论镁合金性能与熔炼的探究(一)
镁合金熔炼原理与工艺
00.1 58.0 21.0 80.0 %�拌搅有� �6FS� σ 40.0
60.0 50.0 40.0 30.0 %�拌搅无� �6FS� σ 20.0
018 087 067 057 ℃/度温 556
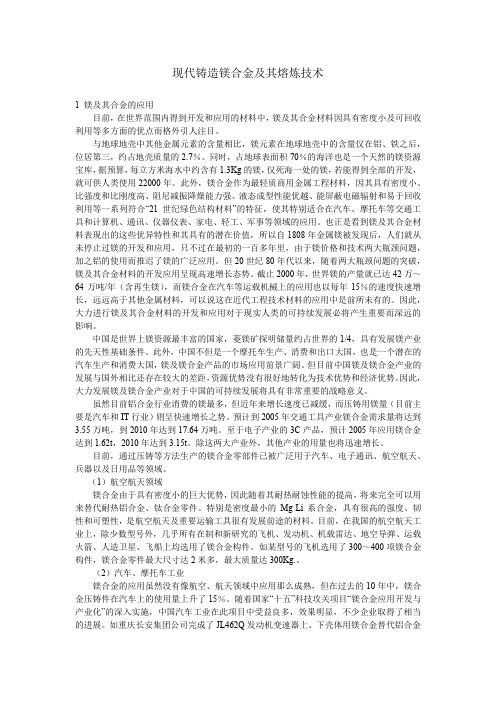
值荐推的量含 6FS 的小最面表液熔金合镁入通 1-1 表
�金合的土稀含而�小更下倾化氧的金合锆、锌含�低镁纯比向倾化氧其�19ZA 金合的 铝含如。响影定一有也用作护防的气空 6FS 对素元的金合。键关制控和计设统系护保是 向倾化氧的镁�高升度温�明证验实。响影的度温受也用作化氧的液熔镁止防 6FS
面液�加增的量入输着随。致所失损的露泄和应反液镁与 6FS 为因是要主这�大要量含 。用作蚀腐的重严有具还备设
对氛气且而�降下果效化氧抗的镁仅不�时%1 于大数分积体的 6FS 中氛气护保。用作 无�型线直属均线曲化氧的镁� �%1 于大数分积体�高过或�%10.0 于小数分积体�低 过量含 6FS 中气空�关有量含其与用作烧燃防的液熔镁对 6FS�明证验实重增化氧
定一入通合混�时℃507 于高度温当�明表果结究研些一。高要还的镁纯比向倾化氧其
.2-1 表见。果效的护保高提于助有 2OC 的量
化优的量含和分组的体气护保合混 6FS 以所.1-1 表见�加增的应相应也量含 6FS�大加 。平水的定一在制控量含 6FS 将能可有才样这
�封密地效有要须必置装炼熔金合镁而因�加增也量 6FS 的耗消所 �加增也量含 6FS 方上 的用应际实但�液熔金合镁护保效有可就量含 6FS 的%10.0 为数分积体�明表验实
在。 �2-1�式和�1-1�见式程方应反其�应反生发水与能均态液是还态固是论无镁
水为解分会 2�HO�gM 且并�快加度速应反�高升度温着随�慢缓度速应反�下温室
镁合金熔铸工艺特点及典型熔炼工艺
镁合金熔铸工艺特点及典型熔炼工艺在熔炼镁合金过程中必须有效地防止金属的氧化或燃烧,可以通过在金属熔体表面撒熔剂或无熔剂工艺来实现.通常添加微量的金属铍和钙来提高镁熔体的抗氧化性.熔剂熔炼和无熔剂熔炼是镁合金熔炼与浇注过程的两大类基本工艺.1970年之前,熔炼镁合金主要是采用熔剂熔炼工艺.熔剂能去除镁中杂质并且能在镁合金熔体表面形成一层保护性薄膜,隔绝空气.然而熔剂膜隔绝空气的效果并不十分理想,熔炼过程中氧化燃烧造成的镁损失还是比较大.此外,熔剂熔炼工艺还存在一些问题,一方面容易产生熔剂夹杂,导致铸件力学性能和耐蚀性下降,限制了镁合金的应用;另一方面熔剂与镁合金液反应生成腐蚀性烟气,破坏熔炼设备,恶化工作环境.为了提高熔化过程的安全性和减少镁合金液的氧化,20世纪70年代初出现了无熔剂熔炼工艺,在熔炼炉中采用六氟化硫(SF6)与氮气(N2)或干燥空气的混合保护气体,从而避免液面和空气接触.混合气体中SF6的含量要慎重选择.如果SF6 含量过高,会侵蚀坩锅降低其使用寿命;如果含量过低,则不能有效保护熔体.总的来说,无论是熔剂熔炼还是无熔剂熔炼,只要操作得当,都能较好地生产出优质铸造镁合金.1熔炼保护工艺(1)熔剂保护熔炼工艺将熔体表面与氧气隔绝是安全地进行镁合金熔炼的最基本要求.早期曾尝试采用气体保护系统,但效果并不理想.后来,人们开发了熔剂保护熔炼的工艺.镁合金用熔剂见表7.3.在熔炼过程中,必须避免坩锅中熔融炉料出现"搭桥"现象,将余下的炉料逐渐添加到坩锅内,保持合金熔体液面平稳上升,并将熔剂轻轻撒在熔体表面.每种镁合金都有各自的专用熔剂,必须严格遵守供应商规定的熔剂使用指南.在熔化过程中,必须防止炉料局部过热.采用熔体氯化工艺熔炼镁合金时,必须采取有效措施收集Cl2.在浇注前,要对熔体仔细撇渣,去氧化物,特别是影响抗蚀性的氯化物.浇注后,通常将硫粉撒在熔体表面以减轻其在凝固过程中的氧化.(2)无熔剂保护工艺压铸技术中采用熔剂熔炼工艺会带来一些操作上的困难,特别是在热压室压铸中,这种困难更加严重.同时,熔剂夹杂是镁合金铸件最常见的缺陷,严重影响铸件的力学性能和耐蚀性,大大阻碍了镁合金的广泛应用.20世纪70 年代初,无熔剂熔炼工艺的开发成功是镁合金应用领域中的一个重要突破,对镁合金工业的发展有着革命性的意义.1)气体保护机理如上所述,纯净的N2,Ar,Ne 等惰性气体虽然能对镁及其合金熔体起到一定的阻燃和保护作用,但效果并不理想.N2易与镁反应,生成Mg3N2 粉状化合物,结构疏松,不能阻止反应的进行.Ar和Ne等惰性气体虽然与Mg不反应,但无法阻止镁的蒸发.大量试验研究表明,CO2,SO2,SF6 等气体对镁及其合金熔体可以起到良好的保护作用,其中以SF6的效果最佳.熔体在干燥纯净的CO2中氧化速度很低.高温下CO2与镁的化学反应方程式为2Mg(L)+CO2=2 MgO(S)+C反应产物为无定型碳,它可以填充与氧化膜的间隙处,提高熔体表面氧化膜的致密性,此外还能强烈地抑制镁离子透过表面膜的扩散运动,从而抑制镁的氧化.SO2与镁的化学反应方程式为3Mg(L)+SO2=2 MgO(S)+ MgS(S)反应产物在熔体表面形成一薄层较致密的MgS/ MgO复合膜,可以抑制镁的氧化.20世纪70年代,SF6的保护效果没有得到认可前,人们广泛采用SO2气体来抑制镁合金的氧化与燃烧.SF6是一种人工制备的无毒气体,相对分子质量为164.1,密度是空气的4倍,发生化学反应可能产生有毒气体,在常温下及其稳定.含SF6的混合气体与镁可以发生一系列的复杂反应.2Mg(L)+O2=2 MgO(S)2Mg(L)+O2+SF6=2 MgF2(S)+ SO2+ F22MgO(S)+SF6=2 Mg F2(S)+ SO2+ F2MgF2的致密度高,它与MgO一起可形成连续致密的氧化膜,对熔体起到良好的保护作用.应当注意的是,采用含SF6保护气氛时,一定不能含有水蒸气,否则水分的存在会大大加剧镁的氧化,还会产生有毒的HF气体.然而,各种气体对镁合金熔体的保护效果可能与合金系有关.M.H.Kim等开展了保护性气体对Mg-Ca系合金熔体氧化特性影响的研究,发现Ar,N2,和CO2三种气体中N2的保护效果最好.流速较小时,CO2与镁合金熔体反应生成的氧化层具有双层多孔性结构,表层富碳,内层富氧,不能抑制Mg-Ca系合金熔体的氧化与燃烧.显然,Kim与其他人的研究结果相悖.2)SF6保护气氛目前,人们在镁合金熔炼与生产过程中广泛采用SF6保护气氛.SF6保护气氛是一种非常有效的保护气氛,能显著降低熔炼损耗,在铸锭生产行业和压铸工业中得到普遍应用.实验研究表明,含0.01vol.%SF6的混合气体可有效地保护熔体,但实际操作中,为了补充SF6与熔体反应与泄漏造成的损耗,SF6的浓度要高些.在配置混合气体时,一般应采用多管道,多出口分配,尽量接近液面且分配均匀,并且需要定期检查管道是否堵塞和腐蚀.采用SF6保护气氛熔炼合金时,应尽可能提高浇注温度,熔体液面高度和给料速度的稳定性,以避免破坏液面上方SF6气体的浓度.此外要注意保护气体与坩锅发生反应,否则反应产物(FeF3,Fe2O3)将与镁发生剧烈反应.SF6保护气氛主要有两种,一种时干燥空气与SF6的混合物,另一种时干燥空气与CO2 和SF6的混合物.SF6保护气氛中SF6浓度较低(1.7~2)vol.%,且无毒无味.压铸温度比较低,且金属熔体密封性好,SF6浓度较低的空气混合物就可以提供保护(通常小于0.25 vol%).在熔剂熔炼工艺中,细小的金属颗粒会陷入坩锅底部的熔渣中而难以回收,因而熔体损耗较高.在无熔剂工艺中,由于没熔剂,坩锅底部熔渣量大大减少,从而熔体损耗相对较低.由于在镁合金熔炼温度下SF6会缓慢分解和与其他元素发生反应生成SO2,HF和SF4等有毒气体,在815℃还会产生剧毒的S2F10,但S2F10在300~350℃会分解出SF6和SF4,因此镁合金的熔炼温度一般不超过800℃.SF6浓度低于0.4 vol.%的保护气氛便能对镁合金熔体提供有效保护,因而产生的有毒气体可以忽略.表7.12列出了SF6气体的技术要求.SF6价格高且存在潜在的温室效应,因而要尽量控制SF6的排放量.保护性气氛中SF6的浓度不容许超过2vol.%,否则会引起坩锅损耗.特别是在高温下,SF6浓度超过某一特定的体积分数时,坩锅内可能发生剧烈反应甚至爆炸,因此必须对混合气体中SF6浓度进行严格控制.此外,带盖的坩锅不能采用纯SF6气氛进行保护.SF6是影响镁合金寿命周期指标(LCA)的主要因素,也是制约镁合金成为21世纪绿色材料的关键因素.2000年,国际镁协会(IMA)呼吁镁界人士重视开发保护性气体以代替SF6.1.3.1 熔化工具及原料的准备新坩埚在使用前须经没有渗透及X射线检验,证明无渗漏及影响使用的缺陷后方可使用。
镁合金性能与熔炼的探究
镁合金性能与熔炼的探究【摘要】:介绍了镁合金的分类和组织与性质特点,并介绍了镁合金的主要熔炼方法。
熔炼设备,熔剂及气体保护熔炼技术,保护性气体有SF6、CO2、SO2 、N2等或它们的混合气体,SF6 和CO2是有害气体科学家研究用氩气替代SF6和CO2作为镁合金熔炼保护气体。
【关键词】:镁合金;性能;熔炼引言20世纪80年代初期,北美汽车制造企业为了达到平均燃油标准(CAFE),都努力降低汽车自重,以减少燃油消耗。
镁合金由于密度小、压铸性能好被认为是降低汽车自重的首选合金,各国都加紧进行镁合金生产及应用研究,镁合金工业因而进入飞速发展阶段。
1 镁合金的组织性能与分类1.1镁合金的分类常用镁合金共有四大系列⑴Mg-Al-Si(AS)系列:AS系列具有较好的抗蠕变性,强度高,塑性、韧性好,但充型性能较差,常用于制造工作温度较高的发动机零件,如发动机曲轴等。
⑵Mg-Al-Zn(AZ)系列:AZ系列具有均衡的力学性能和铸造性能,屈服强度高并具有一定的耐盐雾腐蚀能力,适合制造形状复杂的薄壁压铸件,如阀套、离合器壳体等。
⑶Mg-Al-Mn(AM)系列:AM系列具有优异的韧性和塑性,适合制造受冲击的零部件,如汽车轮毂等。
⑷Mg-Al-RE(AE)系列:AE系列具有比AS系列更好的抗蠕变性,但易粘模,压铸性能较差,并且稀土成本高,该合金暂时应用范围较小。
1.2镁合金的组织与性能特点镁合金在共晶温度时,具有α相单相组织,而在常温下具有α+β(Mg2Al3)组织。
镁在α相中有一定的溶解度,而且镁原子半径与铝原子半径相差很大,故能产生很强的固溶强化作用。
α与β两相是以离异共晶形态存在,在铸态组织中β相以网状呈现在α相的晶界处,会降低合金的强度和塑性。
采取固溶化及淬火处理,消除β相,能提高其机械性能。
镁合金不具有时效强化作用,不易进行强化处理。
虽然镁在α相中溶解度随温度下降而降低,但由于镁原子在铝中容易扩散和聚集,即使在常温下也会发生自然时效过程,析出β相。
第十六章 铸造镁合金及其熔炼PPT课件

东芝「镁合金」DLP投影机
镁合金手提CD「靓声兼长气」
铝镁合金潮流 一款来自Q-MAX的USB闪
盘
镁合金魅力 Sony PCG-Z1VGP
纯镁中加入Al、Zn、Mn、Zr及稀土等元
素,制成镁合金。
Mg-Mn系、Mg-Al-Zn 系、Mg-Zn-Zr
系 和Mg-RE-Zr系等合金系。
5
机舱隔框、增压机匣等高载荷零件
8
形状简单受力不大的耐蚀零件
20
飞机蒙皮、壁板及耐蚀零件
7
形状复杂的锻件和模锻件
9
室温下承受大载荷的零件,如机翼等
2.3 镁合金-分类、牌号
铸造镁合金:ZM+顺序号表示。 ZM1、ZM2、ZM7、ZM8: Mg-Al-Zn 系 ZM5: Mg-Zn-Zr系:较高的强度,良好的塑性和铸造工艺性能,耐热性 较差,主要用于制造150℃以下工作的飞机、导弹、发动机中承受较高载 荷的结构件或壳体。
650
40
660
64
1668
353
18
1083
100
693
-
化学活性高:
潮湿大气、海水、无机酸及其盐类、有机酸、甲醇等介质中均会引起剧烈 的腐蚀。
干燥大气、碳酸盐、氟化物、铬酸盐、氢氧化钠溶液、苯、四氯化碳、汽 油、煤油及不含水和酸的润滑油中很稳定。
室温下,镁表面与大气中氧作用,形成氧化镁薄膜,但薄膜较脆,也不像 氧化铝薄膜那样致密,故其耐蚀性很差。
金属还原剂:如稀土合金、钛等到。 镁牺牲阳极保护阴极:防腐性能好、不需外加直流电源、安装后自动运
行、不需维护、占地面积少、工程费用低、与外界环境不发生任何干扰。石 油管道、天燃气、煤气管道和储罐;港口、船舶、海底管线、钻井平台;机 场、停车场、桥梁、发电厂、市政建设、水处理厂、石化工厂、冶炼厂、加 油站的腐蚀防护以及热水器、换热器、蒸发器、锅炉等设备。
镁合金的熔炼与精炼

如氧化物、氮化物等,需控制夹杂物的数量和分 布,以保证镁合金的质量。
熔炼工艺与技术
01
熔炼前的准备
清理炉膛、准备工具和原料,确 保熔炼前的准备工作充分。
03
搅拌与混合
在熔炼过程中进行搅拌和混合, 促进成分均匀分布,减少偏析现
象。
02
熔炼温度与时间
根据镁合金的种类和成分,控制 适当的熔炼温度和时间,以保证
镁合金的熔炼与精炼
THE FIRST LESSON OF THE SCHOOL YEAR
汇报人:可编辑
2024-01-06
目录CONTENTS
• 镁合金简介 • 镁合金的熔炼 • 镁合金的精炼 • 镁合金的铸造与加工 • 镁合金的回收与再生
01
镁合金简介
镁合金的特点
低密度
镁合金的密度低于钢和铝合金,具有轻量化 优势。
现经济、社会和环境的协调发展。
感谢观看
THANKS
THE FIRST LESSON OF THE SCHOOL YEAR
01
02
03
喷涂
在镁合金表面喷涂防腐漆 或金属涂层,以提高耐腐 蚀性能。
电镀
在镁合金表面电镀一层金 属,以提高耐腐蚀性和导 电性。
阳极氧化
通过电解方法使镁合金表 面形成一层氧化膜,以提 高耐腐蚀性和美观度。
01
镁合金的回收与再 生
回收方式与技术
机械回收
将废旧镁合金进行破碎、筛选,再通过熔炼和重铸的方式进行回 收。
精炼原料与配料
镁合金
主要原料,根据需要选择不同成分的镁合金 。
精炼剂
用于去除熔液中的杂质,如氧化物、硫化物 等。
合金元素
为了调整镁合金的性能,可添加适量的合金 元素。
变形镁合金的熔炼技术(一)

变形镁合金的熔炼技术(一)变形镁合金是一种优越的金属材料。
变形镁合金材料的生产主要通过挤压、轧制和锻造等工艺手段实现。
变形镁合金优异的性能以及在不同领域的特殊用途使其成为镁合金材料研究与开发领域中不可缺少的一个重要组成部分。
但限制镁合金广泛应用的主要问题之一是,镁合金在熔炼和加工过程中极容易氧化燃烧,使镁合金的生产难度增大。
镁合金熔炼技术研究在很大程度上是防氧化研究,这包括对熔炼所使用的溶剂的研究和气体保护防燃研究。
镁熔体性质很活泼,容易和周围介质中的氧气、氮气和水分反应,其中在镁合金熔炼过程中最常见、危害最大的是镁与氧的反应,因此,在镁合金熔炼技术中可以采用熔剂保护熔炼,利用低熔点的无机化合物在较低的温度下熔化成液态,在镁合金液面铺开,阻止镁液与空气接触,从而起到保护液态镁熔体,防止镁与氧等反应气进行反应的作用。
目前国内常使用的保护熔剂是商品化的RJ系列熔剂。
其中,用得最为广泛的是RJ22熔剂。
一种新的溶剂JDMF,此覆盖剂能够长时间静置而不破碎下沉,延长熔剂的保护时间、减少熔剂的用量、减少有害气体的产生。
但是氯盐和氟盐的使用会造成环境污染,寻找合适的替代品是开发镁合金液保护熔剂的努力目标。
惰性气体保护是利用Ar、N2、He等无色、无味的惰性稀有气体,覆盖于熔体表面形成惰性气体层,防止镁的氧化。
等惰性气体主要用于不需经常开启的密闭系统作为保护气体,一般情况下需混人少量的SO2等反应性气体,以阻止镁的蒸发,提高其防燃效果。
在密闭条件下可起到良好的保护作用。
但在高压下存在一定的风险。
反应性气体保护是利用与镁反应的气体在消耗掉少量金属镁后,在表面形成致密膜层防止进一步氧化的方法。
在高温下CO2可与镁反应生成无定型C、MgO,无定型C填充到疏松多孔的夕膜的MgO空隙中,在熔体表面形成致密度系数大于由其组成的复合膜。
抑制镁穿过表面膜扩散的作用,降低了镁的蒸发,有效防止熔体的氧化。
SO2可以与液态镁反应形成致密度系数为1.26得固体MgS,从而有效阻止熔体与炉气之间的反应,起到防氧化作用。
镁合金材料的制备与性能优化

镁合金材料的制备与性能优化镁合金是一种重要的结构材料,具有轻质、高强度和优良的机械性能等特点,在航空航天、汽车制造以及电子设备领域有着广泛的应用。
本文将探讨镁合金材料的制备方法及性能优化的相关研究。
一、镁合金制备方法镁合金的制备方法多种多样,常见的有熔炼法、粉末冶金法和挤压工艺等。
熔炼法是将镁及其合金化元素加热至熔点,通过浇铸、压力铸造等方法制备成型。
粉末冶金法则是将镁合金粉末与合金元素粉末混合,经过压制和烧结等工艺制备成型。
挤压工艺是将镁合金坯料放入挤压机中,通过挤出模具塑性变形得到所需形状。
二、镁合金材料性能优化1. 合金元素控制镁合金的性能优化离不开合金元素的选择和控制。
添加适量的合金元素,如铝、锌、锰等,可以有效提高其强度和耐腐蚀性能。
同时,通过调整合金元素的含量和配比,还可以优化材料的塑性、热处理响应等特性。
2. 热处理工艺热处理是一种常用的优化镁合金材料性能的方法。
通过调整热处理工艺参数,如温度、时间和冷却速率等,可以改善材料的晶体结构、晶粒尺寸和组织均匀性。
常用的热处理方式包括时效处理、固溶处理和退火处理等。
3. 成形工艺成形工艺是对镁合金材料性能进行优化的关键环节之一。
采用适当的成形工艺可以改善材料的力学性能和表面质量。
常见的成形工艺包括挤压、轧制、拉伸和锻造等。
这些工艺在加工过程中可以显著改变材料的晶粒形貌和取向分布,从而得到优化的力学性能。
4. 表面处理表面处理是对镁合金材料性能进行提升的重要手段。
常用的表面处理方法有化学处理、电化学处理和改性涂层等。
这些方法可以改变材料表面的化学成分和物理状态,提高材料的耐腐蚀性、摩擦性能和界面黏附性等。
5. 微观组织分析微观组织分析是评价镁合金材料性能的关键手段。
通过显微镜、扫描电子显微镜和透射电子显微镜等测试设备,可以观察和分析材料的晶粒形貌、晶界分布和相组成等特征。
这些分析结果对于优化材料制备和性能改善具有指导作用。
三、镁合金材料的应用前景随着科技的不断进步和人们对轻质、高强度材料需求的增加,镁合金材料的应用前景广阔。
镁及镁合金熔炼特点

镁及镁合金熔炼特点镁合金的熔点不高,热容量较小,在空气中加热时,氧化快,在过热时易燃烧;在熔融状态下无熔刘保护时,则可猛烈地燃烧。
因此,镁合金在熔铸过程中必须始终在熔剂或保护性气氛下进行。
熔铸质量的好坏,在很大程度上取决于熔剂的质量和熔体保护的好坏。
镁氧化时释放出大量的热,镁的比热容和导热性较低,MgO疏松多孔,无保护作用,因而氧化处附近的熔体易于局部过热,且会促进镁的氧化燃烧。
镁合金除强烈氧化外,遇水则会急剧地分解而引起爆炸,还能与氮形成氮化镁夹杂。
氢能大量地溶于镁中,在熔炼温度不超过900℃时,吸氢能力增加不大,铸锭凝固时氢会大量析出,使铸锭产生气孔并促进疏松。
多数合金元素的熔点和密度均比镁高,易于产生密度偏析,故一次熔炼是难以得到成分均匀的镁合金锭。
有时采用预制镁合金,再重熔的办法。
为防止污染合金,熔炼镁合金时不宜用一般硅砖作炉衬。
由于镁合金对杂质也很敏感,如镍、被含量分别超过0.03%及0.01%时,铸锭便易热裂,并降低其耐蚀性。
对熔剂要求很严格,要有较大的密度和适当的黏度,能很好地润湿炉衬。
在熔炼过程中熔剂会不断地下沉,因而要陆续地添加新熔剂,使整个熔池覆盖好且不冒火燃烧。
在个别地方出现氧化燃烧时,应及时撒上熔剂将其扑灭。
用Ar、Cl2、CCl4去气精炼时,吹气时间不宜过长,否则会粗化晶粒。
用N2气吹炼时可能形成氮化镁,温度不宜过高。
镁合金的流动性较小,应稍提高浇温。
但浇温过高会使形成缩松的倾向增大。
铸锭时要注意熔体保护和漏镁放炮。
浇温和浇速过高,易产生漏镁和中心热裂;但浇温浇速过低,则易形成冷隔、气孔和粗大金属间化合物等。
此外,由于镁合金密度小,黏度大,一些溶解度小而密度较大的合金元素不易溶解完全,常随熔剂沉于炉底,或随熔剂悬浮于熔体中成为夹杂。
因此,镁合金中常出现金属夹杂、熔剂夹渣及氧化夹渣。
归纳起来,镁合金的熔铸技术具有如下特点:1)镁的化学活性很强烈,在熔态下,极易和氧、氮及水气发生化学作用。
镁合金的热处理与力学性能研究

镁合金的热处理与力学性能研究镁合金作为一种轻质高强度材料,具有广泛的应用前景。
但是,由于镁合金的低熔点和高固溶度,使得其在加工和使用过程中容易发生晶粒长大、力学性能下降等问题。
因此,研究镁合金的热处理方法以及其对力学性能的影响,对于进一步提高镁合金的应用性能具有重要意义。
一、热处理方法1. 固溶处理固溶处理是对镁合金进行热处理的一种常用方法。
通过在高温下加热镁合金,使其中的合金元素溶解于基体中,然后在适当的速度下冷却,从而达到改善镁合金组织和性能的目的。
2. 时效处理时效处理是指在固溶处理后,将镁合金在适当的温度下保持一段时间,以促进析出相的形成和组织的稳定。
3. 淬火处理淬火处理是通过将加热至高温的镁合金迅速冷却至常温,以改变其组织和性能的方法。
淬火能够使镁合金中的相转变、晶粒细化,并提高材料的强度和硬度。
二、热处理对力学性能的影响1. 强度和硬度的提高热处理能够减少镁合金中的晶界、亚晶界和位错,促使其晶粒细化,从而提高了材料的强度和硬度。
此外,通过合理的热处理方法,还能促使析出相的形成,进一步提高镁合金的力学性能。
2. 可塑性的改善热处理能够改善镁合金的可塑性,降低其断裂韧性,从而增加了材料的加工性能。
通过热处理使镁合金中的晶粒细化和析出相的形成,能够提高材料的成形能力,减少加工过程中的损伤和断裂。
3. 耐腐蚀性能的提升热处理可以减少镁合金中的含氧化物和含气孔,改善材料的表面质量和耐腐蚀性能。
热处理还能够促使形成致密的氧化膜,提高材料的耐蚀性和耐氧化性。
三、热处理工艺优化的研究针对不同类型的镁合金,研究者通过调整热处理工艺参数,优化镁合金的组织和性能。
例如,通过改变固溶处理温度、时效处理时间和淬火速度等工艺参数,可以实现镁合金力学性能的最佳化。
此外,还可以通过引入微合金元素、添加合适的强化相等方法来改善镁合金的力学性能。
研究者们也通过采用不同的热处理方法结合其他表面处理技术,如电沉积、喷涂等,进一步提高镁合金的耐腐蚀性、磨损性和疲劳寿命等。
第二章 镁合金熔炼

压铸模具设计
压铸合金
4、金属镁废料熔炼方式
1)、熔剂熔炼法 2)、无熔剂熔炼法 3)、真空蒸馏工艺
压铸模具设计
1)、熔剂熔炼法
压铸合金
压铸模具设计
2)、无熔剂熔炼法
压铸合金
压铸模具设计
压铸合金
压铸模具设计
压铸合金
压铸模具设计
坩埚
压铸合金
1)降低液面,并使料液冷却; 2)磨掉损坏的区域,直至能看到基本 的材料; 3)在最深处焊上块; 4)再次焊接块表面; 5)第二次将焊条块弯曲地焊入最深处 6)再次焊接; 7)继续焊接,直到孔完全焊满为止; 8)继续打磨表面
压铸模具设计
压铸模具设计
压铸合金
压铸模具设计
压铸合金
压铸模具设计
压铸合金
(三)镁合金的熔化和保温
镁合金熔化系统中,与铝合金和锌合金的输送方式不一样, 大都采用了熔化保温一体化熔化系统。
压铸模具设计
单室炉
压铸合金
压铸模具设计
双室炉
压铸合金
压铸模具设计
压铸合金
特点:具有转向、平移、升降功能,与压铸机实现柔性连接
河北工业大学
Hebei University of Technology
压铸工艺与模具设计
四、镁合金熔炼
Melting of Magnesium Alloys
(一)金属镁氧化及燃烧特性
(二)镁合金的预热
(三)镁合金熔炼
(四)镁合金的再生
压铸模具设计
压铸合金
(一)金属镁氧化与燃烧特性
压铸模具设计
镁氧化燃烧示意图
压铸模具设计
(二)镁合金预热工艺
1、预热的目的
镁合金熔炼原理与工艺

镁合金熔炼原理与工艺1. 镁合金熔液与周围介质的作用1.1 镁与氧的作用镁与氧的亲和力要比铝与氧的亲和力大,通常金属与氧的亲和力可由它们的氧化物生成热和分解压来判断。
氧化物的生成热越大,分解压越小,则与氧的亲和力就越强。
镁与1g原子氧相比和时,放出598J的热,而铝放出531J的热。
镁和铝的另一区别是,没被氧化后表面形成疏松的氧化膜,其致密度系数α=0.79(Al2O3的α=1.28),这种不致密的表面膜,不能阻碍反应物质的通过,使氧化得以不断进行,其氧化动力学曲线呈直线式,而不是抛物线式,可见氧化速率与时间无关,氧化过程完全由反应界面所控制。
镁的氧化与温度关系很密切,温度较低时,镁的氧化速率不大;温度高于500℃,氧化速率加快;当温度超过熔点650℃时,其氧化速率急剧增加,一旦遇氧就会发生激烈的氧化而燃烧,放出大量的热。
反应生成的氧化镁绝热性能很好,使反应界面所产生的热不能及时的向外扩散,进而提高了界面上的温度,这样恶性循环必然会加速镁的氧化,燃烧反应更加剧烈。
反应界面的温度越来越高,甚至可达2850℃,远高于镁的沸点(1107℃)引起镁熔液大量气化,甚至导致发生爆炸。
在金属中添加微量的金属铍(w(Be)=0.002%~0.01%),可提高镁熔液的抗氧化性能。
由于铍是镁的表面活性元素,富集于镁熔液表面,致使表面含铍量约为合金中含铍量的10倍,并优先氧化,氧化铍的致密度系数α=1.71,故氧化铍充填于氧化镁膜的孔隙中,形成致密的复合氧化膜。
但铍的加入量不易过多,过多会引起晶粒粗化,降低力学性能,并加大热裂倾向。
当温度高于750℃时,铍对镁的抗氧化作用大为降低。
而镁合金的熔炼温度一般均高于750℃,因此用铍防止镁合金氧化仅是一种辅助措施。
1.1.1 镁与水的作用镁无论是固态还是液态均能与水发生反应,其反应方程式见(1-1)和式(1-2)。
在室温下,反应速度缓慢,随着温度升高,反应速度加快,并且Mg(OH)2会分解为水及MgO,高温时只发生式(1-1)的反应。
镁合金材料的加工与性能研究
镁合金材料的加工与性能研究一、引言镁合金是一种非常轻盈的金属材料,密度仅为铝合金的70%,比钢材轻30%左右,因此备受关注,广泛应用在工业、航空、汽车等领域。
但是,由于镁合金的化学反应性强,加工难度较大,同时其力学性能和耐腐蚀性能等方面表现并不尽如人意。
因此,针对镁合金材料的加工与性能研究显得非常重要。
二、镁合金材料的加工方法1.挤压加工挤压是一种常用的镁合金材料加工方法,通过挤压机器将材料挤压成型,具有高效、易于控制和成型质量高的优点。
但过程中应注意合适的温度和挤压速率,以及防止气孔等缺陷出现。
2.拉伸加工拉伸加工是另一种常用的镁合金材料加工方法,可以制造出各种形状和尺寸。
但由于镁合金材料的脆性以及热膨胀系数较大,其拉伸应力容易引起材料损伤或者拉伸过程中产生裂纹。
3.锻造加工锻造加工主要适用于薄板和实心材料的加工,能够提高材料拉伸强度和延展性,但由于镁合金材料的化学反应性强,需要在惰性气体底部进行锻造,这会增加加工成本。
三、镁合金材料的性能研究1.力学性能研究镁合金的力学性能与其微观结构密切相关,因此了解和研究镁合金材料的晶体形态、晶粒尺寸、晶体缺陷等是非常重要的。
同时,也需要考虑镁合金材料的加工方式、温度等因素,在保证加工效果的前提下寻求提高力学性能的方法。
2.耐腐蚀性能研究镁合金在湿、高温、腐蚀等环境下易于腐蚀,这也是其广泛应用所面临的一个问题。
因此,如何提高镁合金材料的耐腐蚀性能是非常重要的研究方向。
其中,塑性变形等方法被广泛应用于提高镁合金的耐腐蚀性能。
3.热性能研究镁合金在高温下易于软化和变形,这也限制了其在高温环境下的应用。
因此,需要研究镁合金的高温特性,以及在提高高温稳定性方面的措施。
其中,合金化、选择合适的加工热处理方法等是提高热性能的重要手段。
四、结论由于镁合金具有轻量、高强度等良好的特性,在工业、航空、汽车等领域具有广泛的应用前景。
然而,在加工和性能方面仍然存在一些问题,需要进一步的加强研究和改进。
镁合金材料的性能、成型技术与应用分析

摘要镁合金作为目前工业应用中最轻的金属结构材料,因其强度、比刚度高,良好的电磁屏蔽性能及易于加工、回收等优点,被誉为“21世纪绿色金属工程材料”,并广泛用于汽车、通讯、电子、航空航天等领域。
本文着重探讨了新型镁合金的组织性能、耐腐蚀性能以及成型技术。
分析了不同合金元素的添加,对镁合金的物理性能、化学性能的影响。
介绍镁合金的分类,不同牌号的镁合金,含有哪些不同的合金性能,以及该合金材料的优缺点、实用性和应用领域。
在我国,镁合金加工成形技术主要是压铸成型,在压铸成型中,我们要注意到压铸镁合金材料的性能要求,在压铸过程中的技术参数以及该注意到的问题我们都会详细阐述。
最后展望了镁合金发展和应用的前景,作为21世纪的绿色金属材料,在越来越多的领域中逐步得到应用,所以,镁合金材料的开发、应用研究和高要求、高性能的镁合金材料的开发势在必行。
关键词:镁合金;成型技术;性能;耐腐蚀AbstractMagnesium alloys as the lightest metal structural material for current industrial applications, because of its strength, specific stiffness, good electromagnetic shielding performance and ease of processing, recycling, etc., was known as the "21st century green metallic engineering materials," and widely used in the automotive, communications, electronics, aerospace and other fields.This article focuses on the performance of the new magnesium alloy, corrosion resistance, and molding technology. The effects for the physical and chemical properties of magnesium alloys,which coursed by different alloying elements added,is analysised. Describes the classification and different grades of magnesium alloys, different alloys properties, as well as the advantages and disadvantages of the alloy material, practical, and applications. In China, the forming process of magnesium alloy was mainly the die casting, we have to note that the material properties requirements of magnesium alloy in die-casting , the technical parameters of die casting process and some other issues we will be more noticed . Finally, the future development and application of magnesium alloy is prospected, as the 21st century green metallic materials, and gradually more and more applied , the development of magnesium alloy material, applied research and the development of high demanded,high-performance magnesium alloys materials is imperative.Key Words:Mg-Al-Zn alloys;forming technology;property;corrosion目录摘要 (I)Abstract (II)第一章绪论 (1)1.1镁及镁合金简介 (1)1.2镁合金的特点 (1)1.3 镁合金的应用 (3)1.3.1镁合金在车辆上的应用 (3)1.3.2镁合金在航空上的应用 (3)1.3.3镁合金在3C产品上的应用 (3)1.3.4镁合金在武器的应用 (4)1.3.5镁合金在其他领域的应用 (4)1.4新型镁合金的研究 (5)第二章实验部分 (7)2.1概述 (7)2.2压铸镁合金体系 (7)2.3压铸用的浇注系统 (8)2.4压铸设备 (9)2.5镁合金的熔炼 (9)2.5.1熔炼设备 (9)2.5.2冷、热室压铸机 (10)2.6镁合金的压铸工艺 (11)2.6.1压铸工艺装置 (11)2.6.2熔体制备 (12)2.6.3压铸工艺 (13)2.6.4熔体熔炼的阻燃保护 (15)2.6.4.1溶剂保护 (15)2.6.4.2气体保护 (16)2.6.4.3合金化阻燃保护 (17)2.6.5压铸过程中的阻燃保护 (18)第三章结果与讨论 (19)3.1镁合金的成份 (19)3.2镁合金的成份对性能的影响 (20)3.2.1镁合金的合金化特点 (20)3.2.2镁合金的物理冶金特性 (21)3.3合金元素的作用 (22)3.3.1铝对镁合金的性能的影响 (23)3.3.2锌元素的作用 (24)3.3.3其他合金元素的作用 (25)第四章镁合金前景与未来发展 (27)4.1镁合金的未来发展前景 (27)4.1.1耐高温性能的改善 (27)4.1.2抗腐蚀性能的提高 (28)4.1.3塑性变形能力的改善 (28)4.1.4镁基复合材料 (28)第五章结论 (29)参考文献 (30)致谢 (31)第一章绪论1.1镁及镁合金简介1774年人们首次发现镁,并以希腊古城Magnesia命名。
现代铸造镁合金及其熔炼技术
现代铸造镁合金及其熔炼技术1 镁及其合金的应用目前,在世界范围内得到开发和应用的材料中,镁及其合金材料因具有密度小及可回收利用等多方面的优点而格外引人注目。
与地球地壳中其他金属元素的含量相比,镁元素在地球地壳中的含量仅在铝、铁之后,位居第三,约占地壳质量的2.7%。
同时,占地球表面积70%的海洋也是一个天然的镁资源宝库,据预算,每立方米海水中约含有1.3Kg的镁,仅死海一处的镁,若能得到全部的开发,就可供人类使用22000年。
此外,镁合金作为最轻质商用金属工程材料,因其具有密度小、比强度和比刚度高、阻尼减振降燥能力强、液态成型性能优越、能屏蔽电磁辐射和易于回收利用等一系列符合“21世纪绿色结构材料”的特征,使其特别适合在汽车、摩托车等交通工具和计算机、通讯、仪器仪表、家电、轻工、军事等领域的应用。
也正是看到镁及其合金材料表现出的这些优异特性和其具有的潜在价值,所以自1808年金属镁被发现后,人们就从未停止过镁的开发和应用,只不过在最初的一百多年里,由于镁价格和技术两大瓶颈问题,加之铝的使用而推迟了镁的广泛应用。
但20世纪80年代以来,随着两大瓶颈问题的突破,镁及其合金材料的开发应用呈现高速增长态势。
截止2000年,世界镁的产量就已达42万~64万吨/年(含再生镁),而镁合金在汽车等运载机械上的应用也以每年15%的速度快速增长,远远高于其他金属材料,可以说这在近代工程技术材料的应用中是前所未有的。
因此,大力进行镁及其合金材料的开发和应用对于现实人类的可持续发展必将产生重要而深远的影响。
中国是世界上镁资源最丰富的国家,菱镁矿探明储量约占世界的1/4,具有发展镁产业的先天性基础条件。
此外,中国不但是一个摩托车生产、消费和出口大国,也是一个潜在的汽车生产和消费大国,镁及镁合金产品的市场应用前景广阔。
但目前中国镁及镁合金产业的发展与国外相比还存在较大的差距,资源优势没有很好地转化为技术优势和经济优势。
因此,大力发展镁及镁合金产业对于中国的可持续发展将具有非常重要的战略意义。
铸造镁合金熔炼

汽车工业
汽车工业对轻量化材料的需求越来越 大,镁合金作为一种轻质材料,在汽 车领域的应用前景广阔。
THANKS
感谢观看
在加热过程中,应确保炉温均 匀,避免局部过热,以防止镁 合金在熔化前就发生氧化燃烧。
熔化后的镁合金应保持液态稳 定,以便进行后续的精炼和除 气处理。
镁合金的精炼与除气
为了去除镁合金中的杂质和气体,需要 进行精炼和除气处理。常用的精炼剂包
括氯化物、氟化物和氯氟化物等。
在精炼过程中,应控制精炼剂的加入量 和加入速度,以避免产生大量烟雾和溅 出。同时,应保持熔液的搅拌,以便使
熔炼设备的选择与准备
01
02
03
熔炼炉
根据生产需求选择合适的 熔炼炉,如坩埚式、感应 式等,并确保其完好无损。
炉衬材料
选用合适的耐火材料作为 炉衬,以承受高温和化学 侵蚀,延长熔炼炉的使用 寿命。
设备调试
对熔炼设备进行调试,确 保其正常运行,并符合安 全规范。
安全防护措施的准备
安全操作规程
制定并遵守安全操作规程, 确保操作人员熟悉安全操 作要求。
精炼剂充分混合。
除气是精炼过程中的一个重要环节,可 以通过在熔液中通入惰性气体或加入除 气剂来实现。通入惰性气体可以排出熔 液中的气体,而加入除气剂则可以吸附
熔液中的气体。
镁合金的成分调整与细化组织
根据产品要求,可以对镁合金的成分进行调整,如添加合金 元素、调整元素含量等。成分调整可以提高镁合金的力学性 能和耐腐蚀性。
质量检测与控制
外观检测
对铸造完成的镁合金进行外观检查, 确保表面光滑、无缺陷,尺寸符合要 求。
内部检测
通过X射线、超声波等无损检测方法 对镁合金内部进行检测,以确保无气 孔、夹渣等缺陷。
关于镁合金熔炼技术研究的几点思考
关于镁合金熔炼技术研究的几点思考结合当前镁合金技术的发展特点,探讨了熔剂保护熔炼、气体保护熔炼等问题,在此基础上,从多角度论述了镁合金熔炼保护技术的发展情况,最后还论述了镁合金液质量检测问题,希望对于提高镁合金熔炼水平具有一定帮助。
标签:镁合金;熔炼技术;气体保护;熔炼保护;质量检测随着科学技术的不断发展,镁合金应用领域越来越多,在航天航空、通信技术、电子信息、汽车交通等行业中应用层出不穷,产量直线上升,具有非常广阔的应用前景。
在应用镁合金过程中,存在的一定的限制性,在进行熔炼和加工时,容易出现氧化燃烧的问题,造成生产镁合金具有一定难度[1,2]。
为了能够使得上述问题得到有效解决,应该关注镁合金的熔炼技术,主要涉及到溶剂保护以及熔炼过程,大都是采用SF6为代表的气体保护熔炼,这里主要结合实际,探讨了进行熔炼技术的几个方面工作,希望对于今后的于镁合金熔炼发展具有一定帮助。
1 熔剂保护熔炼镁熔体性质具有非常活泼的特性,能够容易和周围的氧气、水、氮气等进行反映,另外,镁与氧的反应则是在进行镁合金熔炼中常见的危害,所以,应该在进行镁合金熔炼中,控制好这个问题,对于液态镁熔体进行保护,避免出现镁与氧的反应。
其中的熔剂保护法,主要就是考虑,在具有较低温度情况下,低熔点的无机化合物能够进行熔化成液态,能够实现液面铺开,这样能够避免出现空气接触镁液,实现保护功能。
2 气体保护熔炼针对镁合金液表面进行处理,将相应的惰性气体,或者能够和镁生成致密氧化膜的气体涂抹在表面,这样就能够实现隔离空气中的氧气,当前,常用的保护气体主要包括CO2、SO2、Ar、SF6等。
其中,对于SF6气体来说,其具有无毒、无味、无色等物理性质,能够在镁合金液面生成MgF的致密氧化膜,有效防止接触到氧气而进一步氧化,一般情况下,则是将CO2、干燥空气、SF6混合使用,这种工艺已经非常成熟,应该在应用过程中,注意相应的SF6的保护效果、气体消耗量相关影响因素。
镁合金的制备及性能研究

镁合金的制备及性能研究镁合金是一种轻质高强度的金属材料,具有良好的导热性、耐腐蚀性和可塑性,因此广泛应用于汽车、航空、航天、电子等领域。
但是,镁合金仍然存在一些问题,如易燃、强度不稳定等。
因此,研究镁合金的制备及性能对于推动相关产业的发展具有重要意义。
一、镁合金的制备方法目前,制备镁合金的主要方法有几种,包括熔铸法、粉末冶金法、等离子弧熔敷法等。
熔铸法是最常见的一种制备方法,其主要步骤是将金属原料放入炉内加热,使其融化并形成合金。
其中还涉及到一些添加剂的使用,如铝、锰、锌、银等。
这些添加剂可以提高镁合金的强度、塑性、耐腐蚀性等性能。
但是,熔铸法存在着能耗高、不易控制合金成分等问题。
粉末冶金法则是利用粉末冶金原理,将镁合金的粉末与其他金属粉末进行混合,然后经过加压、烧结等工艺,形成具有一定性能的零部件。
这种方法可以控制合金成分,但粉末冶金工艺也存在着制造成本高、生产周期长等缺点。
等离子弧熔敷法是一种新兴的制备方法,主要是利用等离子弧产生的高温高压来使镁合金与其他金属材料焊接成为一体。
等离子弧熔敷法具有节能、控制成分好等优点,但仍需进一步完善和提高。
二、镁合金的性能研究镁合金的性能研究主要包括以下方面:1. 强度与塑性镁合金在热加工时其塑性较好,但塑性随着温度降低而降低。
因此,为提高镁合金的塑性,常常采用加热弯曲的方法进行预变形处理。
2. 耐腐蚀性镁合金在湿气和高温环境下易发生腐蚀,因此常采用化学处理、表面处理等方法进行防腐蚀处理。
3. 制造成本由于制备镁合金存在着一些技术难题,如成分控制、热稳定性等问题,因此制造成本较高。
随着制备技术的不断发展和完善,制造成本也将逐渐降低。
三、镁合金的应用前景随着社会经济的不断发展,人们对材料性能的要求也越来越高。
镁合金作为一种新型材料,具有较高的强度、轻质、良好的耐蚀性等优点,因此在汽车、航空、电子等领域应用广泛。
根据相关报告显示,预计2025年全球镁合金市场将达到20亿美元,具有广阔的市场前景。
镁合金的提炼与冶炼

涂层处理
在镁合金表面电镀一层金属或非金属材料,增强其导电性、装饰性和耐腐蚀性。
电镀
通过电解氧化法在镁合金表面形成一层氧化膜,提高其耐腐蚀性和绝缘性。
阳极氧化
通过轧机对镁合金进行轧制,改变其形状和尺寸,提高其力学性能和稳定性。
轧制
通过挤压机对镁合金进行挤压,使其形成各种异型材,提高其力学性能和美观度。
挤压
通过锻造设备对镁合金进行锻造,改变其组织和结构,提高其力学性能和韧性。
锻造
05
CHAPTER
镁合金的生产成本与市场前景
原材料成本
镁合金的主要原材料是镁和铝、锌等其他金属,这些原材料的价格直接影响着镁合金的生产成本。
汽车行业需求
由于镁合金具有轻量化、高强度和良好的散热性能等特点,因此在汽车行业中得到了广泛应用,市场需求较大。
镁合金热处理的目的是通过加热和冷却处理,改变合金的显微组织结构,提高力学性能和耐腐蚀性。
热处理原理
常用的热处理工艺包括固溶处理、时效处理和退火处理等,应根据镁合金的成分和性能要求选择合适的热处理工艺。
热处理工艺
热处理温度和时间应根据合金成分和工艺要求而定,一般通过实验确定最佳的热处理工艺参数。
热处理温度与时间
04
CHAPTER
镁合金的性能优化
通过控制加热和冷却过程,调整镁合金的内部结构,提高其力学性能。
热处理
合金化
弥散强化
添加其他金属元素,形成镁基合金,增强镁合金的强度和耐腐蚀性。
通过在镁合金中加入增强颗粒,提高其硬度和耐磨性。
03
02
01
在镁合金表面涂覆一层耐腐蚀、美观的涂层,提高其抗腐蚀性能和外观质量。
21世纪初
随着环保和节能要求的提高,镁合金在轻量化方面的优势更加突出,应用范围进一步扩大。同时,新型镁合金的开发和应用也取得了重要进展。
【2017年整理】镁合金熔铸工艺特点及典型熔炼工艺

【2017年整理】镁合金熔铸工艺特点及典型熔炼工艺镁合金熔铸工艺特点及典型熔炼工艺在熔炼镁合金过程中必须有效地防止金属的氧化或燃烧,可以通过在金属熔体表面撒熔剂或无熔剂工艺来实现.通常添加微量的金属铍和钙来提高镁熔体的抗氧化性.熔剂熔炼和无熔剂熔炼是镁合金熔炼与浇注过程的两大类基本工艺.1970年之前,熔炼镁合金主要是采用熔剂熔炼工艺.熔剂能去除镁中杂质并且能在镁合金熔体表面形成一层保护性薄膜,隔绝空气.然而熔剂膜隔绝空气的效果并不十分理想,熔炼过程中氧化燃烧造成的镁损失还是比较大.此外,熔剂熔炼工艺还存在一些问题,一方面容易产生熔剂夹杂,导致铸件力学性能和耐蚀性下降,限制了镁合金的应用;另一方面熔剂与镁合金液反应生成腐蚀性烟气,破坏熔炼设备,恶化工作环境.为了提高熔化过程的安全性和减少镁合金液的氧化,20世纪70年代初出现了无熔剂熔炼工艺,在熔炼炉中采用六氟化硫(SF6)与氮气(N2)或干燥空气的混合保护气体,从而避免液面和空气接触.混合气体中SF6的含量要慎重选择.如果SF6 含量过高,会侵蚀坩锅降低其使用寿命;如果含量过低,则不能有效保护熔体.总的来说,无论是熔剂熔炼还是无熔剂熔炼,只要操作得当,都能较好地生产出优质铸造镁合金.1熔炼保护工艺(1)熔剂保护熔炼工艺将熔体表面与氧气隔绝是安全地进行镁合金熔炼的最基本要求.早期曾尝试采用气体保护系统,但效果并不理想.后来,人们开发了熔剂保护熔炼的工艺.镁合金用熔剂见表7.3.在熔炼过程中,必须避免坩锅中熔融炉料出现"搭桥"现象,将余下的炉料逐渐添加到坩锅内,保持合金熔体液面平稳上升,并将熔剂轻轻撒在熔体表面.每种镁合金都有各自的专用熔剂,必须严格遵守供应商规定的熔剂使用指南.在熔化过程中,必须防止炉料局部过热.采用熔体氯化工艺熔炼镁合金时,必须采取有效措施收集Cl2.在浇注前,要对熔体仔细撇渣,去氧化物,特别是影响抗蚀性的氯化物.浇注后,通常将硫粉撒在熔体表面以减轻其在凝固过程中的氧化.(2)无熔剂保护工艺压铸技术中采用熔剂熔炼工艺会带来一些操作上的困难,特别是在热压室压铸中,这种困难更加严重.同时,熔剂夹杂是镁合金铸件最常见的缺陷,严重影响铸件的力学性能和耐蚀性,大大阻碍了镁合金的广泛应用.20世纪70 年代初,无熔剂熔炼工艺的开发成功是镁合金应用领域中的一个重要突破,对镁合金工业的发展有着革命性的意义.1)气体保护机理如上所述,纯净的N2,Ar,Ne 等惰性气体虽然能对镁及其合金熔体起到一定的阻燃和保护作用,但效果并不理想.N2易与镁反应,生成Mg3N2 粉状化合物,结构疏松,不能阻止反应的进行.Ar和Ne等惰性气体虽然与Mg不反应,但无法阻止镁的蒸发.大量试验研究表明,CO2,SO2,SF6 等气体对镁及其合金熔体可以起到良好的保护作用,其中以SF6的效果最佳.熔体在干燥纯净的CO2中氧化速度很低.高温下CO2与镁的化学反应方程式为2Mg(L)+CO2=2 MgO(S)+C反应产物为无定型碳,它可以填充与氧化膜的间隙处,提高熔体表面氧化膜的致密性,此外还能强烈地抑制镁离子透过表面膜的扩散运动,从而抑制镁的氧化.SO2与镁的化学反应方程式为3Mg(L)+SO2=2 MgO(S)+ MgS(S)反应产物在熔体表面形成一薄层较致密的MgS/ MgO复合膜,可以抑制镁的氧化.20世纪70年代,SF6的保护效果没有得到认可前,人们广泛采用SO2气体来抑制镁合金的氧化与燃烧.SF6是一种人工制备的无毒气体,相对分子质量为164.1,密度是空气的4倍,发生化学反应可能产生有毒气体,在常温下及其稳定.含SF6的混合气体与镁可以发生一系列的复杂反应.2Mg(L)+O2=2 MgO(S)2Mg(L)+O2+SF6=2 MgF2(S)+ SO2+ F22MgO(S)+SF6=2 Mg F2(S)+ SO2+ F2MgF2的致密度高,它与MgO一起可形成连续致密的氧化膜,对熔体起到良好的保护作用.应当注意的是,采用含SF6保护气氛时,一定不能含有水蒸气,否则水分的存在会大大加剧镁的氧化,还会产生有毒的HF气体.然而,各种气体对镁合金熔体的保护效果可能与合金系有关.M.H.Kim等开展了保护性气体对Mg-Ca系合金熔体氧化特性影响的研究,发现Ar,N2,和CO2三种气体中N2的保护效果最好.流速较小时,CO2与镁合金熔体反应生成的氧化层具有双层多孔性结构,表层富碳,内层富氧,不能抑制Mg-Ca系合金熔体的氧化与燃烧.显然,Kim与其他人的研究结果相悖.2)SF6保护气氛目前,人们在镁合金熔炼与生产过程中广泛采用SF6保护气氛.SF6保护气氛是一种非常有效的保护气氛,能显著降低熔炼损耗,在铸锭生产行业和压铸工业中得到普遍应用.实验研究表明,含0.01vol.%SF6的混合气体可有效地保护熔体,但实际操作中,为了补充SF6与熔体反应与泄漏造成的损耗,SF6的浓度要高些.在配置混合气体时,一般应采用多管道,多出口分配,尽量接近液面且分配均匀,并且需要定期检查管道是否堵塞和腐蚀.采用SF6保护气氛熔炼合金时,应尽可能提高浇注温度,熔体液面高度和给料速度的稳定性,以避免破坏液面上方SF6气体的浓度.此外要注意保护气体与坩锅发生反应,否则反应产物(FeF3,Fe2O3)将与镁发生剧烈反应.SF6保护气氛主要有两种,一种时干燥空气与SF6的混合物,另一种时干燥空气与CO2 和SF6的混合物.SF6保护气氛中SF6浓度较低(1.7,2)vol.%,且无毒无味.压铸温度比较低,且金属熔体密封性好,SF6浓度较低的空气混合物就可以提供保护(通常小于0.25 vol%).在熔剂熔炼工艺中,细小的金属颗粒会陷入坩锅底部的熔渣中而难以回收,因而熔体损耗较高.在无熔剂工艺中,由于没熔剂,坩锅底部熔渣量大大减少,从而熔体损耗相对较低.由于在镁合金熔炼温度下SF6会缓慢分解和与其他元素发生反应生成SO2,HF和SF4等有毒气体,在815?还会产生剧毒的S2F10,但S2F10在300,350?会分解出SF6和SF4,因此镁合金的熔炼温度一般不超过800?.SF6浓度低于0.4 vol.%的保护气氛便能对镁合金熔体提供有效保护,因而产生的有毒气体可以忽略.表7.12列出了SF6气体的技术要求.SF6价格高且存在潜在的温室效应,因而要尽量控制SF6的排放量.保护性气氛中SF6的浓度不容许超过2vol.%,否则会引起坩锅损耗.特别是在高温下,SF6浓度超过某一特定的体积分数时,坩锅内可能发生剧烈反应甚至爆炸,因此必须对混合气体中SF6浓度进行严格控制.此外,带盖的坩锅不能采用纯SF6气氛进行保护.SF6是影响镁合金寿命周期指标(LCA)的主要因素,也是制约镁合金成为21世纪绿色材料的关键因素.2000年,国际镁协会(IMA)呼吁镁界人士重视开发保护性气体以代替SF6.1.3.1 熔化工具及原料的准备新坩埚在使用前须经没有渗透及X射线检验,证明无渗漏及影响使用的缺陷后方可使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
论镁合金性能与熔炼的探究(一)
【论文关键词】:镁合金;性能;熔炼
【论文摘要】:介绍了镁合金的分类和组织与性质特点,并介绍了镁合金的主要熔炼方法。
熔炼设备,熔剂及气体保护熔炼技术,保护性气体有SF6、CO2、SO2、N2等或它们的混合气体,SF6和CO2是有害气体科学家研究用氩气替代SF6和CO2作为镁合金熔炼保护气体。
引言
20世纪80年代初期,北美汽车制造企业为了达到平均燃油标准(CAFE),都努力降低汽车自重,以减少燃油消耗。
镁合金由于密度小、压铸性能好被认为是降低汽车自重的首选合金,各国都加紧进行镁合金生产及应用研究,镁合金工业因而进入飞速发展阶段。
1镁合金的组织性能与分类
1.1镁合金的分类
常用镁合金共有四大系列
⑴Mg-Al-Si(AS)系列:AS系列具有较好的抗蠕变性,强度高,塑性、韧性好,但充型性能较差,常用于制造工作温度较高的发动机零件,如发动机曲轴等。
⑵Mg-Al-Zn(AZ)系列:AZ系列具有均衡的力学性能和铸造性能,屈服强度高并具有一定的耐盐雾腐蚀能力,适合制造形状复杂的薄壁压铸件,如阀套、离合器壳体等。
⑶Mg-Al-Mn(AM)系列:AM系列具有优异的韧性和塑性,适合制造受冲击的零部件,如汽车轮毂等。
⑷Mg-Al-RE(AE)系列:AE系列具有比AS系列更好的抗蠕变性,但易粘模,压铸性能较差,并且稀土成本高,该合金暂时应用范围较小。
1.2镁合金的组织与性能特点
镁合金在共晶温度时,具有α相单相组织,而在常温下具有α+β(Mg2Al3)组织。
镁在α相中有一定的溶解度,而且镁原子半径与铝原子半径相差很大,故能产生很强的固溶强化作用。
α与β两相是以离异共晶形态存在,在铸态组织中β相以网状呈现在α相的晶界处,会降低合金的强度和塑性。
采取固溶化及淬火处理,消除β相,能提高其机械性能。
镁合金不具有时效强化作用,不易进行强化处理。
虽然镁在α相中溶解度随温度下降而降低,但由于镁原子在铝中容易扩散和聚集,即使在常温下也会发生自然时效过程,析出β相。
当80℃以上,时效过程更快,故不易用时效强化的热处理方法。
镁合金表面有一层由尖晶石构成的膜,因而使合金具有良好的耐海水、大气腐蚀性能。
但合金只有在组织中不析出β相时才有此性能,如果是α+β两相组织,则由于β相与α相之间有较大电位差,故有较大电化学腐蚀倾向。
AZ系列合金中Zn在合金中溶于α相,并在晶界上形成T相,有效抑制镁原子的扩散和β相的析出。
因此其组织稳定性强,应力腐蚀倾向较小。
合金中的表面活性元素Be富集于表面,而成为氧化铝膜中的组成物,增大了氧化膜的电阻率,故提高合金抗氧化性。
又由于BeO 的体积是氧化前Be体积的1.7倍,提高了氧化膜的致密度,因而提高耐蚀性。
AS系列合金中的Si、Mn的辅助强化,提高了组织稳定性,减小应力腐蚀倾向,Si也减小了热裂倾向。
另外,镁合金还具有其他一些特点,如密度低,但比强度、比刚度高;吸震性好;收缩率均匀一致,具有良好的蠕变强度;缩孔倾向小;流动性好、凝固快;与钢之间的粘附系数低,易脱模;与Fe、Co、Cr、W等元素不溶或微溶,对钢质模具和工具侵蚀作用小;有良好的切削加工性能等优点。
1.3镁合金中的杂质元素及影响
Fe是主要杂质元素,它可形成针状FeAl3化合物造成合金的脆性。
Fe还能使淬火状态的合金在应力作用下更易析出β相,增大其应力腐蚀倾向。
同时Ni,Cu都会强烈使其腐蚀速度加
快。
另外,镁合金中的Zn,Ca,Ce,Nd等对耐蚀性均有负面影响。
Mn可与Fe生成Al-Fe-Mn化合物,而减小了Fe的有害作用。
但Fe与Mn在合金液中的溶解度的比值小于极限值时,镁合金才能获得良好的耐蚀性。
Al通过固溶强化作用和形成沉淀析出提高镁合金的强度及耐蚀性。
2镁合金的熔炼
2.1镁合金的熔炼特点
镁合金液的表面氧化膜是疏松的,而且镁是活泼元素,与氧的结合力强,熔炼时,与大气中氧、水蒸气、氮反应,生成MgO、Mg3N2和H2。
MgO、Mg3N2成为杂质,夹杂物处常伴随有缩松和气孔。
另为,由于使用熔剂,使得产生熔剂夹杂倾向大,它将成为镁合金铸件腐蚀源。
因此,防止这两种夹杂物是一个突出的问题。
为了防止镁液与大气的反应,在熔炼的过程中,始终要有覆盖剂保护着,为了去除镁液中的氧化物杂质,要撒入足够量的精炼剂进行精炼,精炼过程中使镁液产生平稳的循环流动,保证精炼剂能充分吸附夹杂物,而后沉淀在坩埚底部。
为了提高性能,采取细化晶粒处理。
不同类行的镁合金细化处理不同。
最好在细化晶粒前后进行两次精炼。
镁合金熔剂通常选用熔点低、密度小、粘度适中、化学性能稳定的盐,目前普遍使用的熔剂为无水光卤石(MgCl2—KCl)添加一些氟化盐和氯化盐。
熔炼时熔剂熔化成液态在镁合金液表面均匀铺开形成连续完整的覆盖层,阻止镁合金与空气中的氧气及水发生反应。
熔剂在使用过程中会产生大量的刺激性气体(如HCl、Cl2等),并易造成熔剂夹杂,使合金的力学性能和耐蚀性下降。
目前熔剂保护法在国外的应用日渐减少。
气体保护熔炼技术开始于20世纪70年代中期,这一技术极大地提高了镁合金的纯净度,目前已为世界各国普遍使用。
常用的保护性气体有SF6、CO2、SO2、N2等或它们的混合气体。
SF6是有害气体,其温室效应是CO2的24000倍,将来会被禁用。
研究表明用0.2%~0.3%体积分数的SO2与干燥空气混合可起到良好的熔炼保护作用,并且没有明显的异味。
德国OTTUJUN公司与大众汽车公司合作研究用氩气替代SF6和CO2作为镁合金熔炼保护气体,已取得良好的效果,目前正在生产试验阶段。
法国Rrochot研制成功了由CO2氧化性气体(oxidizinggas)+氩气+氙气组成的保护性气体。
另外加入0.001%~0.003%的Be可在合金液表面形成一层致密的保护性氧化膜,有效防止合金液进一步氧化。