2019版GMP批生产记录模板35页word
批生产记录表格

生产指令共1页第1页成品放行单共1页第1页主配方品名:规格:批号:批量:共1页第1页内包装材料限额领料单品名:规格:批号:批量:共1页第1页领料人:复核人:QA质监员:年月日原辅料限额领料单品名:规格:批号:批量:共1页第1页领料人:复核人:QA质监员:称量记录品名批号批量操作人复核人生产日期年月日班次班操作室共1页第1页整粒总混记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页压片制造记录品名批号批量操作人复核人生产日期年月日班次班操作间机器型号机器编号共2页第1页压片制造记录品名批号批量操作人复核人生产日期年月日班次班操作间机器型号机器编号检测用仪器型号编号共2页第2页外包装记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页包装指令单共1页第1页配料记录共1页第1页品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页灭菌、分包记录品名规格批号操作人复核人灭菌日期年月日班次班操作室机器型号编号共1页第1页分检工序生产记录品名:规格:批号:批量:班次:班生产日期:年月日操作室:共1页第1页铝塑包装记录品名:规格克/片包装规格片/板批号:批量:班次:班机器型号机号生产日期:年月日操作室:操作人:复核人:共4页第1页铝塑包装记录品名:规格:克/片包装规格片/板批号:批量:生产日期:年月日操作人:复核人:操作间:班次:班共4页第2页铝塑包装记录品名:规格:克/片包装规格片/板批号:批量:生产日期:年月日操作人:复核人:操作间:班次:班共4页第3页铝塑包装记录品名:批号:批量:操作人:复核人:班次:班生产日期:年月日操作间:机器型号:机号:共4页第4页颗粒外包记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页包衣制造记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共2页第1页包衣制造记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共2页第2页颗粒干燥记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页制粒记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页颗粒内包记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页胶囊填充记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页制粒工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页胶囊填充工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页药材粉碎工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页配料工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页整粒总混工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页压片工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页泡罩工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页包衣工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页批内包装材料物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页1第页批外包装材料、标签、成品物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页1第页颗粒内包工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页净料称量工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页胶囊填充工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页提取浓缩工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页外包工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页真空干燥工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页配料清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页压片工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页铝塑内包工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页制粒工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页颗粒干燥工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页整粒总混工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页糖衣工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页颗粒内包工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页泡罩工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页。
原料药批生产记录表格范本

原料药批生产记录表格范本
概览
此文档提供了原料药批生产记录表格的范本。
该表格用于记录原料药的生产过程中的关键信息,以确保质量控制和合规性。
表格结构
数据字段解释
- 序号:批次的序号,用于方便追踪和识别批次。
- 批次号:每个批次的唯一标识号码。
- 原料药名称:生产的原料药品种。
- 生产日期:开始生产的日期。
- 结束日期:结束生产的日期。
- 生产数量(单位):生产的原料药数量及其单位。
- 生产机器:用于生产的设备或机器名称。
- 操作员:负责生产过程的操作员姓名。
使用指南
1. 填写表格时,请按照实际生产情况填写相应字段。
2. 每个批次都应有一个唯一的批次号,以便准确地追踪和记录。
3. 记录生产的起始日期和结束日期。
4. 在生产数量字段中,包括生产的原料药数量及其单位,如克、毫克、升等。
5. 记录用于生产的机器或设备的名称。
6. 记录参与生产过程的操作员的姓名。
注意事项
- 确保填写的数据准确无误,避免填写错误导致信息不准确。
- 确保表格中的日期格式统一,并符合规定的日期格式。
- 每个批次的记录应清晰、完整,以确保质量控制和合规性。
以上是原料药批生产记录表格的范本,您可以根据实际情况进行调整和修改。
祝您生产顺利!。
原料药批生产记录模板

********有限公司****批生产记录
品名:
规格:
批号:
理论产量:
成品数:
成品率:
生产日期:
生产部审阅:
质管部审阅:
目录
批生产指令单
开工前现场检查表
检查日期:年月日
生产管理员:QA检查员:
***** 岗位生产记录(三)
***** 岗位生产记录(四)
原料药一般生产区岗位清场记录
生产管理员:QA检查:
***** 岗位生产记录(一)
***** 岗位生产记录(二)
***** 岗位生产记录(三)
原料药一般生产区岗位清场记录
生产管理员:QA检查:
***** 岗位生产记录(一)
原料药一般生产区岗位清场记录
生产管理员:QA检查:
***** 干燥岗位生产记录
原料药洁净区岗位清场记录
生产管理员:QA检查:
批包装指令单
可编辑
***** 粉碎过筛岗位生产记录
原料药洁净区岗位清场记录
生产管理员:QA检查:
可编辑
***** 混合包装岗位生产记录(一)
***** 混合包装岗位生产记录(二)
原料药洁净区岗位清场记录
生产管理员:QA检查:
原料药包装岗位清场记录
生产管理员:QA检查:
***** 批生产汇总表
生产管理员:QA检查员:
产品生产检验报告单记录表
日期:年月日
生产管理员:QA检查员:
***** 关键岗位工艺查证记录(一)
生产管理员:QA检查员:
生产管理员:QA检查员:
批生产记录部门审核表
日期:年月日
可编辑
精品。
原料药批生产记录模板格式

原料药批生产记录模板格式
1. 文档介绍
本文档为原料药批生产记录的模板格式,用于记录原料药批生产过程中的相关信息和数据。
2. 文档要素
2.1 批次信息
- 批次号:[填写原料药批次号]
- 批次日期:[填写原料药批次日期]
- 生产部门:[填写生产部门名称]
- 质量控制部门:[填写质量控制部门名称]
2.2 原料药配方
- 配方编号:[填写原料药配方编号]
- 原料药名称:[填写原料药名称]
- 原料药规格:[填写原料药规格]
- 原料药用量:[填写原料药用量]
2.3 生产过程记录
- 生产设备:[填写生产设备信息]
- 生产操作步骤:[填写生产操作步骤]
- 原料药加工过程记录:[填写原料药加工过程记录,包括操作员、开始时间、结束时间等信息]
2.4 质量检测记录
- 检测项目:[填写检测项目名称]
- 检测方法:[填写检测方法]
- 检测结果:[填写检测结果]
2.5 生产结束
- 生产结束时间:[填写生产结束时间]
- 生产结束记录:[填写生产结束时的记录和总结]
3. 使用说明
- 请根据实际生产情况填写批次信息、配方、生产过程记录和质量检测记录等内容。
- 每个部分的信息都应该准确、完整地填写,确保文档的可靠性和可追溯性。
- 对于不同的原料药批次,应新建一个对应的批生产记录模板,并以批次号和日期作为标识。
- 本文档可打印使用,并保存在档案中,以备查询和审查之需。
以上为原料药批生产记录模板格式,用于规范原料药批生产过
程的记录和管理。
请在生产过程中认真填写,并确保记录的准确性
和可靠性。
药品批生产记录
批生产记录
药业有限公司批生产记录
批生产记录
称量单
批生产记录
批生产记录
批生产记录
批生产记录
批生产记录
页号:1/3
批生产记录
批生产记录
批生产记录
批生产记录
批生产记录
充填中间控制记录
充填中间控制记录
充填中间控制记录
批生产记录
批生产记录
批生产记录
批生产记录
批生产记录
内包装中间控制记录
内包装中间控制记录
页号:2/2
批生产记录
批生产记录
批生产记录
外包装中间控制记录
页号:1/2
外包装中间控制记录
页号:2/2
附页
变更记载。
批生产记录样张

--------------------批生产记录编号:品名:批号:数量:规格:批记录整理人:时间:批记录审核人:时间:批记录批准人:时间:批生产记录目录1批生产指令单――――――――页2精制工序生产记录――――――页3精制、干燥岗位清场检查记录(前批副本)页4精制、干燥岗位清场检查记录(本批副本)页5清场合格证―――――――――――――页6干燥工序生产记录――――――――――页7干燥工序称量记录――――――――――页批生产批令单编号:精制岗位生产记录___精制岗位称量记录编号:___精制岗位清场检查记录(正副本)编号:清场合格证编号:--------------------批包装记录编号:品名:批号:数量:规格:整理人:时间:审核人:时间:批准人:时间:批包装记录目录1批包装指令单――――――――页2包装岗位清场检查记录(前批副本)页3包装岗位清场检查记录(本批副本)页4清场合格证―――――――――――――页5包装工序称量记录――――――――――页6包装工序操作记录――――――――――页7标签样张―――――――――页8合格证――――――――――页批包装指令单编号:____包装清场检查记录(正副本)编号:清场合格证编号:包装岗位称量记录品名:编号:包装岗位操作记录合格证(单位地址)标签样张成品检验报告单生产过程质量监督记录成品批审核确认记录编号:。
药品生产片剂批生产记录(全套完整版)
XXXX制药有限公司
XXXX片批生产记录
产品批号:
生产日期:
有效期至:
包装规格:
投料总数:
成品数量:
XXXX制药有限公司XXXX片批生产记录总汇
XXXX片批生产记录,第2页
XXXX制药有限公司
XXXX制药有限公司岗位清场记录
XXXX制药有限公司
XXXX片批生产记录,第5页
XXXX制药有限公司岗位清场记录
XXXX制药有限公司浓缩岗位生产记录
XXXX片批生产记录,第7页
XXXX制药有限公司岗位清场记录
XXXX制药有限公司矾沉岗位生产记录
XXXX片批生产记录,第9页
XXXX制药有限公司岗位清场记录
XXXX制药有限公司
XXXX片批生产记录,第11页
XXXX制药有限公司岗位清场记录
XXXX制药有限公司粉碎岗位生产记录
XXXX制药有限公司岗位清场记录
XXXX制药有限公司配料称量记录
XXXX制药有限公司
配料、混合、制粒记录
XXXX制药有限公司干燥岗位生产记录
XXXX制药有限公司
整粒、总混记录
XXXX制药有限公司岗位清场记录
XXXX制药有限公司
XXXX制药有限公司岗位清场记录
岗位清场记录
内包装(瓶装)记录
岗位清场记录
XXXX制药有限公司
铝塑包装记录
岗位清场记录
XXXX制药有限公司
外包装岗位操作记录
XXXX制药有限公司
岗位清场记录
XXXX片批生产记录,第31页。
新版GMP颗粒剂批生产记录
X X X X颗粒制剂批生产记录、指令单号:产品批号:包装规格:Xg/袋×X袋/盒×XXX盒/件成品数量:盒(其中取样盒)操作日期:年月日至月日汇总人:审核人:XXXXX制药有限公司制剂批生产指令制粒、干燥岗位生产操作记录(1/2)3、制粒操作:取一份配料后的蔗糖粉、糊精加入高效湿法混合制粒机,开启搅拌预混合XXXX 秒后边搅边加入XXXX颗粒稠膏。
再搅拌约X~X秒制成软材。
达到手握成团,轻捏即散,再将软材加入摇摆式颗粒机中加适量乙醇过XXX目筛网制成颗粒。
每锅干燥整粒后的尾料及时与本批下锅物料一并混合制粒,最后一制粒、干燥岗位生产操作记录(2/2)4、干燥:按《沸腾干燥制粒机标准操作规程》调试好沸腾干燥制粒机。
设定进风温度为:XXX℃,开启沸腾干燥,将制成的湿颗粒吸入沸腾干燥机,控制物料温度在:XXX~XXX℃,干燥XXX~XXX分钟,打开移动料斗,收料,转入整粒工序。
5、完工清场:工序负责人:QA员:工艺员:整粒、总混岗位生产操作记录(1/2)2、整粒、收料:按《高效振荡筛标准操作规程》组装好XXX目和XXX目筛网。
取干燥后的物料过筛,收取粒度合格的颗粒,称量并记录(每锅尾料转入制粒工序一并制粒)。
控制:水分≤XXX%,颗粒均匀,色泽一致。
3、整粒后合格颗粒收料称量记录:工序负责人:QA员:工艺员:整粒、总混岗位生产操作记录(2/2)4、总混物料准备:接收整理合格的XXXX颗粒,领取薄荷挥发油及制粒工序剩余的乙醇,复核名称、批号、数量、质量状态等。
5、总混操作:严格执行“混合岗位标准操作规程”、“二维混合机操作规程”等有关文件。
将整粒后的合格颗粒置二维运动混合机中进行总混,混合时用喷洒壶喷入用95%乙醇溶解的XXX挥发油,混合时间15分钟。
将总混后的颗粒用内置洁净塑料袋的洁净物料桶进行盛装,填写请检单,请QA抽样检验。
6、完工清场:工序负责人:QA员:工艺员:包装批生产指令复合膜小袋分装岗位生产操作记录1、工前检查:3、复合膜小袋分装操作:严格执行“复合膜分装机操作规程”、“内包岗位标准操作规程”等文件。
XXX版GMP口服液制剂全套批生产记录

XXX版GMP口服液制剂全套批生产记录产品名称:XXX版GMP口服液制剂生产批号:XXXXX生产日期:XXXX年XX月XX日一、原辅材料准备及检查1.原辅材料准备:(1)主要原料清单:原料名称供应商批号用量xxx xxx公司 xxx xxxxxx xxx公司 xxx xxx(2)辅料清单:辅料名称供应商批号用量xxx xxx公司 xxx xxxxxx xxx公司 xxx xxx2.原辅材料检查:(1)主要原料:按照相关要求进行外观、标识、包装、规格等检查,检查记录见附件1(2)辅料:按照相关要求进行外观、标识、包装、规格等检查,检查记录见附件2二、制剂生产过程1.准备制剂设备和容器:(1)根据工艺要求,准备好所需的制剂设备和容器,洗净并消毒。
2.准备生产用水:(1)检查生产用水的水质,并记录相关数据。
3.准备制剂溶剂:(1)按工艺要求,准备好制剂所需的溶剂。
4.配制制剂溶液:(1)按照工艺要求,将制剂原料逐一加入搅拌容器中,适当加热并搅拌至均匀。
5.过滤制剂溶液:(1)将配制好的制剂溶液通过过滤器过滤,去除悬浮物等杂质。
6.灭菌处理:(1)将过滤好的溶液进行灭菌处理,确保产品的微生物指标符合要求。
7.装瓶包装:(1)将灭菌好的制剂液体装入瓶中,按规定数量进行包装。
9.封瓶:10.封装包装:三、质量控制及分析1.进行质检样品的取样及标记。
2.根据质检样品的检验项目和方法,进行质检操作。
3.记录质检结果,并进行分析。
4.对合格的产品进行包装交接。
四、记录1.生产批次报告:记录生产过程中的设备、操作、环境等要点,检查合格项目等,附件32.温度记录:记录生产过程中的各个环节的温度,附件43.湿度记录:记录生产过程中的各个环节的湿度,附件54.净化度验证记录:记录净化设备的验证情况,附件65.灭菌验证记录:记录灭菌设备的验证情况,附件76.质量检查记录:记录质量检查的结果,附件8以上内容为生产批次记录的基本内容,详细操作和检验项目及方法需根据具体工艺和要求进行调整。
批生产记录--模板

主要设备
胶塞清洗机(设备编号)、电子秤(设备编号)
计划产量
瓶
执行SOP
操作指令
记录
操作人
复核人
胶塞洗涤灭菌标准操作程序
全自动胶塞清洗机标准操作程序
准备(班组质检员执行):
1)确认岗位有效期内的《清场合格证》,并附批记录。
2)确认设备内、生产线、生产区内无上次生产遗留物品,无与生产无关的物品。
3)确认操作间相对A/B级区负压>10pa、
7)“自动上料”时将待清洗胶塞(<46000个)加入料斗。漂洗后QA人员取样检查洗涤胶塞的注射用水的可见异物及细菌内毒素应合格。
8)灭菌结束时,记录灭菌结束时间。
9)打印灭菌曲线,确认灭菌温度、时间应符合要求。
10)灭菌曲线签字后附在本记录后面。
11)通知灌装岗位灭菌结束时间。
12)允许卸料后QA人员取样检查胶塞外观应合格。
3)确认操作间相对A/B级区负压>10pa、
温度18~35℃、
相对湿度45~75%。
4)确认设备、器具在清洁有效期内。
5)确认注射用水、纯化水、电、压缩空气供应正常。
6)设备试运转正常。
7)洗瓶机及隧道烘箱挂“运行中”状态标志。
8)岗位挂“正在生产”状态标志。
:
□已进行
□已进行
Pa
℃
%
□确认
□确认
□正常
13)清洗100支供QA人员检查合格。
14)确认烘箱温度升到设定温度后,关闭网带。
15)开始连续清洗,西林瓶进入隧道烘箱进行干燥、灭菌和除热原。
16)每小时检查记录一次注射用水压力、循环水的温度和压力、压缩空气压力、洗灌间压差。
□确认
GMP口服液制剂全套批生产记录
GMP口服液制剂全套批生产记录一、生产前准备生产日期:(填写具体日期)生产序号:(填写具体序号)1.设备和工具准备:a)检查所有设备和工具是否干净、完好无损,并进行必要的校准。
b)检查设备操作按钮和控制仪表是否正常运行。
2.准备原材料:a)核对所需原材料及数量,确保无误。
b)检查原材料是否符合要求,并进行必要的测试和检验。
3.校准仪器和设备:a)校准所有用到的仪器和设备,确保准确度和精确性。
4.检查和清洁生产区域:a)检查生产区域是否干净整洁,并进行必要的清洁和消毒。
b)检查生产区域的温湿度是否符合要求,如有需要,进行调整。
5.审核和签署相关文件:a)审核各项相关文件,确保生产记录的准确性和完整性。
b)签署相关文件,确认批生产过程开始。
二、生产过程记录1.生产前操作:a)检查生产区域的温湿度是否符合要求,如有需要,进行调整。
b)核对原材料及数量,确保无误。
2.制备药液:a)根据生产工艺和配方,将所需原材料按照准确的配比和方法加入制剂容器中。
b)确认加入原材料的准确性和完整性,并记录下来。
3.混合和搅拌:a)启动混合和搅拌设备,并按照工艺要求进行混合和搅拌操作。
b)监测混合和搅拌设备的运行状况,并记录下来。
4.过滤和清洁:a)将药液进行过滤处理,去除杂质和固体颗粒。
b)检查过滤设备的过滤效果和运行状况,并记录下来。
c)对过滤后的药液进行必要的清洁处理。
5.灭菌处理:a)对药液进行灭菌处理,确保产品的安全性和无菌性。
b)监测灭菌设备的运行状况,并记录下来。
6.填充和包装:a)将灭菌处理后的药液装入符合要求的容器中。
7.质检和检验:a)取样进行质量检验,确保产品符合要求。
b)监测质检设备和检验方法的准确性和稳定性,并记录下来。
8.封标和入库:a)对通过质检的产品进行封标处理。
b)按照规定的程序和要求,将封标的产品入库。
三、生产结束及记录1.生产结束操作:a)关闭设备和工具,确保安全和无损坏。
b)对生产区域进行清洁和消毒处理,确保干净卫生。
片剂批生产记录模板 标准无误完整版

按规定更换状态标志 卡
是□ 否□
清洁 工具
按规定清洁、 存放指定位
置。
执行清洁工具清洁规 程
是□ 否□
说明 质监员按实际检查情况选择在“□”内打“√”
备注
清场人:
质监员:
清场合格证(正本)
岗 位: 粉碎 原产品名称: 批 号:
调换产品名称: 批 号: 清 场 人: 质 监 员: 清场日期: 年 月 日 时 有效期至: 年 月 日 时
清场合格证(副本)
岗 位: 混合制粒干燥 原产品名称: 批 号: 调换产品名称: 批 号: 清 场 人: 质 监 员: 清场日期: 年 月 日 时 有效期至: 年 月 日 时
混合制粒干燥岗位生产记录 年月日
产品名称
规格
批号
理论 量
生产指令 单号
操作要求 生 产 1、 生产相关文件是否齐全 前 2、 清场合格证是否在有效期内。 检 3、 计量器具校验合格证是否在有效期内。 查 4、 按批指令核对物料名称、规格、批号、数
按规定更换状态标志 卡
是□ 否□
清洁 工具
按规定清洁、 存放指定位
置。
执行清洁工具清洁规 程
是□ 否□
说明 质监员按实际检查情况选择在“□”内打“√”
备注
清场人:
质监员:
清场合格证(正本)
岗 位: 称量配料 原产品名称: 批 号: 调换产品名称: 批 号: 清 场 人: 质 监 员: 清场日期: 年 月 日 时 有效期至: 年 月 日 时
清场合格证(副本)
岗 位: 粉碎 原产品名称: 批 号:
调换产品名称: 批 号: 清 场 人: 质 监 员: 清场日期: 年 月 日 时 有效期至: 年 月 日 时
GMP生产批号登记记录

GMP生产批号登记记录一、登记记录目的根据GMP(Good Manufacturing Practice,良好生产规范)的要求,对每一批生产产品进行批号登记记录,旨在确保生产过程的可追溯性和质量安全。
二、登记记录内容1.产品信息:(1)产品名称:填写生产的产品名称;(2)规格型号:填写产品的规格和型号。
2.药品原料信息:(1)原料名称:登记使用的原料的名称;(2)批号:填写该批次原料的批号;(3)有效期:填写该批次原料的有效期。
3.生产设备信息:(1)设备名称:填写使用的生产设备的名称;(2)设备编号:填写设备的编号。
4.生产环境信息:(1)温度:填写生产环境的温度;(2)湿度:填写生产环境的湿度。
5.生产人员信息:(2)操作人员:填写参与生产工作的人员姓名。
6.生产工艺信息:(1)生产日期:填写生产产品的日期;(2)生产工艺:简要描述生产过程中的工艺步骤;(3)加工条件:填写生产过程中的加工条件,如温度、压力等;(4)检验项目及标准:填写生产过程中需要进行的验收检验项目及其标准;(5)工艺控制点:填写生产过程中需要监控的关键控制点。
7.生产批号信息:(1)批号:填写该批生产产品的批号;(2)生成时间:填写生产批号的生成时间。
8.生产数量信息:(1)产品数量:填写该批生产产品的数量。
9.质检记录信息:(1)检验项目:填写进行质检的项目;(2)检验结果:填写质检结果;(3)检验人员:填写参与质检的人员姓名;(4)检验时间:填写质检的时间。
10.审核记录:(1)审核人员:填写审核人员的姓名;(2)审核时间:填写审核的时间。
三、登记记录要求1.批号登记记录应按照实际生产过程一一登记,确保记录的准确性和完整性。
2.登记记录应有质检人员的签字,以确认质检结果的准确性和可靠性。
3.登记记录的审核应由质量管理部门进行,确保记录的合法性和合规性。
四、登记记录存档1.登记记录应进行分类归档,按产品类别和批号进行存档。
GMP膏剂批生产记录样本

工序负责人
QA审核
配制批生产记录
编号:
品名:
规格:
批号:
生产工序
配制工序
生产日期
页数:2/2
执行的操作规程: 配制工序标准操作规程
规程编号:RSOP-08-101-03
工艺要求及操作方法
实际操作
操作人
复核人
备注
15、剩余的原辅料及时封口,容器外标明品名、日期、剩余数量及使用人等,并及时在备料室内贮存或退库
膏剂批生产记录
品名:
规格:
产品批号:
生产日期:
有效期
配制批生产记录
编号:
品名:
规格:
批号:
生产工序
配制工序
生产日期
年 月 日
配制批量
Kg
页数:1/2
执行的操作规程: 配制工序标准操作规程
规程编号:
物料名称
批号
检验单号
数量
称量者
物料名称
数量
复核者
配制开始时间:
配制结束时间:
使用主要设备:水相罐编号:、油相罐编号:、乳化罐编号:成品罐编号:
规程编号:
物料名称
批号
检验单号
领用数
实用数
损耗数
剩余数
操作者
复核者
使用主要设备:全自动软管灌装封尾机编号
灌装开始时间:
灌装结束时间:
生产前检查
检查结果
检查人
QA
备注
1、生产前准备
设备是否正常、完好
检查结果符合要求划“√”不符合要求整改至符合要求。
清场是否合格,状态标志是否齐全
人员着装、工序环境(30万级)是否符合要求
GMP批生产记录表格(全套使用记录表格)

记录类文件起草(修订)、审核、批准登记表×××中药饮片有限公司请验单×××中药饮片有限公司请验单领料单XX中药饮片有限公司领料单退料单XX中药饮片有限公司退料单XXX中药饮片有限公司生产计划编号:XX-SC-BG-00-004日期:日期:日期:XXX中药饮片有限公司生产流转卡编号:XX-SC-BG-00-005编号:XX-SC-BG-00-006编号:XX-SC-BG-00-007XXX中药饮片有限公司挑选生产记录表编号:XX-SC-BG-00-008XXX中药饮片有限公司洗(润)生产记录表编号:XX-SC-BG-00-009XXX中药饮片有限公司蒸(煮)制生产记录表编号:XX-SC-BG-00-010XXX中药饮片有限公司切制生产记录表编号:XX-SC-BG-00-011编号:XX-SC-BG-00-012编号:XX-SC-BG-00-013编号:XX-SC-BG-00-014编号:XX-SC-BG-00-015编号:XX-SC-BG-00-016编号:XX-SC-BG-00-017XXX中药饮片有限公司包装生产记录表XXX中药饮片有限公司清产记录单编号:XX-SC-BG-00-019XXX中药饮片有限公司清产记录单编号:XX-SC-BG-00-019XXX中药饮片有限公司印刷性包装材料使用记录中间产品进出站台帐包装剩余饮片处理记录药材废品物处理记录生产安全事故调查记录生产状态牌编号:XX-SC-BG-00-025交接班记录。
GMP批生产记录表格(全套使用记录表格)
记录类文件起草(修订)、审核、批准登记表×××中药饮片有限公司请验单×××中药饮片有限公司请验单领料单XX中药饮片有限公司领料单退料单XX中药饮片有限公司退料单XXX中药饮片有限公司生产计划编号:XX-SC-BG-00-004日期:日期:日期:XXX中药饮片有限公司生产流转卡编号:XX-SC-BG-00-005编号:XX-SC-BG-00-006编号:XX-SC-BG-00-007XXX中药饮片有限公司挑选生产记录表编号:XX-SC-BG-00-008XXX中药饮片有限公司洗(润)生产记录表编号:XX-SC-BG-00-009XXX中药饮片有限公司蒸(煮)制生产记录表编号:XX-SC-BG-00-010XXX中药饮片有限公司切制生产记录表编号:XX-SC-BG-00-011编号:XX-SC-BG-00-012编号:XX-SC-BG-00-013编号:XX-SC-BG-00-014编号:XX-SC-BG-00-015编号:XX-SC-BG-00-016编号:XX-SC-BG-00-017XXX中药饮片有限公司包装生产记录表XXX中药饮片有限公司清产记录单编号:XX-SC-BG-00-019XXX中药饮片有限公司清产记录单编号:XX-SC-BG-00-019XXX中药饮片有限公司印刷性包装材料使用记录中间产品进出站台帐包装剩余饮片处理记录药材废品物处理记录生产安全事故调查记录生产状态牌编号:XX-SC-BG-00-025交接班记录。
片剂批生产格模板

片剂批生产格模板1. 引言片剂批生产格模板是用于记录片剂批生产过程中各项数据和操作的文档。
它通常由生产部门或质量管理部门使用,用于确保片剂生产过程的合规性和质量控制。
本文档将介绍片剂批生产格模板的结构和使用方法。
2. 片剂批生产格模板的结构片剂批生产格模板一般由以下几个部分组成:2.1 项目信息项目信息部分包含以下内容:•项目名称:记录片剂批生产的项目名称。
•批号:记录片剂批生产的批号。
•生产日期:记录片剂批生产的生产日期。
•生产线:记录片剂批生产的生产线。
•操作人员:记录参与片剂批生产的操作人员姓名。
2.2 原料使用情况原料使用情况部分记录了片剂批生产过程中使用的原料情况,包括原料名称、批号、厂家、使用量等信息。
2.3 生产工艺参数生产工艺参数部分记录了片剂批生产过程中的工艺参数,包括混合时间、压片时间、干燥温度等信息。
2.4 设备使用情况设备使用情况部分记录了片剂批生产过程中使用的设备情况,包括设备名称、设备编号、设备清洁情况等信息。
2.5 废弃物处理情况废弃物处理情况部分记录了片剂批生产过程中产生的废弃物的处理情况,包括废弃物种类、处理方法、处理人员等信息。
2.6 质量控制质量控制部分记录了片剂批生产过程中的质量控制情况,包括抽样检测结果、质量合格率等信息。
2.7 备注备注部分可供用户记录其他需要补充说明的内容。
3. 片剂批生产格模板的使用方法使用片剂批生产格模板时,按照以下步骤进行操作:3.1 填写基本信息填写项目信息部分的项目名称、批号、生产日期、生产线和操作人员等基本信息。
3.2 记录原料使用情况记录片剂批生产过程中使用的原料情况,包括原料名称、批号、厂家、使用量等信息。
3.3 记录生产工艺参数记录片剂批生产过程中的工艺参数,包括混合时间、压片时间、干燥温度等信息。
3.4 记录设备使用情况记录片剂批生产过程中使用的设备情况,包括设备名称、设备编号、设备清洁情况等信息。
3.5 记录废弃物处理情况记录片剂批生产过程中产生的废弃物的处理情况,包括废弃物种类、处理方法、处理人员等信息。
批生产记录-HR
X:为所加C%乙醇的数量
C%:为所领乙醇浓度
N%:为混合液中规定的乙醇含量
A:为药液的体积
3、加入乙醇时必须边加边搅拌,使之充分混匀并密闭放置沉淀24小时。
转入待沉淀药液体积:L
领取乙醇的浓度为:%
体积为:L
操作人:_____复核人:_____
监控员:_____
加入药液的量为:L
加入乙醇的量为:L
沉淀时间:从时分至时分
得到上清液量为:L
操作人:_____复核人:_____
清
场
1、按“一般生产区生产操作区清洁规程”清洁工作区。
2、按“沉淀罐清洁规程”清洁沉淀罐。
3、按“一般生产区容器具清洁规程”清洁容器具。
4、按“清洁工具清洁规程”清洁洁具。
□现场无剩余物料及废弃物。
□与生产无关的文件清离出场。
备
注
生产过程异常情况:
无 □
有 □ 按“生产过程偏差处理管理规程”处理,并将相应的记录附本页后。
QA监控员签发“清场合格证”,原件贴在本页背面,副件挂在操作间门外。
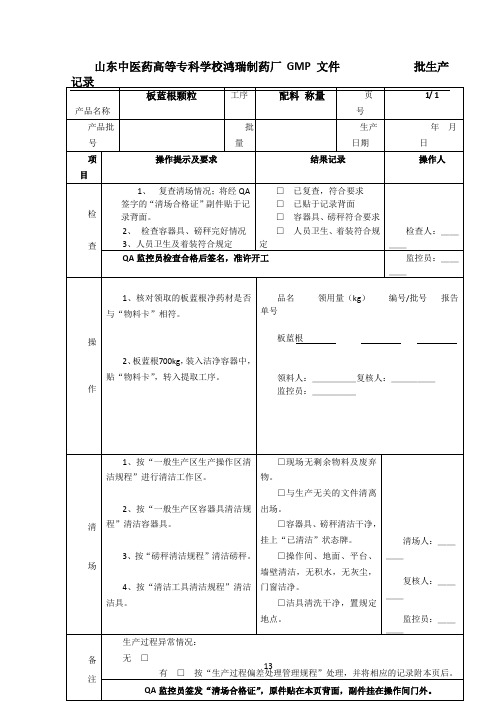
产品名称
板蓝根颗粒
工序
蔗糖粉碎
页 号
1/ 1
产品批号
批量
生产日期
年 月 日
项目
操作提示及要求
结果记录
操作人
检
查
1、复查清场情况;将经QA签字的“清场合格证”副件贴于记录背面。
检查人:____
QA监控员检查合格后签名,准许开工
监控员:____
操
作
1、核对领取的板蓝根净药材是否与“物料卡”相符。
2、板蓝根700kg,装入洁净容器中,贴“物料卡”,转入提取工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
洗瓶工序批生产记录
文件编号:BPR-01-004品名:注射液规格:批号生产日期:年月日
XXX工序批生产记录
文件编号:BPRXXXX
品名:注射液规格: ml 批号生产日期:年
月日
配制工序批生产记录
文件编号:BPRXXXX 页数:1/2品名:注射液规格: ml 批号生产日期:年月日
配制工序批生产记录
文件编号:BPRXXXX 页数:2/2品名:注射液规格: ml 批号生产日期:年月日
灌装加塞工序批生产记录
文件编号:BPRXXX
品名:注射液规格: ml 批号生产日期:年月日
轧盖工序批生产记录
文件编号:BPRXXXX
品名:注射液规格: ml 批号生产日期:年月日
上瓶岗位批生产记录
文件编号:BPRXXX
品名:注射液规格: ml 批号生产日期:年月日
灭菌岗位批生产记录
文件编号:BPRXXX
品名:注射液规格: ml 批号生产日期:年月日
下瓶岗位批生产记录
文件编号:
BPRXXX
品名:注射液规格: ml 批号生产日期:年月日
灯检工序批生产记录
文件编号:BPRXXX
品名:注射液规格: ml 批号生产日期:年月日
打批号工序批生产记录
文件编号:BPRXXX
品名:注射液规格: ml 批号生产日期:年月日
包装工序清场记录
文件编号:XXXXXX
品名:注射液规格: ml 批号生产日期:年月日
输液瓶贴签工序批生产记录
文件编号:
品名:注射液规格: ml 批号生产日期:年月日
输液瓶贴签工序清场记录
文件编号:
品名:注射液规格: ml 批号生产日期:年月日
瓶装输液包装箱贴签工序批生产记录
文件编号:
品名:注射液规格: ml 批号生产日期:年月日
包装工序清场记录
文件编号:
品名:注射液规格: ml 批号生产日期:年月日
包装工序批生产记录
文件编号:
品名:注射液规格: ml 批号生产日期:年月日
包装工序批生产记录
文件编号:BPRXXX
品名:注射液规格: ml 批号生产日期:年月日
包装工序批生产记录
文件编号:BPRXXXX
品名:注射液规格: ml 批号生产日期:年月日
包装工序清场记录
文件编号:BPRXXXX
品名:注射液规格: ml 批号生产日期:年月日
希望以上资料对你有所帮助,附励志名言3条:
1、理想的路总是为有信心的人预备着。
2、最可怕的敌人,就是没有坚强的信念。
——罗曼·罗兰
3、人生就像爬坡,要一步一步来。
——丁玲。