.006 52~84 0.009 0.004 0.007 62~100 0.0105 0.005 0.008 74~120 0.0135 0.006 0.009 87~140 0.0135 0.007 0.01 100~160 0.016 0.008 0.012 115~185 0.0185 0.009 0.014 130~210
大于18 至30
T 值 Z 值 工件公差
光滑极限量规公差速查表 内含公式
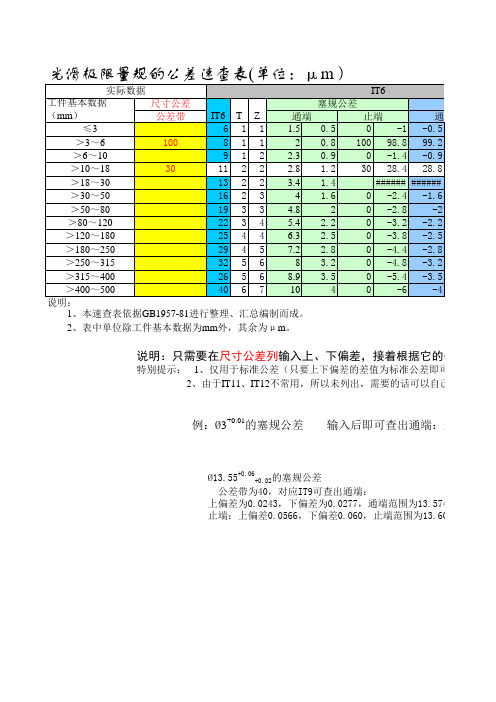
1、本速查表依据GB1957-81进行整理、汇总编制而成。
2、表中单位除工件基本数据为mm外,其余为μm。
说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选
特别提示: 1、仅用于标准公差(只要上下偏差的差值为标准公差即可);
2、由于IT11、IT12不常用,所以未列出,需要的话可以自己补充。
例:Ø3+0.01的塞规公差输入后即可查出通端:上偏差为0
Ø13.55+0.06+0.02的塞规公差
公差带为40,对应IT9可查出通端:
上偏差为0.0243,下偏差为0.0277,通端范围为13.5743-13.577;
止端:上偏差0.0566,下偏差0.060,止端范围为13.6066-13.61
围为13.5743-13.577;范围为13.6066-13.61
标准公差即可);
的话可以自己补充。
出通端:上偏差为0.0022,下偏差为0.001;止端:上偏差0.01,下偏差0.0088根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
088。
光滑极限量规设计计算表
0.085 0.026 0.06
870~1400
0.085 0.03 0.07 0.0975 0.035 0.08 0.11 0.04 0.09 0.1225 0.045 0.1
630~1000 1000~1600
720~1150 1150~1850
810~1300 1300~2100
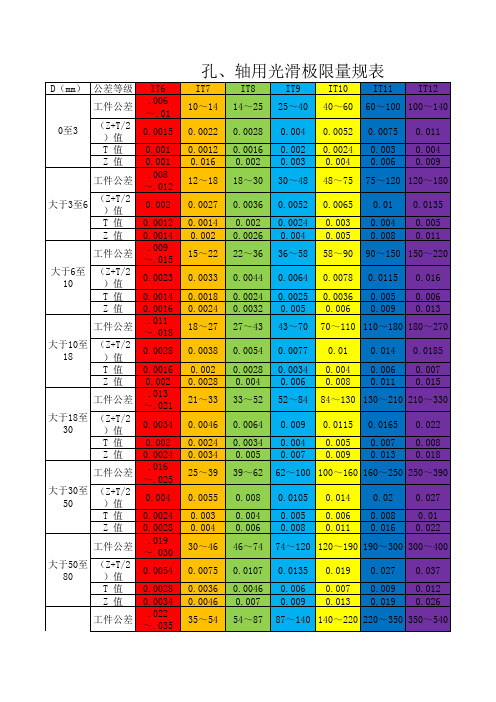
孔、轴用光滑极限量规表
D(mm) 公差等级 IT6 工件公差 .006~.01 (Z+T/2)值 0.0015 0至3 T 值 0.001 Z 值 0.001 .008~.012 工件公差 (Z+T/2)值 0.002 大于3至6 T 值 0.0012 Z 值 0.0014 工件公差 .009~.015 大于6至 (Z+T/2)值 0.0023 10 T 值 0.0014 Z 值 0.0016 工件公差 .011~.018 大于10至 (Z+T/2)值 0.0028 18 T 值 0.0016 Z 值 0.002 .013~.021 工件公差 大于18至 (Z+T/2)值 0.0034 30 T 值 0.002 Z 值 0.0024 工件公差 .016~.025 大于30至 (Z+T/2)值 0.004 50 T 值 0.0024 Z 值 0.0028 工件公差 .019~.030 大于50至 (Z+T/2)值 0.0054 80 T 值 0.0028 Z 值 0.0034 工件公差 .022~.035 大于80至 (Z+T/2)值 0.0054 120 T 值 0.0032 Z 值 0.0038 工件公差 .025~.04 (Z+T/2)值 0.0063 大于120 至180 T 值 0.0038 Z 值 0.0044 工件公差 .029~.046 大于180 (Z+T/2)值 0.0072 至250 T 值 0.0044 Z 值 0.005 工件公差 .032~.052 大于250 (Z+T/2)值 0.008 至315 T 值 0.0048 Z 值 0.0056 IT7 10~14 0.0022 0.0012 0.016 12~18 0.0027 0.0014 0.002 15~22 0.0033 0.0018 0.0024 18~27 0.0038 0.002 0.0028 21~33 0.0046 0.0024 0.0034 25~39 0.0055 0.003 0.004 30~46 0.0075 0.0036 0.0046 35~54 0.0075 0.0042 0.0054 40~63 0.0084 0.0048 0.006 46~72 0.0097 0.0054 0.007 52~81 0.011 0.006 0.008 IT8 IT9 IT10 IT11 14~25 25~40 40~60 60~100 0.0028 0.004 0.0052 0.0075 0.0016 0.002 0.0024 0.003 0.002 0.003 0.004 0.006 18~30 30~48 48~75 75~120 0.0036 0.0052 0.0065 0.01 0.002 0.0024 0.003 0.004 0.0026 0.004 0.005 0.008 22~36 36~58 58~90 90~150 0.0044 0.0064 0.0078 0.0115 0.0024 0.0025 0.0036 0.005 0.0032 0.005 0.006 0.009 27~43 43~70 70~110 110~180 0.0054 0.0077 0.01 0.014 0.0028 0.0034 0.004 0.006 0.004 0.006 0.008 0.011 33~52 52~84 84~130 130~210 0.0064 0.009 0.0115 0.0165 0.0034 0.004 0.005 0.007 0.005 0.007 0.009 0.013 39~62 62~100 100~160 160~250 0.008 0.0105 0.014 0.02 0.004 0.005 0.006 0.008 0.006 0.008 0.011 0.016 46~74 74~120 120~190 190~300 0.0107 0.0135 0.019 0.027 0.0046 0.006 0.007 0.009 0.007 0.009 0.013 0.019 54~87 87~140 140~220 220~350 0.0107 0.0135 0.019 0.027 0.0054 0.007 0.008 0.01 0.008 0.01 0.015 0.022 63~100 100~160 160~250 250~400 0.012 0.016 0.0225 0.031 0.006 0.008 0.009 0.012 0.009 0.012 0.018 0.025 72~115 115~185 185~290 290~460 0.0135 0.0185 0.025 0.036 0.007 0.009 0.01 0.014 0.01 0.014 0.02 0.029 81~130 130~210 210~320 320~520 0.015 0.021 0.028 0.04 0.008 0.01 0.012 0.016 0.011 0.016 0.022 0.032 IT12 100~140 0.011 0.004 0.009 120~180 0.0135 0.005 0.011 150~220 0.016 0.006 0.013 180~270 0.0185 0.007 0.015 210~330 0.022 0.008 0.018 250~390 0.027 0.01 0.022 300~400 0.037 0.012 0.026 350~540 0.037 0.014 0.03 400~630 0.043 0.016 0.035 460~720 0.049 0.018 0.04 520~810 0.055 0.02 0.045
光滑极限塞规~1

2.2数据的修约 数据的修约
数据修约规定有效位数后面的数字,要按一定的规则进行 取舍处理,修约值应为修约间隔的整数倍.1单位修约的取舍 原则为(除此之外还有0.2单位和0.5单位原则): 2.2.1拟舍弃数字最左一位小于5时舍去; 2.2.2拟舍弃数字最左一位大于5时(包括等于5且其后还有非 "0"数字)则向前位进1; 2.2.3拟舍弃数字最左一位大于5且其后无数字或有但均为"0"时, 2.2.3 5 0" "5"前的数字为奇数则进1,为偶数则舍弃,即应使数据末位 数为偶数. 对下列数据取4位有效数字 其结果如下所示. 位有效数字, 例:对下列数据取 位有效数字,其结果如下所示. 8.42349 1.2000 41.996 1.51051 1.51750 1.51050 1.6235 8.423 1.200 45.00 1.511 1.518 1.510 1.624
Z 1.6 2 2.4 2.8 3 4 4.6 5.4 6 7 8 9 1
IT8 IT8 T 1 1.6 1 2 22 2.4 27 2.8 33 3 39 4 46 4.6 54 5.4 63 6 72 7 81 8 89 9 97 1
Z 2 2.6 3 4 5 6 7 8 9 1 1 1 1
IT9 IT9 T 25 2 30 2.4 36 2.8 43 3 52 4 62 5 74 6 87 7 100 8 115 9 13 1 140 1 155 1
IT6 IT6 T 6 1 8 1.2 9 1.4 1 1.6 1 2 1 2.4 1 2.8 22 3 25 3 29 4.4 32 4.8 36 5.4 40 6
Z 1 1.4 1.6 2 2.4 2.8 3 3 4.4 5 5.6 6.2 7
光滑极限量规设计计算表

2、分别检验——用不同位置量规分别检验被测要素的位置公差及其基准要素本身的形位公差。
3、同时检验——在同一基准体系条件下,用同一位置量规检验被测要素的位置公差及其基准要素本身的上表中各式代号的含义如下:
4.917=3=
0.08
=0.005=
0.005
=
3.08
0.003
查表7-1
根据综合公差和以三个面定位固定式查询表
t
T
i
T t+T
M
T M
W MMC D =
0.0080.0025
1.917
0-0.005
1.932
磨损极限
测销直径
5.991
1.942
0.003
磨损极限d LM 不是标准尺寸,为了便于制造使导套5的孔径为标准直径,将活动测销3的测量部位做成台阶式。
在孔组位置度检具种导套一般采用带台阶的导套,以防止在使用中受到活动测销的冲撞
配合为H7/n6,直径D1由设计者确定。
查表7-1
取测量销部位直径
要素本身的形位公差。
的位置公差及其基准要素本身的形位公差
0.025
0.003
查询表7-2
0.003
M F =
C =
0.003
3的测量部位做成台阶式。
的冲撞可能产生的松动。
导套5的外径与本体4上的孔
0.003
此套公式适合活动销钉。
光滑量规公差,自动计算及查询表格
-2.2 -2.7 -3.3 -3.8 -4.6 -5.5
-6.4 -7.5 -8.4 -9.7 -11 -12.5 -14
环规公差
通端
止端
-11
4
-13.5
5
-16
6
-18.5
7
-22
8
-27
10
-32
12
-37
14
-43
16
-49
18
-55
20
-61
22
-67
24
IT1 3
T
Z
0 140 6 14
0 -120
环规公差
通端
止端-30 -50 Nhomakorabea20
-37.5 -62.5
25
-45 -75
30
-57.5 -92.5
35
-70 -110
40
-85 -135
50
-100 -160
60
-115 -185
70
-140 -220
80
-155 -245
90
-170 -270 100
-195 -305 110
-220 -340 120
147.5 92.5
0 -55
环规公差
通端
止端
-15.5 -24.5
9
-19.5 -30.5
11
-23.5 -36.5
13
-27.5 -42.5
15
-31 -49
18
-39 -61
22
-47 -73
26
-55 -85
30
-62.5 -97.5
35
渐开线花键塞规尺寸计算
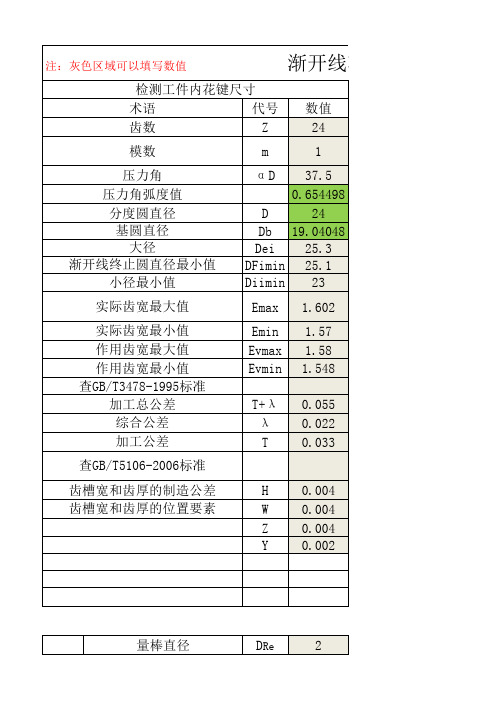
37.5 24
19.0404802 25.1 22.8 22.7 1.554
1.55
1.546
术语 齿数 模数 压力角
综合止端塞规尺寸 代号 Z m αD
分度圆直径
D
基圆直径
大径
渐开线起始圆直径最大值
小径最大值
齿厚上极限
齿厚
齿厚下极限
齿厚磨损极限
Db Dei DFemax Diemax Zs Zi Zu
跨棒距M值 27.17122764 27.16637537 27.16152201
量棒与齿形接触点压力角inv值(渐开线函数值) 量棒与齿形接触点压力角
跨棒距M值
0.152884859
40.937925 27.20516028
0.152718192 0.152634859
40.92522778 27.20031689 40.91887222 27.19789372
Emax 1.602
实际齿宽最小值 作用齿宽最大值 作用齿宽最小值 查GB/T3478-1995标准
加工总公差 综合公差 加工公差
Emin Evmax Evmin
1.57 1.58 1.548
T+λ λ T
0.055 0.022 0.033
查GB/T5106-2006标准
齿槽宽和齿厚的制造公差 齿槽宽和齿厚的位置要素
数值 24 1
37.5
24
19.0404802 24.7333333
22.8 22.7 1.582 1.578 1.576
量棒与齿形接触点压力角inv值(渐开线函数值) 量棒与齿形接触点压力角
0.151718192 0.151551526 0.151384859